Изобретение относится к области техники погрузочных помещений и касается способа и устройства согласно ограничительной части соответствующих независимых пунктов формулы, с помощью которых пакеты, содержащие плоские изделия, в частности, печатную продукцию, как, например, газеты или журналы, могут транспортироваться на заданные расстояния и группироваться в посылочные единицы для погрузки или промежуточного хранения.
В соответствии с уровнем техники, из печатной продукции, как, например, газеты и журналы, изготовляют посылочные единицы, укладывая получающиеся в виде каскадной формации печатные изделия в стопы, упаковывая их в пленку или упаковочную бумагу и связывая в пачки. При этом применяемые для этого устройства рассчитаны таким образом, что пакеты имеют стандартизированный максимальный размер или меньше его и что посылочные единицы, превышающие максимальный размер пакета, состоят из двух или более независимых пакетов (стандартные пакеты и увеличенные пакеты). Если такие посылочные единицы, состоящие из нескольких пакетов, изготовляются параллельно работающими машинами с оптимальной загруженностью, совсем не просто отдельные пакеты, относящиеся к одной посылочной единице (или, например, с одинаковым адресом), также непосредственно выталкивать друг за другом или рядом друг с другом, так что их большей частью нужно укладывать для упорядоченной погрузки и собирать снова согласно адресам.
Согласно новой разработке, плоские изделия, в частности, печатная продукция, упаковываются теперь вместо штабелеобразных пакетов в пакеты трубчатой формы. Способ и устройство для получения таких трубообразных пакетов описаны, например, в европейском патентном описании N 474999 (337), кл. B 65 H 29/66 того же заявителя. Печатная продукция при этом в виде каскадной формации определенной длины наматывается на оправку. Во время такого же процесса намотки трубообразный свиток можно снабжать листками с адресом, обертывать защитной оболочкой, например, из пленки или плотной бумаги и/или обвязывать шнуром или синтетической лентой. Готовые трубообразные пакеты сталкиваются затем с намоточной оправки в осевом направлении.
Также при изготовлении трубообразных пакетов предпочтительно ограничивать размер пакетов, т.е. для больших посылочных единиц представлять несколько трубообразных пакетов диаметром, соответствующим стандартному максимальному значению или меньше него.
Таким образом, задачей изобретения является показать способ и создать устройство, с помощью которых трубообразные пакеты плоских изделий, намотанных в каскадной формации, в частности, печатной продукции, имеющие любой плотности до стандартного максимального диаметра диаметр, можно транспортировать для погрузки в транспортное средство или для промежуточного хранения к соответствующему месту и одновременно группировать в посылочные единицы. Способ и соответствующее устройство должны обеспечивать возможность с помощью соответствующего управления простым образом отправлять относящиеся к одной посылочной единице пакеты одновременно или непосредственно друг за другом на погрузку или промежуточное хранение таким образом, чтобы при как бы непрерывной транспортировке пакеты, относящиеся к одной посылочной единице после погрузки в транспортное средство или на промежуточный склад, располагались непосредственно рядом друг с другом. Устройство для осуществления способа согласно изобретению должно быть простым и занимать мало места.
Эта задача решается с помощью способа и устройства согласно соответствующим независимым пунктам формулы изобретения.
На фиг. 1 приведена схема примерного варианта конструкции для осуществления способа согласно изобретению, исходя из устройства, производящего один единственный пакет, вид с высоты; на фиг. 2 - схема варианта, как и на фиг. 1, конструкции для осуществления способа согласно изобретению, исходя из устройства, производящего два пакета; на фиг. 3 - примерный вариант выполнения устройства для совместного направления, схематическое трехмерное изображение; на фиг. 4 - другой примерный вариант выполнения по фиг. 3, разрез поперек продольной транспортировки; на фиг. 5 и 6 - два примерных варианта выполнения устройства для обхвата для установки совместного направления, разреза поперек направления транспортировки; на фиг. 7 - различные двойные и многоместные пакеты; на фиг. 8 - примерный вариант выполнения устройства для позиции распределения, разрез перпендикулярно продольному направлению транспортировки; на фиг. 9 и 10 - примерные варианты выполнения устройства для кантования пакетов для погрузки или промежуточного хранения, вид параллельно осям транспортируемых пакетов (фиг. 9) и перпендикулярно этим осям (фиг. 10); на фиг. 11 - пример промежуточного склада трубообразных отдельных, двойных и/или многоместных пакетов.
Способ согласно изобретению в основном заключается в следующем.
Пакеты трубообразной формы от устройства, которое их производит, например, от намоточной установки, через участок транспортировки, который может быть задан, транспортируется к месту погрузки или промежуточного хранения, при этом они проходят место совместного направления, в котором два или несколько пакетов с параллельными осями располагаются рядом друг с другом и могут составляться в двойные или многоместные пакеты, будучи прижатыми друг к другу и охваченными средством для охвата и таким образом поддерживаясь вместе. Далее они могут проходить одно или несколько мест распределения, в которых они распределяются на различные места погрузки или промежуточного хранения.
