Изобретение относится к области нанесения покрытий, в частности антикоррозионных, при изготовлении и ремонте металлоконструкций, содержащих замкнутые полости, например коробчатые конструкции диафрагм и пролетных строений мостов, элементов конструкции корпусов судов и другие подобные металлические конструкции.
В современной практике изготовления металлоконструкций различного назначения все чаще используются коробчатые или трубчатые конструкции, характеризующиеся наличием закрытых недоступных полостей. Для продления срока эксплуатации объектов внутренние поверхности таких полостей должны быть защищены антикоррозионном покрытием. Так как наиболее распространенным способом соединения элементов конструкций является сварка, то предварительно нанесенные покрытия на поверхности конструктивных элементов, из которых собирается коробчатая конструкция, оказываются разрушенными в результате термического воздействия и требуется окончательная антикоррозионная обработка в составе готовой конструкции.
Известен способ нанесения антикоррозионного покрытия во внутренние полости металлоконструкций (преимущественно автомобильных) при помощи пневматического распыления через имеющееся отверстие [1]. Для этого используется оборудование в составе: насоса для подачи рабочей жидкости, пневмокомпрессора для получения сжатого воздуха, распылительного пистолета для подготовки воздушной взвеси рабочего материала и нанесения покрытия, а также насадок на пистолет различной длины с головками для удобства нанесения покрытия.
Известен способ и устройство для нанесения антикоррозионного покрытия на внутреннюю поверхность длинномерных труб [2], которые предусматривают вскрытие в районе обрабатываемой поверхности резьбового технологического отверстия, через которое производится нанесение покрытия посредством специальной насадки, после чего отверстие заглушается резьбовой пробкой.
Для удобства нанесения антикоррозионных покрытий методом пневматического распыления на труднодоступные поверхности металлоконструкций известно применение различных, в том числе гибких, насадок разной длины с распылительными головками [3, с.111].
Указанные выше способы и устройства не позволяют производить антикоррозионную обработку внутренних поверхностей замкнутых недоступных полостей металлоконструкций различной формы и габаритов. К тому же при их осуществлении трудно проконтролировать качество нанесенного покрытия на внутреннюю поверхность.
Технический результат, достигаемый группой изобретений, - нанесение покрытия пневматическим распылением на внутреннюю поверхность замкнутых полостей металлоконструкций, преимущественно балок коробчатого поперечного сечения, любых габаритных размеров.
Предлагается головка распыления и два варианта способа нанесения покрытия на внутреннюю поверхность полостей конструкций, преимущественно коробчатых, с использованием указанной головки распыления. Группа изобретений направлена на решение одной задачи и составляет единый изобретательский замысел.
Головка распыления содержит внутреннюю полость, сообщенную со средством подачи распыляемой жидкости, и отверстия, сообщающие внутреннюю полость с внешней средой. Головка выполнена, по меньшей мере, с двумя группами отверстий. Первая группа отверстий выполнена с возможностью создания распыляющего факела в виде конуса, основание которого направлено в сторону, противоположную направлению подачи жидкости во внутренней полости головки, последняя группа отверстий выполнена с возможностью создания распыляющего факела в виде конуса, основание которого направлено в сторону, совпадающую с направлением подачи жидкости во внутренней полости головки.
Такая конструкция головки позволяет создавать, по меньшей мере, два факела распыления в виде конусов, направленные в разные стороны относительно друг друга, что позволяет эффективно распылять покрытия вдоль оси головки.
В частных случаях выполнения распыляющий факел в виде конуса имеет угол при вершине в диапазоне 60-120° и ось конуса, совпадающую с осью полости головки.
Между упомянутыми первой и последней группой отверстий может быть дополнительно выполнена группа отверстий с возможностью создания распыляющего факела кольцевой формы в плоскости, совпадающей или близкой к плоскости, перпендикулярной оси полости головки.
Отверстия в какой-либо группе отверстий могут быть выполнены с возможностью прекращения подачи через них жидкости в процессе работы с головкой для того, чтобы в процессе напыления иметь возможность варьировать режимы ее работы.
