Область техники, к которой относится изобретение
Настоящее изобретение относится к вставке металлорежущего сверла для сверлильного инструмента, имеющей стружколом, расположенный на передней поверхности вставки, предназначенный для облегчения дробления стружки во время сверления и создания мелких фрагментов стружки.
Уровень техники
Вращающиеся сверлильные инструменты находят конкретное применение для обработки заготовок в дополнение к общим резцам и фрезам. Как правило, сверло с индексируемой режущей пластиной включает по меньшей мере две отдельных вставки, из которых центральная вставка монтируется в центральном по оси положении инструмента, и периферийная вставка представляет собой наиболее отдаленный радиально участок режущей области. Соответственно, во время вращения инструмента центральная вставка, будучи выдвинутой по оси вперед относительно периферийной вставки, создает кольцевой вырез в обрабатываемой заготовке. При непрерывном вращении и подаче инструмента в осевом направлении периферийная режущая вставка, расположенная с перекрыванием центральной вставки, врезается в заготовку, расширяя исходный вырез в радиальном направлении, с развертыванием до радиального перекрывания областей центральной и периферийной вставок. Соответственно, в результате совместного режущего действия формируется высверленное отверстие. Как правило, создаваемая режущими пластинами из заготовки стружка направляется назад стружечными канавками, которые пролегают аксиально от передней области режущего инструмента. Пример сверла с двойной вставкой описан в патентном документе EP 1902799.
Однако проблема, связанная с существующими сверлильными инструментами, имеющими одну или многие режущие вставки, состоит в том, что образование стружки из обрабатываемой детали проявляет тенденцию к снижению производительности сверления в результате недостаточного удаления стружки из высверливаемого отверстия. Наиболее обычным является формирование стружкой спутанных клубков или спиральных столбиков, которые накапливаются на сверлильном станке (как правило, станке с числовым программным управлением (CNC, ЧПУ) или многооперационном станке), и затрудняют бесперебойное и непрерывное резание.
Кроме того, при использовании вставок в сверлах с высокими требованиями к производительности создаются высокие рабочие температуры и напряжения во вставках, которые, в свою очередь, ускоряют износ вставок и усталостные явления, в особенности в области режущих кромок. Это значительно сокращает эксплуатационные сроки службы вставки. Соответственно, существует потребность во вставке и сверле с установленной вставкой, которые разрешают вышеуказанные проблемы.
Сущность изобретения
Цель изобретения состоит в создании вставки для сверла, предназначенного для формирования фрагментов стружки с короткой длиной, и, более конкретно, для предотвращения образования стружек, выполненных в виде плотно скрученных клубков или длинных спиральных лент. Соответственно, общей целью является создание сверлильной вставки для резания металла, обеспечивающей высокую производительность сверления и создание просверленных отверстий.
Конкретная цель состоит в создании вставки для сверла, предназначенной для облегчения разрушения и дробления стружки из заготовки, когда стружка образуется в области резания вставкой. Соответственно, цель заключается в облегчении перемещения фрагментов стружки назад в осевом направлении из формируемого просверленного отверстия, для предотвращения забивания или засорения отверстия, что в противном случае затрудняло бы непрерывное продвижение сверла в осевом направлении. Дополнительной конкретной целью является создание вставки для облегчения дробления стружки без притупления вставки вследствие износа и усталости, возникающих во время резания. Еще дополнительной целью является создание вставки, которая не оказывает вредное влияние на стабильность сверления и, в частности, не дестабилизирует желательное равномерное вращательное движение сверлильного инструмента.
Эти цели достигаются созданием режущей вставки, предназначенной, во-первых, для облегчения формирования стружки, которая является более чувствительной к растрескиванию и разрушению, и, во-вторых, для содействия дроблению образуемой стружки немедленно или вскоре после ее формирования из обрабатываемой заготовки. Это является предпочтительным для минимизации размера стружки и, соответственно, облегчения удаления стружки из формируемого сверлением отверстия. Более конкретно, цели достигаются посредством вставки, имеющей выпуклый или углубленный разрушитель стружки (альтернативно называемый здесь стружколомом), расположенный на передней поверхности вставки непосредственно позади режущей кромки. Соответственно, стружколом предназначается для создания препятствия, позиционированного внутри пути движения образуемой стружки, чтобы вызывать механическое напряжение в стружке и заставлять ее ломаться. Кроме того, цели достигаются формированием фаски на передней части стружколома, расположенной в области режущей кромки вставки. Фаска может рассматриваться как представляющая собой место пересечения смежных передней поверхности и задней поверхности, и определяемая относительно остальной режущей кромки (с одной или обеих сторон стружколома), которая может рассматриваться как нескошенная и имеющая профиль иной формы. То есть, и предпочтительно, остальная режущая кромка (определяемая пересечением передней поверхности и задней поверхности) может рассматриваться как острая, угловатая или остроконечная, относительно той части режущей кромки внутри области стружколома, которая является скругленной (которая альтернативно называется скошенной). Фаска включает поверхность пересечения (будучи переходной областью между передней поверхностью и задней поверхностью), которая может быть по существу плоской и протяженной поперек передней поверхности и задней поверхности. При необходимости, поверхность пересечения может быть изогнутой, имеющей кривизну с одним или многими радиусами в плоскости, перпендикулярной длине режущей кромки, как это определяется в направлении ширины поперек вставки между первой боковой стороной и второй боковой стороной.
Фаска (имеющая поверхность пересечения) является эффективно действующей для повышения сопротивления резанию вставкой, особенно в области стружколома. Соответственно, режущая часть инструмента проявляет большее сопротивление резанию в области стружколома сравнительно с положением по одну или другую сторону стружколома на остальной режущей кромке. Соответственно, стружка, когда формируется, нагревается до большей степени в области стружколома, и тем самым становится более хрупкой, и поэтому более чувствительной к растрескиванию и разрушению. Выпуклый или углубленный стружколом (находящийся на передней поверхности непосредственно позади передней режущей кромки - по направлению вращения инструмента) и расположенный внутри пути движения растущей стружки, создает препятствие, которое облегчает растрескивание и разрушение по меньшей мере хрупкого участка стружки.
Согласно первому аспекту настоящего изобретения предложена вставка металлорежущего сверла для сверлильного инструмента, содержащая: по меньшей мере одну режущую кромку, выполненную на пересечении смежных передней поверхности и задней поверхности, причем режущая кромка имеет длину, ориентированную радиально на инструменте; стружколом, выполненный в виде выпуклого выступа или углубления у передней поверхности и продолжающегося от режущей кромки; характеризующаяся: фаской на пересечении передней поверхности и задней поверхности, и расположенной у стружколома, причем фаска образована относительно профиля режущей кромки с одной или обеих сторон стружколома.
Данная вставка, имеющая фаску, продолжающуюся только частично вдоль режущей кромки, является дополнительно полезной для облегчения разрушения стружки, без ущерба стабильности режущего инструмента, которая в противном случае могла бы снижаться вследствие наличия области с высоким сопротивлением резанию. Соответственно, настоящая вставка обеспечивает стабильное режущее действие, когда фаска является протяженной только вдоль части общей длины режущей кромки, составляя, например, менее 70%, 60%, 50%, 40%, 30%, 20% или 10% общей длины режущей кромки, как определяемой между первой и второй боковой стороной вставки, где вставка может быть размещена на сверле так, что первая боковая сторона находится радиально внутри, и вторая боковая сторона находится на радиально наиболее отдаленной части инструмента, определяя диаметр самой передней в осевом направлении режущей области.
Вставка сверла предпочтительно предназначена для работы совместно со второй вставкой, причем вставки могут быть установлены на инструменте в различных радиальных положениях так, что во время его вращения вставки радиально перекрываются с образованием кольцевой зоны пересечения; причем стружколом расположен относительно режущей кромки внутри зоны пересечения. В частности, авторы настоящего изобретения выяснили, что позиционированием стружколома (и тем самым фаски) в области зоны пересечения доводится до максимума эффективность действия фаски и стружколома, чтобы вызывать и облегчать разрушение стружки. То есть, было обнаружено, что эта часть образующейся стружки является самой слабой в области радиального перекрывания периферийной и центральной вставок. Соответственно, длина фаски и стружколома (в направлении длины режущей кромки) может быть сведена к минимуму так, чтобы поддерживать на минимальном уровне любое повышение нестабильности инструмента во время применения благодаря присутствию фаски, в то же время облегчая разрушение стружки. В дополнение, поддерживанием минимальной длины фаски (достаточной для достижения излома стружки) увеличивается до максимума долговечность и эксплуатационный срок службы вставки.