Пакеты с осями, направленными в направлении транспортировки (продольная транспортировка), транспортируются от намоточной установки, причем пространственное положение осей пакетов по меньшей мере непосредственно вне устройства, производящего пакеты, такое же, как и при самом процессе намотки. Через участок транспортировки до мест погрузки или промежуточного хранения пакеты транспортируются или с осью, направленной в направлении транспортировки (продольная транспортировка), или с осью, направленной поперек направления транспортировки (поперечная транспортировка), причем могут осуществляться любые переходы от одного вида транспортировки к другому и обратно. Предпочтительно участки транспортировки проходят в основном в виде прямолинейных частичных участков, соединенных с помощью отводов в основном на 90o, у которых меняется один вид транспортировки на другой. Дополнительно, однако, есть также отводы с любым углом поворота, при которых положение оси относительно направления транспортировки не меняется. Для продольной транспортировки применяют предпочтительно каналы с V-образным сечением. Для поперечной транспортировки применяют, например, ленточные транспортеры или наклонные участки качения или скольжения.
Для погрузки в транспортное средство или для промежуточного хранения пакеты можно по отдельности или группами таким образом поворачивать или кантовать, чтобы они встали на одну свою торцевую сторону. Для кантования пакетов они транспортируются, например, с помощью кулисы вращения или с помощью способного поворачиваться опрокидывающего устройства.
Способ согласно изобретению позволяет очень простым образом выталкиваемые одним или несколькими устройствами для производства пакетов трубообразные пакеты в заданной последовательности через задаваемый участок транспортировки направлять к одному или нескольким транспортным средствам или к складу для промежуточного хранения таким образом, что пакеты, относящиеся к одной посылочной единице, т.е., например, пакеты с одинаковым адресом, откладываются непосредственно рядом друг с другом.
Охваченные (лентой и т. д.) двойные или многоместные пакеты благодаря сжатию, которое в местах касания приводит к сплющиванию трубообразных пакетов, получают большую стабильность. Их можно просто захватить за средство охвата, например, крюком или рукой, так как между средством охвата и трубообразными пакетами всегда имеются более или менее большие пустые места.
Предназначенные для погрузки или промежуточного хранения формации с трубообразными пакетами, стоящими на торцах, очень стабильны. Особенно в том случае, если нестандартные пакеты уже упомянутым способом составляются вместе с пакетом стандартной величины в двойной или многоместный пакет.
Преимущества способа согласно изобретению по сравнению с соответствующими способами группирования штабелеобразных пакетов в посылочные единицы многогранны. Так как трубообразные пакеты могут изготавливаться полностью, исходя из каскадной формации, на одном и том же устройстве, то отпадают промежуточные перемещения с нестабильными формациями, как, например, неплотные штабеля или уложенные друг на друга слоями нестандартные пакеты. Так как пакеты могут подаваться как бы непрерывно в заданной последовательности на погрузку или промежуточное хранение, то отпадают укладчики и мануальный контроль погрузки.
Фиг. 1 и 2 схематически показывают два примера типичного применения способа согласно изобретению, вид с высоты.
Фиг. 1 относится к примеру применения исходя из устройства, производящего один-единственный пакет, например, намоточной установки W. Каскадный поток S входит в намоточную установку W. Поперек направления транспортировки FS каскадного потока S движутся из намоточной установки W трубообразные пакеты P. Оси пакетов расположены при этом параллельно направлению транспортировки FP1 (продольная транспортировка). Пакеты P от намоточной установки W направляют к месту сбора Z, в котором пакет может подождать одного или несколько следующих пакетов, после чего отдельные пакеты путем сжатия и обвязки с помощью обвязочного средства собираются в двойные или многоместные пакеты PP. Отдельные, двойные и/или многоместные пакеты P/PP направляются дальше в продольном направлении FP1, от места сбора к месту распределения VU. Для распределения пакетов на различные посылочные единицы или для отправки их с различными транспортными средствами или на различные промежуточные склады, по меньшей мере, часть пакетов поворачивается у этого места распределения VU (с остающимся, в основном, постоянным положением оси) примерно на 90o относительно транспортировки в поперечном направлении при направлении транспортировки FPg и направляется к месту погрузки или промежуточного хранения A. Там пакеты переворачивают таким образом, что они встают на торцевую сторону.
Примерные варианты выполнения устройств мест для составления (сбора) или распределения следует описать в связи с фиг. 3-6 или 8-10.
Другие варианты выполнения исходя из варианта способа по фиг. 1 состоят в том,
что место распределения VU отсутствует, так что отдельные двойные или многоместные пакеты P/PP транспортируются от места составления (совместного направления) Z к единственному месту погрузки или промежуточного хранения A;
что место сбора Z и место распределения VU расположены в обратной последовательности, причем пакеты от места распределения направляются или к другим местам сбора, или к другим местам погрузки или промежуточного хранения A;
что в направлении транспортировки перед и после места сбора расположено место распределения VU;
что место сбора Z и место распределения VU отсутствуют, так что отдельные пакеты транспортируются непосредственно от намоточной установки W в продольном направлении транспортировки FP1, направляются к единому месту погрузки или промежуточного хранения;
что пакеты P/PP для погрузки или промежуточного хранения не кантуются, а грузятся или хранятся с расположенными, в основном, горизонтально осями.
