Настоящее изобретение относится к способу и устройству, соответствующим родовым понятиям, раскрытым в независимых пунктах данного изобретения. Способ и устройство служат для подачи плоских изделий на индивидуализацию, например, для создания регулярно синхронизируемого потока изделий, например потока, в котором единичные изделия транспортируются с определенным шагом или уложены каскадом, образуя регулярную структуру.
Плоские изделия индивидуализируются, например, для обработки, к примеру, одиночные изделия последовательно отделяются от группы изделий и подаются на обработку по одному в потоке изделий. Для того, чтобы обеспечить непрерывность обработки, между этапами индивидуализации и подачи изделий используется группа изделий, которая служит своеобразным буфером. Это значит, что в состав группы изделий входит целый ряд изделий, число которых может меняться в определенных пределах, при этом количественные пределы группы изделий выбираются таким образом, чтобы была обеспечена непрерывность потока изделий при их подаче на индивидуализацию, предотвращались перебои в их подаче и компенсация перебоев процесса индивидуализации проходила без дестабилизации потока. Изделия могут подаваться в группу изделий партиями или непрерывным потоком, например, группа изделий, изделия из которой направляются на индивидуализацию, пополняется регулярно либо, если требуется, партиями, либо, если требуется, непрерывно в виде непрерывного потока изделий, уложенных, например, каскадом.
Очевидно, что для плоских изделий в качестве буфера естественно использовать пачку изделий, из которой изделия берутся на индивидуализацию, при этом под пачкой понимается образование, в котором главные поверхности плоских изделий лежат друг за другом. Изделия забираются с одной стороны пачки по одному (индивидуализируются) и добавляются в пачку с другой ее стороны, либо в виде пачки (подача партиями), либо в виде квазинепрерывного потока (например, потока уложенных каскадом изделий).
Известны другие устройства индивидуализации, используемые при обработке печатной продукции, на которые изделия подаются партиями или непрерывно. В состав этих устройств входят направляющие буферной пачки и средства конвейерной транспортировки изделий, составляющих буферную пачку, на индивидуализацию, а также средства разделения изделий печатной продукции с одного конца направляющих и средства подачи изделий печатной продукции с другого конца направляющих. Средства разделения обычно устанавливаются стационарно, а средства подачи, по крайней мере, частично подвижны в осевом направлении пачки (перпендикулярно плоской поверхности изделий) и могут перестраиваться, например, в соответствии с количеством изделий в пачке (изменяемая высота пачки).
В зависимости от назначения и в соответствии с характеристиками индивидуализируемых изделий буферные пачки либо устанавливаются вертикально (изделия укладываются друг на друга плоскими сторонами, ось пачки располагается вертикально), либо укладываются (изделия устанавливаются на один из своих обрезов или узких сторон рядом друг с другом, с плоскими сторонами, расположенными вертикально, ось пачки расположена горизонтально, или наклонена). Во многих случаях для сохранения порядка в пачке и/или для конвейерной транспортировки изделий на индивидуализацию частично используется сила тяжести. Во всех случаях через изделия буферной пачки передаются силы, которые обеспечивают направление и/или транспортировку изделий. Для предотвращения отрицательного действия этих сил на порядок изделий в пачке необходимо задавать величину этих сил, что обеспечит правильную работу направляющих и/или обеспечит этим изделиям определенное положение, соответствующее их механическим характеристикам.
Очевидно, что плоские изделия, которые имеют идентичные и плоские стороны вполне определенной формы, но разную и/или меняющуюся толщину (т.е. речь идет о плоских изделиях, которые совершенно не могут быть уложены свободно в пачки или укладываются в них с определенными ограничениями), не могут быть индивидуализированы из пачек или в случае применения определенных устройств индивидуализируются только с очень ограниченной скоростью. Это происходит, в частности, из-за того, что такие изделия, особенно в направляемой пачке, имеют более или менее неустойчивое положение, и это положение становится тем более неустойчивым, если к этим изделиям прикладываются усилия, которые вызывают эту неустойчивость.
