Изобретение относится к группе изобретений в области технологий изготовления интерьерно-облицовочных изделий из гипсовых материалов и может успешно использоваться при производстве строительных материалов.
Представлены способ изготовления высокохудожественных, архитектурно-выразительных, интерьерно-облицовочных изделий, например мозаики, из гипсовых вяжущих для облицовки стен и потолков, включающий в себя способ изготовления облегченных изделий из гипса с повышенной твердостью лицевой поверхности, обладающий высокой технологичностью и простотой исполнения изделий без применения сложного производственного оборудования и энергозатрат, а также износостойкая сверхпрочная форма для производства изделий из гипса, отличающаяся доступностью в изготовлении.
Предлагаемая технология позволяет быстро наладить производство облицовочных изделий из гипса в домашних условиях с минимальными затратами. Простейший способ изготовления форм для производства изделий любых размеров и конфигураций рисунков позволяет быстро регулировать объемы такого производства за счет возможности создания дополнительных рабочих мест без излишних денежных затрат на оборудование.
Известен способ изготовления облицовочных гипсовых изделий, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия. В качестве прокладки-матрицы используют целлофановую пленку, которую предварительно выдерживают в течение 0,5-3 минут в воде при температуре 30-50°С. Указанная обработка пленки обеспечивает получение на поверхности изделия декоративной фактуры под кожу.
Известна форма-матрица для изготовления строительных изделий с рельефным рисунком, содержащая полимерную оболочку и заполнитель. Полимерная оболочка выполнена антиадгезионной, а заполнитель - из цементно-песчаного бетона, содержащего ферромагниты в количестве 10-20%. Матрицу изготавливают по модели с заданным рельефным рисунком вначале в виде открытой емкости, повторяющей форму модели, затем в перевернутом виде - рельефом вниз, емкость заполняют композицией, состоящей из бетонной смеси и ферромагнитных тел, а после твердения бетона емкость закрывают плоской пленкой и матрицу используют при формовании строительных изделий.
Известна также форма для изготовления интерьерно-облицовочных изделий, выполненная целой с рельефным рисунком на поддоне, где в качестве матрицы использована объемно-пространственная полимерная прокладка, конгруэнтная рабочей поверхности формы, и она снабжена заплечиками, расположенными на бортах формы и охватывающими их снаружи по высоте формы, а форма снабжена съемной герметизирующей крышкой, выполненной с возможностью опирания ее на заплечики. В качестве водоотталкивающего состава используют нитроэмалевую краску. Смесь в форму заливают в количестве, превышающем ее объем на 15-20%. При этом форма выполнена из быстротвердеющего состава путем заливки его в установленную на основание перевернутую матрицу. При этом форма выполнена из гипса. При этом матрица выполнена из листовой пластмассы или из термоустойчивой полимерной пленки, а герметизирующая крышка - из толстого листового стекла, рифленого снизу. Все эти формы имеют ряд существенных недостатков, отрицательно влияющих на качество изделий из гипса, и делают процесс производства многооперационным, трудоемким и малоэффективным.
Во-первых, применение полимерной матричной прокладки из пленки ПВХ требует дополнительных затрат на производство форм, добавляя использование энергоемкого оборудования, не приемлемого в простых условиях, а полученная полимерная прокладка является тонким и хрупким изделием, которое после нескольких циклов изготовления изделий повреждается при воздействии герметизирующей крышки и быстро выходит из строя, следовательно, возобновление производства потребует дополнительных денежных и временных затрат. Во-вторых, в описанном случае применяется гипсовая подставка, что придает форме жесткость. Но фазовые преобразования гипсового раствора обязательно сопровождаются внутримолекулярным расширением, что не дает возможности извлекать изделия из гипсовой подставки. Применение же воздушного зазора между внутренними стенками гипсовой подставки и наружными стенками матричной прокладки из ПВХ требует дополнительных усилий и не позволяет производить изделия строгих размеров. Производимые таким способом изделия требуют существенной доработки вручную, т.е. подрезки. А тот факт, что во всех приведенных выше случаях заливка затворенного раствора в форму осуществляется одновременно и уплотняется герметизирующей крышкой, не может обеспечить устранение излишков влаги и воздуха, образующихся при замешивании, что впоследствии (при высыхании изделий) приводит к образованию скрытых раковин и пустот по всей площади изделия. Применение нитроэмалей на таких изделиях требует больших денежных затрат на эмаль и лаки (порядка 60-150 р. на 1 кв.м), т.к. скрытые пустоты поглощают краску неравномерно. Эти изделия требуется покрывать 4-6 раз. И, наконец, применение нитроэмалевого покрытия сводит на нет природные достоинства гипса впитывать и отдавать влагу, не разрушаясь, поддерживая благоприятный микроклимат внутри жилого помещения. Все эти недостатки существенно усложняют применение такого способа производства в простых условиях. Он требует существенного применения ручного труда и применения сложного энергоемкого оборудования при изготовлении матричных прокладок из ПВХ, полимерных пленок и нанесения покрытия. Новый способ целиком и полностью решает эти проблемы и делает производство гипсовых изделий доступным, безвредным и нетрудоемким в отличие от предыдущего.
