Настоящее изобретение относится к способам предотвращения расслоения многослойных бутылок, обладающих хорошей газоизоляционной способностью, и, более конкретно, к способам предотвращения расслоения многослойных бутылок после их заполнения, при транспортировке либо после удара при падении путем повышения прочности межслойного сцепления между наиболее внутренним или наиболее наружным слоем и промежуточным слоем, сформированным между ними. Кроме того, настоящее изобретение относится к многослойным бутылкам, не подверженным расслоению между такими слоями, даже когда форма бутылок имеет меньше неровностей и меньше изгибов и обеспечивает большую свободу выбора ее дизайна.
В настоящее время пластиковая тара (бутылки и т.д.), изготовленная в основном из полиэфиров, таких как полиэтилентерефталат (ПЭТФ), широко используется в качестве емкостей для чаев, фруктовых соков, газированных напитков и т.д. В общем объеме такой пластиковой тары доля пластиковых бутылок небольшого размера увеличивается год от года. В целом, по мере того как размер бутылки уменьшается, площадь ее поверхности на единицу объема проявляет тенденцию к повышению. Следовательно, продолжительность сохранения вкуса в бутылках небольшого размера сокращается. В последние годы на рынке появилось пиво, подверженное воздействию кислорода и света, а также горячий чай, расфасованные в пластиковые бутылки. Таким образом, с учетом тенденции все более широкого использования пластиковой тары требуется дальнейшее улучшение ее газоизоляционных свойств.
Для того чтобы удовлетворить вышеупомянутое требование по приданию пластиковым бутылкам хороших газоизоляционных свойств, были разработаны многослойные бутылки, изготавливаемые из полиэфирного термопластика и газонепроницаемого пластика, из смесей, бутылки с нанесенным на них барьерным слоем, полученным путем формирования углеродного покрытия, осажденного покрытия или покрытия из барьерного пластика на однослойной бутылке, изготовленной из полиэфирного термопластика, и т.д.
Известны многослойные бутылки, изготовленные способом двухосного ориентированного формования раздувом трех- или пятислойной заготовки (черновая форма), полученной путем инжектирования полиэфирного термопластика, такого как ПЭТФ, для формирования наиболее внутреннего и наиболее наружного слоев, и термопластичного газонепроницаемого пластика, такого как поли-м-ксилиленадипамид (полиамид MXD6), в полость литейной формы.
Кроме того, были разработаны и использованы в многослойных бутылках пластики, способные поглощать кислород, для поглощения кислорода внутри емкости с одновременным предотвращением проникновения кислорода за ее пределы. Поглощающие кислород бутылки предпочтительно имеют форму многослойной бутылки, включая газонепроницаемый слой, изготовленный из полиамида МХD6, к которому подмешан катализатор на основе переходного металла, с точки зрения скорости поглощения кислорода, прозрачности, прочности, формуемости и т.д.
Вышеупомянутые многослойные бутылки используют в качестве емкостей для пива, чая, газированных напитков и т.д. благодаря их высокой газонепроницаемости. При использовании многослойных бутылок для вышеуказанных целей их содержимое способно сохранять хорошее качество при более длительном сроке хранения. С другой стороны, многослойные бутылки проявляют тенденцию к расслаиванию между различными слоями пластика, например между наиболее внутренним или наиболее наружным слоем и промежуточным газонепроницаемым слоем, что приводит к существенному снижению их коммерческой ценности. В частности, при изготовлении многослойных бутылок неправильной формы с целью придания им хороших технологических свойств или повышения их прочности обычно возникает проблема, заключающаяся в том, что неровные участки бутылок подвергаются расслоению.