Изделия, которые трудно укладывать в пачки и поэтому трудно индивидуализировать из пачек, например упаковки пробной продукции, такие, которые часто наклеивают на печатные издания для рекламных целей или другим способом крепят к печатной продукции. Для фиксации упаковок пробной продукции на печатных изданиях первые должны быть выделены из групп, т.е. индивидуализированы. Такие упаковки пробной продукции состоят, например, из двух листов бумаги или пластмассовой пленки, которые соединяются друг с другом по контуру, образуя своеобразную подушечку с полостью в центре. Эти упаковки пробной продукции могут содержать, например, образцы жидкостей, паст, порошковых или гранулированных материалов или мягкие изделия (например, влажное полотенце) или небольшие изделия, свободно перемещаемые в полости упаковки. Такой тип упаковки пробной продукции обычно имеет плоскую сторону определенной формы, т.е. она выполнена, например, квадратной, прямоугольной или круглой и обладает достаточной собственной жесткостью, чтобы ее можно было поставить на один край при соответствующей опоре. Однако перпендикулярно этой стороне упаковки пробной продукции расположен профиль, толщина которого не только может меняться от изделия к изделию, но еще и меняется в зависимости от способа обращения с ним.
Свободная укладка таких упаковок пробной продукции вряд ли возможна или она возможна только при очень небольшой высоте пачки. В случае с направляемой пачкой (например, вертикальная пачка в направляющей обойме или горизонтальная пачка в канале) вряд ли возможна передача усилий через большое число таких упаковок. Упаковки в таких пачках занимают неправильное положение, которое трудно предугадать.
В публикации ЕР-0739822 (или US-5735107, F410) предлагается обеспечить устойчивость формы упаковок пробной продукции, как это описано выше, для того, чтобы их было проще укладывать в пачки и проще индивидуализировать из пачки. Устойчивость формы обеспечивается путем придания большей жесткости краям упаковок и путем их утолщения, при этом создается устойчивый каркас, и это упрощает процесс укладки упаковок в пачки, которые становятся более устойчивыми. Упаковки пробной продукции, которым таким образом была обеспечена устойчивость, могут индивидуализироваться таким же способом и с помощью таких же устройств, и с такой же высокой скоростью индивидуализации, как и простые и устойчивые изделия, например почтовые открытки.
Вышеописанные характеристики укладки пачки относятся не только к описанным упаковкам пробной продукции, но также и к плоским упаковкам разной формы, которые имеют легко деформируемое и/или подвижное содержимое, а также к частично плоским изделиям с неизменным профилем, сложной конфигурации по толщине.
Целью настоящего изобретения является создание способа и устройства подачи на индивидуализацию плоских изделий с описанными выше характеристиками, которые затрудняют укладку изделий в пачки так, что возможно достижение высокой скорости индивидуализации в несколько десятков тысяч единиц в час. Кроме того, способ и устройство можно легко приспособить к различным форматам изделий.
Эта цель достигается с помощью способа и устройства, раскрытых в формуле изобретения.
В соответствии со способом настоящего изобретения плоские изделия подаются на индивидуализацию в пачке, которая уложена горизонтально (ось пачки расположена горизонтально или наклонно), и в которой изделия установлены на их обрезы. В состав этой пачки со стороны индивидуализации входит пачка индивидуализации, а с подающей стороны - подающая пачка, при этом изделия из пачки индивидуализации удаляются по одному (индивидуализируются), а в подающую пачку поступают партиями или непрерывным потоком, и поэтому подающая пачка во многом принимает на себя функции буфера.
Индивидуализируемая пачка направляется с помощью направляющих средств пачки и содержит значительно меньшее количество изделий, чем подающая пачка, таким образом, число изделий в пачке индивидуализации колеблется в небольших пределах, т.е. сохраняется постоянным, насколько это возможно. Подающая пачка также направляется с помощью направляющих средств пачки, таким образом, каждое отдельное изделие в подающей пачке также направляется. Количество изделий в подающей пачке значительно превосходит количество изделий в пачке индивидуализации и в результате выполнения буферных функций оно колеблется более значительно, чем в пачке индивидуализации. Пачка индивидуализации и подающая пачка отличаются друг от друга и по условиям расположения изделий, соблюдение которых для пачки индивидуализации является более важным, чем для подающей пачки.
Устройство, с помощью которого осуществляется способ по настоящему изобретению, состоит в основном из четырех зон: зоны подачи, зоны подающей пачки, зоны пачки индивидуализации и зоны индивидуализации, которые следуют одна за другой в соответствии с направлением транспортировки изделий.
Способ изобретения и пример осуществления устройства по настоящему изобретению детально объяснены с помощью прилагаемых чертежей.
На фиг.1, 2 и 3 рассмотрен принцип осуществления способа по настоящему изобретению.
На фиг.4 показано сечение, параллельное направлению движения устройства по настоящему изобретению.
На фиг.5, 6 и 7 показано сечение, перпендикулярное направлению движения устройства по настоящему изобретению, изображенного на фиг.4.
На фиг.1, 2 и 4 схематично показан пример построения устройства по настоящему изобретению.
