Область техники
Изобретение относится к режущей пластине, предназначенной для тяжелого точения, которая имеет верхнюю сторону, основание и кромку в зоне между верхней стороной и фронтальной поверхностью, кроме этого, режущая пластина имеет относительно толстую фронтальную часть со стружколомом, расположенным позади кромки, и заднюю часть, более тонкую, чем фронтальная часть.
Уровень техники
По сравнению с обычным точением тяжелое точение в основном отличается тем, что все параметры процесса значительно увеличены, например больше силы резания, больше толщина стружки, больше и тяжелее заготовки, больше выделение тепла и т.д. Подача при обычном точении обыкновенно находится в диапазоне 0,05-0,8 мм/об, в то время как при тяжелом точении - в диапазоне 1-40 мм/об, в то же время глубина резания может изменяться в диапазоне 0,2-6 мм. Нет ничего необычного, если заготовки, например заготовки валов, имеют вес в одну тонну или несколько тонн. При таких обстоятельствах необходимо, чтобы пластины для точения, а также кассеты и державки для режущих пластин были значительно увеличены в размерах.
Режущие пластины для целей тяжелого точения известны во множестве различных вариантов. Обычный вариант характеризуется большой толщиной в направлении длины или ширины режущей пластины (высота фронтальной поверхности, расположенной между кромкой и основанием режущей пластины, только немного меньше, чем длина режущей пластины, принимаемая как расстояние между фронтальной поверхностью и поверхностью заднего конца). Позади от кромки расположена поверхность, наклонная назад и вниз, на которой расположен прямой стружкодробящий уступ. Упомянутая наклонная верхняя поверхность заканчивается параллельной фронтальной поверхности ограничивающей поверхностью, которая со стороны основания переходит в поверхность, наклонную назад и вверх на короткой задней части, в которой выполнен центрально расположенный паз для взаимодействия со штифтом, предназначенным для фиксирования режущей пластины и противодействия ее боковому смещению. Зажимной элемент может воздействовать на поверхность, наклонную назад и вверх, на задней части режущей пластины, посредством чего режущая пластина удерживается в закрепленном состоянии, при котором ее задняя боковая поверхность находится в контакте с опорной поверхностью кассеты, в которую режущая пластина может быть установлена. При этом основание режущей пластины поджимается к основанию гнезда кассеты. Однако недостаток этой известной режущей пластины для тяжелого точения состоит в том, что на практике она удобна только для операций протачивания канавок, но не для продольного точения, вследствие ее недостаточной продольной стабильности, поскольку усилия, действующие на режущую пластину в продольном направлении, воспринимаются только указанным выше штифтом, который по техническим и геометрическим причинам сравнительно слаб. Другой недостаток режущей пластины состоит в том, что она требует дорогостоящего и трудоемкого шлифования. Так, не только верхняя поверхность, наклонная вниз от режущей кромки, но также фронтальная поверхность и основание должны быть точно шлифованы в несколько переходов. Дополнительным недостатком является то, что зажимной элемент режущей пластины подвергается значительным нагрузкам, вызванным воздействием горячей стружки, поскольку верхняя поверхность режущей пластины наклонена вниз и назад по отношению к нему. Более того, известная пластина имеет ограниченную возможность уменьшения ширины стружки после ее отделения режущей кромкой от заготовки. Это делает более затруднительным выход стружки из обрабатываемой канавки.