Для решения вышеупомянутых проблем был предложен способ, согласно которому при окончательном инжектировании пластика в полость литейной формы для формирования крайних внутренних или крайних наружных слоев определенное количество пластика подают в обратном направлении по отношению к боковой стороне промежуточного газонепроницаемого слоя при помощи устройства для реверсирования потока для получения заготовки, содержащей крупные частицы смешанного пластика, введенные между слоями для повышения стойкости к расслаиванию получаемой многослойной бутылки (см. Патентный документ 1). Однако для осуществления такого способа необходимо использовать специальное устройство. Был также предложен способ получения многослойной бутылки путем ориентированного формования раздувом, согласно которому заготовку после формования раздувом сжимают при нагревании, а затем вновь подвергают формованию раздувом при высоком давлении (см. Патентный документ 2). Однако обычными недостатками данного способа являются дефектная форма получаемого продукта формовки, сложная длительная процедура и недостаточное сопротивление расслаиванию.
Патентный документ 1: JP 2000-254963A
Патентный документ 2: JP 2001-206336A
Задача настоящего изобретения состоит в решении вышеописанных проблем и получение многослойной бутылки, не подверженной расслоению при падении или ударе, которой не требуется придавать специфические формы с меньшим количеством неровностей или изгибов для ингибирования расслоения и которая имеет большую свободу выбора дизайна.
В результате обширных и интенсивных исследований, касающихся стойкости к расслоению многослойных бутылок, авторы данного изобретения обнаружили, что при регулировании толщины барьерного слоя в бутылке до определенного диапазона энергия, сообщаемая барьерному слою в результате удара, сильно снижается, а при регулировании степени ориентации барьерного слоя до определенного диапазона прочность межслойного сцепления получаемой многослойной бутылки повышается, благодаря чему бутылка не расслаивается при падении и т.д. Кроме того, было обнаружено, что при формировании неровных участков многослойной бутылки специфической формы энергия, сообщаемая барьерному слою после удара, сильно снижается, а получаемая многослойная бутылка не подвержена расслаиванию после удара в результате падения и т.д. Настоящее изобретение было разработано на основе данных открытий.
Таким образом, настоящее изобретение относится к многослойной бутылке, содержащей цилиндрическую часть, включающую наиболее наружный слой, наиболее внутренний слой и по меньшей мере один барьерный слой, расположенный между наиболее наружным слоем и наиболее внутренним слоем, при этом наиболее наружный слой и наиболее внутренний слой в основном сформованы из полиэфирного термопластика, полученного полимеризацией дикарбоновой кислоты, содержащей 80 мол.% или более терефталевой кислоты, с диолом, содержащим 80 мол.% или более этиленгликоля; при этом многослойная бутылка одновременно удовлетворяет требованиям, представленным следующими формулами (1)-(3):
(1) OTR ≤ 0,2 см3·мм/(м2·день·атм)
где OTR представляет среднюю скорость передачи кислорода барьерного слоя цилиндрической части, измеренную при температуре 23°С и относительной влажности 60%;
(2) 20 ≤ (Средняя степень ориентации барьерного слоя цилиндрической части) ≤ 45
где степень ориентации представляет величину, рассчитанную на основании показателей преломления барьерного слоя, измеренную при температуре 23°С при помощи рефрактометра Аббе согласно следующей формуле:
Степень ориентации = [{n(x) + n(y)}/2 - n(z)] × 1000
где n(x) представляет показатель преломления барьерного слоя в направлении высоты бутылки; n(y) представляет показатель преломления барьерного слоя в направлении окружности бутылки; а n(z) представляет показатель преломления барьерного слоя в направлении ее толщины; и
(3) 0 ≤ b/a × 100 ≤ 200
где “a” представляет среднюю толщину (в микронах) барьерного слоя цилиндрической части; а “b” представляет среднюю толщину (в микронах) барьерного слоя нижней части бутылки,
при этом в вышеприведенных соответствующих формулах нижняя часть представляет собой часть от основания бутылки до положения, соответствующего 20% высоты между основанием и отверстием бутылки; цилиндрическая часть представляет собой часть, за исключением основания, которая имеет наружный диаметр, соответствующий 80% или более максимального наружного диаметра основания; а основание представляет собой часть, контактирующую с полом, когда бутылка стоит на нем вертикально.