На фиг.1 показан вид сверху на канал 1 с зоной подающей пачки 1.1 и зоной пачки индивидуализации 1.2. По каналу 1 на индивидуализацию в направлении F (конец канала 6 пачки) транспортируются, например, прямоугольные упаковки пробной продукции (изделия 2) с профилем сложной конфигурации и/или изменяемой толщины, как описано выше, причем пачка расположена горизонтально, т.е. изделия установлены на свои обрезы. Канал 1 имеет наклон в направлении транспортировки F по крайней мере в зоне пачки индивидуализации 1.2 и в промежуточной зоне между зоной подающей пачки 1.1 и зоной пачки индивидуализации 1.2; наклон может регулироваться на разные форматы изделий по крайней мере в пределах ширины канала.
Дно и боковые стенки канала 1 служат направляющими пачки. Кроме того, для задания направления отдельных изделий 2 в подающей пачке 3 в зоне подающей пачки предусмотрены направляющие. Эти направляющие устроены таким образом, что они не задают положение отдельных изделий в подающей пачке 3, но могут сохранять более или менее правильный порядок расположения изделий в подающей пачке. Направляющие средства отдельных изделий служат также для транспортировки и устроены, например, как пара щеточных лент 4, приводимых в противоположных направлениях и расположенных на расстоянии друг от друга, которое регулируется в соответствии с форматом изделий, подаваемых на индивидуализацию.
В зоне пачки индивидуализации 1.2 изделия 2 образуют малую пачку индивидуализации 5, в которой они больше не направляются индивидуальными средствами задания направления, а только стенками и дном канала 1, который служит в качестве направляющих пачки. Изделия транспортируются в виде пачки с помощью соответствующих транспортных сил К (прикладываемых, например, с помощью сжатого воздуха через толкатель), т.е. с помощью сил, прикладываемых к изделиям в направлении торца индивидуализации 6 канала 1, к которому они поджимаются для обеспечения большей устойчивости и для максимально точного позиционирования. Таким образом, силы К, действующие на изделия, должны быть такими малыми, чтобы трение, создаваемое между изделиями, не могло оказывать на индивидуализацию отрицательного влияния. Размеры зоны пачки индивидуализации 1.2 задаются таким образом, чтобы величина отклонения от перпендикулярности изделий пачки индивидуализации по отношению к направлению транспортировки F была не больше предельно допустимой (например, не более 45°). Желательно сохранять некоторый зазор между подающей пачкой 3 и пачкой индивидуализации 5, который должен быть достаточно большим для обеспечения свободного запуска средств транспортировки зоны пачки индивидуализации, и который должен быть достаточно малым, чтобы уберечь изделия пачки индивидуализации, которые не имеют индивидуальных направляющих, от падения.
Длина (высота пачки) подающей пачки 3 с точки зрения способа не ограничена, и ее ограничивают только индивидуальные направляющие средства изделий. В случае с упаковками пробной продукции пачка может вмещать несколько сотен упаковок, и во время работы ее содержимое может изменяться на сотни упаковок. Длина пачки индивидуализации 5 задается характеристиками индивидуализируемых изделий. Нельзя допускать, чтобы под действием сил, прикладываемых к пачке индивидуализации 5, изделие в пачке индивидуализации смещалось от своего точного положения перпендикулярно направлению транспортировки и занимало положение параллельно направлению транспортировки, так как такая ориентация нарушит процесс индивидуализации. Для упомянутых упаковок длина пачки индивидуализации составляет приблизительно десять единиц и желательно, чтобы она менялась приблизительно только на три единицы.
Изделия 2 подаются, например, в зону подающей пачки 1.1 канала 1 сверху либо партиями, т.е. в виде пачки, либо квази-непрерывно, т.е. по одному. При подаче должны быть обеспечены два больших зазора в подающей пачке 3. Уложенные в пачку изделия 2 (подаваемые партиями) могут также подаваться в направлении транспортировки F сверху, при этом желательно, чтобы во время такой подачи индивидуальные направляющие средства изделий (щеточная лента 4) удалялись (отводились в сторону) в соответствующей зоне, например отворачивались в сторону, как показано пунктиром на фиг.1.