Все группы отверстий могут быть сосредоточены в непосредственной близости друг от друга или даже выполнены в одном сечении. Однако каждая последующая группа отверстий, после первой, может быть также расположена дальше от основания головки по ее оси.
Способ нанесения покрытия на внутреннюю поверхность полостей конструкций, преимущественно коробчатых, с помощью заявляемой головки распыления по первому варианту состоит в следующем. На одной из поверхностей конструкции создают сквозные отверстия, расположенные в узлах сетки, причем угловые отверстия расположены таким образом, чтобы расстояние от них до торцевых, потолочных и нижних поверхностей внутри полости составляло не более 0,7 радиуса следа распыляющего факела в виде конуса головки, а расстояние между отверстиями в узлах сетки составляет не более 1,4 радиуса следа того же распыляющего факела. Далее производят нанесение антикоррозийного покрытия путем подачи защитного покрытия через головку распыления при прямом и обратном поступательном движении головки, введенной в каждое отверстие, а отверстия после нанесения покрытия закрывают с помощью заглушки.
В частном случае выполнения способа после создания отверстия в нем выполняют резьбу для закрывания отверстия заглушкой с резьбой, например, в виде болта.
Качество нанесенного покрытия определяют по количеству нанесенного покрытия на торцевой поверхности заглушки, которую снимают после нанесения покрытия. Для этого при нанесении покрытия через какое-либо отверстие все соседние с ним отверстия должны быть заглушены.
При использовании головки с тремя группами отверстий, в том числе с отверстиями для возможности создания распыляющего факела в виде кольца или сектора в плоскости, совпадающей или близкой к плоскости, перпендикулярной оси полости головки, перед обратным поступательным движением головку могут поворачивать относительно продольной оси.
Способ нанесения покрытия на внутреннюю поверхность полостей конструкций, преимущественно коробчатых, по второму варианту относится к конструкциям, имеющим значительные габариты боковой поверхности по высоте. В этом случае для уменьшения количества технологических отверстий используется заявляемая головка распыления, установленная как на жесткую, так и на длинную гибкую насадку.
На одной из поверхностей конструкции создают сквозные отверстия, расположенные в узлах сетки, причем угловые отверстия расположены таким образом, чтобы расстояние от них до торцевых и потолочных поверхностей внутри полости составляет не более 0,7R, где R - радиус следа распыляющего факела в виде конуса головки, расстояния между отверстиями в узлах сетки по горизонтали составляет не более 1,4 R, а расстояние между отверстиями в узлах сетки по вертикали составляет не более (L+0,7R)), где L - длина опускаемой части гибкой насадки. Далее производят нанесение антикоррозийного покрытия путем подачи защитного покрытия через головку распыления при прямом и обратном поступательном движении жесткой и гибкой насадок, введенных в отверстие. Отверстия после нанесения покрытия закрывают с помощью заглушки.
В частном случае выполнения способа после создания отверстия в нем выполняют резьбу для закрывания отверстия заглушкой с резьбой, например, в виде болта.
Качество нанесенного покрытия определяют по количеству нанесенного покрытия на торцевой поверхности заглушки, которую снимают после нанесения покрытия. Для этого при нанесении покрытия через какое-либо отверстие все соседние с ним отверстия должны быть заглушены.
При использовании головки с тремя группами отверстий, в том числе с отверстиями для возможности создания распыляющего факела в виде кольца или сектора в плоскости, совпадающей или близкой к плоскости, перпендикулярной оси полости головки, перед обратным поступательным движением головку могут поворачивать относительно продольной оси.
Изобретения поясняются чертежами.