Как показано, режущая часть вставки (снабженная режущей кромкой) включает профиль различной формы на стружколоме относительно остальной режущей кромки по одну, другую или по обе стороны стружколома. То есть остальная режущая кромка может быть сформирована как относительно «острое» пересечение передней поверхности и задней поверхности, тогда как режущая область стружколома скруглена. Соответственно, режущая область вставки у стружколома, вследствие созданной фаской формы профиля, отличается от остальной режущей кромки. При необходимости, остальная режущая кромка может иметь фаску, скос, или быть скругленной согласно одному или двум радиусам. Однако, при любых таких конфигурациях, фаска (образованная в целом планарной поверхностью, или изогнутой или скругленной поверхностью) всегда будет иметь форму профиля, которая отличается от остальной режущей кромки.
Фаска у стружколома предпочтительно образует поверхность пересечения, которая в целом является планарной. Поверхность пересечения предпочтительно ориентирована поперек смежных передней поверхности и задней поверхности, причем режущая кромка с одной или обеих сторон стружколома лишена поверхности пересечения, имеющей i) центрирование и/или ii) ширину, продолжающуюся между передней поверхностью и задней поверхностью, которая соответствует поверхности пересечения у стружколома.
Длина стружколома в направлении длины вдоль передней поверхности предпочтительно является меньшей, чем остальная часть длины режущей кромки с одной или обеих сторон стружколома между боковыми сторонами вставки. Такая конфигурация уменьшает до минимума любое повышение нестабильности сверла вследствие присутствия фаски. Длина стружколома предпочтительно составляет от 5 до 60%, от 10 до 50%, от 20 до 40%, от 30 до 40%, или от 30 до 35% общей длины режущей кромки, где общая длина включает фаску и режущую кромку с одной или обеих сторон стружколома между боковыми сторонами вставки.
Вставка предпочтительно включает единственный стружколом на передней поверхности. Стружколом определяется в направлении длины передней поверхности (соответственно направлению по ширине поперек вставки) соответствующими первой и второй переходными областями, образованными в виде наклонных или снижающихся поверхностей. Такие поверхности переходной области на передней поверхности наклонены или отклонены относительно плоскости, протяженной перпендикулярно продольной оси инструмента, с их ориентацией в зависимости от того, представляет ли собой стружколом выпуклый выступ (образованный как ребро, ступенька, бугорок или неровность), или же углубление (выполненное как канавка, канал или полость) на передней поверхности. При необходимости, стружколом продолжается по всей ширине поперек передней поверхности (соответственно направлению по длине вставки). Такая конфигурация является благоприятной для увеличения до максимума прочности стружколома и уменьшения до минимума концентраций напряжений во время резания. Присутствие единственного стружколома является предпочтительным для минимизации любой нестабильности резания сверлом вследствие присутствия стружколома и фаски, в то же время с достижением достаточного разрушения стружки. При необходимости, стружколом может продолжаться частично по передней поверхности (по направлению перпендикулярно длине режущей кромки).
Фаска у стружколома предпочтительно включает поверхность пересечения, и в плоскости перпендикулярно длине режущей кромки ориентирована под углом в диапазоне от 20 до 70°, от 25 до 65°, от 30 до 60°, от 35 до 55°, или от 40 до 50°, относительно задней поверхности. Такая конфигурация является благоприятной для обеспечения достаточного сопротивления резанию в области стружколома, чтобы соответственно повышать хрупкость образующейся стружки.
Вставка предпочтительно представляет собой периферийную вставку для совместного действия с центральной вставкой сверлильного инструмента, причем периферийная и центральная вставки позиционированы друг относительно друга в радиальном направлении и относительно продольной оси сверла. Центральная и периферийная вставки предпочтительно включают сквозное отверстие для введения крепежного винта для присоединения к сверлу. Центральная и периферийная вставки предпочтительно могут быть индексируемыми, включающими первую и вторую режущие кромки (определяемые соответствующими передней и задней поверхностями), выполненные на противолежащих в направлении длины концах каждой соответственной вставки. Согласно дополнительным вариантам осуществления, периферийная вставка может включать одну, две, три, четыре или более режущих кромок на одной стороне, и/или одну, две, три, четыре или более режущих кромок на противоположной стороне.
При необходимости, вставка (в том числе периферийная и центральная вставки) имеет, как правило, в общем форму прямоугольного параллелепипеда, в которой режущая кромка продолжается в направлении ширины вставки по одной, двум, трем, четырем или более кромкам вставки, где вставка может быть индексируемой. При необходимости, режущая область вставки может быть увеличена так, что в направлении ширины поперек вставки ширина вставки является большей в режущей области относительно центральной части вставки (соответственно области на середине длины вставки по направлению между концами задней поверхности).
Стружколом предпочтительно расположен на вставке в направлении длины режущей кромки ближе к первой боковой стороне вставки относительно второй боковой стороны вставки. Такие позиции размещения стружколома в области зоны пересечения (области радиального перекрывания центральной и периферийной вставок) обеспечивают максимизацию эффективности разрушения стружки. Такое размещение является предпочтительным для создания периферийной вставки, которая оказывается универсально пригодной для монтажа на сверлах с различным диаметром при позиционировании стружколома в зоне пересечения, как определяется траекториями вращения центральной и периферийной вставок.
Стружколом предпочтительно расположен в направлении длины режущей кромки только в первой половине вставки ближе к первой боковой стороне. При необходимости, стружколом может продолжаться от первой радиально внутренней половины до второй радиально наружной половины режущей кромки. Бóльшая часть стружколома предпочтительно расположен внутри первой половины вставки, предполагаемой для размещения ближе всего к аксиальному центру инструмента, соответствующему области пересечения (радиального перекрывания) с центральной вставкой.
При необходимости, часть режущей кромки в направлении длины режущей кромки является изогнутой или наклонной так, что второй конец режущей кромки, ближайший ко второй боковой стороне вставки, выступает относительно первого конца режущей кромки, ближайшего к первой боковой стороне вставки. Часть режущей кромки, ближайшая ко второй боковой стороне вставки, предпочтительно является вогнутой, будучи изогнутой вверх ко второму концу режущей кромки, если смотреть на вставку прямо от задней поверхности. Такое размещение является предпочтительным для содействия и облегчения создания плотно завитой стружки, которая соответственно занимает меньший объем внутри отверстия, и поэтому легче выталкивается во время сверления. Тем самым увеличивается срок службы вставки и сверлильного инструмента. Режущая кромка предпочтительно является изогнутой и вогнутой в радиально наружной области вставки, когда она установлена на сверле так, что радиально наружный конец режущей кромки выступает вперед (по направлению вращения сверла) относительно центральной области и радиально внутренней области режущей кромки. Согласно предпочтительному варианту осуществления, радиально наружный конец режущей кромки выступает в выступающем или выдвинутом вперед положении относительно области на середине длины режущей кромки и радиально самого внутреннего конца режущей кромки. Соответственно, вставка может рассматриваться как «утолщенная» у радиально наружного конца, имея «клиновидный» профиль в радиально наружной области. Эта выступающая наружная область режущей кромки врезается в заготовку в большей степени и перед радиально внутренними областями вставки, обеспечивая подъем и скручивание стружки во время сверления.
Согласно второму аспекту настоящего изобретения предложено металлорежущий сверлильный инструмент, содержащий: удлиненный корпус сверла, имеющий переднюю в осевом направлении рабочую часть и задний в осевом направлении хвостовик; и сверлильную вставку, как заявленную здесь, выполненную с возможностью установки на переднем в осевом направлении конце рабочей части. Режущая вставка может быть установлена так, что режущая кромка ориентирована в радиальном направлении или по направлению, которое является по существу радиальным, то есть, режущая кромка ориентирована в направлении от центральной области корпуса сверла к его периферии. Например, протяженность режущей кромки может пересекать продольную ось корпуса сверла или точку вблизи продольной оси корпуса сверла.
