Изобретение относится к полиграфии и преимущественно касается способа печатания ценных документов, в особенности банкнот, посредством использования технологии металлографской печати на листах или полотне.
Способ металлографской печати обычно включает нанесение красочного изображения на один или большее количество вращающихся передаточных валиков, передачу красочного изображения от передаточных валиков на один или большее количество форм глубокой печати, снабжаемых гравировальными печатными элементами, пластины которых установлены на оболочке вращающегося формного цилиндра, и передачу краски, находящейся в печатных элементах форм глубокой печати, на лист или полотно, прижатые к вращающемуся формному цилиндру вращающимся в противоположном направлении печатным цилиндром.
Технология металлографии получена из старой технологии гравюры и начиная с 1945 была преобразована шаг за шагом в индустриальный процесс. В настоящее время достигнута производительность 10.000 листов в час путем использования известной технологии орловской печати. Эта скорость сопоставима со скоростью коммерческих машин офсетной печати. Металлография снабжает банкноту рельефом, который является заметным при соприкосновении, и предлагает примечательные возможности для создания банковских билетов с признаками безопасности. Рельеф, который является заметным при соприкосновении и обычно имеет высоту 40-60 микрон, составлен из приблизительно 20 микрон толщины слоя краски и из 20-40 микрон от выдавливания - остаточной деформация бумаги, произведенной пластической деформацией в ходе глубокой печати.
В случае высокой скорости печатания располагают относительно небольшим временем, чтобы ввести краску в выгравированные канавки. Таким образом, или давление введения должно быть увеличено, или вязкость краски должна быть более низкая, или же следует принять, что будет меньшее количество краски в гравировальных канавках.
Однако давление не может быть бесконечно увеличено и вязкость имеет нижний предел. Таким образом, существуют определенные проблемы, которые заставляют искать оптимальный режим осуществления процесса металлографской печати.
Наиболее близким аналогом предложенного изобретения является способ печати ценных документов, преимущественно банкнот, с использованием технологии металлографской печати на листах или полотне, известный из патента SU 1194263, кл. B 41 F 11/02, согласно которому осуществляют передачу красочного изображения на расположенные на формном цилиндре формы глубокой печати, снабженные мелкими насечками, образующими защитный фон документа, и глубокими насечками, образующими основной рисунок, удаление очистным средством излишков краски с пробельных элементов печатных форм с одновременным нагнетанием краски в насечки и нанесение краски с печатных форм на листы или полотно, зажимаемые между встречно вращающимися формным и печатным цилиндрами, при этом передачу на формы красочного изображения защитного фона осуществляют посредством собирательного цилиндра, а передачу изображения основного рисунка - посредством контактирующего с формным цилиндром шаблонного валика.
В известном способе была решена задача точного совмещения (приводки) между печатной формой и цветоделительными цилиндрами, передающими изображение защитного фона, однако проблема качественного переноса изображения основного рисунка до конца не решена, ввиду необходимости значительного усилия прижатия шаблонного валика, передающего красочное изображение основного рисунка на печатные формы формного цилиндра. Такое давление необходимо для получения полного и правильного заполнения глубоких насечек на форме, однако возникают проблемы ровного взаимодействия рельефных участков шаблонного валика с печатающими элементами формы при получении достаточной контактной полосы. Одновременно с этим при самом процессе печатания краска с гравюры переносится на лист бумаги под натиском (большим давлением) печатного цилиндра. Все это усложняет процесс печатания и отрицательно сказывается на качестве выпускаемой продукции.
Цель изобретения - разработка способа печатания ценных документов с использованием технологии металлографской печати, который позволяет повысить качество печати при печатании за один проход одновременно рисунка защитного фона и основного рисунка документа.