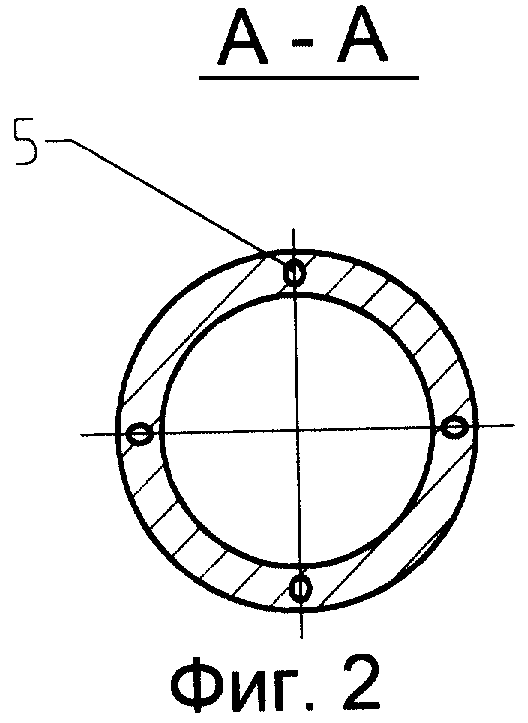
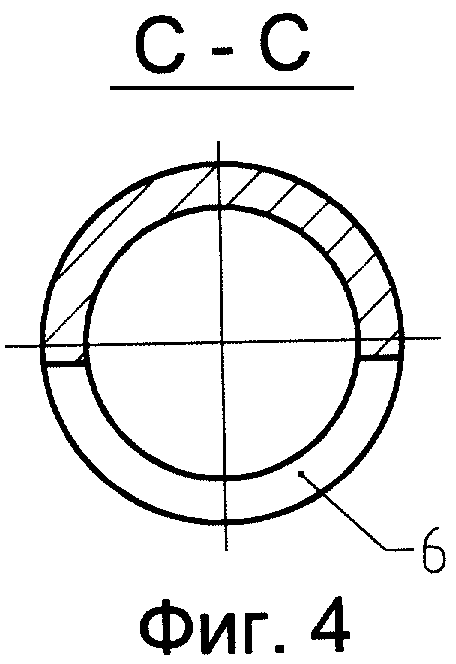
На Фиг.1 приведен разрез распыляющей головки, на Фиг.2 - сечение головки в районе первой группы отверстий, на Фиг.3 - сечение головки в районе последующей группы отверстий, на Фиг.4 - сечение головки в районе дополнительной группы отверстий. На Фиг.5 приведена схема распыления из отверстий головки. На Фиг.6 приведена схема осуществления способа. На Фиг.7 приведена схема выполнения отверстий в стенке конструкции при применении жесткой насадки, а на Фиг.8 - схема выполнения отверстий в стенке конструкции при дополнительном применении гибкой насадки.
Головка 1 цилиндрической формы (Фиг.1) имеет внутреннюю полость 2, сообщенную со средством 11 подачи распыляемой жидкости (Фиг.6), и отверстия, сообщающие внутреннюю полость с внешней средой. У головки имеется резьбовое отверстие 3, с помощью которого головка крепится к насадке 10 и через которое во внутреннюю полость головки 2 поступает под давлением смесь рабочей жидкости со сжатым воздухом. На боковой поверхности головки просверливаются три группы распылительных отверстий.
Отверстия 4, просверленные под углом 30-60° к продольной оси головки в сторону входного резьбового отверстия головки 3, образуют первую группу отверстий. Их количество может варьироваться от 3 до 8, а диаметр от 0,4 до 1,2 мм в зависимости от расхода и давления рабочей жидкости и сжатого воздуха. Отверстия первой группы обеспечивают распыление наносимого покрытия (смотри Фиг.5) в виде конуса 7, направленного основанием в сторону торца головки 1 с резьбовым отверстием 3 и противоположную направлению подачи рабочей жидкости через насадку.
Отверстия 5, просверленные под углом 30-60° к продольной оси головки в сторону ее глухого торца, образуют последнюю группу отверстий. Их количество также может варьироваться от 3 до 8, а диаметр от 0,4 до 1,2 мм в зависимости от расхода и давления рабочей жидкости и сжатого воздуха. Отверстия последней группы обеспечивают распыление наносимого покрытия (смотри схему направленности факела на Фиг.5) в виде конуса, направленного основанием в сторону торцевой поверхности головки 1 и направления подачи рабочей жидкости через насадку.