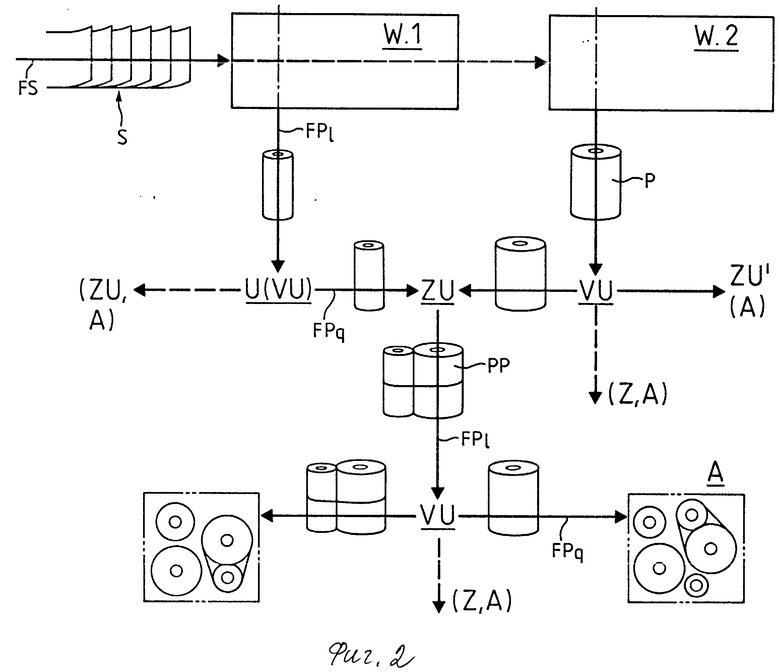
Фиг. 2 показывает другой вариант выполнения, исходя из устройства, производящего два пакета W1 и W2. Так как схема способа не имеет принципиального отличия от схемы по фиг. 1, то для элементов с одинаковыми функциями применяются одни и те же обозначения.
Каскадный поток S входит в две намоточные установки W1 и W2, причем намоточные установки функционируют, например, таким образом, что в одной из установок для намотки наматывается каскадный поток, в то время, как в другой установке пакет изготовляется до полной готовности и выталкивается. От обеих установок пакеты P отправляются в продольных направлениях транспортировки FP1.
У места поворота U, которое может быть также образовано как место распределения VU, по меньшей мере часть пакетов поворачивается в основном на 90o при остающемся неизменным положении оси и направляется в одно или несколько мест сбора ZU или ZU', чтобы там вместе с пакетами, относящимися к одной посылочной единице, направиться из того же самого или другого устройства, производящего пакеты, и упаковаться с помощью обвязывания. Пакеты могут также транспортироваться непосредственно в продольном направлении транспортировки FP1 в места сбора ZU, ZU', вариант, не показанный на фиг. 2.
Как и при способе по фиг. 1, отдельные или сгруппированные пакеты P/PP транспортируются в продольном направлении транспортировки FP1 из места сбора ZU в следующее далее место распределения VU и там, по меньшей мере, отчасти еще раз поворачиваются на 90o, чтобы направиться к различным местам погрузки или промежуточного хранения A. Там пакеты P/PP кантуются уже описанным способом и устанавливаются на торец.
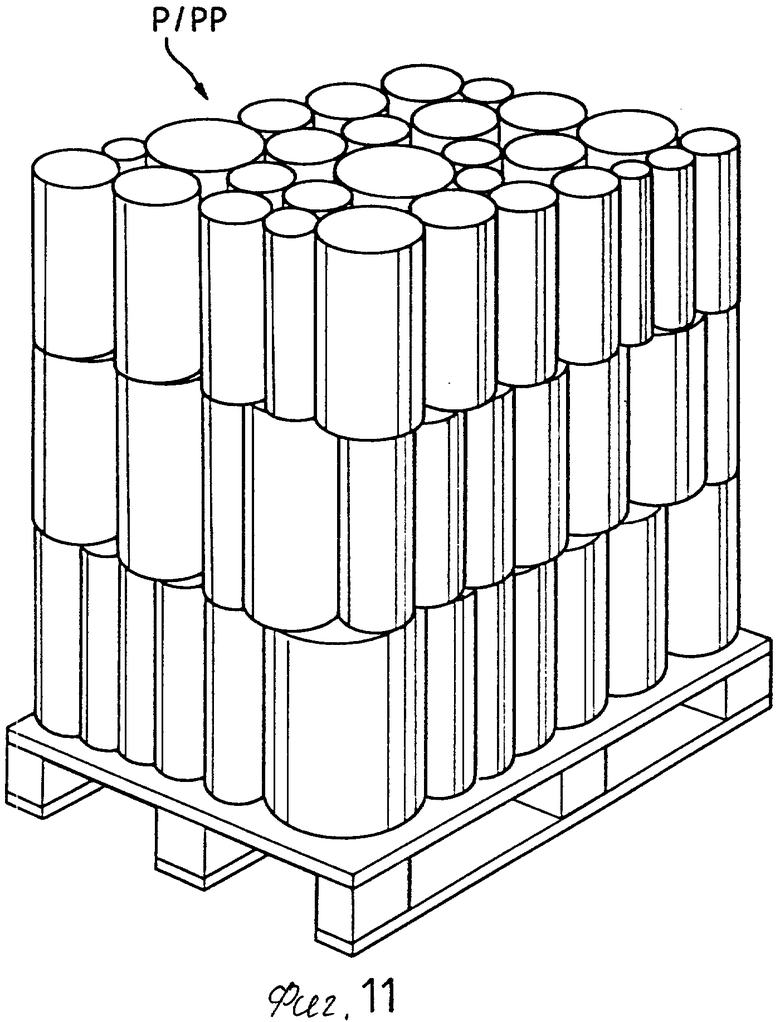
Как вытекает из фиг. 1 и упомянутыми в связи с ней вариантами способа и из фиг. 2, намоточные установки W, места сбора Z/ZU, места поворота U и места распределения VU могут комбинироваться в целесообразные устройства в очень многих вариантах выполнения. Дополнения для этого обозначены на фиг. 2 штриховыми стрелками и поставлены в скобки другие места сбора Z/ZU, поворота или распределения U/VU. Каждый участок транспортировки заканчивается при этом у мест погрузки или промежуточной транспортировки A, у которых отдельные, двойные или многоместные пакеты P/PP могут кантоваться в позицию с вертикальной осью. Места погрузки предпочтительно расположены таким образом, что они могут подъезжать под транспортное средство так, чтобы пакеты показанным на фиг. 11 способом могли опрокидываться на погрузочный мостик или на установленные на него поддоны. В качестве места промежуточного хранения также пригодны поддоны, на которых указанным на фиг. 11 способом могут временно храниться пакеты.