Поставленная задача решается в предложенном способе печатания ценных документов, преимущественно банкнот, с использованием технологии металлографской печати на листах или полотне, включающем передачу красочного изображения на расположенные на формном цилиндре формы глубокой печати, снабженные мелкими насечками, образующими защитный фон документа, и глубокими насечками, образующими основной рисунок, удаление очистным средством излишков краски с пробельных элементов печатных форм с одновременным нагнетанием краски в насечки, и нанесение краски с печатных форм на листы или полотно, зажимаемые между встречно вращающимися формным и печатным цилиндрами, при этом передачу на формы красочного изображения защитного фона осуществляют посредством собирательного цилиндра, а передачу изображения основного рисунка - посредством контактирующего с формным цилиндром шаблонного валика. Согласно изобретению передачу красочного изображения основного рисунка осуществляют шаблонным валиком, диаметр которого равен 2 : 3 диаметра формного цилиндра, и на котором размещают два изображения основного рисунка, причем указанную передачу осуществляют в зоне поверхности формного цилиндра, которая является по существу диаметрально противоположной зоне контакта формного цилиндра с печатным цилиндром.
Предпочтительно собирательный цилиндр и шаблонный валик выполняют с равными диаметрами.
Способ также позволяет выполнять насечки, образующие основной рисунок, глубиной до 300 мкм.
Целесообразно также удаление краски с пробельных элементов осуществлять по крайней мере в два этапа, включающие предварительное и окончательное стирание.
Признаки формулы изобретения позволяют обеспечить возможность более ровного взаимодействия рельефных участков шаблонного валика с печатающими элементами формы, получить контактную полосу, обеспечивающую хорошее окрашивание при значительно меньшей силе вдавливания, чем при меньшем диаметре шаблонного валика, продлить срок службы рельефных участков шаблонного валика и урегулировать давление между двумя нагруженными зонами.
Приведенный на фиг. 1 чертеж схематически показывает устройство, с помощью которого способ согласно изобретению может быть осуществлен.
Представленная на фиг.1 машина для печатания ценных бумаг, в частности банковских билетов, содержит формный цилиндр 1, несущий три формы глубокой печати с печатными элементами (насечками) для воспроизведения изображения основного рисунка и более мелко и тонко гравированными печатными элементами для воспроизведения изображения фоновой защитной сетки, взаимодействующий с формным цилиндром печатный цилиндр 2, а также шаблонный валик 3, размещенный за собирательным цилиндром 4 по ходу вращения формного цилиндра. Собирательный цилиндр 4 имеет эластичную гладкую поверхность (из резины или другого эластичного материала). Машина содержит также цветоделительные цилиндры 5 для передачи на печатную форму каждым из них краски одного цвета и красочные средства 6, каждое из которых предназначено для нанесения краски на поверхность соответствующего цветоделительного цилиндра 5, образующие совместно с собирательным цилиндром устройство для нанесения по крайней мере двух красок на воспроизводящее изображение фоновой защитной сетки печатные элементы формы. Шаблонный валик 3, соответственно, входит в состав устройства для нанесения краски на воспроизводящие изображение основного рисунка печатные элементы формы цилиндра 1, которое наряду с шаблонным валиком 3 включает и средство 7, 8 для нанесения на него краски.
Направление вращения различных цилиндров указано стрелками на чертеже. Три указанных цилиндра 1, 2 и 3 так же, как и цветоделительные цилиндры 5, предпочтительно установлены на основной станине, при этом для удобства обслуживания собирательный цилиндр 4 и цветоделительные цилиндры 5 могут быть установлены на подвижной секции, которая может быть отделена от основной станины. На формных пластинах гравируют одновременно основной рисунок для печати, образованный насечками переменной глубины, являющимися относительно глубокими, достигающими 250-300 мкм, и защитный фон, образованный очень мелкими насечками или даже точками.
