Изобретение относится к полиграфии, а именно к способу печати, известному как "орловская печать", и может быть использовано при печати ценных бумаг, а также при печати другой многокрасочной печатной продукции, требующей защиты.
Известен способ орловской прямой или косвенной печати и печатное изображение, заключающийся в закатывании участков сборной печатной формы формного цилиндра разноцветными красками для образования зоны совмещения красок между исходными красочными участками, в использовании взаимодействующими с формным цилиндром шаблонного или промежуточного валиков раскатной группы и последующей передаче полученного красочного изображения с печатной формы формного цилиндра непосредственно на бумагу или на промежуточный офсетный цилиндр (см. патент РФ №2143344, кл. B 41 M 3/14, 27.12.1999 - аналог и прототип).
Недостатком известного способа является недостаточное количество вариантов цветовой гаммы, получаемой в зоне плавного перехода красок, что сказывается на качестве защиты ценных бумаг.
Техническим результатом изобретения является повышение качества защиты ценных бумаг.
Достигается это тем, что для закатывания участков сборной печатной формы формного цилиндра используют свободно смонтированные относительно последнего накатные валики, выполненные с возможностью образования участков полос из разноцветных красок на формном цилиндре, ориентированных в направлении вращения формного цилиндра и с образованием границ между полосами с резким переходом и/или с плавным ирисовым переходом и/или с пробельной зоной, затем осуществляют передачу красочного слоя с участков двух или более полос на формном цилиндре на шаблонный или промежуточный валики с раскатным цилиндром, выполненным с возможностью осевого возвратно-поступательного перемещения для перемешивания исходных красок на выполненных на шаблонном валике печатных элементах, при этом при образовании зоны совмещения красок одновременно с их передачей осуществляют возврат смеси из этих красок на участки сборной печатной формы, конфигурация которых определяется печатными элементами шаблонного валика с полным или частичным перекрытием смесевыми зонами красочных полос и их граничных участков.