Задача и сущность изобретения
Настоящее изобретение направлено на устранение вышеупомянутых недостатков известной режущей пластины для тяжелого точения. Следовательно, главная задача изобретения состоит в создании режущей пластины для тяжелого точения, которая может быть надежно и стабильно закреплена и поэтому может быть использована не только для операций врезного точения, но также для продольного точения, во время которого режущая пластина подвергается воздействию значительных боковых усилий. Дополнительная задача состоит в том, чтобы создать режущую пластину для тяжелого точения, удобную для изготовления способом прямого прессования, например порошка твердого сплава, и минимизировать количество операций шлифования. Еще одна задача изобретения состоит в создании режущей пластины для тяжелого точения, имеющей хорошие возможности дробления стружки, для улучшения защиты зажимного элемента от разрушительного воздействия горячей стружки и увеличения посредством этого его долговечности. В особенности задачей изобретения является создание режущей пластины для тяжелого точения, которая быстро и эффективно уменьшает ширину отделенной стружки с целью обеспечения ее отвода.
В соответствии с изобретением, по крайней мере, главная задача решается посредством признаков, включенных в п.1 формулы изобретения. Предпочтительные варианты изобретения далее определены в зависимых пунктах формулы.
Краткое описание приложенных чертежей
На фиг.1 показана режущая пластина в соответствии с изобретением, вид в перспективе сверху и спереди,
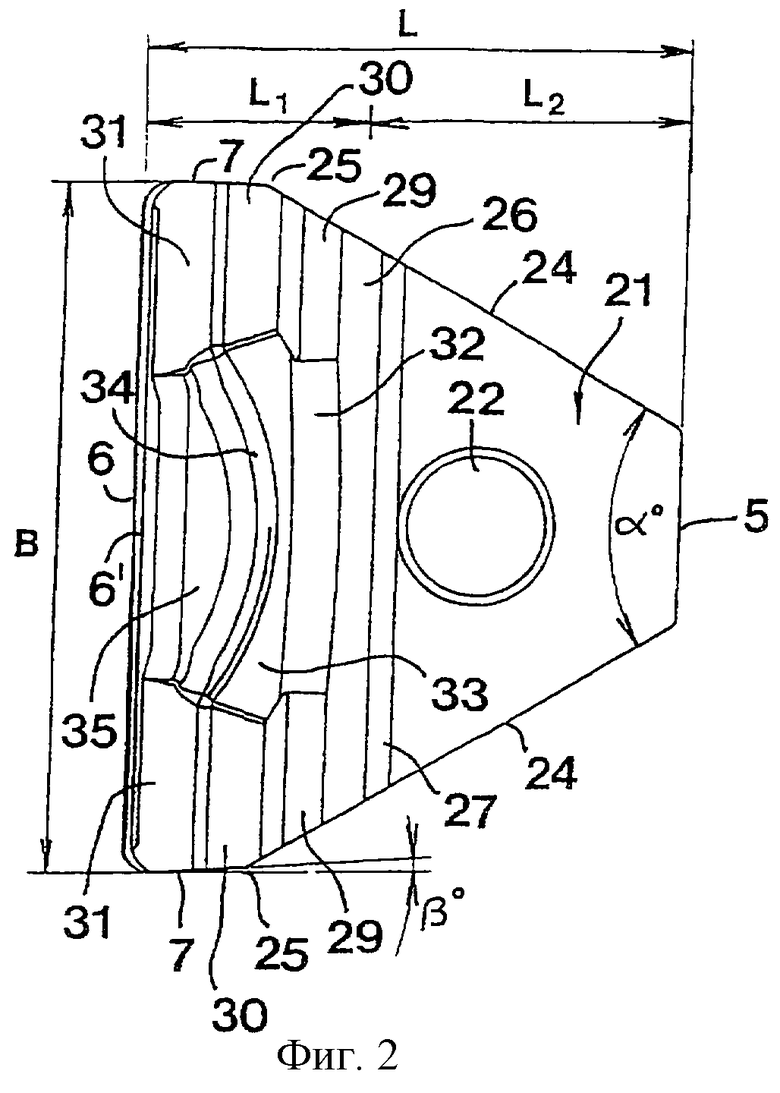
на фиг.2 - вид сверху на режущую пластину в соответствии с фиг.1,
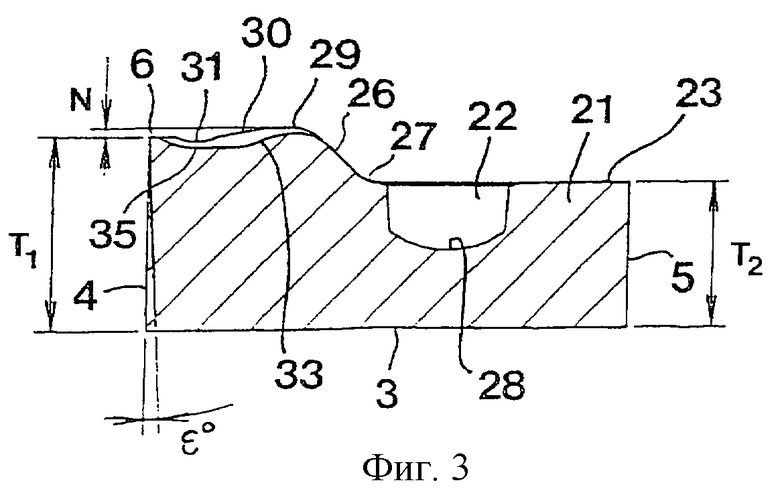
на фиг.3 - продольное сечение той же режущей пластины,
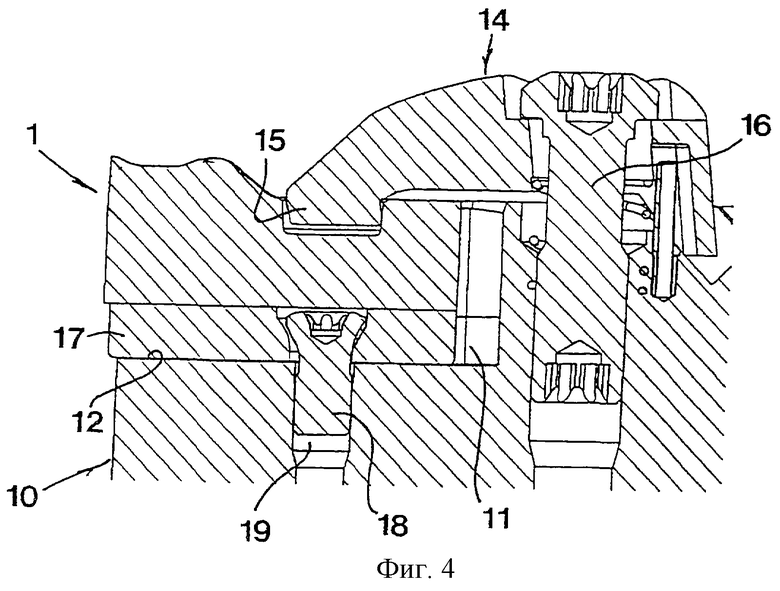
на фиг.4 - сечение, показывающее режущую пластину, установленную в кассете посредством прихвата,
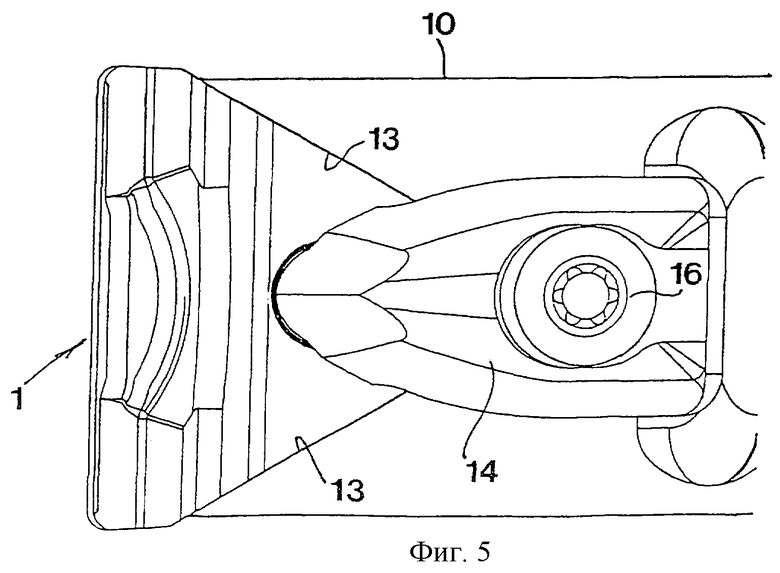
на фиг.5 - вид сверху на режущую пластину, кассету и прихват в соответствии с фиг.4,
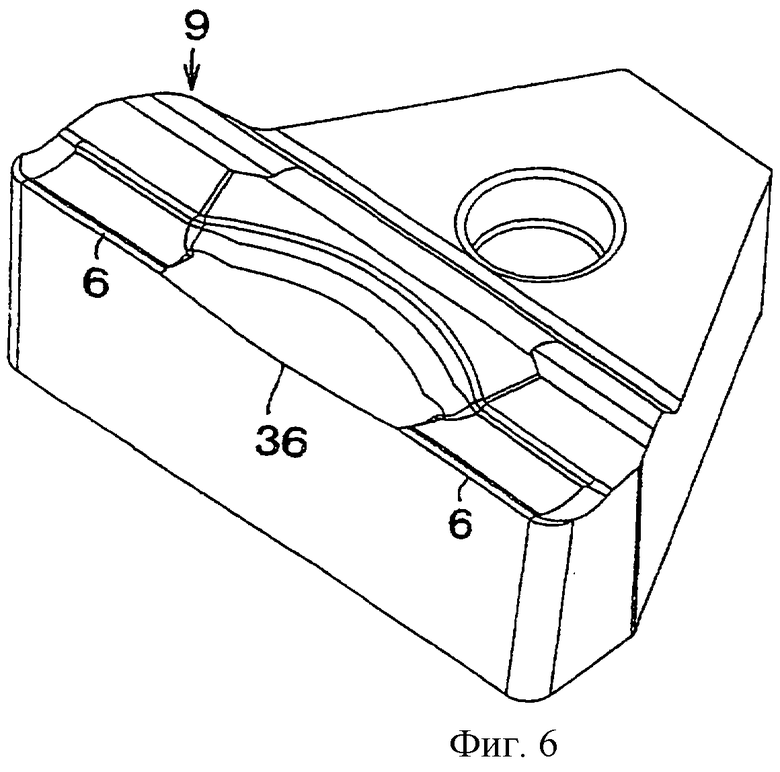
на фиг.6 - вид в перспективе альтернативного варианта режущей пластины в соответствии с изобретением.
Детальное описание предпочтительных вариантов изобретения
На фиг.1-3 показан первый вариант режущей пластины в соответствии с изобретением, в целом обозначенной позицией 1. Сверху указанная режущая пластина ограничивается обозначенной позицией 2 верхней стороной, противолежащей основанию, обозначенному позицией 3. Между верхней стороной 2 и основанием 3 расположена фронтальная поверхность 4, напротив которой расположена поверхность заднего конца 5. В зоне между фронтальной поверхностью и верхней стороной 2 сформирована режущая кромка 6, которая представляет собой острую кромку между фронтальной поверхностью и плоской усиливающей поверхностью 6'. С противоположных концов фронтальная поверхность 4 переходит в две боковые поверхности 7, более точно через закругленные боковые поверхности 8. Ширина В режущей пластины определяется расстоянием между указанными боковыми поверхностями 7, в то время как длина L режущей пластины определяется как расстояние между фронтальной поверхностью 4 и поверхностью заднего конца 5. В зоне позади режущей кромки на верхней стороне режущей пластины образован стружколом, обозначенный позицией 9.