Предложенный способ осуществления металлографской печати проводят следующим образом. Красочное изображение передают на расположенные на формном цилиндре 1 формы глубокой печати, снабженные мелкими насечками, образующими защитный фон документа, и глубокими насечками, образующими основной рисунок. Указанную передачу осуществляют посредством устройств для нанесения краски, при этом с помощью цветоделительных цилиндров 5 и красочных устройств 6 сначала осуществляют подачу краски на поверхность собирательного цилиндра, с которого красочное изображение защитного фона переносят на соответствующие насечки формного цилиндра 1, а с помощью передаточного валика 7, взаимодействующего с красочным устройством 8, подают краску на шаблонный валик 3, с помощью которого под давлением осуществляют передачу красочного изображения основного рисунка на формы формного цилиндра 1.
Далее осуществляют удаление очистными средствами 9, 10 излишков краски с пробельных элементов печатных форм с одновременным нагнетанием краски в насечки. Упомянутое удаление краски с пробельных элементов целесообразно осуществлять по крайней мере в два этапа, включающие предварительное и окончательное стирание.
После этого наносят краску (красочное изображение) с печатных форм на листы или полотно, зажимаемые между встречно вращающимися формным 1 и печатным 2 цилиндрами. Таким образом, осуществляют за один прогон печатание как основного рисунка документа, так и изображения защитного фона.
Согласно изобретению, передачу красочного изображения основного рисунка осуществляют шаблонным валиком, диаметр которого равен 2 : 3 диаметра формного цилиндра и на котором размещают два изображения основного рисунка. За счет увеличения диаметра шаблонного валика 3 появляется возможность более ровного взаимодействия рельефных участков шаблонного валика 3 с печатающими элементами формы, воспроизводящими основной рисунок, т.к. нет прежнего значительного различия в кривизне обоих взаимодействующих цилиндров.
Благодаря увеличенному диаметру шаблонного валика также может быть получена контактная полоса, обеспечивающая хорошее окрашивание при значительно меньшей силе вдавливания, чем при меньшем диаметре валика, и, кроме того, разделение контактных зон непосредственно после передачи краски осуществляется не столь резко. Размещение же двух изображений основного рисунка на шаблонном валике значительно продлевает срок службы рельефных участков данного валика, которые из-за значительного давления подвержены быстрому износу.
В последнее время были предложены способы косвенного переноса красочного изображения основного рисунка вместе с рисунком защитного фона через один собирательный цилиндр большего диаметра (RU 2107625), полагая, что на нем образуется красящий рельеф, который достаточен для выполнения самых глубоких насечек и который обновляется при помощи накатывания краски цветоделительными цилиндрами. Однако все-таки получение полного и правильного заполнения глубоких насечек возможно только при помощи красящего валика, который непосредственно касается пластины при создании достаточного давления на нее.
Кроме того, существенным признаком изобретения также является осуществление передачи изображения основного рисунка в зоне поверхности формного цилиндра, которая является по существу диаметрально противоположной зоне контакта формного цилиндра с печатным цилиндром (180o ± 10o). Как это видно из фиг. 1, оси печатного цилиндра 2, формного цилиндра-носителя пластин 1 и шаблонного валика 3 находятся на одной линии, при этом предпочтительным является расположение печатного цилиндра 2 как можно ближе к вертикальной линии над формным цилиндром 1. При этих условиях давление со стороны печатного цилиндра, необходимое для печати гравированием, будет компенсироваться встречным давлением шаблонного валика 3, выполненного более металлоемким. Такое расположение цилиндров будет препятствовать смещению формного цилиндра за счет большого давления и это не повлияет на точность передачи изображений.
Краску из насечек форм глубокой печати переносят на лист (или полотно) материала, который зажат посредством встречно вращающихся печатного цилиндра и формного цилиндра.
