Изобретение относится к области строительства, в частности к технологии и оборудованию изготовления в форме многослойных изделий сложной конфигурации с утеплителем, например эркеров.
Известен способ изготовления слоистых железобетонных изделий, включающий чистку и смазку формы, укладку арматуры и боковых элементов изделия на наклонные части поддона, соединение всех выпусков арматуры в стыках и последующее формование среднего элемента изделия с одновременной заделкой стыков. При этом в горизонтальную форму до установки наклонных элементов и укладки арматуры среднего элемента укладывают арматуру перекрытия, после чего устанавливают наружный и внутренний щиты с образованием кассетной полости, затем укладывают боковые элементы на наклонные части поддона с возможностью перенесения их плоскостей выше горизонтальной части плоскости поддона формы, а перед формованием среднего элемента изделия производят заполнение бетоном кассетной полости для формования перекрытия с последующим удалением наружного щита после термообработки /Патент №2063335, 1996, В 28 В 7/04/.
Наиболее близким аналогом к заявляемому изобретению является форма, работа которой основана на приемах способа, включающего приведение составляющих формы в горизонтальное положение, установку между составляющими формы угловых вставок, укладку и разравнивание бетонной смеси, извлечение угловых вставок, приведение составляющих формы в положение конфигурации изделия, термообработку изделия до набора распалубочной прочности и последующую распалубку готового изделия /Авторское свидетельство №1570908, 1992, В 28 В 7/04/.
Недостатками этих способов является невозможность качественно изготовить и термоизолировать стыки, образуемые при стыковке секции до нужной конфигурации изделия, возможная деформация бетона от изгиба арматуры и наличие сварки закладных секций.
Достигаемый технический результат заявляемого изобретения заключается в повышении технологичности и качества заделки швов при изготовлении слоистых железобетонных изделий. Предложенная технология изготовления позволяет упростить и улучшить заделку стыков наклонных и горизонтальных составляющих изделия и получить монолитное и термоизолированное соединение наклонных и горизонтальных составляющих изделия.
Способ изготовления слоистых железобетонных изделий, преимущественно эркеров, включает приведение составляющих формы в горизонтальное положение, установку между составляющими формы угловых вставок, установку проемообразователей, подачу бетона и горизонтальное формование, извлечение угловых вставок, приведение составляющих формы в положение конфигурации изделия, термообработку изделия до набора распалубочной прочности и последующую распалубку готового изделия. При этом в местах гиба наклонных составляющих и горизонтальной составляющей при формовании последовательно послойно укладывают арматуру с углом гиба изделия, которая после поворота наклонных составляющих до заданной конфигурации изделия соединяется с арматурой нижнего и верхнего слоя бетона горизонтальной составляющей изделия, что позволяет ликвидировать сварку между собой закладных секций и ликвидировать деформацию бетона в зоне стыка. Арматуру закрепляют в угловых вставках, потом послойно со средним утеплительным слоем формуют в горизонтальном положении наклонные составляющие изделия, а затем формуют горизонтальные составляющие изделия послойно со средним изоляционным сплошным слоем после съема угловых вставок и поворота наклонных составляющих изделия из горизонтального положения до заданной конфигурации изделия.
Форма для изготовления слоистых железобетонных изделий, преимущественно эркеров, содержит продольные борта и поддоны шарнирно соединенные между собой с механизмом фиксирования их положения и поперечные борта, между горизонтальной и наклонными составляющими которых установлены угловые вставки, расположенные над шарнирами продольных бортов. Угловые вставки выполнены с пазами для крепления арматуры с углом гиба изделия.
Предложенный способ изготовления из бетонных смесей трехслойных изделий с утеплителем в форме для изготовления изделий сложной конфигурации поясняется графическими материалами.
На фиг.1 схематично изображена форма для изготовления из бетонных смесей трехслойных изделий с утеплителем сложной конфигурации, общий вид, разрез.
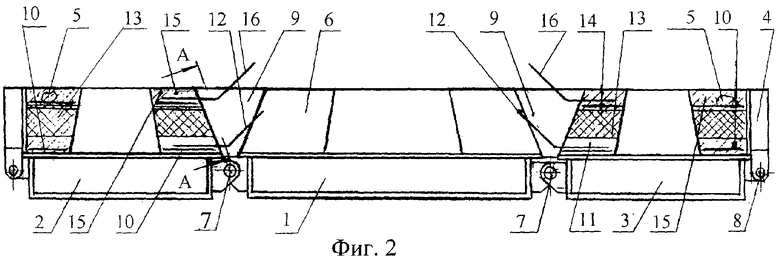
На фиг.2 - то же в момент формирования наклонных составляющих изделия.