Вставка предпочтительно установлена в радиально периферийной области сверла с образованием периферийной вставки. Инструмент предпочтительно включает вторую режущую вставку, установленную в радиально центральной области или в ее стороне сверла с образованием центральной вставки относительно периферийной вставки. Инструмент предпочтительно включает единственную периферийную и единственную центральную вставку, закрепленную на переднем в осевом направлении конце рабочей части.
Периферийная и центральная вставки предпочтительно монтируются на сверле так, что во время его вращения вставки радиально перекрываются, определяя кольцевую зону пересечения; причем стружколом расположен относительно режущей кромки внутри зоны пересечения.
Бóльшая часть стружколома в радиальном направлении предпочтительно расположена внутри зоны пересечения. При необходимости, стружколом может продолжаться наружу из зоны пересечения, включающей меньшую часть или бóльшую часть стружколома в направлении длины режущей кромки (соответственно направлению по ширине поперек вставки). Соответственно, данная вставка может быть приспособлена для обеспечения и облегчения разрушения стружки в требуемом радиальном положении образуемой стружки относительно аксиального центра сверла.
Рабочая часть предпочтительно включает стружечные канавки, продолжающиеся в осевом направлении назад от аксиально переднего конца в сторону хвостовика. Центральная и периферийная вставки предпочтительно расположены у аксиально переднего конца каждой из соответствующих стружечных канавок так, что соответствующие режущие кромки вставок предназначены для создания фрагментов стружки, продвигаемых непосредственно в стружечные канавки для облегчения удаления назад из просверливаемого отверстия.
Краткое описание чертежей
Конкретные варианты осуществления настоящего изобретения теперь будут описаны, только в качестве примера и со ссылкой на сопроводительные чертежи, на которых:
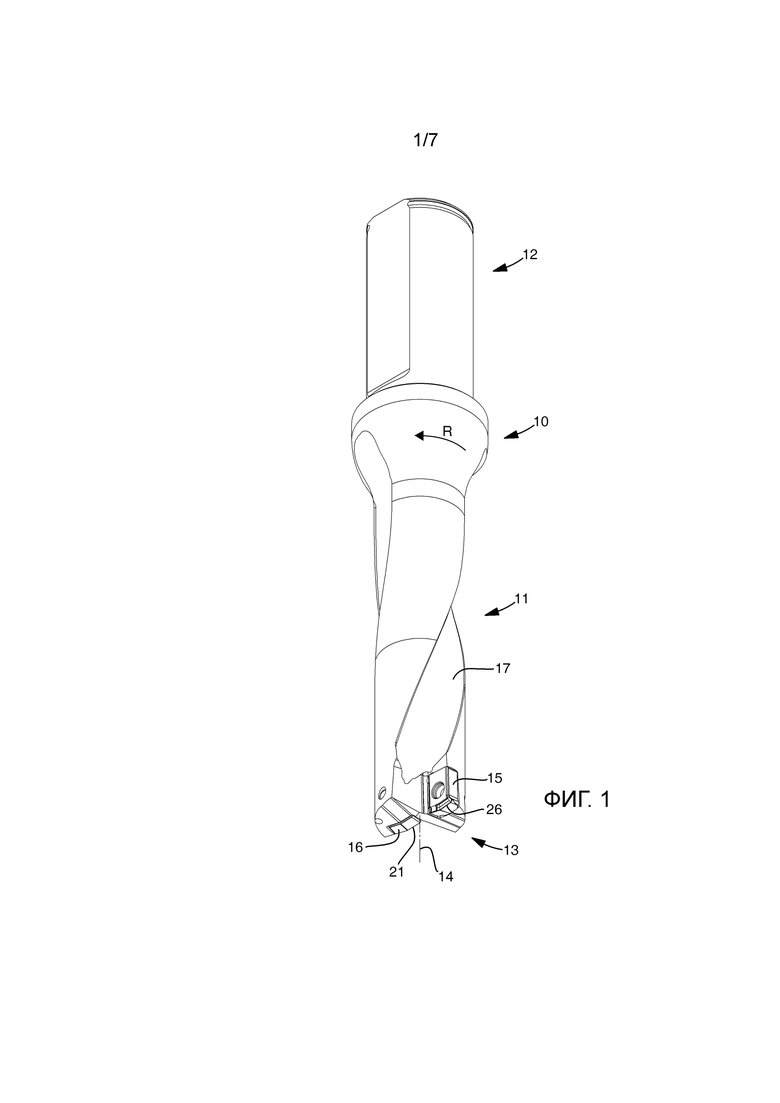
Фигура 1 представляет вид в перспективе удлиненного сверлильного инструмента с установленной парой режущих вставок, включающих центральную и периферийную вставку, согласно конкретному варианту осуществления настоящего изобретения.
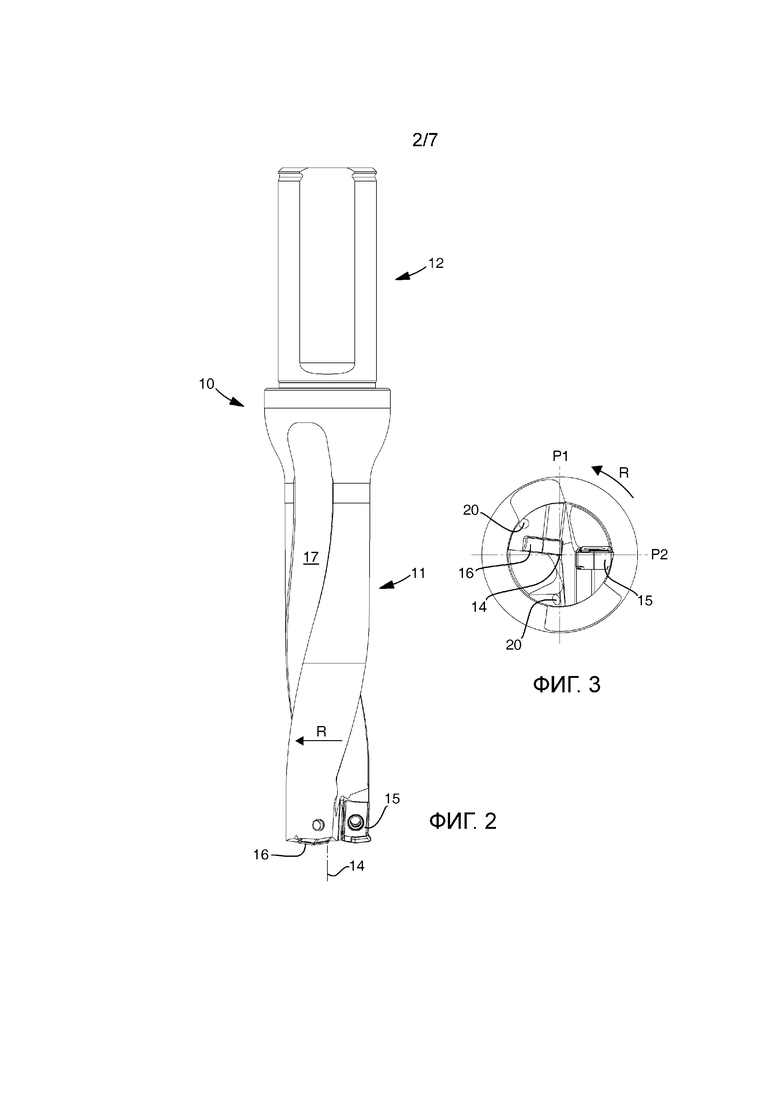
Фигура 2 представляет дополнительный вид в перспективе сверла по фигуре 1.
Фигура 3 представляет вид в осевом направлении области режущего конца сверла по фигуре 2.