На практике режущая пластина в соответствии с изобретением может быть выполнена прямым прессованием порошка твердого сплава и требует единственной операции шлифования - торцового шлифования основания 3.
Перед более детальным описанием особенностей, характеризующих режущую пластину укажем на фиг.4 и 5, которые показывают режущую пластину 1, установленную в кассете или держателе, обозначенном позицией 10, который в свою очередь съемно присоединяется к большему носителю (не показан) (например, к жесткой плите). В кассете выполнено гнездо 11 для установки режущей пластины 1 (называемое гнездом под пластину), ограниченное плоским основанием 12 и двумя расположенными под углом друг к другу боковыми поверхностями 13. Режущая пластина может быть закреплена в указанном гнезде посредством прихвата 14, имеющего на переднем конце носок 15. Прихват 14 закрепляется посредством винта 16, взаимодействующего с его задним концом. Обычно геометрия прихвата и винта выполнена так, что носок 15 при затяжке винта перемещается назад и вниз по отношению к гнезду. Между режущей пластиной 1 и основанием 12 гнезда 11 предпочтительно расположена опорная пластина 17, которая также, как режущая пластина, выполнена из твердого сплава. Опорная пластина 17 удерживается винтом 18 с конической головкой, взаимодействующим с резьбовым отверстием 19, расположенным на основании 12.
Теперь рассмотрим снова фиг.1-3. Характерные особенности режущей пластины в соответствии с изобретением состоят в следующем. Дополнительно к относительно толстой фронтальной части 20, на которой выполнен стружколом 9, она включает заднюю часть 21, которая тоньше, чем фронтальная часть 20 и скошена от нее в направлении назад, на верхней поверхности 23 задней части 21 выполнена выборка 22 для взаимодействия с носком 15 прихвата 14. В приведенном примере скошенная форма задней части 21 определяется двумя плоскими поверхностями 24, расположенными под острым углом α друг к другу. В показанном примере угол при вершине α составляет 60°, хотя возможны варианты как с увеличением, так и с уменьшением этой величины. Однако угол α должен быть в диапазоне 30-80°, предпочтительно 45-70°. На своих задних концах боковые поверхности 24 переходят в поверхность заднего конца 5, которая в представленном примере выполнена плоской, параллельной кромке 6 и перпендикулярной основанию 3. На своих передних концах боковые поверхности 24 переходят в вышеупомянутые боковые поверхности 7, более точно через угловые кромки 25. Более толстая фронтальная часть 20 переходит в более тонкую заднюю часть 21 через поверхность 26, наклоненную назад и вниз, при этом плавно закругленный участок поверхности 27 выполнен между наклонной поверхностью 26 и плоской верхней стороной 23 задней части. Длина L1 фронтальной части 20, которая считается как расстояние от кромки 6 до наклонной поверхности 26, в приведенном примере выполнена несколько меньше, чем длина L2 задней части 21, которая считается как расстояние между поверхностью 26 и поверхностью заднего конца 5. Как ясно видно на фиг.2, угловые кромки 25 расположены в зоне перед поверхностью 26. Другими словами, задний участок фронтальной части скошен в том же направлении, как задняя часть 21.
Толщина Т1 фронтальной части 20, которая считается как расстояние между режущей кромкой 6 и основанием 3 режущей пластины, значительно больше, чем толщина Т2 задней части 21. На практике толщина T1 должна быть на 20-40% больше, чем толщина Т2.
Выборка 22 для носка 15 прихвата по отношению ко всей режущей пластине открыта только вверх и заканчивается дном 28, расположенным на уровне выше основания 3 режущей пластины. Таким образом, ниже выборки сохраняется значительное количество материала. Это обеспечивает режущей пластине максимальную прочность и минимальную чувствительность к разрушению. Хотя возможно выполнить выборку с глубиной до 70% толщины Т2, предпочтительно ее глубина не превышает 50% толщины Т2. В других отношениях следует отметить, что выборка 22 расположена на большом расстоянии от поверхности заднего конца 5 режущей пластины. Более точно, выборка расположена в непосредственной близости от закругленной поверхности 27, примыкающей к наклонной переходной поверхности 26, Выборка 22, имеющая наиболее выгодную форму в виде тела вращения и расширяющаяся кверху путем придания ей определенной конусности, расположена посередине между двумя наклонными боковыми поверхностями 24. Следует также отметить, что наиболее выгодная форма, но не обязательная, верхней поверхности 23 задней части 21 - плоскость.