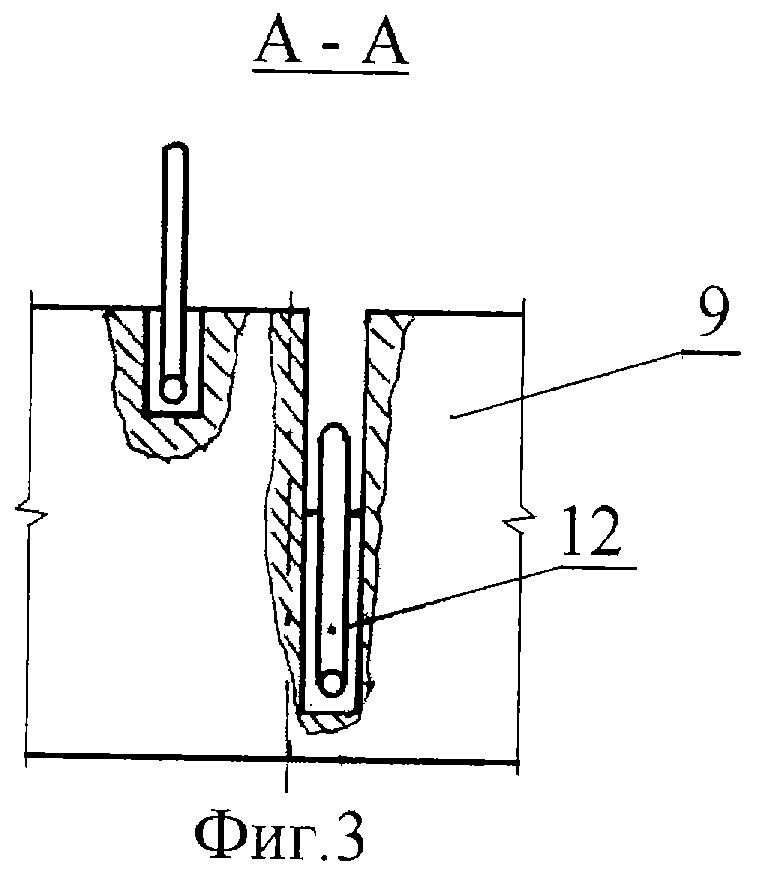
На фиг.3 - угловая вставка с арматурой, сечение по А-А на фиг.2 (увеличено 2:1).
Форма для изготовления изделий сложной конфигурации состоит из поддонов 1, 2, 3 горизонтальной и наклонных составляющих изделия, продольных 4 и поперечных бортов 5, 6 горизонтальных и наклонных составляющих и механизмов фиксации их положения (не показаны). Поддоны горизонтальной 1 и наклонных составляющих 2, 3 соединены между собой посредством шарниров 7. Продольные 4 и поперечные борта 5, 6 соединены с поддонами 1, 2, 3 посредством шарниров 8.
Форма снабжена съемными угловыми вставками 9, расположенными над шарнирами 7. Вставки имеют пазы (см. фиг.3) крепления арматуры с углом гиба изделия.
Способ изготовления изделий сложной конфигурации осуществляется следующим образом.
Поддоны 2, 3 наклонных составляющих изделия приводят в горизонтальное положение (фиг.2), в горизонтальном положении фиксируют продольные 4 и поперечные борта 5, 6. Между поперечными бортами 5, 6 горизонтальной и наклонными составляющими устанавливают угловые вставки 9 с пазами для фиксации арматуры с углом гиба изделия. На поддоны наклонных составляющих, 2, 3 укладывают арматуру 10 (сетки, каркасы) нижнего слоя бетона 11 наклонных составляющих, укладывают арматуру с углом гиба изделия 12, которую фиксируют в угловых вставках 9. Заливают и уплотняют нижний слой бетона 11, укладывают утеплитель 13, укладывают арматуру 14 (сетки, каркасы) верхнего слоя бетона 15, устанавливают гибкие связи, укладывают арматуру с углом гиба изделия 16, которую фиксируют в угловых вставках 9. Далее укладывают, уплотняют и заглаживают верхний слой бетона 15 наклонных составляющих изделия.