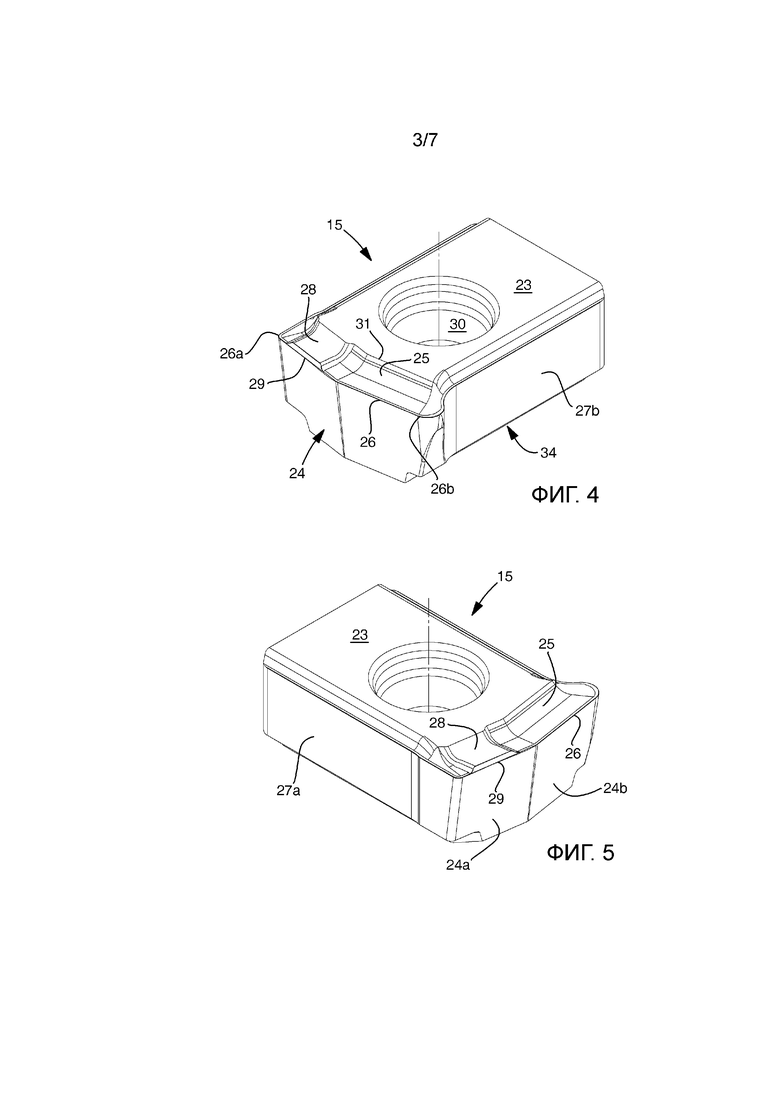
Фигура 4 представляет вид в перспективе периферийной режущей вставки сверла по фигуре 3.
Фигура 5 представляет дополнительный вид в перспективе периферийной режущей вставки сверла по фигуре 4.
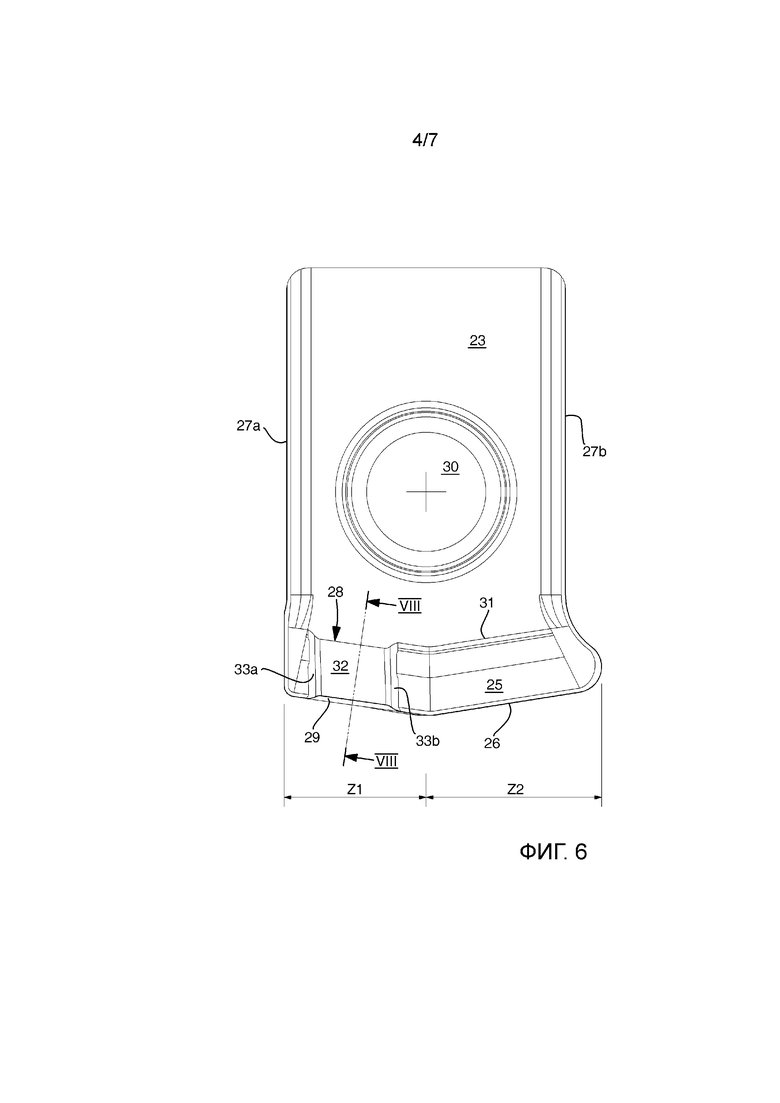
Фигура 6 представляет вид сверху периферийной режущей вставки сверла по фигуре 5.
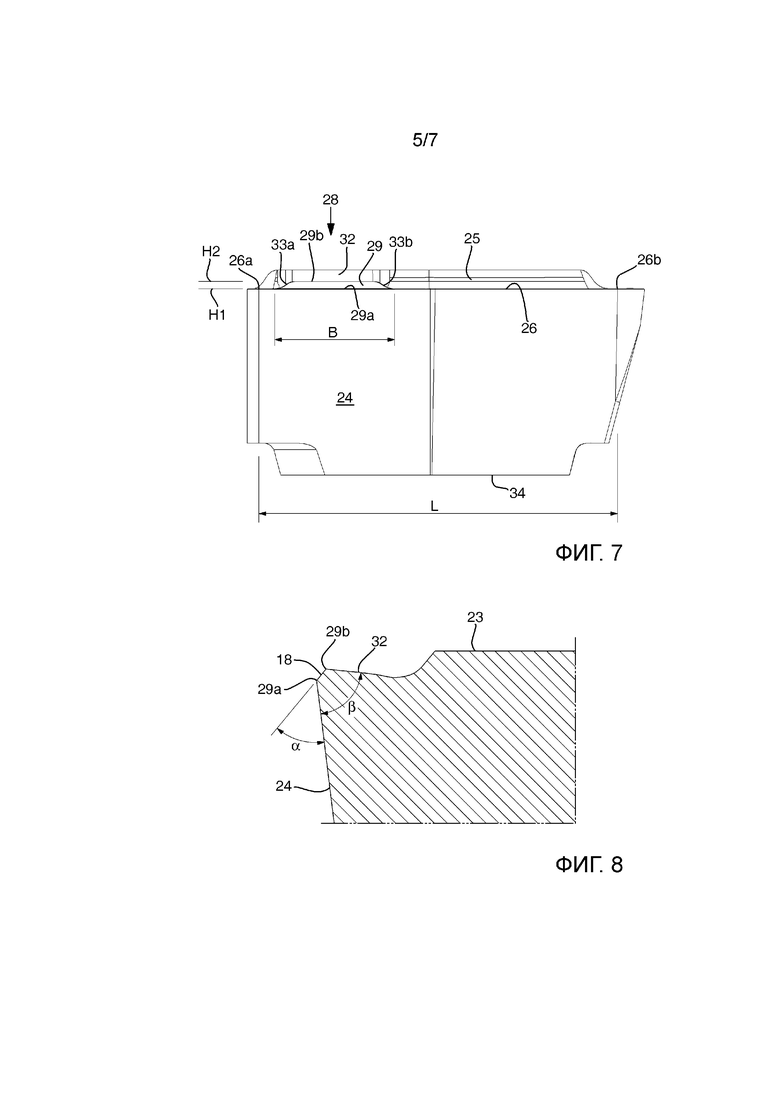
Фигура 7 представляет вид с конца периферийной режущей вставки сверла по фигуре 6 при рассматривании от области резания.