Используют два шаблонных валика, установленных с обеспечением возможности нанесения смеси исходных красок на одинаковые участки сборной печатной формы.
Для создания в зонах совмещения красок плавного перехода при разделении цветов красок в осевом направлении выполняют один или несколько шаблонных валиков или раскатной цилиндр с обеспечением возможности возвратно-поступательного перемещения.
Для создания в зонах совмещения красок плавного перехода при разделении цветов красок в направлении вращения формного цилиндра выполняют один или несколько шаблонных валиков или раскатной цилиндр с обеспечением возможности пульсирующего перемещения в направлении вращения формного цилиндра.
Получают печатное изображение в соответствии с вышеназванными признаками.
Сущность способа орловской прямой или косвенной печати осуществляется следующим образом и поясняется следующими чертежами, где на:
фиг.1 изображена схема одного из вариантов построения печатного устройства;
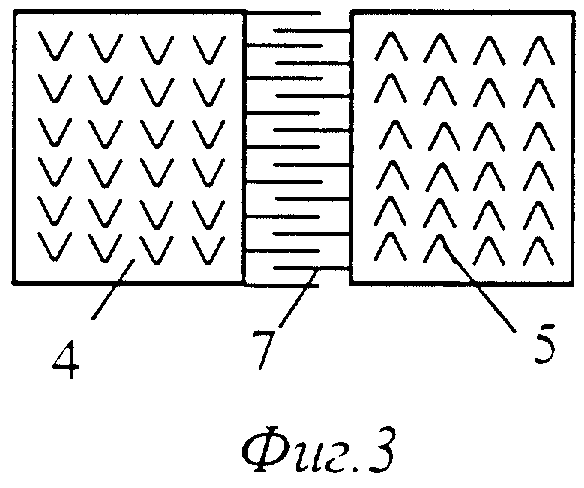
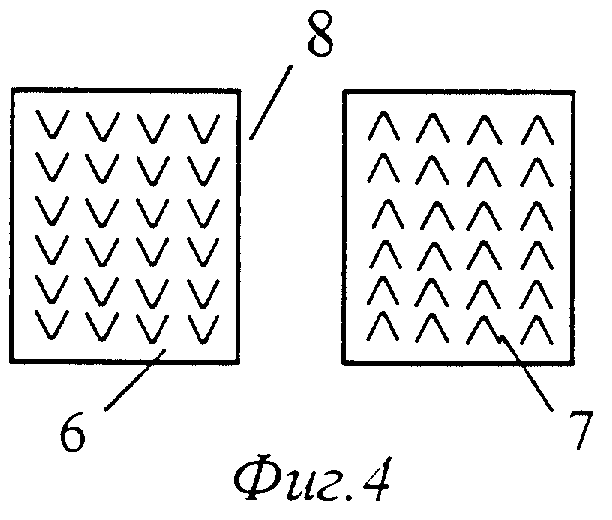
фиг. 2, 3, 4 изображены различные виды граничных участков красочных полос;
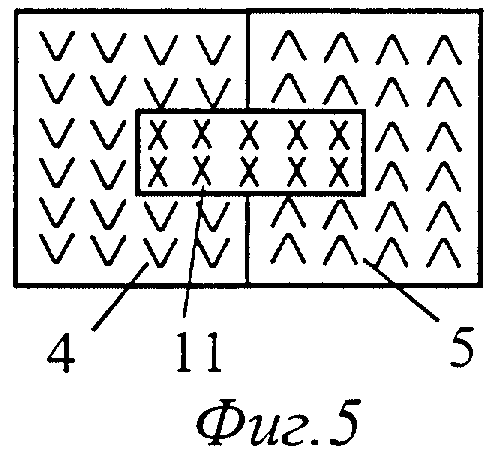
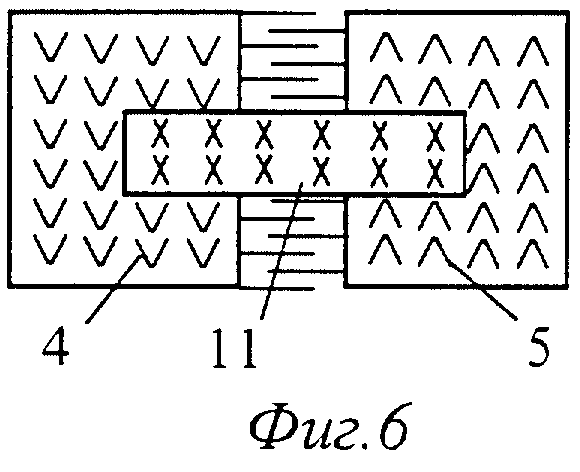
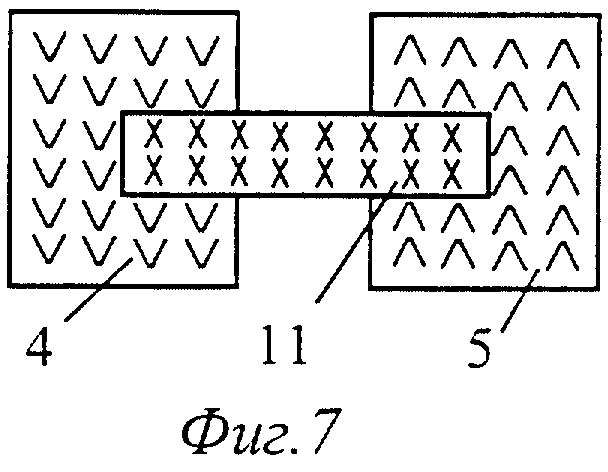
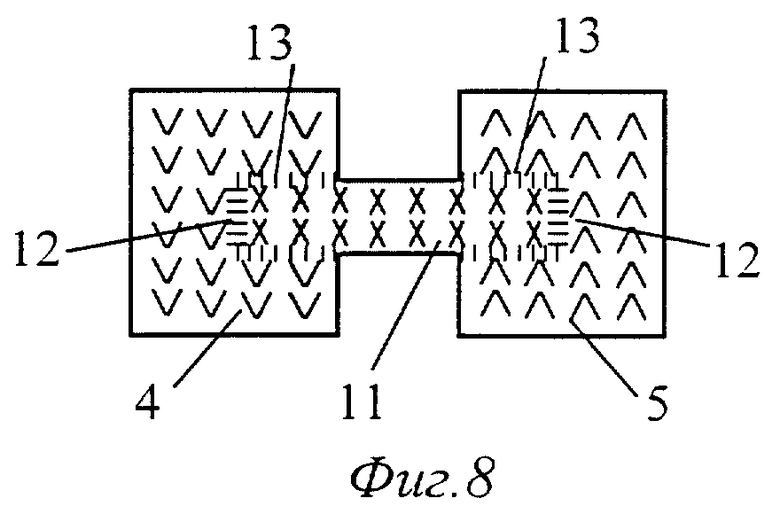
фиг. 5, 6, 7, 8 изображены различные виды печатного изображения в зоне совмещения красок;
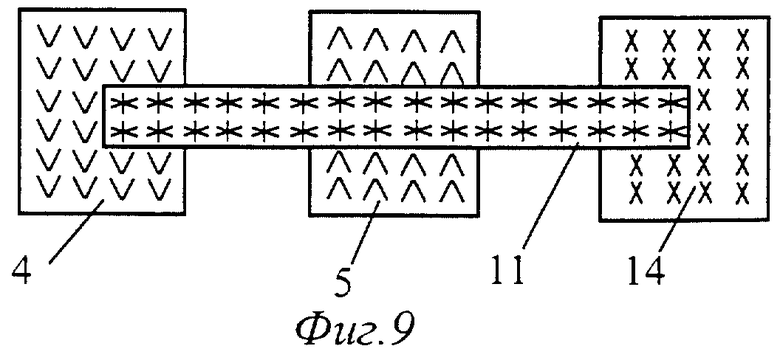
фиг.9 - вид изображения с тремя исходными красками.
Способ орловской прямой или косвенной печати заключается в закатывании участков сборной печатной формы формного цилиндра 1 разноцветными красками для образования зоны совмещения красок между исходными красочными участками, в использовании взаимодействующими с формным цилиндром 1 шаблонного 2 или промежуточного (не показан) валиков раскатной группы и последующей передаче полученного красочного изображения с печатной формы формного цилиндра 1 непосредственно на бумагу или на промежуточный офсетный цилиндр (не показаны).