Далее, настоящее изобретение относится к многослойной бутылке, включающей наиболее наружный слой, наиболее внутренний слой и по меньшей мере один барьерный слой, расположенный между наиболее наружным слоем и наиболее внутренним слоем, при этом многослойная бутылка имеет на боковой поверхности своей стенки по меньшей мере один вогнутый участок и/или по меньшей мере один выпуклый участок; наиболее наружный слой и наиболее внутренний слой в основном сформованы из полиэфирного термопластика, полученного полимеризацией дикарбоновой кислоты, содержащей 80 мол.% или более терефталевой кислоты, с диолом, содержащим 80 мол.% или более этиленгликоля; а вогнутый участок одновременно удовлетворяет следующим требованиям (4)-(6):
(4) угол (Аа) между касательной линией дна вогнутого участка и касательной линией боковой поверхности вогнутого участка составляет 100° или более;
(5) угол (Ab) между касательной линией боковой поверхности бутылки и касательной линией боковой поверхности вогнутого участка составляет 80° или менее;
(6) глубина (Ас) вогнутого участка составляет 10% или менее от наружного диаметра участка, включающего вогнутый участок, и выпуклый участок одновременно удовлетворяет следующим требованиям (7)-(9):
(7) угол (Ва) между касательной линией боковой поверхности бутылки и касательной линией боковой поверхности выпуклого участка составляет 100° или более;
(8) угол (Bb) между касательной линией вершины выпуклого участка и касательной линией боковой поверхности вогнутого участка составляет 80° или менее;
(9) высота (Вс) выпуклого участка составляет 10% или менее от наружного диаметра участка, включающего вогнутый участок.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет вертикальный вид в разрезе, показывающий вогнутый участок многослойной бутылки по изобретению.
Фиг.2 представляет вертикальный вид в разрезе, показывающий выпуклый участок многослойной бутылки по изобретению.
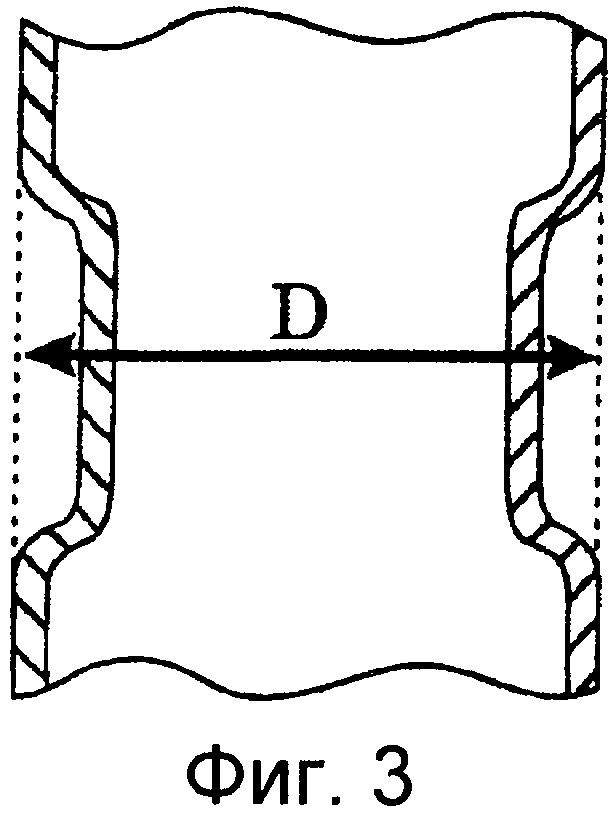
Фиг.3 представляет вертикальный вид в разрезе, схематически показывающий наружный диаметр цилиндрического участка многослойной бутылки, содержащей вогнутый участок на цилиндрическом участке, на котором бутылка, имеющая боковую стенку с одним слоем, изображена для удобства.
