Изобретение относится к изготовлению пластиковых бутылок, выдуваемых в форму из разогретой заготовки с улучшенной конструкцией основания, обеспечивающее устойчивость бутылки и способность выдерживать внутреннее давление.
Известны формованные дутьевым способом контейнеры, в том числе и бутылки, способные выдерживать внутреннее давление за счет расположенных по окружности днища сегментов (лап), имеющих нижние опоры, на которых удерживается бутылка (патенты США: №3598270, №3727783, №375410, №3871541, №3935955, №4249667, №4267144, №4335821, №4368825, №4785950, №4850494, №4850493, №4867323, №4910054, №4785949).
Недостатком конструкции таких бутылок является то, что их основания подвержены изгибанию под действием давления.
Наиболее близким техническим решением является патент США №4276987, раскрывающий конструкцию нижней части бутылки, способной выдерживать значительные внутренние давления.
Для сохранения формы при внутреннем давлении бутылка может иметь форму днища в виде трех сопрягающихся сфер, причем внутренняя куполообразная сфера может иметь ребра жесткости в виде конусов. Отношение диаметров наружной и внутренней выпуклых сфер заявлено как: наружная сфера имеет радиус, равный 50 и 200% от диаметра бутылки, а диаметр выпуклой сферы составляет от 15 до 60% диаметра бутылки, причем радиус сопряжения наружной и внутренней сфер находится в пределах от 10 до 25% от диаметра бутылки. Бутылка может быть выдута из любого термопластичного полимера: полиэтилентерефталата (ПЭТФ), поливинилхлорида (ПВХ) и др.
Недостатком известной конструкции бутылки является деформация дна по радиусу сопряжения наружной и выпуклой внутренней сферы при создании давления внутри бутылки выше определенного предела, что приведет к изменению ее формы.
Известна форма для выдувного формования нагретой заготовки (патент РФ 2054356), предназначенная для получения сосуда, имеющего внутри куполообразное основание. Форма включает полость, имеющую формирующую основание часть, выполненную с центральным осевым углублением удлиненной формы, для взаимодействия с наружным осевым выступом заготовки удлиненной формы. Полость формы выполнена с наклоном в сторону углубления для обеспечения увеличения толщины стенки центральной куполообразной части сосуда.
К недостаткам известной формы относится необходимость применять специальный тип заготовки (преформы).
Задачей заявляемого изобретения является создание усовершенствованной пластиковой бутылки, имеющей устойчивое основание даже при воздействии внутреннего давления.
Достигается это за счет того, что пластиковая бутылка, выдуваемая в форму из разогретой заготовки содержит корпус, включающий цилиндрический участок диаметром Д, конический участок, горловину, примыкающую к коническому участку, и дно. Дно выполнено в виде пересекающихся сфер - наружной радиуса R1, равного половине диаметра Д цилиндрической части бутылки, и внутренней радиуса R2, составляющего 65-90% от радиуса R1. Внутренняя сфера заходит в наружную на высоту Н, которая составляет 20-70% от радиуса R2 внутренней сферы. Область схождения сфер выполнена в виде кольца, образующего плоскость касания бутылки с горизонтальной поверхностью. На наружной поверхности внутренней сферы симметрично оси бутылки расположены выпуклые ребра жесткости и имеется сферическое углубление радиуса R3, составляющего 10-20% от радиуса R1, и направленное выпуклой частью к плоскости касания дна бутылки с поверхностью.
За счет изготовления полимерных бутылок из двухосно-ориентированного полимера, в частности полиэтилентерефталата (ПЭТФ), путем выдувного формования из разогретой заготовки в форму с возможностью регулирования температуры и время нагрева заготовки по зонам, расположенным вдоль ее высоты, можно регулировать толщину стенок выдуваемой бутылки по всей ее высоте, задавая нужную прочность различным частям бутылки.
Основание бутылки за счет двух пересекающихся сфер, область схождения которых выполнена в виде кольца, образующего плоскость касания бутылки с горизонтальной поверхностью, дает возможность получения устойчивой конструкции основания бутылки.