На обоих фиг. 1 и 2 обе части траектории перемещения представлены прямолинейными. Как уже упоминалось, этот прямолинейный ход не обязателен. В зависимости от местных условий могут быть также криволинейные траектории, на которых относительное положение осей пакетов по отношению к направлению транспортировки в основном не изменяется.
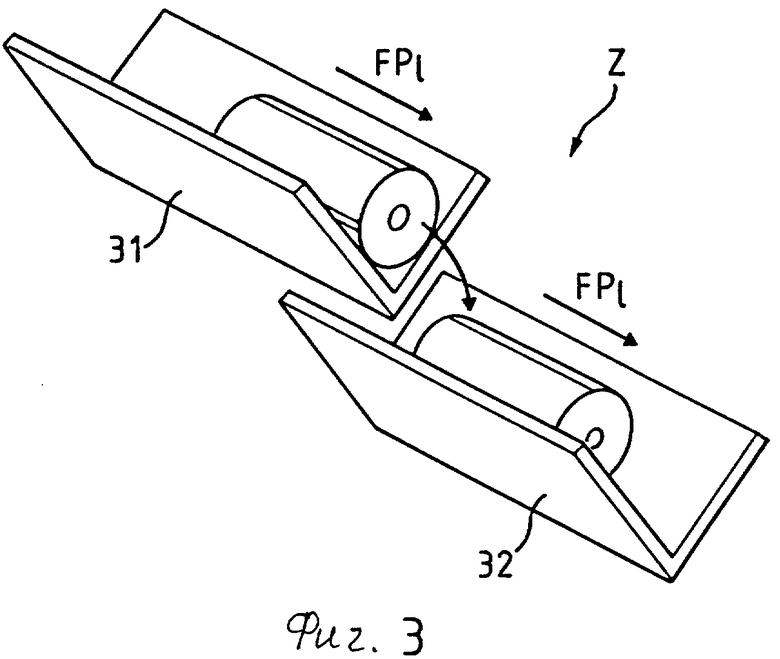
Фиг. 3 показывает схематически в качестве примера устройства места сбора Z согласно фиг. 1 два отрезка V-образного транспортировочного канала для транспортировки в продольном направлении с направлением транспортировки FP1, которые вместе образуют место сбора Z. Стенки таких транспортировочных каналов предпочтительно снабжены транспортирующими роликами (не показаны). Для участков транспортировки, расположенных наклонно, транспортирующие ролики могут свободно вращаться, и пакеты перемещаются под воздействием собственной силы тяжести. При горизонтальном или несколько возвышающемся положении транспортирующего канала транспортирующие ролики должны иметь привод.
Место сбора Z может быть образовано, как показано, ступенчатым расположением двух V-образных каналов, причем пакеты из одного подводящего канала 31 падают в отводящий канал 32. Транспортировка в первой части отводящего канала 32 может управляться таким образом с помощью, например, регулируемых транспортирующих роликов или с помощью тормозящих средств (не показано), что пакеты могут там поджидать другие пакеты. Далее в этом месте отводящего канала 32 предусмотрено устройство для обвязки пакетов (не показано), о функциях которого еще будет сказано в связи с фиг. 5 и 6.
Вместо того, чтобы пакеты, как это показано на фиг. 3, просто из подводящего канала, который заканчивается в месте сбора Z, подать в отводящий канал, подводящий канал можно также снабдить, например, управляемой заслонкой, которая при управлении открывается, если направляемый в место сбора пакет подходит (к ней). Другие пакеты через закрытую заслонку могут транспортировать дальше. Функции управляемой заслонки может осуществлять также соответствующий подъемный стол, который поднимает направляемые вместе пакеты в расположенный выше отводящий канал. Подводящий канал не обязательно должен, как показано на фиг. 3, начинаться в месте сбора Z. Можно себе также представить, что часть пакетов направляется через отводящий канал к месту сбора Z, где они затем соединяются с пакетами из подводящего канала в двойные или многоместные пакеты.