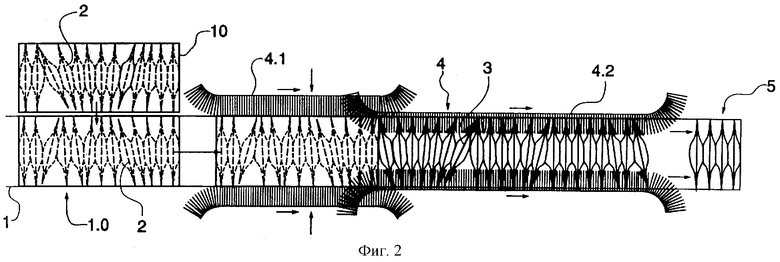
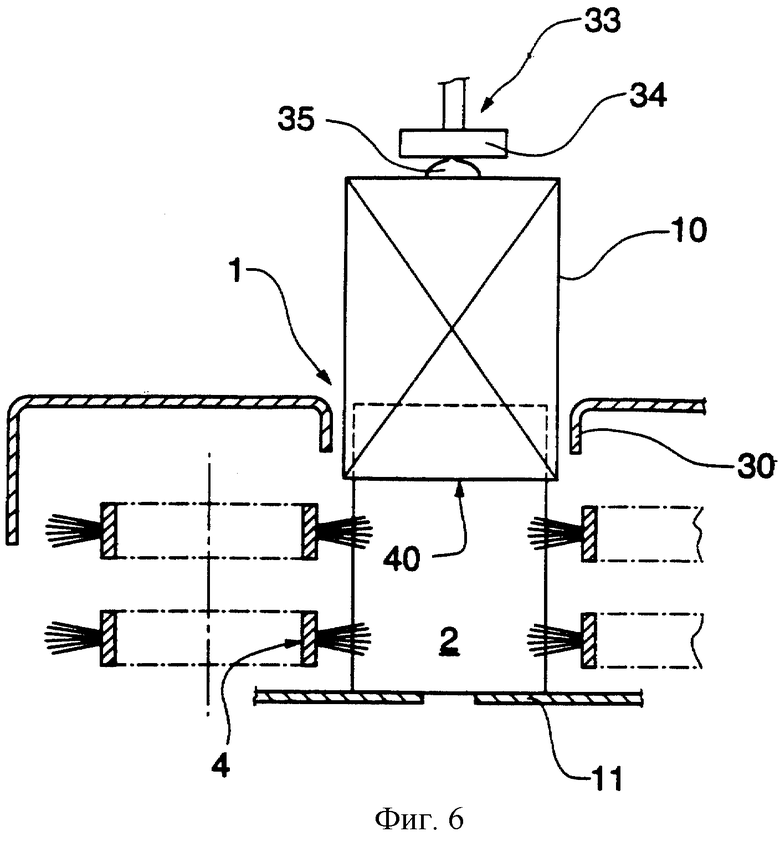
На фиг.2 показан этап (как уже говорилось) подачи изделий партиями в пачку 3 в направлении транспортировки, при этом на фиг. 2 снова показан вид сверху на канал 1. Для такой подачи изделия 2 с помощью соответствующих средств удерживаются в пачке в положении лежа, например, в коробах 10, которые открыты с одной стороны пачки или в соответствующих каркасах, которые открыты с двух противоположных сторон, при этом в коробах или в каркасах изделия укладываются свободно и поддерживаются сбоку. Вместе с коробами 10 (открытая сторона смотрит вниз) пачка изделий 2 (партия) располагается в зоне подачи 1.0 канала 1 (например, заводится сбоку после удаления стенки канала или как показано на фиг.5) и затем транспортируется все еще вместе с коробом с помощью соответствующих средств в направлении транспортировки F в зону подающей пачки 1.1, например, с помощью скольжения, при этом усилие транспортировки сначала действует на короб 10, и изделия 2 сохраняют свое взаиморасположение при незакрепленной укладке.
Когда короб 10 транспортируется в зону подающей пачки 1.1, индивидуальные направляющие (например, щеточная лента 4) в подающей пачке 3 отводятся от канала 3 для того, чтобы направляющие не препятствовали транспортировке короба 10 и таким образом, чтобы задание направления отдельных изделий в пачке 3 за коробом 10 проходило беспрепятственно. Это можно реализовать, например, с помощью двух последовательно установленных частей щеточных лент 4.1 и 4.2, из которых предстоящая часть или часть на входе 4.1 имеет длину, которая соответствует длине одного короба и может перемещаться в сторону, перпендикулярно направлению транспортировки. Такой вариант изобретения показан на фиг.2. С другой стороны можно предусмотреть только одну пару щеточных лент и отодвигать в сторону только предстоящий конец щеточных лент для удаления индивидуальных направляющих (4) подающей пачки за пределы канала 1, как показано на фиг.1.