Отверстия 6 в количестве 3-6 шт. просверливаются в средней части головки в плоскости, перпендикулярной оси головки, причем угол между крайними отверстиями этой группы принимается равным 90°-360°. Эти отверстия составляют дополнительную группу отверстий, их диаметр также принимается равным 0,4-1,2 мм. Отверстия этой группы обеспечивают распыление рабочей жидкости в виде кольца или сектора в плоскости, перпендикулярной продольной оси головки. Эта группа отверстий может быть заменена одним щелевым отверстием 6 (см. фиг.3), выполненным в этой же плоскости и занимающим аналогичный сектор. Ширина щелевого отверстия 6 принимается равным 0,4-1,2 мм в зависимости от расхода и давления рабочей жидкости и сжатого воздуха.
Отличительной особенностью предлагаемой головки является создание определенной диаграммы направленности факела наносимого состава (См. Фиг.5). Предлагаемая головка обеспечивает распыление наносимого антикоррозийного состава в виде:
- конуса 7 с осью, совпадающей с осью головки, с углом при вершине 60-120° и направленного основанием в сторону, противоположную направлению подачи рабочей жидкости через головку;
- конуса 8 с осью, совпадающей с осью головки, с углом при вершине 60-120° и направленного основанием в сторону направления подачи рабочей жидкости через насадку;
- сектора или кольца 9, лежащего в плоскости, перпендикулярной продольной оси головки, в диапазоне 90-360°.
Указанные области диаграммы направленности головки характеризуются радиусом следа распыляющего факела R и радиусом следа факела в форме кольца или сектора R1 (Фиг.5). Следы распыляющих факелов R характеризуют площади, на которые может быть нанесено защитное покрытие на тыльной и фронтальной поверхностях соответственно.
В ряде случаев может использоваться головка без дополнительной группы отверстий 6 (Фиг.3), то есть без части факела распыления в виде сектора или кольца 9 (Фиг.5).
Устройство для антикоррозионной обработки внутренних полостей металлоконструкций различной формы и габаритов (преимущественно балок коробчатого сечения) с предлагаемой головкой может использоваться с прямолинейной жесткой насадкой (штангой) 10 на распылительный пистолет 11 (фиг.6) и/или с длинной гибкой насадкой (не показана). В пистолете 11 для пневматического распыления антикоррозионного состава происходит смешивание рабочей жидкости, поступающей под давлением из расходного бака 12 с помощью насоса 13, с воздушным потоком и получением мелкодисперсной взвеси капель в воздушной струе. Для обработки внутренних поверхностей замкнутых недоступных полостей головка 1, которая устанавливается на конце жесткой прямолинейной насадки 10, вводится в обрабатываемую полость через технологическое отверстие 14.
Рассмотрим способ по первому варианту нанесения антикоррозионного покрытия на внутренние полости через технологические отверстия 14, расположенные на одной из боковых поверхностей балки коробчатого сечения.
Обрабатываемые поверхности недоступной замкнутой полости в зависимости от их взаимного положения относительно боковой поверхности балки могут быть условно разделены на (см. фиг.6):
- фронтальную поверхность 15, находящуюся напротив технологического отверстия 14;
- тыльную поверхность 16, на которой находится технологическое отверстие 14;
- торцевые поверхности 17;
- потолочную поверхность 18;
- нижнюю поверхность 19.