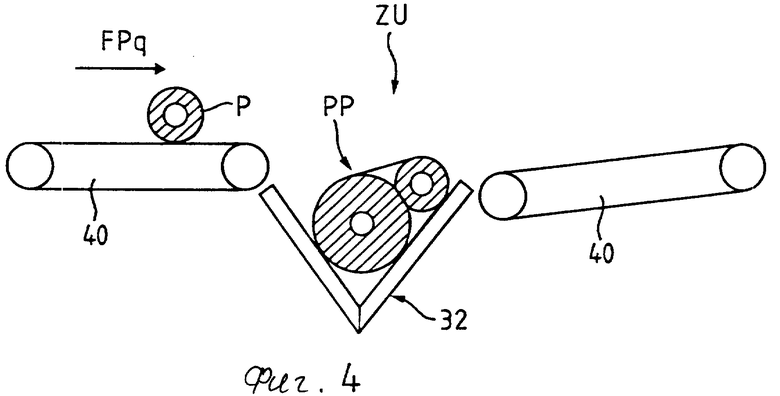
Фиг. 4 схематически показывает в разрезе поперек продольного направления транспортировки FP1, например, выполнения устройства для сбора ZU по фиг. 2. Место сбора ZU отличается от места сбора Z (фиг. 1 и 3) тем, что подача пакетов осуществляется в поперечном направлении транспортировки FPg, а отвод - в продольном направлении транспортировки FP1. Таким образом, пакеты поворачиваются также вместе с совместной направляющей.
От двух средств поперечной транспортировки, например, ленточных транспортеров 40 или наклонных участков с катками, отдельные пакеты P подаются в V-образный отводящий канал 32. Отводящий канал 32, как и описанный в связи с фиг. 3, оснащен для совместного направления, прижатия и обвязки пакетов в двойные или многоместные пакеты PP.
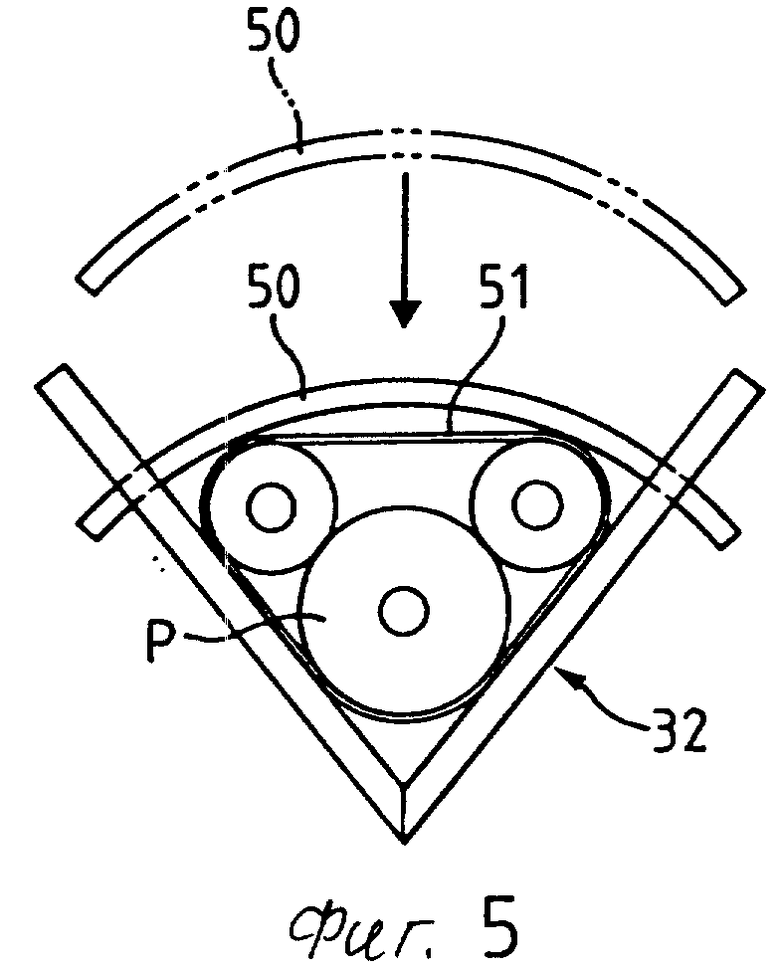
Фиг. 5 и 6 показывают теперь схематически (разрез поперек продольного направления транспортировки) два примера выполнения устройств для обвязки, предусмотренных в отводящем канале (32 на фиг. 3 и 4) от мест сбора. Как уже упоминалось, отдельные пакеты, направляемые вместе, в месте сбора вначале подвергаются сжатию, а затем обвязке, так что из одного или нескольких пакетов получается пакет, состоящий из двух или нескольких пакетов, в котором пакеты в местах соприкосновения сплющиваются и благодаря этому становятся очень стабильными в своем положении.