Как только короб 10 с изделиями 2 помещается в зону подающей пачки 1.1 канала 1, он отводится вверх от канала 1, и одновременно индивидуальные направляющие переустанавливаются таким образом, что изделия начинают направляться коробом 10 по возможности непрерывно с помощью направляющих зоны подающей пачки 1.1. Если в зоне короба 10 (фиг.2) предусмотрена отдельная пара 4.1 щеточных лент, то желательно остановить ее продвижение в направлении F, по крайней мере, на время переустановки и повторного пуска после удаления короба 10 из зоны подающей пачки 3.
Вместо описанного выше короба 10 или соответствующего каркаса для подачи изделий 2 партиями в подающую пачку 3 можно также использовать устройство, описанное в публикации ЕР-0706967 (или US-5601396, F394), которое имеет то же самое назначение. В состав этого устройства входят две зажимных губки, с помощью которых горизонтально уложенная пачка изделий захватывается сбоку и может помещаться непосредственно в зону подающей пачки 1.1 устройства по настоящему изобретению.
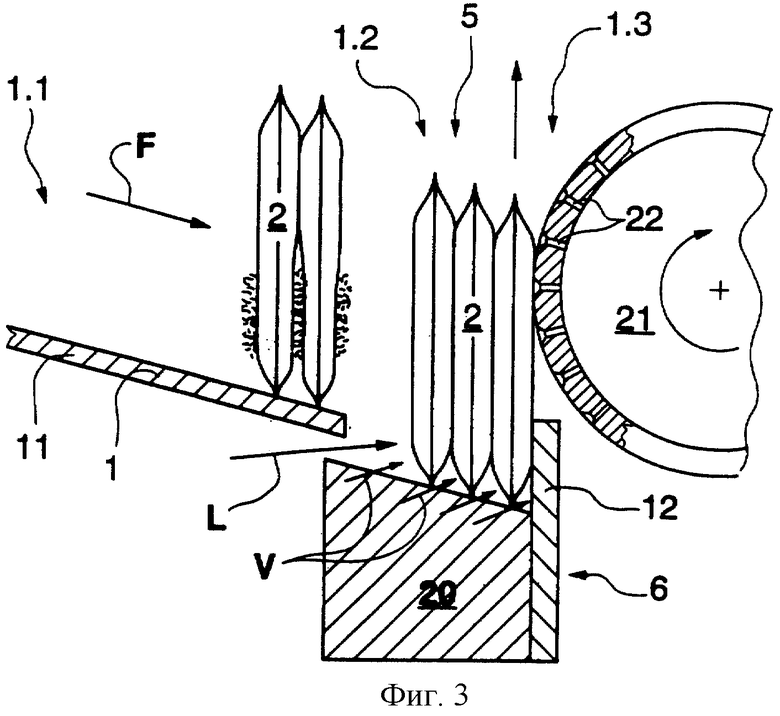
На фиг.3 изображен этап индивидуализации по предпочтительному варианту устройства по настоящему изобретению, у которого показан конец зоны подающей пачки 1.1, зона пачки индивидуализации 1.2 и зона индивидуализации 1.3. Показан разрез канала 1 параллельно направлению транспортировки F под прямым углом зрения. Канал 1, у которого показаны дно 11 и ограничитель 12 со стороны индивидуализации 6, по крайней мере в поле зрения имеет небольшой наклон вниз. В конце области дна канала 11 установлен вибратор 20, который создает вибрацию (стрелка V) с составляющей в направлении транспортировки F. Поверхность вибратора находится ниже оставшейся части дна канала 11 так, что между ними образована ступень. Эта ступень служит для введения дополнительной транспортирующей силы в виде воздушного потока (стрелка L) или ряда параллельных воздушных потоков.
Для индивидуализации изделий 2 из пачки индивидуализации 5 предусмотрено известное средство, например барабан 21, в определенных областях 22 поверхности которого расположены патрубки присосок, т.е. отверстия, соединяющие поверхность барабана с внутренней вакуумной полостью. Барабан 21, его размеры, расположение и привод подобраны таким образом, что благодаря действию присосок 22 самое первое изделие из пачки индивидуализации 5 отводится вверх от пачки индивидуализации 5 и заводится между двумя зажимными лентами (не показаны) для транспортировки в сторону. Благодаря влиянию вибратора 20 и воздушных потоков L изделия 2 из пачки индивидуализации 5 меняют свое положение каждый раз после удаления самого первого изделия, на место которого встает следующее. Ввиду того, что в пачке индивидуализации 5 изделий немного, они могут перемещаться в ней под действием очень малых сил и могут поддерживать друг друга таким образом, что их относительные положения остаются устойчивыми, что обеспечивает устойчивость самой пачки.