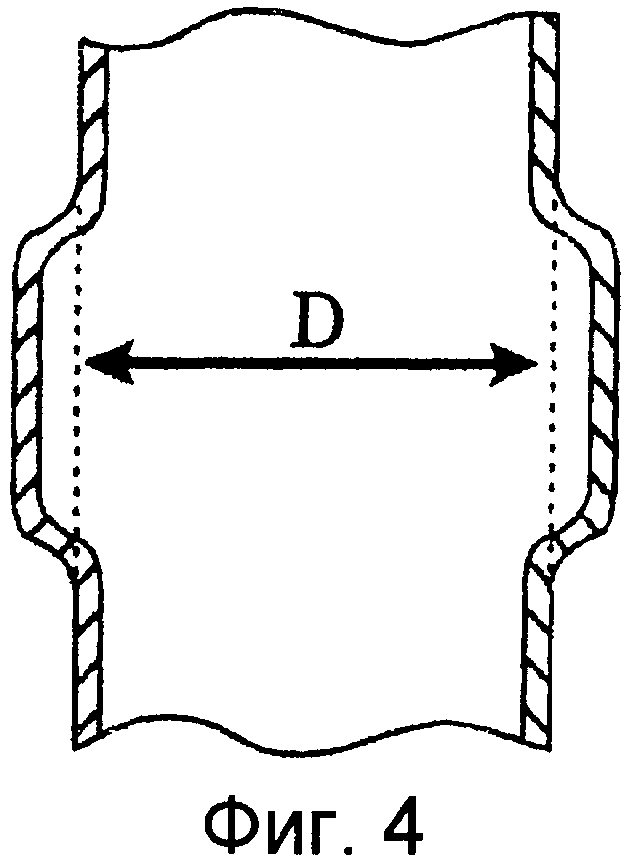
Фиг.4 представляет вертикальный вид в разрезе, схематически показывающий наружный диаметр цилиндрического участка многослойной бутылки, содержащей выпуклый участок на цилиндрическом участке, на котором бутылка, имеющая боковую стенку с одним слоем, изображена для удобства.
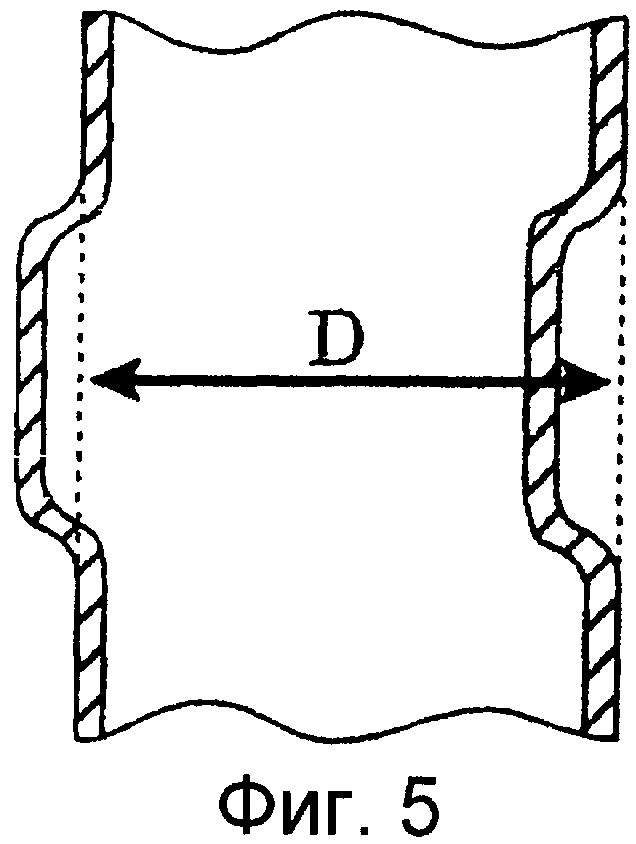
Фиг.5 представляет вертикальный вид в разрезе, схематически показывающий наружный диаметр цилиндрической части многослойной бутылки, содержащей вогнутый и выпуклый участки в цилиндрической части, на котором бутылка, имеющая боковую стенку с одним слоем, изображена для удобства.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Полиэфирный термопластик, используемый для образования наиболее наружного слоя, наиболее внутреннего слоя и, возможно, части промежуточного слоя многослойной бутылки по изобретению, представляет собой полиэфирную смолу (в дальнейшем называемую просто “полиэфир А”), полученную полимеризацией дикарбоновой кислоты, содержащей терефталевую кислоту в количестве, составляющем 80 мол.% или более, предпочтительно - 90 мол.% или более (включая 100 мол.%) терефталевой кислоты, с диолом, содержащим этиленгликоль в количестве, составляющем 80 мол.% или более, предпочтительно - 90 мол.% или более (включая 100 мол.%).