После выдержки в течение одного часа до начала схватывания бетона снимаются угловые вставки 9 и поворотом вокруг шарниров 7 поддонов 2 и 3 наклонных составляющих придают нужную конфигурацию изделию.
Затем происходит последовательная формовка горизонтальной составляющей изделия. На поддон 1 горизонтальной составляющей изделия укладывают арматуру 17 (сетки, каркасы) нижнего слоя бетона 15 горизонтальной составляющей изделия, которую связывают с арматурой с углом гиба изделия 12 нижнего слоя бетона 11 наклонных составляющих. Затем укладывают и уплотняют нижний слой бетона 15, укладывают утеплитель 19, укладывают арматуру верхнего слоя 20 (сетки, каркасы) бетона, которую связывают с арматурой с углом гиба изделия 16 верхнего слоя бетона 15 наклонных составляющих. Устанавливают гибкие связи. Затем укладывают, уплотняют и заглаживают верхний слой горизонтальной составляющей изделия. Далее форму с изделием подают на термообработку. Распалубку производят в обратной последовательности.
Укладку и уплотнение бетона выполняют любым известным способом. После бетонирования производят термообработку изделия, по завершении которой осуществляют его распалубку. Готовое изделие снимают краном и транспортируют на склад готовой продукции.
Предлагаемым способом возможно изготавливать пространственные слоистые, а также изделия различных размеров и конфигураций, в том числе с различными видами облицовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2063335C1 |
| Способ изготовления слоистых железобетонных пространственных изделий | 1991 |
|
SU1813050A3 |
| Форма для изготовления железобетонных изделий сложной конфигурации | 1989 |
|
SU1701536A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Способ изготовления утепленных строительных плит | 1988 |
|
SU1682213A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ УКРУПНЕННЫХ СТЕНОВЫХ ЭЛЕМЕНТОВ И СТЕНОВОЕ ТЕПЛОСБЕРЕГАЮЩЕЕ ОГРАЖДЕНИЕ ЗДАНИЙ, ПОЛУЧЕННОЕ НА ДАННОЙ ЛИНИИ | 2008 |
|
RU2398677C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2134636C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С КАНАЛАМИ ДЛЯ ЭЛЕКТРОПРОВОДКИ | 1997 |
|
RU2121919C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ФАСОННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033919C1 |
| Способ изготовления объемного трехслойного железобетонного изделия | 2024 |
|
RU2834748C1 |
Изобретение относится к области строительства, в частности к технологии и оборудованию изготовления эркеров. Способ включает формование изделия в горизонтальном положении с установленными проемообразователями и угловыми вставками. При этом арматуру закрепляют в угловых вставках, затем послойно формуют в горизонтальном положении наклонные составляющие изделия. После съема угловых вставок и поворота наклонных составляющих изделия формуют горизонтальные составляющие изделия. После чего изделие отправляют на термообработку и распалубку. Форма содержит продольные борта и поддоны, шарнирно соединенные между собой с механизмом фиксирования их положения, и поперечные борта, между горизонтальной и наклонными составляющими которых установлены угловые вставки, расположенные над шарнирами продольных бортов. Угловые вставки выполнены с пазами для крепления арматуры с углом гиба изделия. Технический результат - повышение технологичности и качества заделки швов и изготовления изделий. 2 н.п.ф-лы, 3 ил.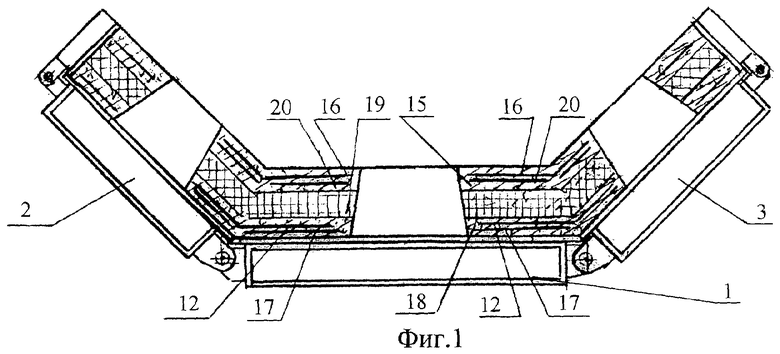
| Форма для изготовления изделий сложной конфигурации из бетонных смесей | 1988 |
|
SU1570908A1 |