Подача изделий 2 от подающей пачки в пачку индивидуализации 5 может быть непрерывной, при этом привода подающей пачки (например, щеточная лента) связаны с приводом барабана 21. Однако, так как плотность изделий в подающей пачке 3 может незначительно меняться, то желательно контролировать, число изделий в пачке индивидуализации 5 или высоту пачки индивидуализации (или ее длину) с помощью датчиков и регулировать работу привода подающей пачки 3 для регулировки высоты пачки индивидуализации 5. Таким образом, число изделий в пачке индивидуализации 5 должно поддерживаться на уровне, соответствующем характеристикам изделий так, чтобы пачка индивидуализации 5 сохраняла свою устойчивость в любом случае.
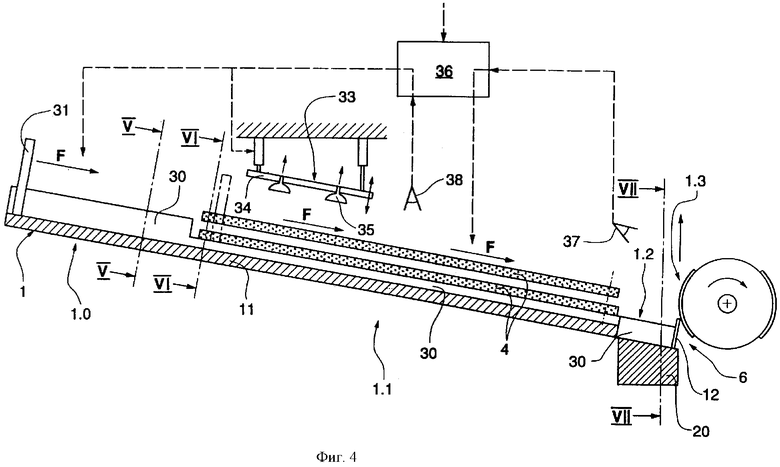
На фиг.4 показан тот же вид предпочтительного варианта устройства по настоящему изобретению, как и на фиг.3. Устройство служит для осуществления варианта способа по настоящему изобретению, который описан при рассмотрении фиг.1, 2 и 3. Нумерация позиций элементов устройства та же самая.
В состав устройства входит канал 1 с дном канала 11 и боковыми стенками канала 30. Канал 1 имеет наклон вниз в направлении транспортировки F и регулируемую ширину. В конце канала 6 вибратор 20 образует дно канала, и канал 1 перекрывается ограничителем 12.
В направлении транспортировки вдоль канала 1 расположены следующие зоны: зона подачи 1.0, зона подающей пачки 1.1, зона пачки индивидуализации 1.2 и зона индивидуализации 1.3. В зоне подачи 1.0 предусмотрен скользящий элемент 31, который перемещает короб или каркас с изделиями (не показан) в направлении транспортировки F. В зоне подающей пачки 1.1 предусмотрена, по крайней мере, одна пара щеточных лент 4, при этом щеточная лента 4 может сниматься сбоку в зоне канала со стороны выхода (см. фиг.1 и 2). В зоне подающей пачки 1.1 дно канала 11 может быть выполнено в виде конвейерной ленты и служить средством конвейерной транспортировки в дополнение к щеточным лентам 4.
Кроме того, в зоне подающей пачки 1.1 предусмотрены средства 33 для удаления короба или каркаса. В состав этих средств удаления 33 могут входить, например, опускаемая траверса 34 с присосками 35. Для удаления короба траверса 34 опускается на короб, расположенный в канале 1, присоски 35 присасываются, и траверса 34 поднимается с коробом, удерживаемым этими присосками.
Зона пачки индивидуализации 1.2 и зона индивидуализации 1.3 выполняются, как показано на фиг.3.
На фиг.4 очень схематично показаны два органа регулирования для управления устройством. Они используют блок контроля 36. С одной стороны высота пачки индивидуализации контролируется датчиком 37, и соответствующий сигнал датчика используется для регулирования средств транспортировки в зоне подающей пачки 1.1, с другой стороны высота подающей пачки контролируется датчиком 38, и изделия отправляются в подающую пачку, при этом перемещение скользящего элемента 31 и перемещение средств удаления 33 регулируются по сигналу датчика.
На фиг.5, 6 и 7 показаны сечения устройства по предпочтительному варианту изобретения, изображенного на фиг.4. На фиг.4 отмечены соответствующие секущие плоскости (V-V, VI-VI и VII-VII). Идентичные номера позиций присвоены идентичным элементам устройства.