Данная задача также достигается за счет формы для получения дна бутылки путем выдувного формования из нагретой заготовки, имеющей внутри куполообразное дно. Для формирования на дне бутылки кольца и плоскости касания бутылки с горизонтальной поверхностью, в нижней части формы выполнена кольцевая проточка высотой не более 200% и шириной не более 400% от толщины дна бутылки в зоне касания с горизонтальной поверхностью. Верхний край кольца проточки смещен на расстояние не более 150% от значения толщины дна бутылки в зоне касания с горизонтальной поверхностью в сторону от центра формы.
Смещение необходимо для того, чтобы сформировать кольцо при растяжении дна заготовки в процессе выдува бутылки.
Заявляемая конструкция бутылки выдерживает давление сжатого воздуха 420-450 кПа без видимых изменений геометрических размеров.
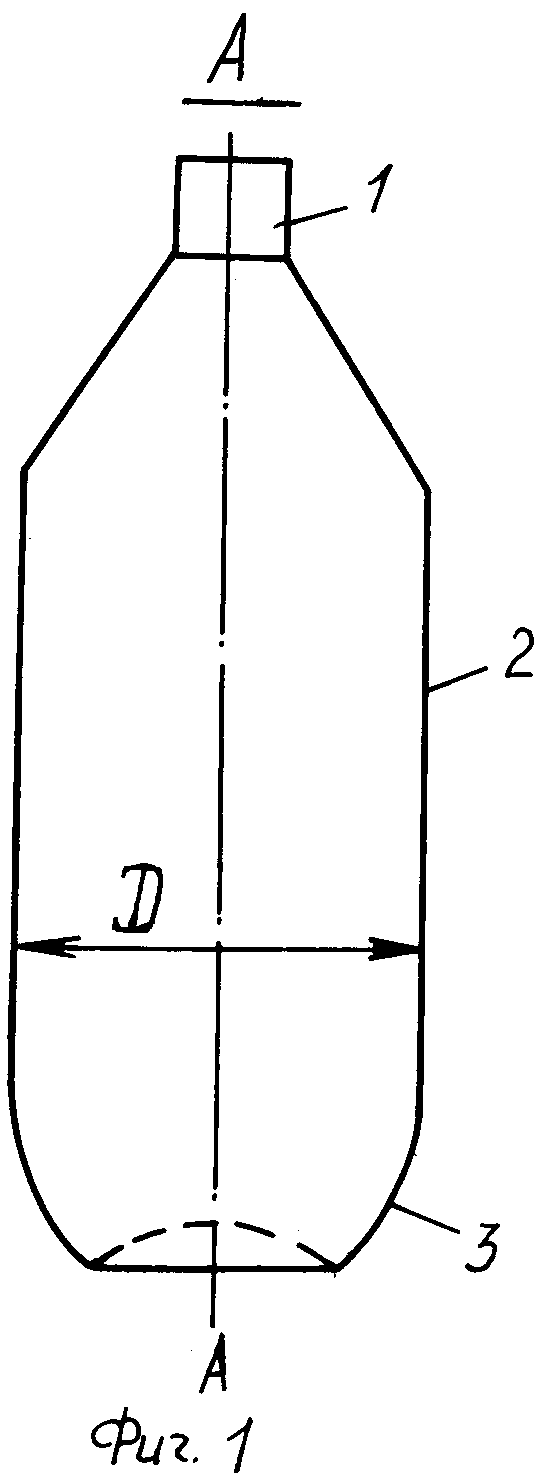
На фиг.1 изображена пластиковая бутылка.
На фиг.2 изображена конструкция дна заявляемой бутылки.
На фиг.3 изображено распределение толщин стенки бутылки в сечении по ребру жесткости.