Поставлена задача - разработать более экономичный способ изготовления изделий фигурной мозаики из гипса с повышенной твердостью лицевой поверхности для облицовки стен и потолков, отличающийся высокой технологичностью и простотой в исполнении, позволяющий при минимальных затратах обеспечить высокое качество производимых изделий с сохранением изначальных природных достоинств гипса. А также создать форму для производства интерьерно-облицовочных изделий из гипса, более износостойкую, доступную в исполнении даже в простых условиях без энергозатрат и применения сложных механизмов.
Поставленная задача решается тем, что приготовленная формовочная смесь из гипса и воды заливается в твердую форму, исполненную целиком из материала, обладающего более высокой прочностью, чем гипс и пленка ПВХ, при этом форма - не делимая на поддон и матричную прокладку. При этом весь процесс производства состоит из приготовления смеси, заливки ее в форму, уплотнения прижимной пластиной, выдержки до полного отвердения и извлечения готового изделия. Необходимо отметить, что производимые в таких формах изделия отличаются строгостью размеров и не требуют существенной дополнительной доработки вручную.
Для сохранения природных достоинств гипса и придания изделиям художественной выразительности в качестве покрытия используется однородный производимым изделиям состав. Монолитность структуры покрытия при этом достигается при полном отсутствии клеевых и лакокрасочных веществ за счет природного свойства отвердения гипса при воздействии воды. Такое монолитное декоративное покрытие позволяет гипсовым изделиям выполнять функцию контроля влажности окружающей среды. Необходимо отметить, что все процессы при таком способе производства изделий из гипса, включая изготовление форм, абсолютно безвредны и осуществимы в самых простых условиях.
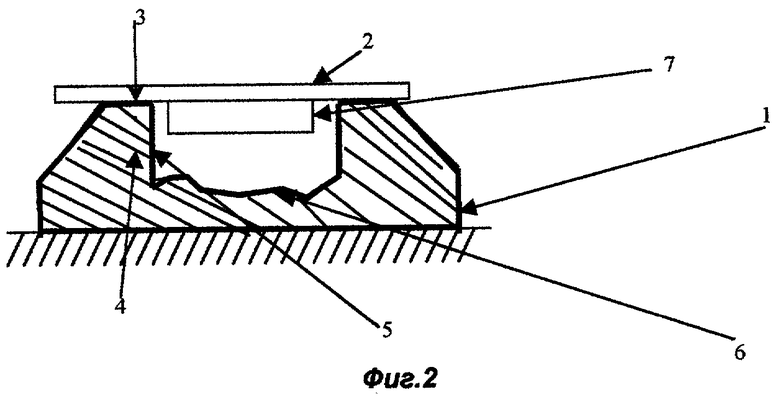
Сущность изобретения поясняется чертежами, где на фиг.1 изображен общий вид формы для изготовления интерьерно-облицовочных изделий из гипса. На фиг.2 - поперечный разрез формы, где 1 - форма, выполненная из твердого материала, 2 - прижимная пластина (стекло, пластик и т.д.), 3 - притирочная площадка, 4 - борта формы, 5 - внутренние стенки формы, 6 - фигурное дно формы, 7 - фигурная часть прижимной пластины.
Форма 1 выполнена целиком из материала, обладающего свойствами антиадгезии, низкой экзотермичностью, повышенными относительным удлинением и ударной вязкостью и позволяет полностью исключить деление формы на поддон и матрицу, что существенно сокращает ручной труд при изготовлении формы, операциях формования и извлечения изделий. Произведенные таким способом изделия не требуют ручной доработки, так как имеют строгие размеры. Высокая степень прочности формы полностью исключает риск ее повреждения прижимной пластиной в момент прессования. Наиболее доступным материалом для изготовления такой пластины является силикатное стекло или однородный с формой состав.