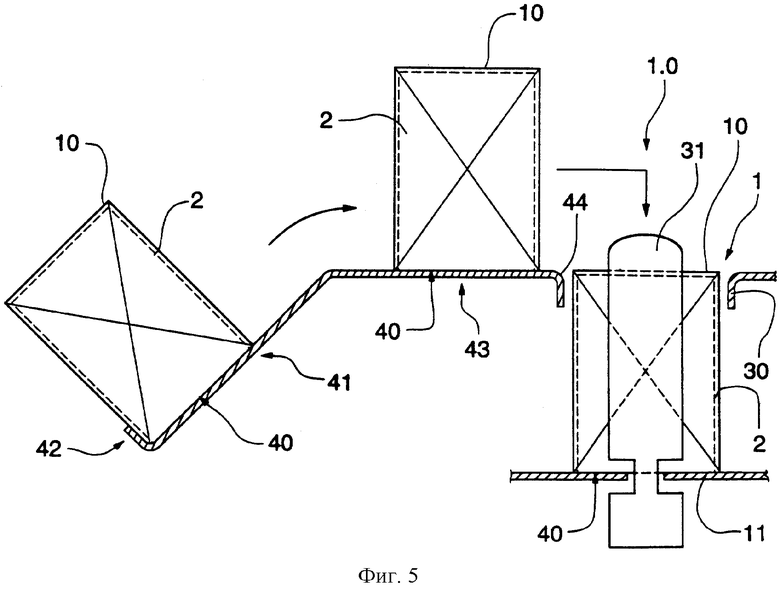
На фиг.5 показано сечение зоны подачи 1.0. Это сечение показывает элементы устройства по предпочтительному варианту изобретения для подачи изделий в коробах 10, одна сторона 40 которых открыта. В состав упомянутых элементов устройства входит восходящий уклон 41 с опорным порогом 42 и опорная поверхность 43, расположенная между уклоном 41 и каналом 1.
Для добавления короба 10 к подающей пачке 3 он располагается на опорной поверхности 43, имеющей отверстие, направленное вниз, и с этой позиции он сдвигается над каналом 1 и опускается в него. Если этот процесс выполняется вручную, то к коробу 10 прикладывается небольшое боковое усилие, и изделия 2, которые свободно уложены в пачке 10, не выпадают из него.
Другой короб 10 может сдвигаться с опорной поверхности 43 на уклон 41, где он удерживается опорным порогом 42. Короб, расположенный таким образом, находится в состоянии готовности и может перемещаться в канал 1 через опорную поверхность 43.
На фиг.6 показано сечение канала 1 в районе входа зоны подающей пачки. На фиг.6 показан канал 1 с дном канала 11 и стенками канала 30, пара щеточных лент 4, а также средства 33 для удаления короба 10 из канала 1. Короб 10 почти полностью удален из канала 1, щеточные ленты 4 уже расположены на другой позиции. Желательно, чтобы удаление короба 10 осуществлялось с помощью присосок 35, присасывающихся к днищу короба (с другой стороны отверстия 40 в коробе), так как это позволяет избежать действия сил на стороны короба и удерживать изделия 2 в коробе 10.
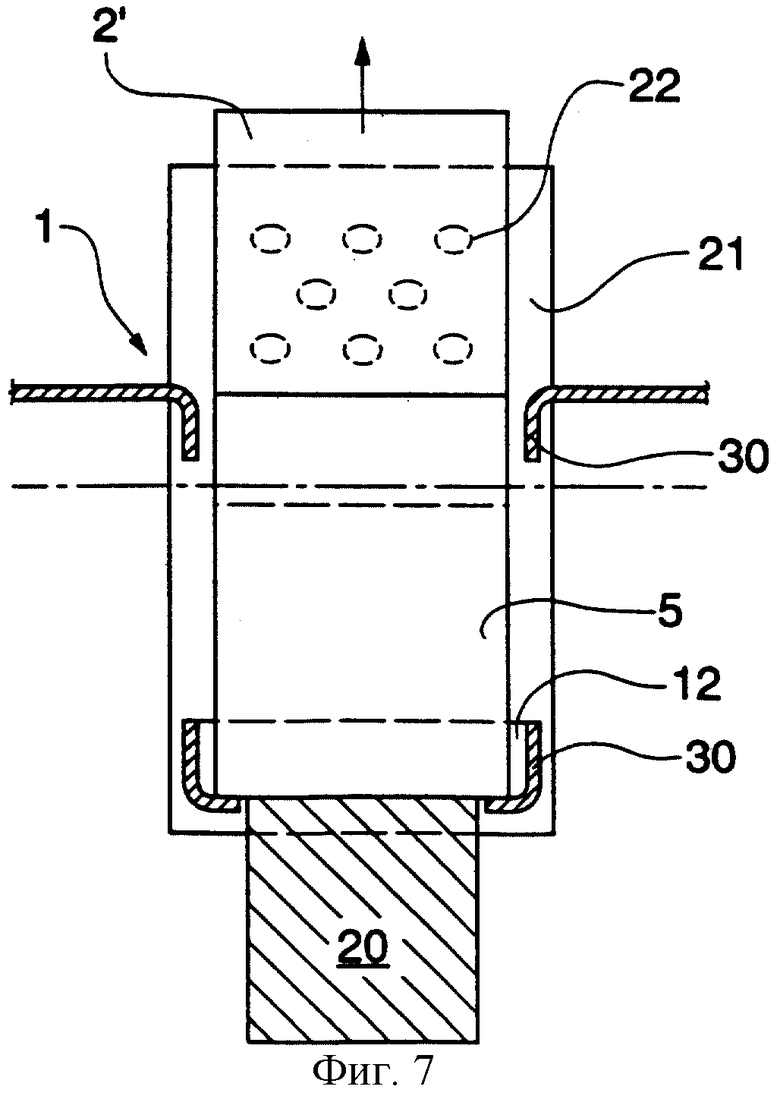
На фиг.14 показано сечение канала 1 в зоне индивидуализации пачки (вид на конец канала 6). Изделие 2' как раз выталкивается вверх из пачки индивидуализации 5 с помощью барабана 21.