Фигура 8 представляет вид в разрезе, проведенном по линии А-А периферийной режущей вставки сверла по фигуре 6.
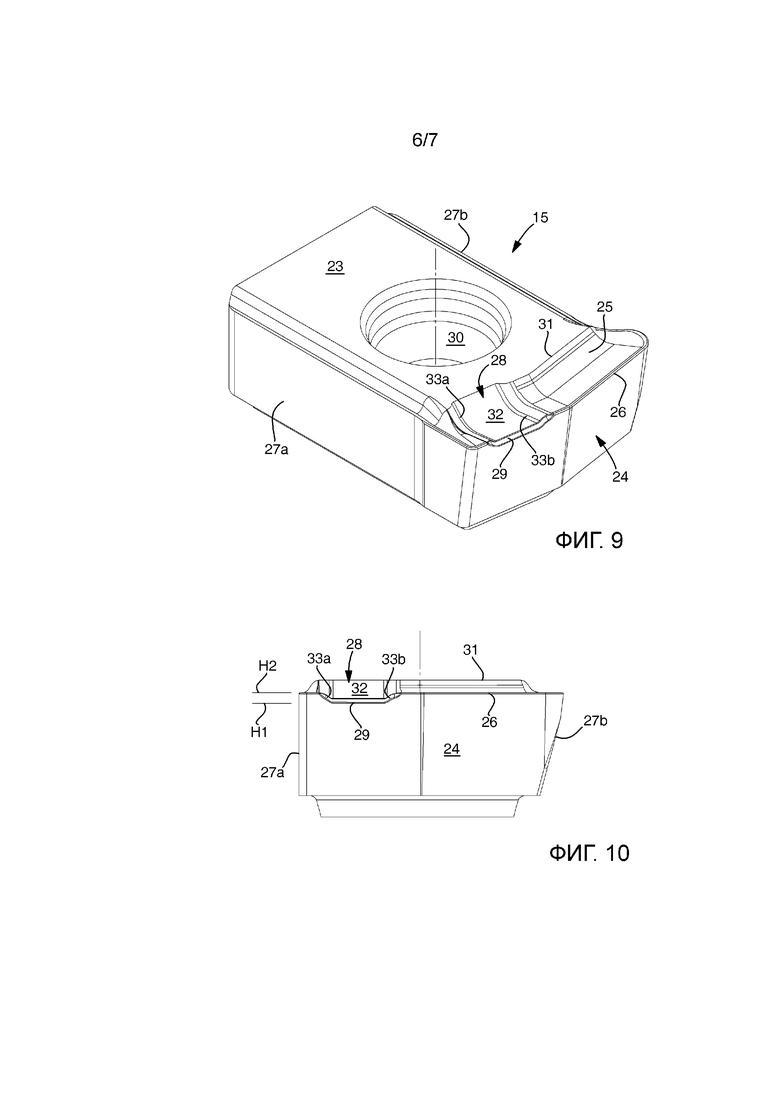
Фигура 9 представляет вид в перспективе периферийной режущей вставки сверла по фигуре 3 согласно дополнительному конкретному варианту осуществления.
Фигура 10 представляет вид с конца периферийной режущей вставки сверла по фигуре 9 согласно дополнительному варианту осуществления.
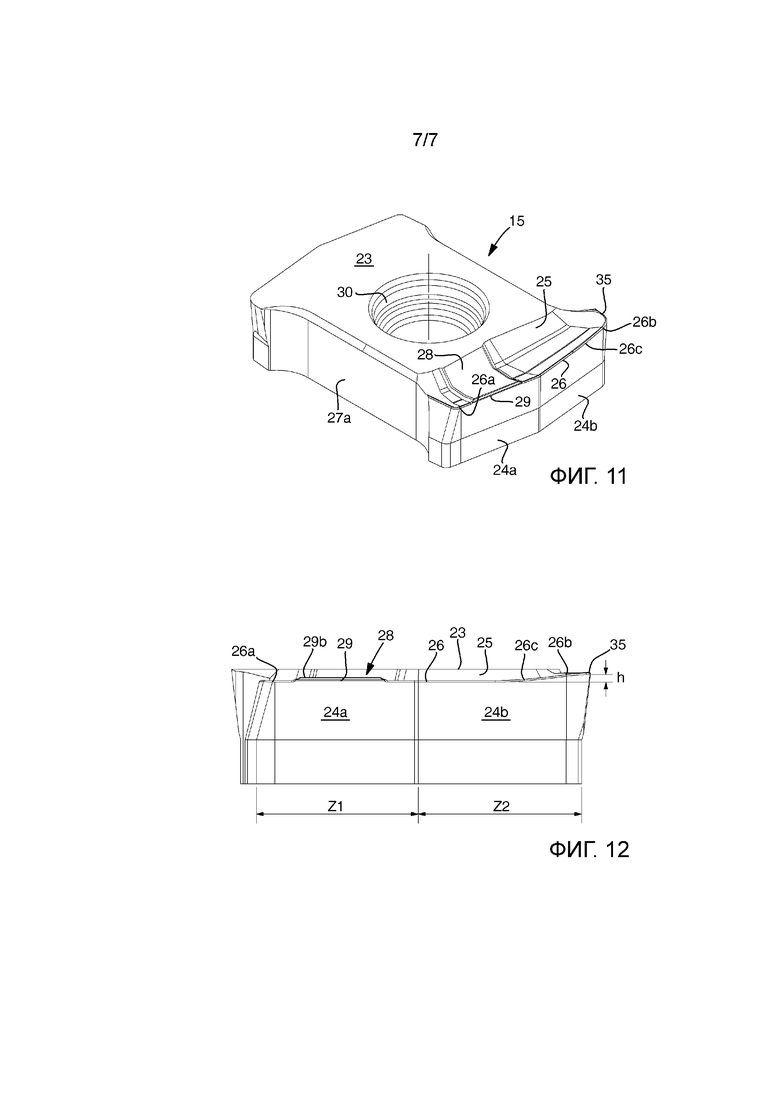
Фигура 11 представляет вид в перспективе периферийной режущей вставки согласно дополнительному варианту осуществления, имеющей профиль режущей кромки, конфигурированный для содействия закручиванию стружки.
Фигура 12 представляет вид с конца периферийной режущей вставки по фигуре 11 при рассматривании от области резания.
Подробное описание предпочтительного варианта осуществления изобретения
Со ссылкой на фигуры 1 и 2, сверло с индексируемой вставкой, конкретно приспособленной для резания металла, включает корпус 10 сверла, имеющий задний в осевом направлении хвостовик для крепления корпуса 10 сверла в сверлильном станке, и переднюю в осевом направлении рабочую часть 11, имеющую режущий конец 13. Рабочая часть 11 включает пару радиально противолежащих стружечных канавок 17, протяженных в осевом направлении и спирально вокруг центральной продольной оси 14 корпуса 10 сверла от режущего конца 13 в сторону заднего конца рабочей части 11. Со ссылкой на Фигуру 3, аксиально через корпус 10 сверла продолжается пара отверстий 20 для подачи промывочной жидкости. Пара износоустойчивых режущих вставок закреплена на режущем конце 13 рабочей части, которые конкретно включают центральную вставку 16 и периферийную вставку 15. Каждая вставка 15, 16 включает отверстие 30 (иллюстрированное для периферийной вставки 16 в фигурах 4-6) для введения крепежного винта (не показан) для присоединения к рабочей части 11 сверла. Центральная вставка 16 включает переднюю режущую кромку 21, и периферийная вставка 15 включает соответствующую переднюю режущую кромку 26.