Полиэфир А, используемый в настоящем изобретении, предпочтительно представляет собой полиэтилентерефталат. Полиэтилентерефталат имеет высокую прозрачность, механическую прочность, литьевую формуемость и формуемость при раздуве и вытяжке.
Примеры дикарбоновых кислот, отличных от терефталевой кислоты, которые могут содержаться в таком компоненте, как дикарбоновокислотный компонент, включают изофталевую кислоту, дифениловый эфир-4,4-дикарбоновую кислоту, нафталин-1,4- или -2,4-дикарбоновую кислоту, адипиновую кислоту, себациновую кислоту, декан-1,10-карбоновую кислоту и гексагидротерефталевую кислоту. Примеры диолов, отличных от этиленгликоля, которые могут содержаться в таком компоненте, как диол, включают пропиленгликоль, 1,4-бутандиол, неопентилгликоль, диэтиленгликоль, циклогександиметанол, 2,2-бис(4-гидроксифенилпропан) и 2,2-бис(4-гидроксиэтоксифенил)пропан. Кроме того, оксикислоты, такие как п-оксибензойная кислота, также могут быть использованы в качестве сырьевого мономера полиэфира А.
Полиэфир А имеет характеристическую вязкость, составляющую от 0,55 до 1,30, предпочтительно - от 0,65 до 1,20. Когда полиэфир А имеет характеристическую вязкость, составляющую 0,55 или более, может быть получена не только прозрачная аморфная многослойная заготовка, но и многослойная бутылка, имеющая удовлетворительную механическую прочность. Также когда полиэфир А имеет характеристическую вязкость, составляющую 1,30 или менее, многослойная бутылка может быть легко сформована из него без ухудшения вязкости после формования.
Кроме того, полиэфир А, из которого в основном сформированы наиболее наружный или наиболее внутренний слой многослойной бутылки, также может содержать другие термопластиковые или иные добавки при условии, что они не оказывают отрицательного действия на ожидаемые результаты настоящего изобретения. В таком случае наиболее наружный или наиболее внутренний слой предпочтительно содержит полиэфир А в количестве, составляющем 90 вес.% или более (включая 100 вес.%). Примеры других термопластиков включают полиэфирные термопластики, такие как полиэтилен-2,6-нафталиндикарбоксилат, пластики на основе полиолефинов, поликарбонаты, полиакрилонитрил, поливинилхлорид и полистирол. Примеры добавок включают поглотители ультрафиолетового излучения, поглотители кислорода, красящие вещества и поглотители инфракрасного излучения (добавки для повторного нагревания) для ускорения нагревания заготовки и сокращения времени цикла после формования.
Многослойная бутылка по изобретению одновременно удовлетворяет требованиям, представленным следующими формулами (1)-(3):
(1) OTR ≤ 0,2 см3·мм/(м2·день·атм)
где OTR представляет среднюю скорость передачи кислорода барьерного слоя цилиндрической части;
(2) 20 ≤ DOR ≤ 45
где DOR представляет среднюю степень ориентации барьерного слоя цилиндрической части; и
(3) 0 ≤ b/a × 100 ≤ 200
где “a” представляет среднюю толщину (в микронах) барьерного слоя цилиндрической части; а “b” представляет среднюю толщину (в микронах) барьерного слоя нижней части бутылки.