Поверхность боковой грани такой балки имеет, как правило, прямоугольную форму. Способ предусматривает вскрытие технологических отверстий 14 на одной из боковых поверхностей балки коробчатого сечения. На выбранной боковой поверхности сверлятся технологические отверстия, расположенные в узловых точках, которая состоит из угловых отверстий 20, промежуточных отверстий верхнего ряда 21, промежуточных отверстий крайних столбцов 22 и оставшейся средней группы отверстий (Фиг.7, вид D). Положение четырех угловых отверстий 20, наиболее близко расположенных к торцевым, потолочной и нижней поверхностям, определяется таким образом, чтобы расстояние от них до торцевых 17, потолочной 18 и нижней 19 поверхностей было равно 0,7 радиуса факелов R. Положение остальных промежуточных отверстий в рядах и столбцах определяется шагом между ними, равным не более 1,4R. Для последующего заглушения с помощью болтов во всех отверстиях нарезается резьба; наружный диаметр резьбы не должен превышать диаметра распылительной головки 1.
Способ предусматривает использование жесткой прямолинейной насадки с предлагаемой головкой, а также подразумевает необходимость определенных манипуляций насадками оператором, производящим данные работы. Под манипуляциями понимаются возвратно-поступательные и вращательные движения жесткой прямолинейной насадки относительно продольной оси головки насадки.
Операция нанесения антикоррозионного покрытия через угловые отверстия 20 состоит в следующем. В каждое угловое отверстие 20 вводится головка 1 (см. Фиг.6) на жесткой прямой насадке 10 распылительного пистолета 11 таким образом, чтобы головка 1 находилась на расстоянии, примерно равном длине распыляющего факела от тыльной поверхности 16, а факел 9 (см. фиг.5) был обращен к одной из торцевых поверхностей 17 (см. Фиг.6). Затем производится открытие клапана пистолета и инъектирование воздушной взвеси рабочего материала через головку. Время инъекции на тыльную поверхность зависит от расхода рабочего состава и требуемой толщины защитного покрытия.
После чего насадкой пистолета при включенном клапане подачи рабочего состава производится поступательное движение в сторону фронтальной поверхности 15 до такого положения головки 1, при котором она будет находиться на расстоянии, примерно равном длине распыляющего факела до фронтальной поверхности 15. Скорость перемещения головки и время инъекции на фронтальную поверхность зависит от расхода рабочего состава и требуемой толщины защитного покрытия.
Таким образом, в результате этой операции части фронтальной 15, тыльной 16, торцевой 17 и потолочной 18 (или нижней 19) внутренних поверхностей оказываются покрытыми защитным составом на площадях следа распыляющего факела. Для обработки непокрытой части потолочной поверхности необходимо перед обратным движением насадки произвести поворот ее на угол 90° относительно продольной оси в сторону смежной потолочной 18 или нижней 19 поверхности, а затем осуществить обратное движение. Обработка заканчивается при данном (повернутом) положении головки. В данном положении головки производится закрытие клапана пистолета и насадка выводится из внутренней полости. После обработки производится заглушка отверстий 20 болтами.
Операции обработки внутренних полостей через остальные отверстия (промежуточные отверстия верхнего ряда 21, промежуточные отверстия крайних столбцов 22 и оставшиеся отверстия средней группы) аналогичны распылению покрытия в угловых отверстиях с учетом следующих изменений в действиях оператора и конструкции головки. При обработке внутренней полости через промежуточные отверстия верхнего ряда 21 и промежуточные отверстия крайних столбцов 22 факел 9 головки 1 (см. Фиг.5) должен быть обращен к ближней торцевой 17 (см. Фиг.6) или потолочной 18 поверхности, поворот головки 1 вокруг продольной оси не производится. При обработке оставшихся отверстий средней группы может применяться распылительная головка без дополнительной группы отверстий 6 (Фиг.4), то есть без части факела распыления в виде сектора или кольца 9 (Фиг.5), поворот головки вокруг продольной оси также не производится.
Наличие в обрабатываемой полости системы технологических отверстий позволяет контролировать процесс нанесения покрытия. Для этого при обработке через какое-либо отверстие, смежные с ним отверстия, обработка через которые еще не производилась, временно заглушаются болтами или пробками. По количеству нанесенного материала на торцы ввернутых болтов или заглушек можно судить о качестве обработки. После завершения обработки все отверстия должны быть окончательно заглушены болтами или пробками.