Со ссылкой на фигуры 1-3, корпус 10 сверла выполнен вращающимся по направлению R вокруг оси 14 так, что режущие кромки 21, 26 при осевой подаче корпуса 10 сверла должны врезаться в материал заготовки (не показана) с образованием высверленного отверстия, имеющего диаметр соответственно диаметру сверлильного инструмента, как определяется периферийной вставкой 15. Со ссылкой конкретно на фигуру 3, вид конца в осевом направлении сверла может быть разделен на две перпендикулярных воображаемых плоскости Р1 и Р2, которые пересекаются на оси 14. Периферийная режущая вставка 15 расположен полностью на одной стороне плоскости Р1, тогда как основная часть центральной вставки 16 позиционирована внутри противоположной стороны плоскости Р1. Режущие кромки 21, 26 обеих вставок 16, 15 находятся на плоскости Р2 или вблизи нее. Согласно конкретному варианту осуществления центральная вставка 16 ориентирована пересекающей плоскость Р2 так, что радиально наружная сторона центральной вставки 16 расположен позади радиально внутренней стороны по направлению R вращения сверла.
Со ссылкой на фигуры 4 и 5, периферийная вставка 15 включает в целом профиль в форме прямоугольного параллелепипеда, имеющий в общем прямоугольную переднюю опорную поверхность 23 (и соответствующую заднюю опорную поверхность 34). Первая боковая грань 27а представляет радиально внутреннюю область вставки 15 (когда установленной на корпусе 10 сверла) с поверхностью 27а, позиционированной ближе всего к оси 14. Кроме того, вставка 15 определяется радиально наружной второй боковой гранью 27b, находящейся на радиальном периметре рабочей части 11 так, что быть обращенной радиально наружу. Режущая кромка 26 продолжается в направлении ширины через вставку 15 между боковыми гранями 27а и 27b, с режущей кромкой 26, ориентированной в основном радиально к корпусу 10 сверла, как иллюстрировано в фигурах 2-3. Режущая кромка 26 определяется пересечением передней поверхности 25 и задней поверхности 24. Передняя поверхность 25 представляет собой заглубленное продление опорной поверхности 23 и включает, по меньшей мере частично, профиль изогнутой вогнутой формы в плоскости сечения А-А через вставку 15 согласно фигуре 6, как дополнительно иллюстрировано со ссылкой на фигуру 8. Задняя поверхность 24 наклонена от плоскости перпендикулярно оси 14 так, что, когда вставка 15 устанавливается на корпусе 10 сверла, режущая кромка 26 представляет собой переднюю в осевом направлении часть вставки 15, чтобы врезаться в материал заготовки, когда корпус 10 сверла вращается по направлению R. Согласно конкретному варианту осуществления задняя поверхность 24 может рассматриваться как разделенная на две области по направлению по ширине через вставку 15 (соответственно радиальному направлению удлиненного корпуса (10 сверла). В частности, задняя поверхность 24 включает радиально внутреннюю область 24а и радиально наружную область 26b, имеющие такие размеры, чтобы представлять собой приблизительно радиально внутреннюю и радиально наружную половины вставки 15 в направлении ширины (соответственно направлению по длине режущей кромки 26 между радиально внутренним концом 26а и радиально наружным концом 26b). Первая область 24а задней поверхности ориентирована с пересечением второй области 24b так, что режущая кромка 26 наклонена вдоль ее длины на угол в приблизительном диапазоне от 158 до 162°. Со ссылкой на фигуру 8, и в сечении А-А через вставку 15, угол β между задней поверхностью 24 и передней в осевом направлении областью передней поверхности 25 составляет величину в диапазоне от 70 до 80°. Так что задняя поверхность 24 является протяженной под острым углом относительно опорной поверхности 23. Такое размещение обеспечивает то, что передняя режущая кромка 26, по меньшей мере частично, определяется вырезом у передней в осевом направлении области вставки 15.
Согласно конкретному варианту осуществления вставка 15 включает разрушитель стружки (альтернативно называемый стружколомом), расположенный на передней поверхности 25 в форме выступа. На передней области стружколома 28 (в направлении длины вставки 15) предусмотрена фаска, в целом обозначенная ссылочной позицией 29, причем фаска 29 расположена на пересечении передней поверхности 25 и задней поверхности 24. То есть, фаска 29 включает первую кромку 29а, по положению соответствующую основной режущей кромке 26, и вторую кромку 29b (ориентированную параллельно первой кромке 29а), которая является выступающей, имея иную высоту относительно первой кромки 29а (и основной режущей кромки 26), как иллюстрировано со ссылкой на фигуру 7, и воображаемых плоскостей Н1 и Н2. Соответственно, фаска 29 включает поверхность 18 пересечения, образованную между кромками 29а, 29b, которая ориентирована с пересечением задней поверхности 24 и по меньшей мере передней в осевом направлении части передней поверхности 25. Со ссылкой на фигуру 8, угол α между задней поверхностью 24 и поверхностью 18 пересечения фаски 29 составляет величину в диапазоне от 25 до 65° или более, предпочтительно от 40 до 50°С. Фаска 29 и, в частности, поверхность 18 пересечения, переходит в основную поверхность 32 стружколома, которая ориентирована приблизительно в плоскости Р2 на фигуре 2. Форма профиля основной поверхности 32 стружколома, в плоскости А-А на фигуре 6, соответствует общей форме профиля передней поверхности 25 по одну или другую сторону стружколома 28. Со ссылкой на фигуру 8, угол β между задней поверхностью 24 и передней в осевом направлении, или передней частью основной поверхности 32 стружколома составляет величину в диапазоне от 70 до 85°.
Согласно конкретному варианту осуществления стружколом 28 продолжается полностью (в направлении ширины через переднюю поверхность 25) между режущей кромкой 26 (передней кромкой 29а стружколома) и задним концом 31 передней поверхности 25, расположенной на сопряжении с опорной поверхностью 23. Согласно дополнительному варианту осуществления, стружколом 28 может быть предусмотрен только на передней области передней поверхности по направлению к режущей кромке 26. Предпочтительно вариант осуществления на фигурах 1-8 создает конструктивно прочную конфигурацию для противостояния высоким температурам и напряжениям во время резания, чтобы сводить к минимуму вероятность концентраций напряжений на вставке 15. Стружколом 28, в дополнение к наклонной фаске 29 (приблизительно расположенной у режущей кромки 26) также включает соответствующую пару скошенных боковых поверхностей 33а, 33b, которые создают переход по направлению высоты между Н1 и Н2 между передней поверхностью 25 и основной поверхностью 32 стружколома. Угол наклона боковых поверхностей 33а, 33b относительно воображаемой плоскости Н1 является приблизительно равным углу α между поверхностью 18 пересечения и задней поверхностью 24. Такое размещение создает гладкий переход от передней поверхности 25 поверх и поперек стружколома 28, чтобы минимизировать концентрации напряжений и дополнительно облегчать разрушение стружки.
Как будет очевидно из фигур 6 и 7, стружколом 28, выполненный как выступающий гребень или выступ на передней поверхности 25, расположен внутри радиально внутренней половины вставки 15 в радиальном направлении корпуса 10 сверла относительно оси 14. То есть, стружколом 28 расположен только внутри радиально внутренней зоны Z1 относительно радиально наружной зоны Z2, где Z1 и Z2 являются приблизительно одинаковыми в радиальном направлении корпуса 10 сверла, соответственно направлению по ширине через вставку 15. В частности, длина В стружколома 28 составляет величину в диапазоне от 20 до 45%, и предпочтительно от 28 до 38%, общей длины L в осевом направлении режущей кромки 26 (включая режущую кромку 29а стружколома) между радиально внутренним и наружным концами 26а и 26b режущей кромки.