В настоящем изобретении “нижняя часть” представляет собой часть от основания бутылки до положения, соответствующего 20% высоты между основанием и отверстием бутылки; “цилиндрическая часть” представляет собой часть, за исключением основания, которая имеет наружный диаметр, соответствующий 80% или более максимального наружного диаметра основания; а “основание” представляет собой часть, контактирующую с полом, когда бутылка стоит на нем вертикально. Наружный диаметр соответствующих частей означает диаметр, когда цилиндрическая часть или основание имеет круглую форму поперечного сечения, или длину диагональной линии, когда такие участки имеют полигональное поперечное сечение, такое как квадрат или шестиугольник. Наружный диаметр основания может быть измерен путем нанесения краски на нижнюю поверхность бутылки и прижимания нижней поверхности к бумаге и т.д. Как показано на Фиг.3-5, в настоящем изобретении, когда выпуклый участок и/или вогнутый участок формуют на цилиндрической части бутылки с целью сохранения высокой прочности и т.д., длина, соответствующая наружному диаметру воображаемой цилиндрической части, сформованной при условии, что цилиндрическая часть не имеет ни выпуклой, ни вогнутой части, считается наружным диаметром цилиндрической части бутылки.
Скорость передачи кислорода (OTR) барьерного слоя цилиндрической части измеряют при температуре 23°С и относительной влажности (RH), составляющей 60%. OTR предпочтительно составляет 0,15 см3·мм/(м2·день·атм) или менее, более предпочтительно - 0,10 см3·мм/(м2·день·атм) или менее, и еще более предпочтительно - 0,08 см3·мм/(м2·день·атм) или менее. Когда величина OTR барьерного слоя цилиндрической части находится в рамках вышеуказанного диапазона, полученная многослойная бутылка имеет хорошие газоизоляционные свойства и способна продлить срок годности заключенного в ней содержимого.
Степень ориентации (DOR) барьерного слоя цилиндрической части предпочтительно составляет от 25 до 45. Степень ориентации представляет собой величину, рассчитанную на основании показателей преломления барьерного слоя, измеренную при температуре 23°С при помощи рефрактометра Аббе согласно следующей формуле:
Степень ориентации = [{n(x) + n(y)}/2 - n(z)] × 1000
где n(x) представляет показатель преломления барьерного слоя в направлении высоты бутылки; n(y) представляет показатель преломления барьерного слоя в направлении окружности бутылки; а n(z) представляет показатель преломления барьерного слоя в направлении ее толщины.
Степень ориентации (средняя величина) барьерного слоя в нижней части бутылки также предпочтительно составляет от 20 до 45, более предпочтительно - от 25 до 45.
Степень ориентации используют в качестве индекса, показывающего степень ориентации молекулы полимера, т.е. степень ее кристаллизации. Чем больше степень ориентации, тем выше содержание хорошо ориентированных молекул полимера. Степень ориентации барьерного слоя может быть проконтролирована путем регулирования условиями его формования раздувом. Более конкретно, степень ориентации барьерного слоя может быть отрегулирована до вышеприведенного диапазона путем соответствующего регулирования условиями формования раздувом, такими как первичное давление раздува, первичное время замедления раздува, вторичное давление раздува и температура нагревателя. Когда степень ориентации находится в рамках вышеуказанного диапазона, барьерный слой сохраняет равномерное растянутое состояние и имеет большое искривление после формования раздувом и повышенную прочность межслойного сцепления, что обеспечивает высокую стойкость к расслоению между слоями получаемой бутылки.
Величина “b/a × 100” предпочтительно составляет от 0 до 150. Величина “b/a × 100”, составляющая более 100, означает, что толщина барьерного слоя нижней части больше величины цилиндрической части, в то время как величина “b/a × 100”, составляющая менее 100, означает, что толщина барьерного слоя нижней части меньше величины цилиндрической части. Величина “b/a × 100”, равная 0, означает, что в цилиндрической части отсутствует барьерный слой. Когда барьерный слой отсутствует во всей нижней части, барьерные свойства получаемой бутылки проявляют тенденцию к ухудшению. Поэтому барьерный слой предпочтительно отсутствует только в нижней части, близкой к основанию, но присутствует в остальной нижней части.