При изготовлении изделий рабочий объем формы может быть любых стандартных и нестандартных размеров и конфигураций с наличием выпуклых и вогнутых деталей рисунков любой сложности. Например, для изделия размером 120×120×60 с фигурными стенками и фигурной лицевой поверхностью. Предлагаемая форма изготавливается следующим образом:
1. Модель, изготовленную из любого плотного материала, обрабатывают гидрофобным составом, помещают в опалубку лицевой частью вверх.
2. Модель заливают веществом холодного отвердения и оставляют до полного затвердевания.
3. После 15-24 часов из готовой формы извлекают модель, при этом используется теплая вода, придающая форме эластичность.
Нужно отметить, что новая форма на всех этапах фазового преобразования гипса сохраняет твердое состояние лишь на последней стадии, сопровождаемой выделением тепла, становится эластичной, что дает возможность без лишних усилий извлечь готовое изделие. Так как дно формы прозрачное, легко осуществляется визуальный контроль всех процессов производства.
Материал, из которого отливается форма, производится по ТУ2257-153-18826195-99, не токсичен и разрешен к свободной продаже, обладает большим относительным удлинением и ударной вязкостью, практически, не подвергается износу и деформации, что гарантирует долговечность формы и высокое качество производимых изделий на всем протяжении ее эксплуатации.
Предлагаемый способ изготовления художественно- декоративных облицовочных изделий на основе гипсовых вяжущих, таких как облегченная мозаика, с повышенной твердостью лицевой поверхности и т.п., осуществляется следующим образом:
Сухие компоненты: гипсовое вяжущее и добавки затворяют водой и полученный раствор заливают в форму, причем заполняют лишь ½ часть объема формы, равномерно распределив раствор по всей площади формы. Это дает возможность свободного выхода воздушных пузырьков, образовавшихся при затворении раствора наружу. Оседание раствора способствует выходу лишней влаги наверх. Для изменения цвета в растворе может использоваться безвредный краситель пищевой и текстильной промышленности, после чего добавляют вторую часть раствора до общего количества, равного 3/4 объема формы, тем самым вытесняя избыточную влагу наружу.
Полученную массу уплотняют фигурной и прижимной пластинами до упора на притирочной площадке. Для получения наибольшей прочности лицевого слоя применяется средний промежуточный слой сухого гипсового вяжущего. Это позволяет получить густую консистенцию раствора, применяемого при формировании, т.к. сухой гипс вбирает излишки влаги из предыдущего слоя, что исключает образование скрытых раковин и пустот в процессе сушки изделий. Производимые таким способом изделия более качественны и имеют уплотненную, глянцевую структуру лицевой поверхности, чего невозможно достичь предыдущими способами формования, т.к. раствор такой консистенции практически нетекуч. Уменьшение процентного содержания воды и воздуха в растворе благоприятно влияет на фазовые превращения гипса в замкнутой среде применяемой формы. После окончания процесса застывания готовое изделие легко извлекается из формы, имеет большую прочность. Расход сырья при таком способе меньше на 15-25% в отличие от предыдущего способа, в котором для качественного уплотнения применяют избыточное количество раствора. Полученное таким способом изделие имеет более гладкую, плотную поверхность. Причем тыльная сторона изделий имеет четыре и более крепежные площадки, сформированные в результате применения фигурной пластины, исполненной с возможностью погружения в рабочий объем формы. После извлечения изделие просушивают в естественных условиях. Затем на лицевую поверхность наносят покрытие. Монолитная прочность получаемого таким образом покрытия основана на однородности его состава с изделием. Способ изготовления покрытия безвреден и целиком осуществим в домашних условиях, используя способность гипса к быстрому отвердению под воздействием влаги.
Использованная литература
1. Мерзляков В.М. «Этот всем необходимый гипс».
2. «Химия и жизнь» №10, 1989 г., стр.58-61. «Гипс и его применение в строительстве».
3. Всероссийская патентно-техническая библиотека. Авторское свидетельство СССР №564162, кл. В 28 В 11/00, 1977 г.
4. Всероссийская патентно-техническая библиотека. Авторское свидетельство СССР №903120, кл. В 28 В 11/08, 1982 г.
5. Всероссийская патентно-техническая библиотека. Авторское свидетельство СССР №841983, кл. В 28 В 11/00, 1981 г.