Со ссылкой опять на фигуры 1-3, центральная вставка 16 устанавливается в осевом направлении впереди периферийной вставки 15 так, что в заготовку (не показана) сначала входит центральная вставка для создания первоначального кольцевого углубления вокруг оси 14. При продолжающемся вращении и осевом продвижении передняя режущая кромка 26 (и фаска 29) вставки 15 приходит в контакт с заготовкой так, чтобы образовывать эффективное расширение режущей кромки 21 центральной вставки 16. В частности, по направлению R вращения центральная и периферийная вставки 16, 15 позиционированы радиально так, что их соответствующие режущие кромки 21, 26 и 29а перекрываются внутри зоны пересечения соответственно внутренней зоне Z1 периферийной вставки 15. Внутри этой зоны Z1 вырезание заготовки производится совместно радиально перекрывающимися режущими кромками двух вставок 16, 15. Согласно конкретному варианту осуществления стружколом 28 и фаска 29 расположены только внутри зоны Z1 пересечения центральной и периферийной вставок 16, 15 относительно перекрывающихся траекторий вращения вставок 16, 15 вокруг оси 14. Было показано, что часть стружки, образованной при резании внутри зоны Z1 пересечения, является более чувствительной к растрескиванию, и тем самым она представляет собой область, где фаска 29 размещена так, чтобы повышать сопротивление резанию и соответственно усиливать хрупкость стружки для облегчения тем самым разрушения стружки. Как будет очевидно, обе зоны Z1 и Z2 в общем являются кольцевыми областями развертывания, протяженными вокруг оси 14 с радиальным положением зоны Z2, эффективно определяющей диаметр высверленного отверстия.
Важно, что режущая кромка 26 как на радиально внутренней, так и на радиально наружной сторонах стружколома 28 не скруглена, а сформирована как относительно острые пересечения между задней поверхностью 24 и передней поверхностью 25. То есть, фаска 29 продолжается по меньшей части в направлении ширины вставки 15 относительно общей длины L режущей кромки 26, где общая длина L режущей кромки 26 включает кромку 29а фаски и режущую кромку 26 с одной или обеих сторон стружколома 28. Такое размещение является предпочтительным для увеличения до максимума стабильности корпуса 10 сверла во время вращения, в то же время облегчая разрушение стружки. В частности, фаска 29 конфигурирована для повышения сопротивления резанию вставкой 12, когда корпус 10 сверла вращается по направлению R. Соответственно, образующаяся стружка нагревается вследствие повышенного сопротивления, что, в свою очередь, увеличивает ее хрупкость, делая стружку более чувствительной к растрескиванию. Выступающий профиль стружколома 28, продолжающегося от режущей кромки 26 (режущая кромка 29а стружколома), соответственно создает препятствие для стружки, когда она образуется на передней поверхности 25. Сочетание повышенной хрупкости и выступающего профиля стружколома 28 оказывает разрушающее и дробящее стружку действие непрерывно, когда корпус инструмента вращается по направлению R. Соответственно, рассматриваемое изобретение предназначено для сохранения минимальной длины формируемой стружки и, более конкретно, во избежание образования длинных спиральных стружек или плотно скрученных стружечных клубков, которые в противном случае снижали бы производительность сверления. Поэтому конфигурация настоящей вставки облегчает удаление стружки назад внутри формируемого отверстия через стружечные канавки 17.
Дополнительный вариант осуществления настоящего изобретения описывается со ссылкой на фигуры 9 и 10, в которых стружколом 28 сформирован как углубление или канавка на передней поверхности 25. То есть, основная поверхность 32 стружколома 28 находится на более низкой высоте Н1 относительно высоты Н2 передней поверхности 25 непосредственно позади режущей кромки 26. Подобным образом, боковые поверхности 33а, 33b стружколома пролегают в направлении ширины по передней поверхности 25 так, чтобы определять выполненный в виде желобка стружколом 28 с боковыми гранями 33а, 33b, ориентированными с соответствующим наклоном сообразно фаске 29 относительно плоскости, перпендикулярной оси 14 инструмента. Форма профиля и ориентация фаски 29 согласно дополнительному варианту осуществления в фигурах 9-10 соответствует первому варианту осуществления в фигурах 4-8, в которых наклонная поверхность 18 пересечения ориентирована под углом α относительно задней поверхности 24. Тот же принцип разрушения стружки применим ко второму варианту осуществления, в котором фаска создает повышенное сопротивление для резания, чтобы изменять физические и механические свойства формируемой стружки, разрушая и ломая стружку благодаря разности высот между Н1 и Н2, образованной основной поверхностью 32 стружколома и передней поверхностью 25. Опять же размеры и величина стружколома 28 во втором варианте осуществления являются приблизительно такими же, как в первом варианте осуществления, имеющем длину В в радиальном направлении корпуса 10 сверла, и ширину (в направлении длины вставки 15), продолжающуюся полностью по всей ширине передней поверхности 25 между режущей кромкой 26 и задним концом 31 передней поверхности.
Фигуры 11 и 12 иллюстрируют дополнительный вариант осуществления рассматриваемого изобретения, имеющий режущую кромку 26, приспособленную для содействия и облегчения завивания стружки. Большинство признаков и функций периферийной вставки в вариантах осуществления согласно фигурам 2-10 являются общими с дополнительным вариантом осуществления согласно фигурам 11-12. Согласно дополнительному варианту осуществления, при вставке 15, расположенной на корпусе 10 сверла, радиально наружная часть 26с режущей кромки 26 является изогнутой, и, в частности, вогнутой, чтобы выступать вперед относительно остальной частью (и большей частью) длины режущей кромки 26 в центральной и радиально внутренней областях вставки 15 относительно направления R вращения. Если смотреть прямо от задней поверхности 24, режущая кромка 26 в радиально наружной части 26с может видеться выступающей с отклонением вверх, чтобы увеличивать высоту (и толщину) вставки 15 внутри зоны Z2. В частности, радиально наружный конец 26b режущей кромки 26 выступает на высоту h выше области на середине длины режущей кромки 26 и области внутри радиально внутренней зоны Z1. Согласно конкретному варианту осуществления режущая кромка 26 изогнута по направлению высоты или толщины вставки 15 (если смотреть прямо от задней поверхности 24), чтобы создавать большой радиус кривизны переходной части 26с внутри зоны Z2, с участком 26с, протяженным между положением приблизительно на середине длины до радиально наружного конца 26b режущей кромки 26 (где наружный конец 26b находится непосредственно радиально внутри самого наружного конца 35 вставки 15). Согласно конкретному варианту осуществления значение h является бóльшим, чем высота, на которую фаска 29 выступает над основной длиной режущей кромки 26 соответственно второму концу 29b фаски. В дополнение, значение h является меньшим, чем высота, до которой опорная поверхность 23 выступает относительно основной длины режущей кромки 26 (если смотреть на вставку 15 от области режущего конца (и, в частности, задней поверхности 24), как иллюстрировано на фигуре 12 (и на фигуре 7).
Область 26с режущего конца согласно варианту осуществления является изогнутой, то есть, вогнутой в плоскости Р2 (со ссылкой на фигуру 3). Однако, согласно дополнительным вариантам осуществления, переход может быть наклонным. Радиально наружная часть 26с режущей кромки 26, будучи изогнутой или наклонной (так, чтобы выступать вперед от остальной части режущей кромки 26 по направлению R вращения), содействует созданию плотно скрученных стружек, которые соответственно занимают меньший объем внутри формируемого отверстия относительно удлиненных стружечных лент или свободно завивающихся стружек. Как будет очевидно, это является предпочтительным для содействия удалению стружки из отверстия и, соответственно, повышения эффективности резания и увеличения сроков службы вставки и режущего инструмента.