Когда величина “b/a × 100” находится в рамках вышеуказанного диапазона, изменение толщины барьерного слоя от цилиндрической части до основания уменьшается и становится умеренным. Поэтому когда бутылка подвергается воздействию удара при падении и т.д., ударная энергия не концентрируется в части барьерного слоя, а принимается и ослабляется всей частью барьерного слоя, что снижает его расслоение. Кроме того, поскольку барьерный слой подвергается меньшей деформации при воздействии удара на бутылку, расслоения бутылки может не произойти. Помимо того, в случае с бутылкой, имеющей неровности или изгибы, поскольку испытываемый ею удар принимается и ослабляется всей частью барьерного слоя, расслоения бутылки может не произойти. Поэтому форма многослойной бутылки конкретно не ограничена формами, имеющими меньше неровностей и меньше изгибов, что обеспечивает большую свободу дизайна.
Расслоение многослойной бутылки, имеющей на своей боковой поверхности один или несколько вогнутых участков и/или выпуклых участков, может быть также эффективно предотвращено путем регулирования формы вогнутых участков и/или выпуклых участков, что обеспечивает большую свободу дизайна.
Например, при рассмотрении вертикального вида в разрезе многослойной бутылки, представленной на Фиг.1, соответствующие вогнутые участки многослойной бутылки по изобретению одновременно удовлетворяют следующим требованиям (4)-(6):
(4) угол (Аа) между касательной линией дна вогнутого участка и касательной линией боковой поверхности вогнутого участка составляет 100° или более;
(5) угол (Ab) между касательной линией боковой поверхности бутылки и касательной линией боковой поверхности вогнутого участка составляет 80° или менее; и
(6) глубина (Ас) вогнутого участка составляет 10% или менее от наружного диаметра участка, включающего вогнутый участок.
При рассмотрении вертикального вида в разрезе вогнутого участка, представленного на Фиг.1, касательная линия боковой поверхности вогнутого участка представляет собой касательную, проходящую через точку (точка изгиба), в которой кривая линия, обозначающая боковую поверхность вогнутого участка, меняет свою форму с нисходящей выпуклой формы на восходящую выпуклую форму или с восходящей выпуклой формы на нисходящую выпуклую форму.
Угол (Аа) предпочтительно составляет 120° или более, более предпочтительно - 135° или более. Угол (Ab) предпочтительно составляет 70° или менее, более предпочтительно - 60° или менее. Глубина (Ас) предпочтительно составляет 6% или менее, более предпочтительно - 3% или менее и еще более предпочтительно - 2% или менее от наружного диаметра участка, включающего вогнутый участок.
Кроме того, например, при рассмотрении вертикального вида в разрезе многослойной бутылки, представленной на Фиг.2, соответствующие выпуклые участки, имеющиеся на поверхности боковой стенки многослойной бутылки по изобретению, одновременно удовлетворяют следующим требованиям (7)-(9):
(7) угол (Ва) между касательной линией поверхности боковой стенки бутылки и касательной линией боковой поверхности выпуклого участка составляет 100° или более;
(8) угол (Вb) между касательной линией вершины выпуклого участка и касательной линией боковой поверхности выпуклого участка составляет 80° или менее; и
(9) высота (Вс) выпуклого участка составляет 10% или менее от наружного диаметра участка, включающего выпуклый участок.
При рассмотрении вертикального вида в разрезе выпуклого участка, представленного на Фиг.2, касательная линия боковой поверхности выпуклого участка представляет собой касательную, проходящую через точку (точка изгиба), в которой кривая линия, обозначающая боковую поверхность выпуклого участка, меняет свою форму с нисходящей выпуклой формы на восходящую выпуклую форму или с восходящей выпуклой формы на нисходящую выпуклую форму.
Угол (Ва) предпочтительно составляет 120° или более, более предпочтительно - 135° или более. Угол (Вb) предпочтительно составляет 70° или менее, более предпочтительно - 60° или менее. Высота (Вс) предпочтительно составляет 6% или менее, более предпочтительно - 3% или менее, и еще более предпочтительно - 2% или менее, от наружного диаметра участка, включающего выпуклый участок.
Используемая здесь поверхность боковой стенки означает наружную поверхность цилиндрической части или расширенную часть бутылки и не включает нижнюю ровную часть или в виде лепестков. Формы вогнутых частей, выпуклых частей и других частей конкретно не ограничены при условии, что они удовлетворяют вышеизложенным требованиям (4)-(6) и/или (7)-(9) и имеют круглую форму, эллиптическую форму, квадратную форму и форму огибающей бутылку ленты.