Для закатывания участков сборной печатной формы формного цилиндра 1 используют свободно смонтированные относительно последнего накатные валики 3, выполненные с возможностью образования участков полос 4, 5, 14 из разноцветных красок на формном цилиндре 1, ориентированных в направлении вращения и с образованием границ 6 между полосами 4, 5 с резким переходом и/или с плавным ирисовым переходом 7 и/или с пробельной зоной 8.
Затем осуществляют передачу красочного слоя с участков двух или более полос 4,5 на формном цилиндре 1 на шаблонный 2 или промежуточный валики с раскатным цилиндром 9, выполненным с возможностью осевого возвратно-поступательного перемещения для перемешивания исходных красок на выполненных на шаблонном валике 2 печатных элементах 10.
При образовании зоны совмещения 11 красок одновременно с их передачей осуществляют возврат смеси из этих красок на участки сборной печатной формы 1, конфигурация которых определяется печатными элементами 10 шаблонного валика 2 с полным или частичным перекрытием смесевыми зонами красочных полос и их граничных участков.
Используют два взаимодействующих между собой шаблонных валика 2.
Для создания в зонах совмещения 11 красок плавного 12 перехода при разделении цветов красок в осевом направлении выполняют один или несколько шаблонных 2 валиков или раскатной цилиндр 9 с обеспечением возможности возвратно-поступательного перемещения.
Для создания в зонах совмещения 11 красок плавного перехода 13 при разделении цветов красок в направлении вращения формного цилиндра 1 выполняют один или несколько шаблонных валиков 2 или раскатной цилиндр 9 с обеспечением возможности пульсирующего перемещения в направлении вращения формного цилиндра 1 сборной печатной формы.
Согласно способу по любому из вышеназванных признаков получают печатное изображение.
Способ осуществляется следующим образом.