Группа изобретений относится к обработке материалов резанием и может быть использовна при сверлении отверстий. Сверлильный инструмент (10) содержит вставку (15), которая имеет по меньшей мере одну режущую кромку (26), образованную на пересечении смежных передней поверхности (25) и задней поверхности (24). Режущая кромка (26) имеет длину, ориентированную радиально на инструменте, и единственный стружколом (28), выполненный в виде выпуклого выступа или углубления у передней поверхности (25), и продолжающегося от режущей кромки (26). На пересечении передней поверхности (25) и задней поверхности (24) выполнена фаска (29), расположенная у стружколома (28) и образованная относительно профиля режущей кромки (26) с одной или обеих сторон стружколома (28). Облегчается дробление стружки во время сверления, повышается производительность. 2 н. и 18 з.п. ф-лы, 12 ил.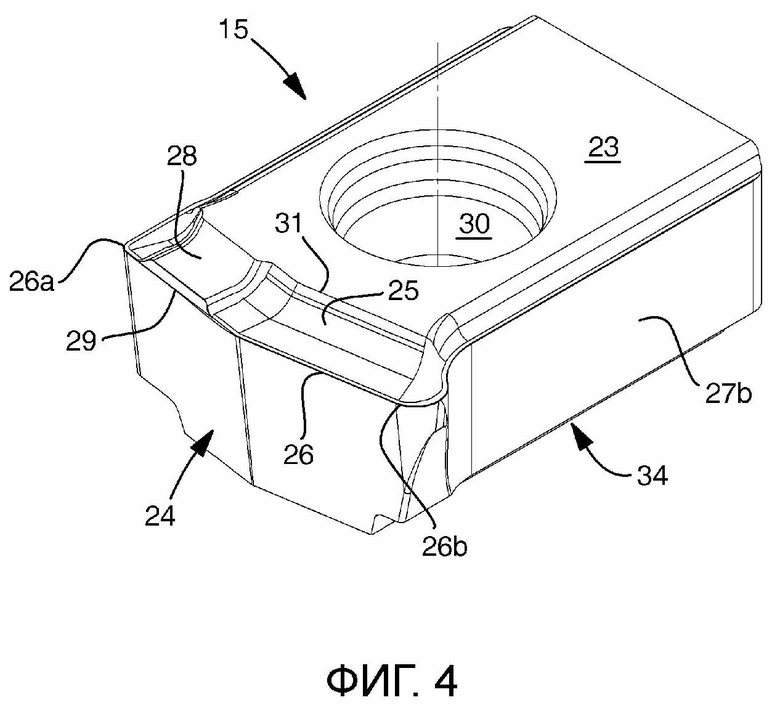
1. Сверлильная вставка (15) для металлорежущего сверлильного инструмента (10), содержащая:
по меньшей мере одну режущую кромку (26), образованную на пересечении смежных передней поверхности (25) и задней поверхности (24), причем режущая кромка (26) имеет длину, ориентированную радиально на инструменте;
стружколом (28), выполненный в виде выпуклого выступа или углубления у передней поверхности (25), и продолжающегося от режущей кромки (26);
отличающаяся:
фаской (29) на пересечении передней поверхности (25) и задней поверхности (24), и расположенной у стружколома (28), причем фаска (29) образована относительно профиля режущей кромки (26) с одной или обеих сторон стружколома (28),
при этом вставка содержит единственный стружколом (28) у передней поверхности (25).
2. Вставка по п. 1, выполненная с возможностью обработки совместно со второй вставкой (16), причем вставки (15, 16) выполнены с возможностью установки на инструменте (10) в различных радиальных положениях так, что во время его вращения вставки (15, 16) радиально перекрываются с образованием кольцевой зоны (Z1) пересечения;
причем стружколом (28) расположен относительно режущей кромки (26) внутри зоны (Z1) пересечения.
3. Вставка по п. 1 или 2, в которой фаска (29) у стружколома (28) образует поверхность (18) пересечения, ориентированную поперечно смежным передней поверхности (25) и задней поверхности (24), причем режущая кромка (26) с одной или обеих сторон стружколома (28) лишена поверхности пересечения, имеющей i) центрирование и/или ii) ширину, продолжающуюся между передней поверхностью (25) и задней поверхностью (24), которая соответствует поверхности (18) пересечения у стружколома (28).
4. Вставка по одному из пп. 1-3, в которой длина (В) стружколома (28) в направлении длины вдоль передней поверхности (25) является меньшей, чем остальная часть длины режущей кромки (26) с одной или обеих сторон стружколома (28) между боковыми поверхностями (27а, 27b) вставки (15).
5. Вставка по одному из пп. 1-4, в которой длина (В) стружколома (28) составляет от 5 до 60% общей длины (L) режущей кромки (26), где общая длина (L) включает фаску (29) и режущую кромку (26) с одной или обеих сторон стружколома (28).
6. Вставка по одному из пп. 1-5, в которой фаска (29) у стружколома (28) включает поверхность (18) пересечения, и в плоскости перпендикулярно длине режущей кромки (26) поверхность (18) пересечения ориентирована под углом в диапазоне от 20 до 70°, от 25 до 65°, от 30 до 60°, от 35 до 55°, или от 40 до 50°, относительно задней поверхности (24).
7. Вставка по одному из пп. 1-6, в которой стружколом (28) продолжается частично или полностью в направлении ширины по передней поверхности (25) перпендикулярно длине режущей кромки (26).
8. Вставка по одному из пп. 1-7, которая представляет собой периферийную вставку (15) для обработки совместно с центральной вставкой (16) сверлильного инструмента (10), причем периферийная и центральная вставки (16, 15) расположены друг относительно друга в положениях в радиальном направлении сверлильного инструмента (10).
9. Вставка по одному из пп. 1-8, которая имеет в общем форму прямоугольного параллелепипеда, в которой режущая кромка (26) продолжается в направлении ширины вставки (15) у одной кромки или двух противоположных кромок вставки (15).
10. Вставка по одному из пп. 1-9, в которой стружколом (28) расположен на вставке (15) в направлении длины режущей кромки (26) ближе к первой боковой стороне (27а) вставки (15) относительно второй боковой стороны (27b) вставки (15).
11. Вставка по п. 10, в которой стружколом (28) расположен в направлении длины режущей кромки (26) только в первой половине вставки ближе к первой боковой стороне (27а).
12. Вставка по одному из пп. 1-11, в которой в направлении длины режущей кромки (26) часть (26с) режущей кромки (26) является изогнутой или наклонной так, что второй конец (26b) режущей кромки (26), ближайший ко второй боковой стороне (27b) вставки (15), является выступающим относительно первого конца (12а) режущей кромки (26), ближайшего к первой боковой стороне (27а) вставки (15).
13. Вставка по п. 12, в которой часть (26с) режущей кромки (26), ближайшая ко второй боковой стороне (27b), является вогнутой, будучи изогнутой вверх ко второму концу (26b) режущей кромки (26), если смотреть на вставку (15) прямо от задней поверхности (24).
14. Металлорежущий сверлильный инструмент (10), содержащий:
удлиненный корпус сверла, имеющий переднюю в осевом направлению рабочую часть (11) и задний в осевом направлении хвостовик (12); и
сверлильную вставку (15) по любому из предшествующих пунктов, выполненную с возможностью установки на переднем в осевом направлении конце (13) рабочей части (11).
15. Инструмент по п. 14, в котором вставка (15) установлена в радиально периферийной области сверлильного инструмента (10) с образованием периферийной вставки (15).
16. Инструмент по п. 15, дополнительно включающий вторую режущую вставку (16), установленную у радиально центральной области сверлильного инструмента (10) или в сторону нее с образованием центральной вставки (16) относительно периферийной вставки (15).
17. Инструмент по п. 16, содержащий единственную периферийную (15) и единственную центральную вставку (16), установленные на переднем в осевом направлении конце (13) рабочей части (11).
18. Инструмент по п. 16 или 17, в котором периферийная и центральная вставки (15, 16) установлены на сверлильном инструменте (10) так, что во время его вращения вставки (15, 16) радиально перекрываются с образованием кольцевой зоны (Z1) пересечения;
причем стружколом (28) расположен относительно режущей кромки (26) внутри зоны (Z1) пересечения.
19. Инструмент по п. 18, в котором в радиальном направлении большая часть стружколома (28) расположена внутри зоны (Z1) пересечения.
20. Инструмент по одному из пп. 14-19, в котором рабочая часть (11) включает стружечные канавки (17), продолжающиеся в осевом направлении назад от переднего в осевом направлении конца (13) в сторону хвостовика (12).
| EP 2979793 A4, 26.10.2016 | |||
| EP 2853328 A1, 01.04.2015 | |||
| Торцовая фреза | 1980 |
|
SU965634A1 |
| Сверлильная головка для сплошного сверления | 1980 |
|
SU902986A1 |
| EP 3034215 A1, 22.06.2016. | |||