6. Всероссийская патентно-техническая библиотека. Авторское свидетельство СССР №95106219/03 (22) 28/04, 1995 г.
7. Всероссийская патентно-техническая библиотека. Авторское свидетельство RU №2087308С1, кл. 6 В 28 В 11/00 7/34.
8. Справочник НПЦ ЭПИТАЛ. г. Москва 2003 г.
Изобретение относится к группе изобретений в области технологий изготовления интерьерно-облицовочных изделий из гипсовых материалов и может успешно использоваться при производстве строительных материалов. Технический результат - разработать более экономичный способ изготовления изделий фигурной мозаики из гипса с повышенной твердостью лицевой поверхности для облицовки стен и потолков, отличающийся высокой технологичностью и простотой в исполнении, позволяющий при минимальных затратах обеспечить высокое качество производимых изделий с сохранением изначальных природных достоинств гипса. А также создать форму для производства интерьерно-облицовочных изделий из гипса, более износостойкую, доступную в исполнении даже в простых условиях без энергозатрат и применения сложных механизмов. Способ изготовления интерьерно-облицовочной фигурной мозаики из гипсовых вяжущих, включающий приготовление формовочной смеси, заливку ее в форму, выполненную целиком из твердого материала и оснащенную фигурной прижимной пластиной, выдержку до полного отвердения, извлечение, просушку изделия и нанесение декоративного покрытия, отличается тем, что раствор заливают в форму в количестве, меньшем рабочего объема формы, для увеличения твердости используют гидрофильный материал, а в качестве декоративного покрытия используют сухую смесь гипса. Износостойкая форма для изготовления интерьерно-облицовочных изделий из гипса отличается тем, что ее рабочая и опорная части целиком выполнены из твердого материала способом холодного формования, причем форма имеет прозрачное фигурное дно, фигурные внутренние стенки бортов и снабжена двойной прижимной пластиной, выполненной с возможностью опирания на притирочной площадке. 2 н. и 12 з.п. ф-лы, 2 ил.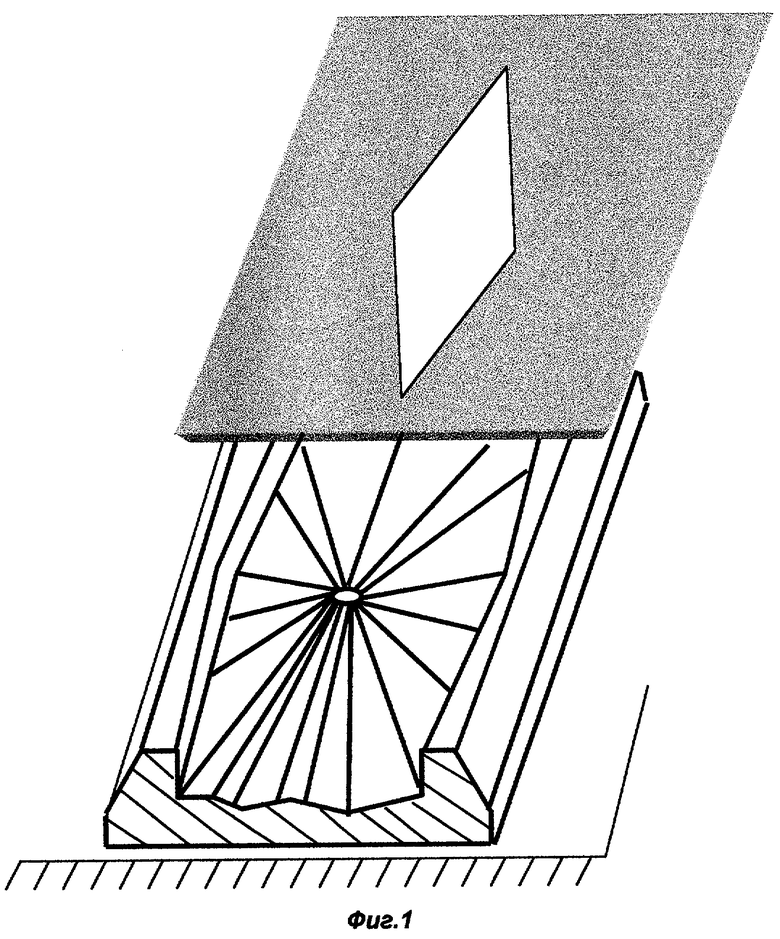
| Способ изготовления облицовочных гипсовых изделий | 1975 |
|
SU564162A1 |