В представленном на чертежах варианте, являющемся опытным образцом, режущая пластина имеет ширину В 40 мм и длину L 31,5 мм, длину L1 фронтальной части около 12,5 мм, т.е. примерно 40% от общей длины L. Далее, толщина Т фронтальной части составляет 12,7 мм, а задняя часть 21 имеет толщину Т2 9,5 мм. Таким образом, хотя фронтальная часть короче и толще, чем задняя часть, она имеет несмотря на это достаточно большую протяженность L1 (на практике 10 - 15 мм). Это означает, что конструктору дается большая степень свободы формирования режущей пластины с эффективной геометрией ломания стружки для различных условий обработки. В показанном предпочтительном варианте стружколом, обозначенный позицией 9, выполнен с наивысшим уступом 29, расположенным на максимальном расстоянии от режущей кромки, более того - в непосредственной близости от наклонной переходной поверхности 26. Разность по высоте между этим уступом 29 и режущей кромкой 6, которая на фиг.3 обозначена буквой N, может значительно изменяться в зависимости от других размеров режущей пластины (которые зависят от области применения режущей пластины), но должна быть в диапазоне 0,3-3 мм. Перед уступом 29 расположена поверхность скольжения 30, наклонная вперед и вниз, которая в свою очередь переходит в канавку 31, имеющую поперечное сечение в виде дуги и прилегающую непосредственно к режущей кромке 6. Каждый элемент стружки, отделяемый от заготовки режущей кромкой 6, проходит канавку 31, имеющую поперечное сечение в виде дуги, и затем наклонную поверхность скольжения 30, чтобы в конце покинуть режущую пластину в зоне уступа 29, имеющего наибольшую высоту.
В представленном предпочтительном варианте в уступе 29 выполнена центральная выборка 32, имеющая вогнутую дуговую базовую форму и переходящая в дуговые переходные поверхности 33, 34, из которых расположенная сзади поверхность 33 наклонена вперед и вниз под сравнительно пологим углом, в то время как вторая поверхность 34 наклонена вперед и вниз под более крутым углом и переходит в плоскую поверхность 35, ограничивающую центральную выборку в канавке 31 и заглубленную по отношению к ее дну. Благодаря тому, что эти центрально расположенные поверхности 32, 33, 34 и 35 образуют центрально расположенные выборки в уступе 29 и поверхностях 30 и 31 соответственно, центрально расположенная часть стружки будет иметь тенденцию к движению с более высокой скоростью, чем две части стружки, расположенные наиболее близко к ее кромкам. Это означает, что стружке будет придана изогнутая в поперечном сечении форма. В результате этого ширина стружки будет уменьшена по отношению к ее номинальной ширине, определяемой шириной В режущей пластины, посредством этого в высокой степени облегчается выход стружки из канавки, прорезаемой режущей пластиной. В этой связи следует отметить, что кромка 6 в варианте, показанном на фиг.1-3, выполнена прямой, т.е. не имеет разрывов между противоположными концами.
Две противоположные боковые поверхности 7 режущей пластины имеют вспомогательные углы в плане в направлении назад, как показано посредством угла β на фиг.2, а также вспомогательные задние углы в направлении вниз к основанию режущей пластины. Хотя упомянутые вспомогательные углы в плане и вспомогательные задние углы могут изменяться в зависимости от назначения режущей пластины, они должны быть, по крайней мере, около 3°.