Фиг. 5 показывает устройство, например, для получения тройного пакета. Для прижатия трех пакетов друг к другу изогнутая в виде дуги пресс-балка 50 из положения покоя, обозначенного штрихпунктиром, в направлении стрелки перемещается к отводному каналу 32 в показанное вытянутым положение сжатия. Расположенные в канале 32 пакеты прижимаются друг к другу между отводящим каналом 32 и пресс-балкой 50 и в этом состоянии охватываются средством 51 для обвязки, например, шнуром или пластмассовой лентой, по меньшей мере, один раз. Устройства для подачи средства 51 обвязки известны из обвязки пакетов в виде стоп. Поэтому здесь не представлено соответствующее устройство и его описание.
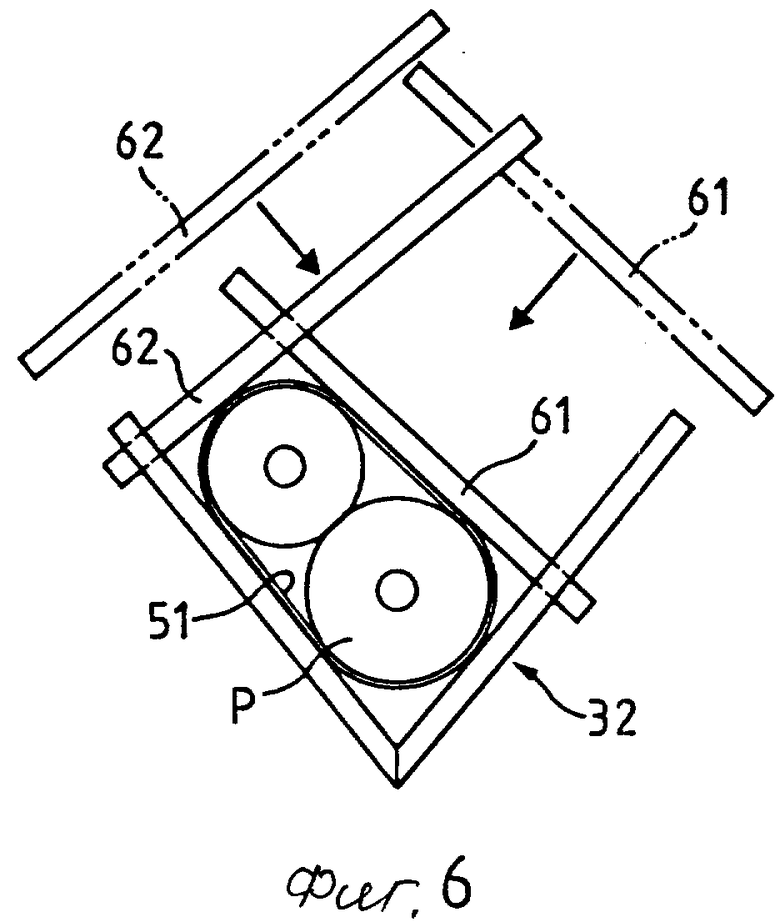
Фиг. 6 показывает другой пример выполнения устройства для изготовления пакетов, состоящих из двух или нескольких пакетов. Оно содержит две в основном плоских пресс-балки 61 и 62, причем одна из них (61) в показанном положении отдельных пакетов выполняет функции стабилизации пакетов в указанном положении, а вторая (62) - собственно функции прижатия. Кроме того, можно представить, что обе пресс-балки 61 и 62 соединены в единую образующую угол пресс-балку. Для процесса прижатия, как уже было описано в связи с фиг. 5, также обе пресс-балки 61 и 62 из положения покоя (показанного штрихпунктиром) перемещаются в положение прижатия (показано сплошной линией).
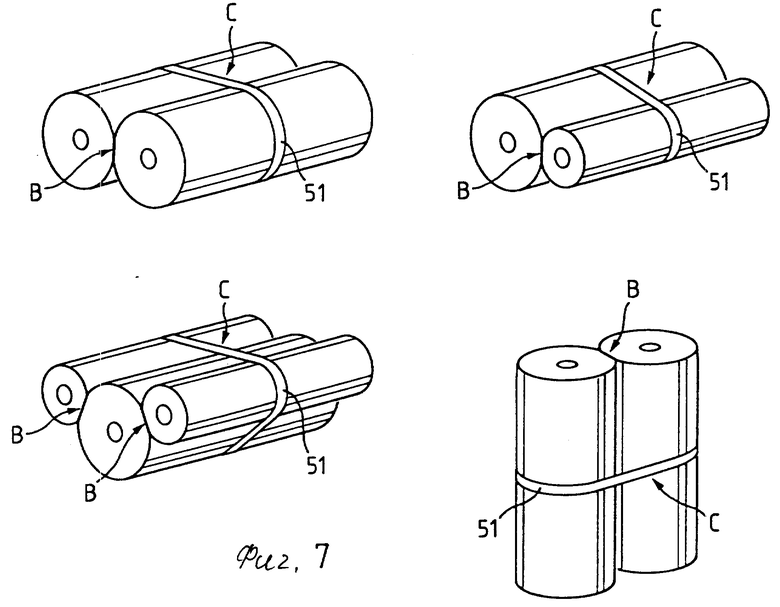
Фиг. 7 показывает несколько примеров двойных и многоместных пакетов, которые образованы путем соединения двух или нескольких отдельных пакетов с помощью средства для обвязки 51 в местах, обозначенных B. В местах, обозначенных C, видны сплющенные места касания между отдельными пакетами, обвязочное средство не прилегает к пакетам, так что пакет в этих местах можно захватить с помощью крюка или рукой и поднять (с целью перемещения).