Нижняя поверхность внутренней полости 19, Фиг.6 оказывается покрытой защитным составом в результате осаждения частиц состава под действием силы тяжести, поэтому специальных операций для обработки этих поверхностей не требуется.
Рассмотрим способ по второму варианту нанесения антикоррозионного покрытия на внутренние полости через технологические отверстия 14, расположенные на одной из боковых поверхностей балки коробчатого сечения.
При дополнительном использовании головки 1 с гибкой насадкой возможно изготовление сетки отверстий с большим расстоянием между горизонтальными рядами, что приводит к сокращению общего количества технологических отверстий. Длина опускаемой части гибкой насадки L выбирается опытным путем в целях исключения неконтролируемого нанесения покрытия на внутренние поверхности при ее опускании в обрабатываемую полость. На гибкую насадку устанавливается распылительная головка 1.
Второй вариант выполнения способа также предусматривает вскрытие технологических отверстий на одной из ее боковых поверхностей. На выбранной поверхности сверлятся технологические отверстия, расположенные в узловых точках сетки (Фиг.8). Положение двух верхних угловых отверстий 23 и промежуточных отверстий верхнего ряда 24 определяется так, как это изложено по первому варианту выполнения способа. Положение двух нижних угловых отверстий 25 определяется следующим образом: расстояние до торцевых поверхностей принимается равным 0,7 радиуса факелов R, а расстояние до нижней поверхности - равно L+0,7R, где L - длина опускаемой части гибкой насадки. Расстояние между всеми технологическими отверстиями по вертикали принимается равным не более L+0,7R. Для последующего заглушения с помощью болтов во всех отверстиях нарезается резьба; наружный диаметр резьбы не должен превышать диаметра распылительной головки 1.
Второй вариант способа обработки предусматривает использование жесткой прямолинейной насадки с предлагаемой головкой, гибкой насадки, а также подразумевает необходимость определенных манипуляций насадками оператором, производящим данные работы. Под манипуляциями понимаются возвратно-поступательные и вращательные движения жесткой прямолинейной насадки относительно продольной оси головки насадки и спуск (подъем) гибкой насадки в полости конструкции.
Обработка гибкой насадкой через каждое отверстие состоит в следующем. В отверстие вводится головка гибкой насадки, которая опускается во внутреннюю полость на длину, равную L. Затем производится открытие клапана пистолета и инъектирование воздушной взвеси рабочего материала через головку во внутреннюю полость. В процессе инъектирования производится постепенный подъем головки гибкой насадки из зоны внутренней полости. Скорость подъема распылительной головки насадки зависит от расхода рабочего состава и требуемой толщины защитного покрытия. При подъеме насадки на расстояние 0,7 R ниже отверстия производится закрытие клапана пистолета, и насадка выводится из отверстия.
Нижняя поверхность внутренней полости оказывается покрытой защитным составом в результате осаждения частиц состава под действием силы тяжести.
Наличие нескольких технологических отверстий позволяет контролировать процесс нанесения покрытия аналогично первому варианту выполнения способа.
При малых габаритах боковой поверхности коробчатой балки система технологических отверстий может быть сведена к одному горизонтальному ряду, вертикальному столбцу или к одному отверстию.
Обработка внутренних полостей может быть осуществлена со стороны торцевых поверхностей с помощью жесткой прямолинейной насадки с предлагаемой распылительной головкой при условии, что поперечное сечение балки представляет собой геометрическую фигуру, вписанную в окружность радиуса R. Положение технологического отверстия определяется как центр описанной окружности. Отверстие после обработки заглушается болтом.
Источники информации
Патент ФРГ №3919959, МКИ В 05 С 7/02, заявл. 19.06.1989.
А.с. №1836987, МКИ В 05 В 13/06, заявл. 31.10.1990.