В конкретном варианте, представленном на фиг.1-3, режущая пластина выполнена с нейтральной режущей геометрией, поскольку фронтальная поверхность 4 расположена перпендикулярно основанию 3. Как отмечено углом ε, режущая пластина может также быть выполнена, по крайней мере, со слегка позитивной геометрией. В отношении основания 3 режущей пластины следует отметить, что оно предпочтительно может быть в форме поверхности, удобной для торцового шлифования и образующей базовую плоскость режущей пластины. Однако возможно вместо всей плоской поверхности использовать как три отдельные опоры, расположенные в вершинах треугольника, так и треугольную подобную раме поверхность, предназначенную для торцового шлифования и окружающую центральную выборку. Важно также, чтобы основание режущей пластины могло быть прижато до плотного контакта к плоскости опорной поверхности, такой как верхняя сторона опорной пластины 17, в соответствии с фиг.4.
На фиг.6 показан альтернативный вариант режущей пластины в соответствии с изобретением. В этом варианте не только стружколом 9, но кромка 6 выполнена с разрывом посредством центральной выборки 36, имеющей дуговую базовую форму. Таким образом, изгиб стружки в поперечном сечении начинается уже дуговой частью 36 кромки. Это дополнительно делает уменьшение ширины стружки более эффективным.
Преимущества режущей пластины в соответствии с изобретением
Существенное преимущество режущей пластины для тяжелого точения в соответствии с изобретением заключается в том, что ее достаточно длинная задняя часть вследствие скошенной формы может быть надежно закреплена в соответствующем гнезде, имеющем ту же форму. Благодаря тому, что прихват при затягивании винта подтягивает режущую пластину в направлении назад, наклонные боковые поверхности пластины поджимаются с достаточным усилием к образующим клин наклонным поверхностям гнезда и заклиниваются между ними. При этом основание режущей пластины удерживается поджатым до плотного контакта к основанию гнезда или к опорной пластине, когда она используется. Более того, благодаря тому, что задняя часть режущей пластины значительно тоньше, чем толстая фронтальная часть, на которой расположен стружколом, прихват может быть расположен в сравнительно защищенной позиции позади и ниже стружколома, поскольку стружколом воздействует на стружку так, чтобы дистанцировать ее от прихвата. Благодаря стабильной и надежной фиксации режущей пластины в соответствующем гнезде, она может быть гибко использована не только для операций прорезки канавок, но также для продольного точения, при котором режущая пластина может противостоять большим боковым усилиям. Более того, в описанном предпочтительном варианте режущая пластина обладает тем преимуществом, что ширина стружки может быть уменьшена быстро и эффективно, посредством чего в значительной степени облегчается удаление стружки из глубоких канавок. То обстоятельство, что режущая пластина может быть закреплена посредством воздействия носка прихвата на сравнительно мелкую выборку, позволяет производить режущие пластины с повышенной прочностью и стойкостью в сравнении с режущими пластинами, выполненными со сквозными отверстиями, поскольку часть материала, влияющая на жесткость, может быть сохранена в зоне ниже выборки. Более того, выполнение выборки конической с расширением вверх в сочетании с тем, что все поверхности стружколома открыты сверху, позволяет изготавливать режущую пластину удобным образом: прямым прессованием порошка твердого сплава. Следовательно, потребуется единственная операция шлифования, заключающаяся в простом торцовом шлифовании основания режущей пластины.