Сборную печатную форму формного цилиндра 1 закатывают в необходимых местах двумя или более цветами красок, различными по цвету, с использованием накатных валиков 3 с ориентированными красочными полосами 4,5, границы между которыми выполняют с резким переходом 6 и/или с плавным ирисовым переходом 7 и/или с пробельной зоной 8. Сочетание на изображении видов граничных участков, вариантность их чередования может быть различной, что увеличивает защиту изображения от подделки.
Отдельная раскатная группа, несвязанная с основной красочной группой, включает в себя шаблонный валик 2, который снимает со сборной формы 1 две или более исходные краски. Съем красок может быть осуществлен через промежуточные валики с последующей передачей на шаблонный валик. Возможна установка второго шаблонного валика 2, имеющего согласование с первым валиком, для более стабильного смешивания исходных красок. Из этих исходных красок за счет осевого возвратно-поступательного перемещения раскатного цилиндра 9 на печатных элементах 10 шаблонного валика 2 образуется смесь из двух или более красок, которая отличается по цвету от исходных красок. Одновременно смесь из исходных красок подается обратно на сборную печатную форму формного цилиндра 1 в необходимые места, конфигурация которых определяется печатными элементами 10 шаблонного валика 2, выполненного в виде различных геометрических фигур, рисунков и т.д., что обеспечивается за счет взаимного согласованного зубчатого зацепления шаблонного валика 2 и формного цилиндра 1. Сформированное таким образом многокрасочное изображение (фиг.2-9) в виде непрерывно окрашенных линий с зонами совмещения красок переносится непосредственно со сборной формы на бумагу (прямая орловская печать) или на резиновое полотно офсетного цилиндра (косвенная орловская печать).
В случае придания одному или нескольким из валиков 2 или цилиндров 9 отдельной раскатной группы осевого возвратно-поступательного перемещения непрерывно окрашенные линии, которые формируют многокрасочный рисунок, будут иметь плавный переход 12 в зонах совмещения красок в направлении образующей формного цилиндра 1.
Циклическое пульсирующее перемещение одного или нескольких из валиков 2 или цилиндров 9 отдельной раскатной группы в направлении вращения формного цилиндра позволит получить плавные границы перехода 13 в зонах совмещения красок непрерывно окрашенных линий в направлении вращения формного цилиндра 1.