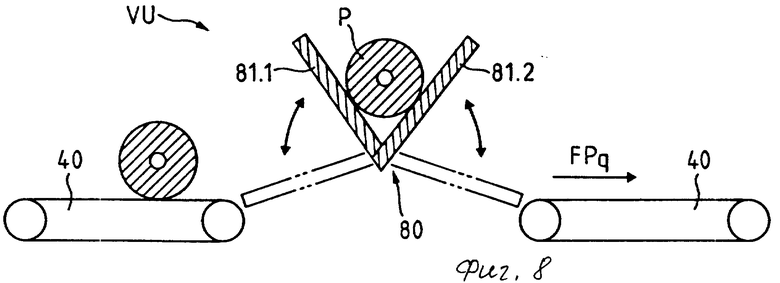
Фиг. 8 показывает схематически устройство для места распределения VU. При этом речь идет о разрезе перпендикулярно продольному направлению транспортировки. Фиг. 8 показывает V-образный канал 80 для транспортировки, в котором пакеты P транспортируются в продольном направлении транспортировки (перпендикулярно плоскости бумаги) к месту распределения. Транспортировочный канал 80 может при этом, например, представлять собой выходной канал из устройства, производящего пакеты, отводящий канал от устройства сбора (32, фиг. 3) или удлинение подводящего канала места сбора (31, фиг. 3). Точно также направляющийся дальше из распределительного устройства VU транспортирующий канал 80 может снова вести к месту сбора (Z/ZU) или в другое место поворота или распределения (U/VU).
Транспортирующий канал 80 обладает у места распределения VU, например, по обе стороны, по одной управляемой закрываемой части стены 81.1 и 81.2 (в закрытой позиции показана штрихпунктиром), которая позволяет пакету скатываться сбоку на поперечное транспортирующее средство (направление транспортировки FPg), например, на ленточный транспортер 40 или соответствующий наклонный участок с роликами.
Для чистого места поворота U стенка транспортирующего канала 80 на одной стороне закрыта, на другой стороне перманентно открыта и на этой последней стороне закрывается лишь поперечное средство транспортировки.
От средств поперечной транспортировки, примыкающих к месту распределения или к месту поворота, пакеты направляются к месту сбора ZU (см. фиг. 2 и 4) или к месту погрузки или промежуточного хранения.
Как видно из фиг. 8, транспортеры 40, как транспортирующие средства, также отсутствуют, так что тогда откидываемые части стенки 81.1 и 82.2 (показано штрихпунктиром), места поворота или места распределения представляют собой единственные средства поперечной транспортировки, к которым может непосредственно примыкать место сбора ZU или место погрузки или промежуточного хранения.
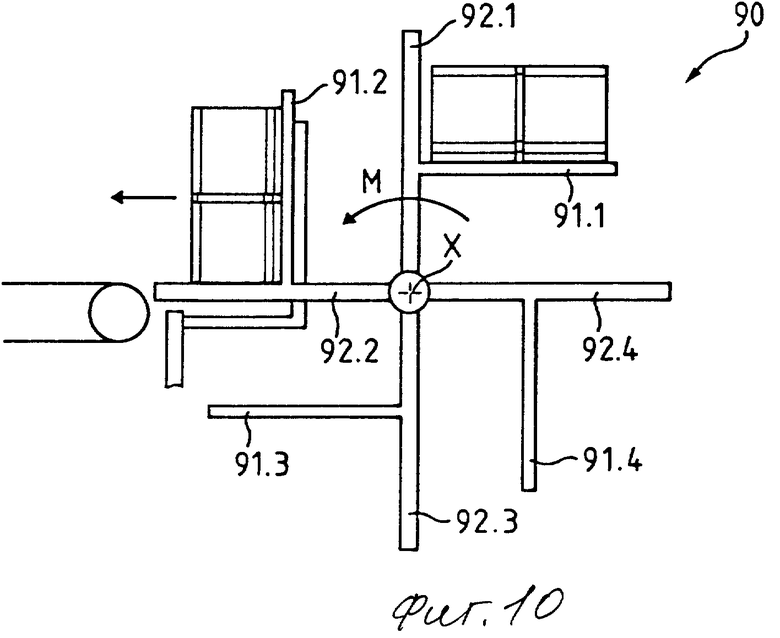
Фиг. 9 и 10 показывают пример варианта выполнения устройства 90 для опрокидывания пакетов в положение, в котором пакет стоит на торцевой поверхности, как это может случиться в соответствии со способом по изобретению для погрузки или промежуточного хранения. Устройство представлено на фиг. 9 под углом перпендикулярно направлению поперечной транспортировки FPg, на фиг. 10 - перпендикулярно направлению поперечной транспортировки FPg. Устройство служит для опрокидывания пакетов, получающихся в поперечном направлении транспортировки FPg, т.е. на средстве для транспортировки в поперечном направлении или непосредственно поступающих от места поворота U или места распределения VU (как показано). Они скатываются или скользят из V-образного канала 80 места поворота или места распределения U/VU или от средства транспортировки в поперечном направлении в подставку, периодически вращающуюся вокруг оси вращения, с, например, четырьмя расположенными лучеобразно относительно оси парами опорных поверхностей 91/92, которые в каждом случае расположены, в основном, перпендикулярно друг относительно друга. Пакеты скатываются или соскальзывают на одну из опорных поверхностей и, когда подставка поворачивается (стрелка M), опрокидываются с опорной поверхности 91.1/2/3/4 на соответствующую другую поверхность 92.1/2/3/4, на которой они затем устанавливаются на торцевую поверхность.