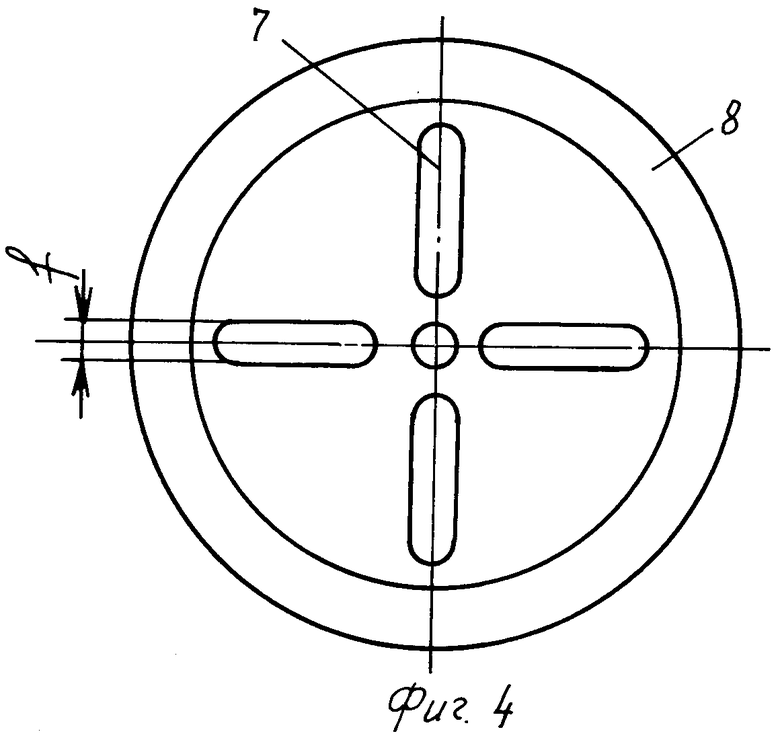
На фиг.4 (вид снизу) изображен один из вариантов расположения ребер.
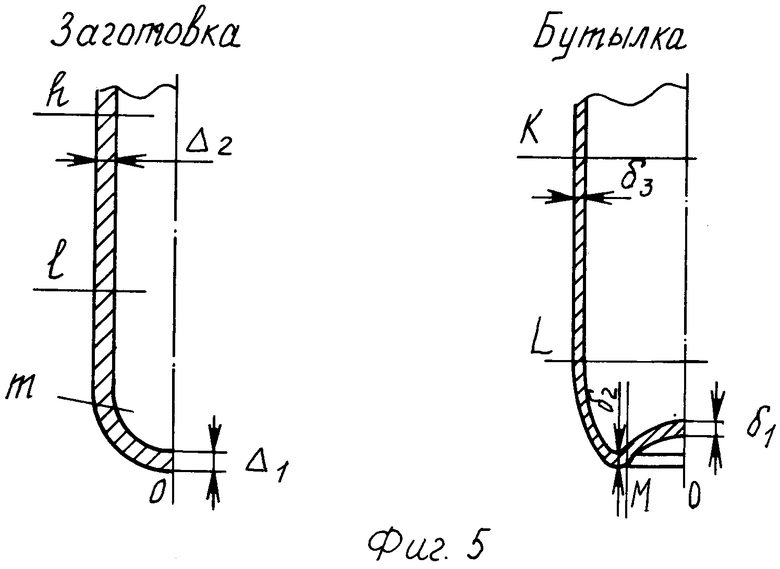
На фиг.5 изображены нижние части сечения выдуваемой заготовки и бутылки.
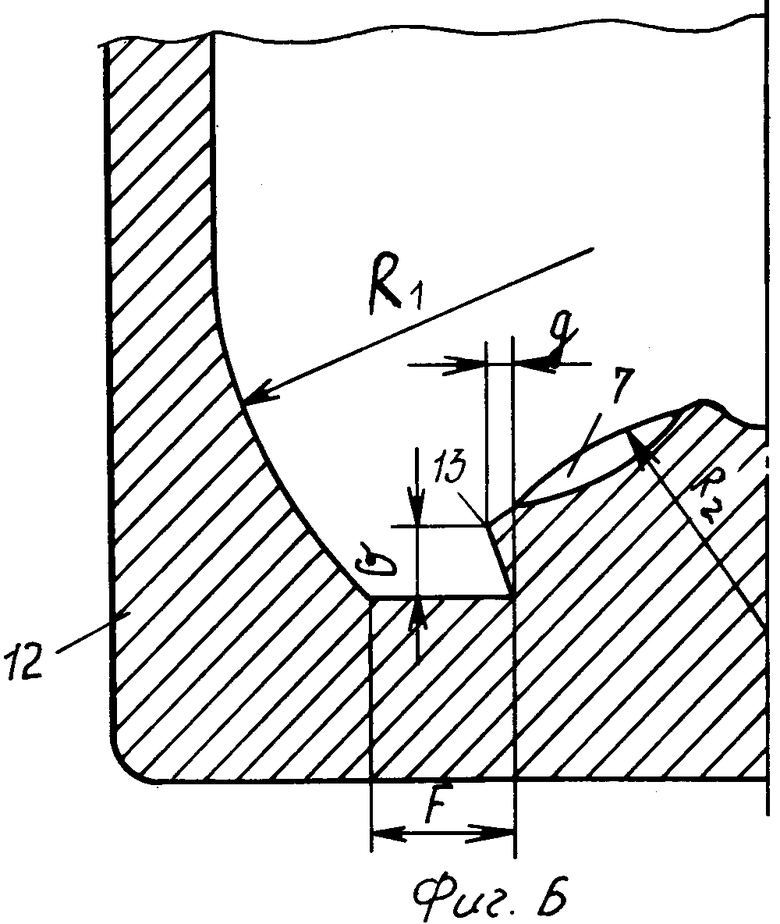
На фиг.6 изображена нижняя часть формы для получения дна бутылки.