Циклическое перемещение шаблонного валика 2 или цилиндров 9 раскатной группы по окружности и в осевом направлении могут быть задействованы как вместе, так и по отдельности, получая при этом различный ирисовый эффект при наложении смесевых красок 11.
Все это в комплексе повышает защитный эффект предлагаемого орловского способа печати за счет большой вариантности получаемого изображения и повышения его красочности при изготовлении защищенной полиграфической продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОРЛОВСКОГО ЭФФЕКТА НА ОФСЕТНОЙ ИЛИ ТИПООФСЕТНОЙ МАШИНЕ ПЛАНЕТАРНОГО ПОСТРОЕНИЯ | 2004 |
|
RU2267407C1 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ ЗАЩИТЫ ОТ ПОДДЕЛКИ, ЗАЩИЩЕННАЯ ПОЛИГРАФИЧЕСКАЯ ПРОДУКЦИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ | 2007 |
|
RU2344045C1 |
| СПОСОБ ОРЛОВСКОЙ КОСВЕННОЙ ИЛИ ПРЯМОЙ МНОГОКРАСОЧНОЙ ПЕЧАТИ С ИРИСОВЫМ ЭФФЕКТОМ В ПРЕДЕЛАХ ПОЛНОГО ОХВАТА ПО ОКРУЖНОСТИ | 1999 |
|
RU2143344C1 |
| ПЕЧАТНЫЙ АППАРАТ МНОГОКРАСОЧНОЙ МАШИНЫ КОСВЕННОЙ ОРЛОВСКОЙ ПЕЧАТИ С ИРИСОВЫМ ЭФФЕКТОМ | 1999 |
|
RU2147282C1 |
| СПОСОБ ФОРМИРОВАНИЯ МНОГОКРАСОЧНОГО РИСУНКА ОРЛОВСКОЙ ПЕЧАТИ С ИРИСОВЫМ ЭФФЕКТОМ В ПРЕДЕЛАХ ПОЛНОГО ОХВАТА ПО ОКРУЖНОСТИ | 1999 |
|
RU2143342C1 |
| СПОСОБ ИРИСОВОЙ ПЕЧАТИ | 2001 |
|
RU2188764C1 |
| ПЕЧАТНАЯ МАШИНА | 2006 |
|
RU2309045C1 |
| ПЕЧАТНАЯ МАШИНА С МОДУЛЬНОЙ ДОПОЛНИТЕЛЬНОЙ ПЕЧАТНОЙ ГРУППОЙ | 2006 |
|
RU2413616C2 |
| СПОСОБ ПЕЧАТАНИЯ ЦЕННЫХ ДОКУМЕНТОВ | 2000 |
|
RU2158203C1 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ, ЗАЩИЩЕННЫЕ ОТ ПОДДЕЛКИ МАТЕРИАЛ И ЦЕННЫЙ ДОКУМЕНТ | 2007 |
|
RU2333838C1 |

Способ орловской прямой или косвенной печати и печатное изображение для повышения качества защиты ценных бумаг заключается в том, что для закатывания участков сборной печатной формы формного цилиндра используют свободно смонтированные относительно последнего накатные валики, выполненные с возможностью образования участков полос из разноцветных красок на формном цилиндре. 2 с. и 3 з.п. ф-лы, 9 ил.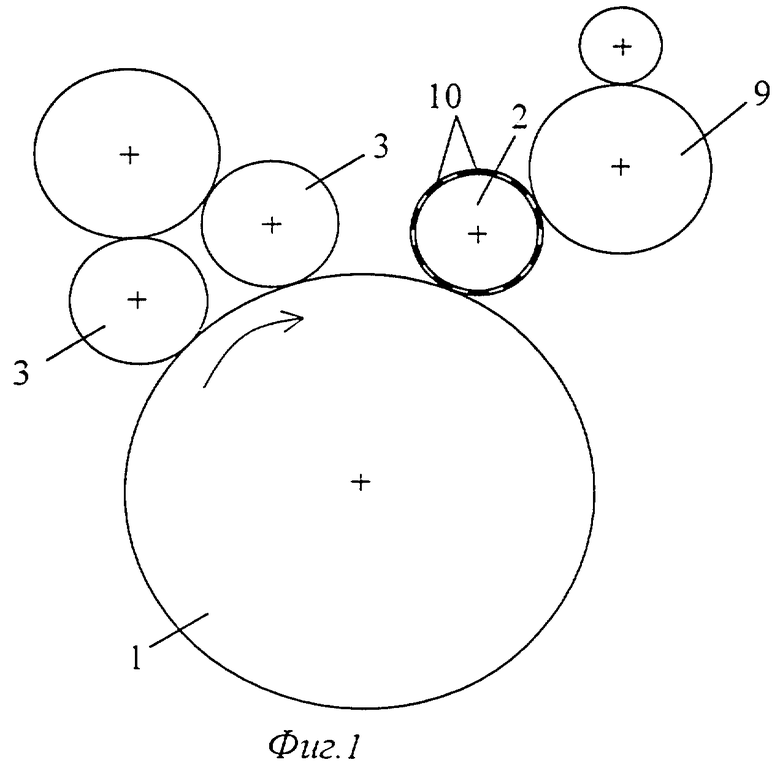
| СПОСОБ ОРЛОВСКОЙ КОСВЕННОЙ ИЛИ ПРЯМОЙ МНОГОКРАСОЧНОЙ ПЕЧАТИ С ИРИСОВЫМ ЭФФЕКТОМ В ПРЕДЕЛАХ ПОЛНОГО ОХВАТА ПО ОКРУЖНОСТИ | 1999 |
|
RU2143344C1 |
| СПОСОБ ПОДГОТОВКИ РЕЖУЩЕГО ИНСТРУМЕНТА ПОД ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2000 |
|
RU2183544C2 |
| ПРОМЕЖУТОЧНОЕ РЕЛЬСОВОЕ СКРЕПЛЕНИЕ | 2004 |
|
RU2257438C1 |
| DE 2952322 A1, 02.07.1981. | |||