Искра Е.В., Куцевалова Е.П.Справочник по окраске судов и металлических конструкций. - Л.: Судостроение, 1980, 264 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБКА ДЛЯ РАСПЫЛЕНИЯ ТЕКУЧИХ СРЕД И СПОСОБ ДЛЯ РАСПЫЛЕНИЯ ТЕКУЧИХ СРЕД | 2019 |
|
RU2733967C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 1995 |
|
RU2163516C2 |
| УСТАНОВКА ДЛЯ ТРИБОСТАТИЧЕСКОГО НАПЫЛЕНИЯ ПОРОШКОВЫХ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 2001 |
|
RU2186631C1 |
| Распылительный пистолет | 1985 |
|
SU1310032A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 1998 |
|
RU2146563C1 |
| ГАЗОВЫЙ ПИСТОЛЕТ ХАСАНОВА | 1991 |
|
RU2086880C1 |
| РАСПЫЛИТЕЛЬНАЯ НАСАДКА, РАСПЫЛИТЕЛЬНОЕ УСТРОЙСТВО, КОМПЛЕКТ РАСПЫЛИТЕЛЬНЫХ НАСАДОК И СПОСОБ НАНЕСЕНИЯ ТЕКУЧЕЙ СРЕДЫ | 2019 |
|
RU2723169C1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ДЛЯ УСТАНОВОК ПОЖАРОТУШЕНИЯ ТОНКОРАСПЫЛЕННОЙ ПОД ВЫСОКИМ ДАВЛЕНИЕМ ЖИДКОСТЬЮ | 2013 |
|
RU2570756C2 |
| РАСПЫЛИТЕЛЬНАЯ НАСАДКА, СПОСОБ НАНЕСЕНИЯ МЕТАЛЛОНАПОЛНЕННОГО, НЕ СОДЕРЖАЩЕГО РАСТВОРИТЕЛЬ, ПОЛИМЕРНОГО ПОКРЫТИЯ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СИСТЕМА ДЛЯ НАНЕСЕНИЯ НА ПОДЛОЖКУ ПОКРЫТИЯ | 1998 |
|
RU2201808C2 |
| ЛЕГКО ОЧИЩАЮЩИЙСЯ ПИСТОЛЕТ-РАСПЫЛИТЕЛЬ | 2003 |
|
RU2380169C2 |





Изобретение относится к области нанесения покрытий при изготовлении и ремонте металлоконструкций, например коробчатых конструкций диафрагм и пролетных строений мостов, элементов конструкций корпусов судов. Головка распыления содержит внутреннюю полость и по меньшей мере две группы отверстий. Первая группа отверстий выполнена с возможностью создания распыляющего факела в виде конуса, основание которого направлено в сторону, противоположную направлению подачи жидкости, а последняя группа отверстий - распыляющего факела в виде конуса, основание которого направлено в сторону, совпадающую с направлением подачи жидкости во внутренней полости головки. При выполнении способа на одной из поверхностей конструкции создают сквозные отверстия, расположенные в узлах сетки, причем угловые отверстия расположены таким образом, чтобы расстояние от них до торцевых, потолочных и нижних поверхностей внутри полости составляло не более 0,7 радиуса следа распыляющего факела головки, а расстояние между отверстиями в узлах сетки составляет не более 1,4 радиуса следа факела. Производят нанесение антикоррозийного покрытия путем подачи защитного покрытия через головку распыления, установленную на жесткой насадке, при прямом и обратном поступательном движении головки, введенной в каждое отверстие, а отверстия после нанесения покрытия закрывают с помощью заглушки. При использовании гибкой насадки расстояние между отверстиями в узлах сетки по вертикали и от нижнего ряда отверстий до нижней поверхности составляет не более (L +0.7R), где L - длина опускаемой части гибкой насадки, a R - радиус следа распыляющего факела головки. Техническим результатом изобретений является нанесение покрытия пневматическим распылением на внутреннюю поверхность замкнутых полостей металлоконструкций, преимущественно балок коробчатого поперечного сечения любых габаритных размеров. 3 н. и 9 з.п. ф-лы, 8 ил.
| Способ нанесения антикоррозионных покрытий на внутренние поверхности длинномерных труб и устройство для его осуществления | 1990 |
|
SU1836987A1 |