Возможные модификации изобретения
Изобретение не ограничивается исключительно описанными выше вариантами, представленными на чертежах. Таким образом, возможно изменять геометрию стружколома в довольно широких пределах. Более того, скошенная форма задней части режущей пластины может быть образована иным образом, чем посредством двух плоских наклонных боковых поверхностей, хотя на практике плоские поверхности более предпочтительны. Также форма выборки для носка прихвата, расположенной на верхней стороне режущей пластины, может отличаться от показанной формы в виде тела вращения. Задняя часть режущей пластины не обязательно ограничивается плоской поверхностью, это может быть, например, фасонная поверхность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240897C2 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240208C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2238176C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2245228C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240209C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2235622C1 |
| МНОГОГРАННАЯ ПЛАСТИНА ДЛЯ ТОЧЕНИЯ | 2014 |
|
RU2594301C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2136448C1 |
| Режущий инструмент | 1991 |
|
SU1771887A1 |
| СВЕРЛИЛЬНАЯ ВСТАВКА | 2018 |
|
RU2771284C2 |
Изобретение относится к области обработки металлов резанием, токарной обработке. Режущая пластина имеет верхнюю сторону, основание и кромку в зоне между верхней стороной и фронтальной поверхностью, относительно толстую фронтальную часть со стружколомом, расположенным позади кромки, и заднюю часть более тонкую, чем фронтальная часть. Для расширения технологических возможностей и упрощения изготовления задняя часть выполнена скошенной назад и ограничена двумя боковыми поверхностями, расположенными под острым углом друг к другу, на верхней поверхности задней части выполнена выборка для взаимодействия с прихватом и фиксирования режущей пластины в гнезде. 8 з.п. ф-лы, 6 ил.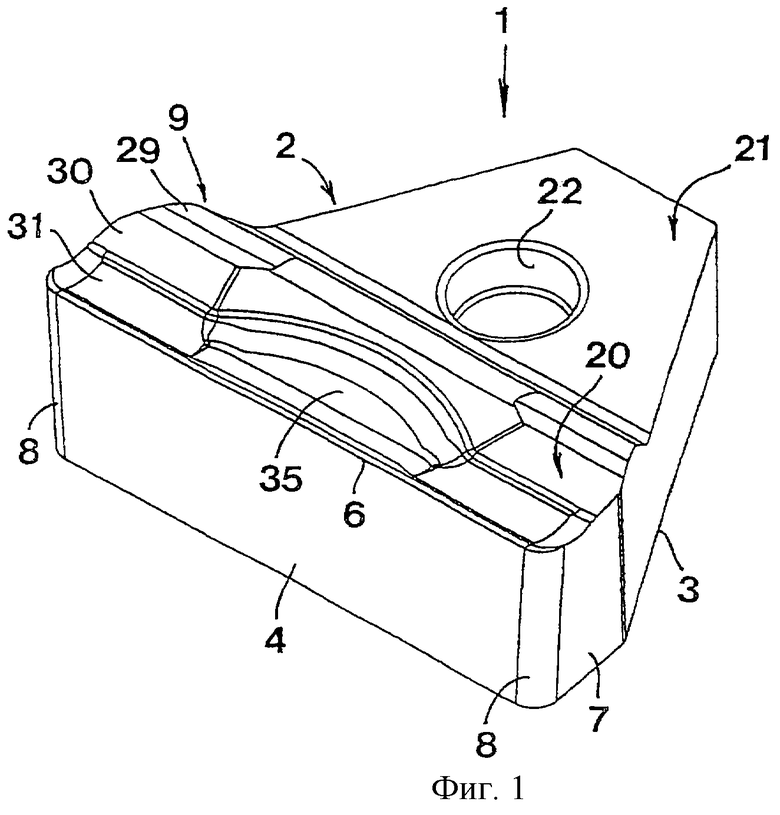
| DE 3410284 A1, 26.09.1985 | |||
| Резец | 1979 |
|
SU889287A1 |
| Режущий инструмент | 1986 |
|
SU1313572A1 |
| Сборный резец | 1986 |
|
SU1424981A1 |
| МИХАЙЛОВ С.П | |||
| и др | |||
| Формирование плотноупакованных рулонов стружки на операциях прорезания канавок и отрезки | |||
| Журнал СТИН, 1995, №6, с.21-24. | |||