Показано, что устройство по настоящему изобретению позволяет индивидуализировать упаковки пробной продукции, описанные в начале настоящего описания изобретения, и подавать их на индивидуализацию со скоростью индивидуализации, равной нескольким сотням тысяч упаковок в час.
Изобретение относится к способу и устройству, которые служат для подачи плоских изделий на индивидуализацию, например для создания регулярно синхронизируемого потока изделий, например потока, в котором единичные изделия транспортируются с определенным шагом или уложены каскадом, образуя регулярную структуру. Плоские изделия (2) с профилем сложной конфигурации и/или изменяемой толщины индивидуализируются из уложенной горизонтально пачки, при этом пачка служит буфером между этапами индивидуализации и подачи изделий (2), а изделия (2), уложенные в пачку, получают направление в канале (1) на этап индивидуализации. Для того, чтобы обеспечить скорость индивидуализации в области нескольких десятков тысяч изделий в час, изделия (2) подаются в подающую пачку (3), в которой они транспортируются на этап индивидуализации в незакрепленном состоянии с заданием направления с боков, подающая пачка (3) преобразуется в пачку индивидуализации (5), и изделия индивидуализируются только из пачки индивидуализации (5). В пачке индивидуализации (5) изделия (2) направляются и транспортируются и удерживаются в устойчивом состоянии в виде пачки, т.е. силами, приложенными к изделиям. Подающая пачка (3) принимает на себя функции буфера, и поэтому она вмещает свободно выбираемое число изделий (2), которое меняется в широких пределах. Число изделий (2) в пачке индивидуализации (5) значительно меньше и сохраняется на постоянном уровне в узких пределах. Изобретение позволяет достичь высокой скорости индивидуализации в несколько десятков тысяч единиц в час. Кроме того, способ и устройство можно легко приспособить к различным форматам изделий. 2 н. и 20 з.п. ф-лы, 7 ил.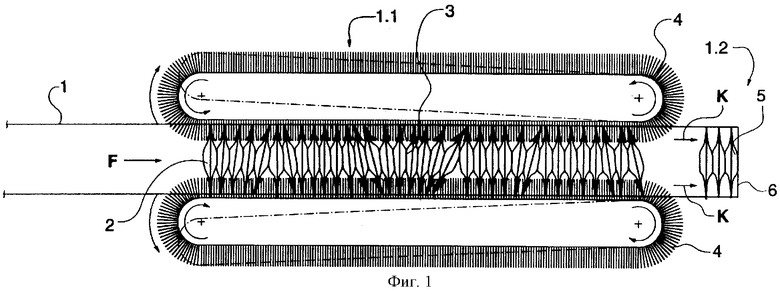
| Сварочная конденсаторная машина с реверсированием сварочного тока | 1978 |
|
SU739822A2 |
| DE 9105495 UI, 17.10.1991 | |||
| СПОСОБ СТИМУЛЯЦИИ КОСТЕОБРАЗОВАНИЯ ПРИ ИШЕМИЧЕСКОМ РЕГЕНЕРАТЕ НА ОБШИРНОГО РАЗМЕРА ДЕФЕКТЕ БОЛЬШЕБЕРЦОВОЙ КОСТИ | 2014 |
|
RU2577765C1 |