Пластиковая бутылка выполнена симметрично относительно центральной оси А-А, имеет: горлышко 1, предназначенное для укупоривания бутылки и наполнения ее продуктом, часть цилиндрического тела 2 диаметром Д, вытянутого вокруг цилиндрической оси А-А и дна 3, выполненного заодно с цилиндрической частью, смыкаясь с нижним краем последней. Конструкция и толщина стенок заявляемого дна делает бутылку более устойчивой за счет усиления области схождения наружной и внутренней сфер дна и за счет ребер жесткости на наружной стороне внутренней сферы. Это позволяет исключить опрокидывание бутылки перед ее наполнением на загрузочной (питающей) линии и выдерживать внутреннее давление после заполнения.
Дно заявляемой бутылки выполнено в виде двух пересекающихся сфер: наружной 4 и внутренней 5. Наружная сфера имеет радиус R1, равный 50% от диаметра Д цилиндрической части бутылки.
Внутренняя сфера 5 обращена выпуклостью к горлышку бутылки и имеет радиус кривизны R2 в пределах от 65% до 90% от радиуса R1. Внутренняя сфера заходит в наружную на высоту Н, составляющую от 20 до 70% от радиуса R2. На наружной поверхности внутренней сферы 5 имеется сферическое углубление радиусом R3 для центрирования штока выдувной машины. Радиус R3 составляет от 10 до 20% от радиуса внутренней сферы R2.
Область схождения сфер 4 и 5 выполнена в виде кольца 6, образующего плоскость касания бутылки с горизонтальной поверхностью 8. Высота кольца h со стороны дна бутылки составляет от 90 до 120% от толщины дна бутылки в зоне касания с горизонтальной плоскостью, а ширина кольца b с внутренней стороны бутылки составляет не больше 200% от толщины дна бутылки в зоне касания с горизонтальной плоскостью. С наружной стороны внутренней сферы 5 может быть выполнено до 10 выпуклых ребер жесткости 7, расположенных симметрично относительно центральной оси бутылки.
Вариант с расположением четырех выпуклых ребер жесткости 7 показан на фиг.4
Ширина f ребра жесткости 7 составляет от 200 до 400% от толщины дна бутылки в зоне контакта с горизонтальной плоскостью. Расположение ребер жесткости 7 относительно образующей внутренней сферы 5 показано на фиг.3. Ребра жесткости 7 по образующей сферы 5 не доходят до центральной оси бутылки на расстояние d, составляющее от 500 до 1000% от толщины дна бутылки в зоне касания с горизонтальной плоскостью, а до края кольца 6 - на расстояние от 100 до 200% от той же толщины.
Толщина внутренней сферы 5 постепенно уменьшается от δ1 на центральной оси бутылки к зоне 8 касания бутылки с горизонтальной плоскостью толщиной δ2 и далее по наружной сфере 4 от δ2 до толщины цилиндрической части бутылки δ3 (см.фиг.3). Причем, толщина δ3 цилиндрической части бутылки составляет от 30 до 80% от толщины δ2 дна бутылки в зоне касания с горизонтальной поверхностью, а толщина δ1 внутренней сферы 5 на центральной оси бутылки составляет от 120 до 300% толщины δ2. Переход с толстой стенки на тонкую осуществляется плавно.