Для опрокидывания пакетов, поступающих в продольном направлении транспортировки, они могут просто направляться с помощью соответствующих опрокидывающих шаблонов, с помощью которых они приводятся в положение с перпендикулярной осью.
Фиг. 11 показывает трубообразные отдельные, двойные и/или многоместные пакеты P/PP, сложенные в стопы для транспортировки или для промежуточного хранения на палетте. Такие формации очень стабильны, даже если они содержат частично пакеты малого диаметра, которые, однако, интегрированы в двойные пакеты или многоместные пакеты.

Изобретение относится к технике транспортировки пакетов печатной продукции в виде намотанной каскадной формации. Пакеты (Р) в форме труб, содержащие намотанную каскадную формацию плоских изделий, в частности, печатной продукции, транспортируются по заданным участкам транспортировки по меньшей мере от одного устройства (W1, W2), производящего пакеты, к по меньшей мере одному месту (А) погрузки или промежуточного хранения. Для этого пакеты с осями, направленными в направлении транспортировки, перемещаются от устройства (W1, W2), производящего пакеты, в продольном направлении транспортировки (FP1). Затем в месте распределения (VU) или поворота (U) направление транспортировки по меньшей мере части пакетов изменяется при остающемся, в основном, неизменным положением осей, в основном, на 90oC в поперечное направление транспортировки (FPg) для распределения пакетов в различные посылочные единицы и/или совместного направления пакетов к одинаковым посылочным единицам. Направляемые вместе пакеты (Р) в месте сбора (ZU) могут прижиматься друг к другу и с помощью обвязочного средства связываться в двойные иди многоместные пакеты (РР). Отдельные, двойные или многоместные пакеты таким образом кантуются в месте пог- рузки или промежуточного хранения так, что они встают на свои торцевые поверхности. 3 с. и 15 з.п. ф-лы, 11 ил.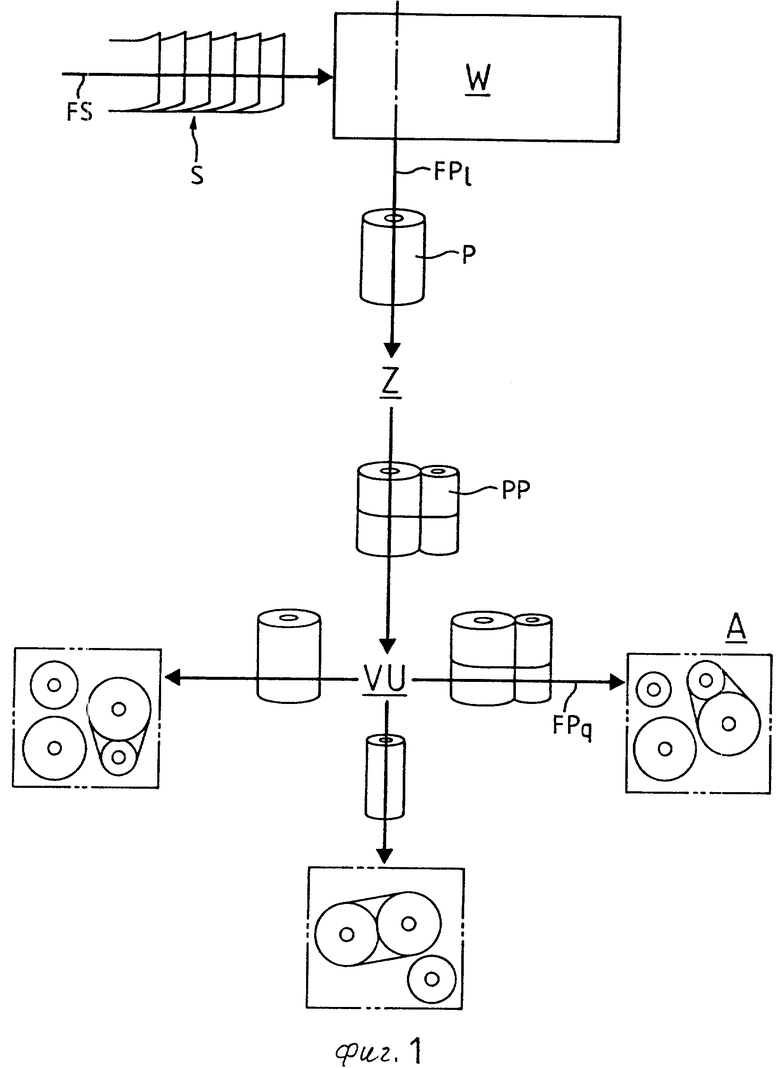
| EP, заявка 0474999, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