Каждый цветоделительный цилиндр разделяют на секции, имеющие зоны рельефа, контуры которых точно соответствуют контурам поверхностей, которые должны быть напечатаны соответствующей краской. Эти рельефные зоны получают любым известным способом, например вырезанием при помощи лазера. Так как поверхность цилиндров-селекторов цвета является твердой, нет предела тонкости рисунка, который должен быть получен. Возможно даже выполнить защитный фон, в котором представлены не только тонкие линии, но и точки. Давление между собирательным цилиндром 4 и формным цилиндром 1 является менее сильным, чем давление прямого накатывания краски при помощи шаблонного валика. Несмотря на это малое давление, гарантируется полное заполнение мелких насечек. Давление между цветоделительными цилиндрами 5 и собирательным цилиндром 4 сводится практически к простому контакту, что предотвращает деформацию очень тонких вырезанных на цилиндрах-селекторах зон.
Главным преимуществом металлографской печати является то, что она позволяет обеспечить в используемых в печатном процессе машинах превосходную приводку между рисунками различных красочных зон, полученных на цветоделительных цилиндрах из твердого материала, поскольку эти цилиндры прекрасно согласованы с пластиной металлографской печати. При условии использовании твердого материала для цветоделительных цилиндров нет никаких пределов в передаче очень тонких элементов рисунка. Вместе с тем, собирательный цилиндр позволяет получать незначительные наложения цветов при совершенно безукоризненной приводке. Благодаря этому получают банковские билеты и другие ценные бумаги с основным рисунком, отпечатанным по способу металлографии посредством сочетания очень сложных углублений вследствие нанесения краски на собирательный цилиндр.
Способ печатания ценных документов для повышения качества заключается в том, что передачу красочного изображения основного рисунка осуществляют шаблонным валиком, диаметр которого равен 2:3 диаметра формного цилиндра. 3 з. п.ф-лы, 1 ил.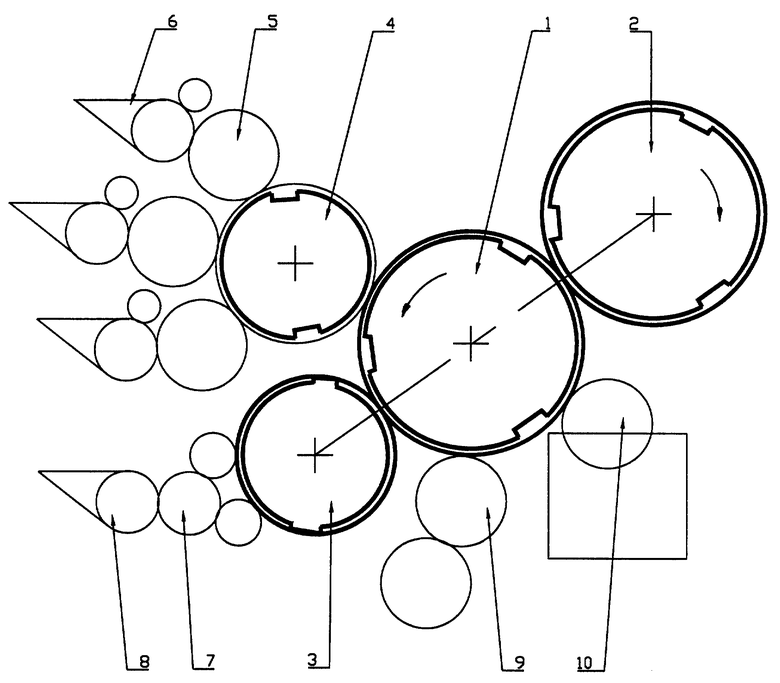
| Машина для печатания ценных бумаг | 1983 |
|
SU1194263A3 |
| СПОСОБ ОСУШКИ ГАЗОВ ВЫМОРАЖИВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2094715C1 |
| US 3852088 A, 03.12.1974 | |||
| Щербет с растительными добавками и способ его получения | 2020 |
|
RU2721859C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННЫХ ФОСФОРНЫХ УДОБРЕНИЙ | 1997 |
|
RU2130914C1 |