Получение данного соотношения толщин и большей степени ориентации полимера в нижней части бутылки обеспечивается разогревом до различных температур отдельных частей заготовки 10 перед выдувом бутылки 11 (см.фиг.5). Заготовка разбита на сегменты om, ml и lk, соответствующие после выдува и растяжения определенным сегментам бутылки ОМ, ML и LK. Перед выдувом заготовка разогревается до пластичного состояния, но определенные ее части разогреваются до заданных температур. Если принять температуру сегмента заготовки lk за 100%, то сегмент ml разогревают до температуры в пределах от 65 до 80%, а сегмент om - в пределах от 50 до 70%. Предпочтительно, чтобы заготовка 10 имела соотношение толщины стенки Δ1 в нижней сферической части к толщине стенки Δ2 в цилиндрической части от 0,6 до 0,8.
Для формирования на бутылке кольца 6 и плоскости касания бутылки с горизонтальной поверхностью 8 в нижней части формы для выдува 12 (фиг.6), делается кольцевая проточка шириной F и высотой Q, верхний край 13 которой смещен в сторону от центра формы на расстояние g. Величина ширины проточки F составляет не более 400% от толщины дна бутылки в плоскости касания с горизонтальной поверхностью; высота - не более 200%, а смещение g - не более 150% от того же размера. Смещение g необходимо для того, чтобы сформировать кольцо 6 при растяжении дна заготовки 10 в процессе выдува бутылки 11.
Была изготовлена партия бутылок объемом 660 мл из заготовок весом 37,5 г, длиной 135 мм и диаметром цилиндрической части 27 мм с использованием аморфного полиэтилентерефталата промышленного назначения, имеющего характеристическую вязкость 0,8±0,02. Толщина стенки заготовки в цилиндрической части составляла 3,08 мм, а толщина дна 2,16 мм.
Заготовка устанавливалась в печь нагрева карусельного типа с шестью зонами нагрева, расположенными вдоль ее высоты, и разогревалась до достижения следующих температур по зонам, считая от горла заготовки: T1=130°, Т2=145°, Т3=120°, Т4=115°, Т5=87°, Т6=65°.
Нагретую заготовку перемещали в разъемную форму, состоящую из двух половинок, растягивали стержнем до дна формы, расширяли путем создания избыточного давления воздуха 600-1000 кПа в течение 0,1- 0,2 с, затем для окончательного формирования бутылки, вторично подавали воздух в течение 1,5-3 с при избыточном давлении 1800-2200 кПа, после чего в форму подавалась холодная вода для охлаждения сформованной бутылки.
Изготовленная бутылка имела толщину стенки цилиндрической части 0,4-0,45 мм, толщину стенки в плоскости касания бутылки с горизонтальной поверхностью 1,0-1,2 мм, а толщина внутренней сферы по центральной оси составила 1,8-1,9 мм. Бутылка без видимых изменений геометрических размеров выдерживала давление сжатого воздуха 420-450 кПа и имела следующие размеры при шести ребрах жесткости:
Заявляемая пластиковая бутылка имеет повышенные прочностные показатели, обладает хорошей устойчивостью за счет данной конструкции основания и пригодна для упаковки пива и сильно газированных напитков.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИКОВАЯ БУТЫЛКА | 2004 |
|
RU2340521C2 |
| МНОГОСЛОЙНАЯ БУТЫЛКА | 2006 |
|
RU2414352C2 |
| СЖИМАЕМАЯ БУТЫЛКА, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДЛЯ ТАКОЙ БУТЫЛКИ И СИСТЕМА ВЫДАЧИ БУТЫЛОК, НАПОЛНЕННЫХ НАПИТКОМ | 2010 |
|
RU2524001C2 |
| ЗАГОТОВКА, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ БУТЫЛОК | 2006 |
|
RU2404053C1 |
| ИЗВЛЕКАЮЩИЙ МЕХАНИЗМ ДЛЯ ЗАХВАТА ОТФОРМОВАННОЙ БУТЫЛКИ | 2002 |
|
RU2293713C2 |
| ИЗВЛЕКАЮЩИЙ МЕХАНИЗМ ДЛЯ ЗАХВАТА ОТФОРМОВАННОЙ БУТЫЛКИ | 2002 |
|
RU2293714C2 |
| ИЗВЛЕКАЮЩИЙ МЕХАНИЗМ ДЛЯ ЗАХВАТА ОТФОРМОВАННОЙ БУТЫЛКИ | 2002 |
|
RU2291121C2 |
| ПРЕФОРМА ИЗ ПЛАСТИКОВОГО МАТЕРИАЛА С ОБЛЕГЧЕННЫМ ЗАКРЫТЫМ КОНЦОМ | 2014 |
|
RU2719178C2 |
| ПЛАСТМАССОВАЯ БУТЫЛКА | 2003 |
|
RU2299162C2 |
| БУТЫЛКА | 2017 |
|
RU2677152C2 |

Изобретение относится к изготовлению пластиковых бутылок, выдуваемых в форму из разогретой заготовки с улучшенной конструкцией основания. Изготавливают полимерные бутылки из двухосно-ориентированного полимера, в частности полиэтилентерефталата (ПЭТФ), выдуванием разогретой заготовки в форму с возможностью регулирования температуры и времени нагрева заготовки по зонам, расположенным вдоль ее высоты, что позволяет изменять толщину стенок выдуваемой бутылки по всей ее высоте, задавая нужную прочность различным частям бутылки. Дно бутылки выполнено из двух пересекающихся сфер, область схождения которых выполнена в виде кольца, образующего плоскость касания бутылки с горизонтальной поверхностью. Кольцо формируется при растяжении дна заготовки, для чего в нижней части формы для выдува бутылок делается кольцевая проточка с заданной высотой и шириной, верхний край которой смещен в сторону от центра формы. Пластиковая бутылка имеет повышенные прочностные показатели, обладает хорошей устойчивостью за счет данной конструкции основания и пригодна для упаковки пива и сильно газированных напитков. 2 н. и 4 з.п. ф-лы, 6 ил.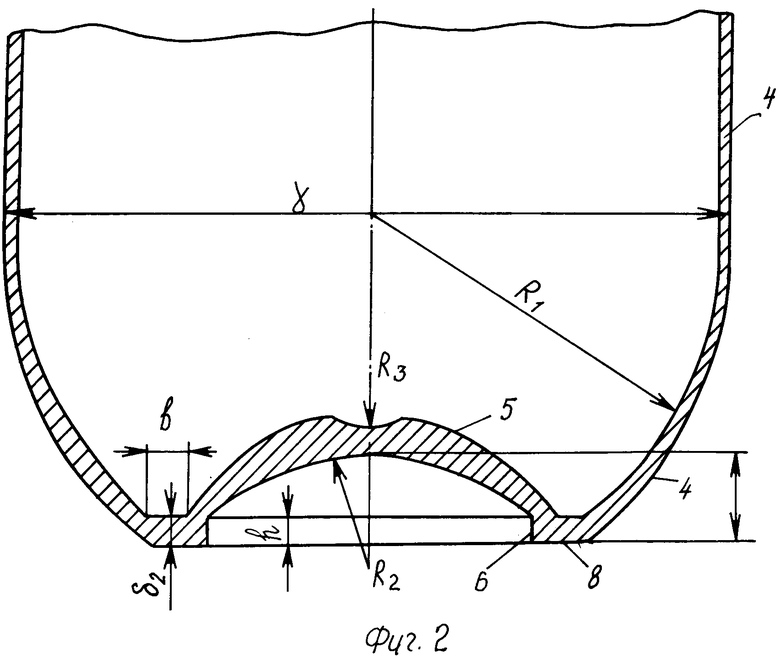
| US 4525401 А, 25.06.1985 | |||
| US 4276987 А, 07.07.1981 | |||
| US 4174782 A, 20.11.1979 | |||
| US 3881621 A, 06.05.1975 | |||
| FE 1119542 А, 15.01.1965 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОНСЕРВОВ "БИТОЧКИ С СОУСОМ СМЕТАННЫМ С ЛУКОМ" | 2013 |
|
RU2508004C1 |
| US 4892205 A, 09.01.1999 | |||
| ЗАГОТОВКА ДЛЯ ВЫДУВНОГО ФОРМОВАНИЯ СОСУДА, СОСУД МНОГОРАЗОВОГО ИСПОЛЬЗОВАНИЯ И ВЫДУВНАЯ ФОРМА | 1990 |
|
RU2054356C1 |