Когда вогнутые и выпуклые части многослойной бутылки удовлетворяют вышеизложенным требованиям (4)-(9), толщина барьерного слоя вогнутых и выпуклых частей изменяется меньше и является умеренной. Поэтому когда бутылка подвергается воздействию удара при падении и т.д., ударная энергия, сообщаемая бутылке, не концентрируется на участке барьерного слоя, а принимается и ослабляется всем участком барьерного слоя, что снижает его расслоение. Кроме того, поскольку барьерный слой подвергается меньшей деформации при воздействии удара на бутылку, расслоения бутылки может не произойти. Помимо того, при условии, что вышеизложенные требования (4)-(6) и/или (7)-(9) удовлетворены, даже когда бутылка имеет форму со многими неровностями, испытываемый ею удар принимается и ослабляется всей бутылкой, благодаря чему расслоения бутылки может не произойти. Поэтому форма многослойной бутылки конкретно не ограничена формами, имеющими меньше неровностей, что обеспечивает большую свободу дизайна. Когда многослойная бутылка, удовлетворяющая дополнительным требованиям (4)-(6) и/или (7)-(9), дополнительно удовлетворяет вышеизложенным требованиям, представленным формулами (1)-(3), действие по предотвращению расслаивания бутылки дополнительно усиливается.
По изобретению материал барьерного слоя конкретно не ограничен и может быть выбран из различных барьерных пластиков, способных удовлетворить требованию, представленному вышеизложенной формулой (1), таких как полиамиды и сополимеры этилена-винилового спирта. Среди таких пластиков полиамиды, в частности поли-м-ксилиленадипамид (полиамид МХD6), являются предпочтительными с точки зрения хороших барьерных свойств, а также высокой формуемости после совместного инжектирования и совместного ориентированного формования раздувом с полиэфиром А (в основном с полиэтилентерефталатом).
Полиамид МХD6 получают путем поликонденсации диаминового компонента, содержащего м-ксилилендиамин в качестве основного компонента, с дикарбоновой кислотой, включающей α,ω-линейную алифатическую дикарбоновую кислоту, содержащую от 4 до 20 атомов углерода, в качестве основного компонента.
Диаминовый компонент, используемый для получения полиамида МХD6, содержит м-ксилилендиамин в количестве, составляющем предпочтительно 70 мол.% или более, более предпочтительно - 75 мол.% или более и еще более предпочтительно - 80 мол.% или более (включая 100 мол.%). Когда содержание м-ксилилендиамина в диаминовом компоненте находится в рамках вышеуказанного диапазона, получаемый полиамид МХD6 имеет высокую газонепроницаемость. Примеры диаминов, отличные от м-ксилилендиамина и применимые в диаминовом компоненте, включают, но не ограничиваются ими, алифатические диамины, такие как тетраметилендиамин, пентаметилендиамин, 2-метилпентадиамин, гексаметилендиамин, гептаметилендиамин, октаметилендиамин, нонаметилендиамин, декаметилендиамин, додекаметилендиамин, 2,2,4-триметил-гексаметилендиамин и 2,4,4-триметил-гексаметилендиамин; алициклические диамины, такие как 1,3-бис(аминометил)циклогексан, 1,4-бис(аминометил)циклогексан, 1,3-диаминоциклогексан, 1,4-диаминоциклогексан, бис(4-аминоциклогексил)метан, 2,2-бис(4-аминоциклогексил)пропан, бис(аминометил)декалин и бис(аминометил)трициклодекан; а также ароматические, содержащие кольца диамины, такие как простой эфир бис(4-аминофенила), п-фенилендиамин, п-ксилилендиамин и бис(аминометил)нафталин.
Дикарбоновокислотный компонент, используемый для получения полиамида МХD6, включает α,ω-линейную алифатическую дикарбоновую кислоту, содержащую от 4 до 20 атомов углерода, в количестве, составляющем предпочтительно 50 мол.% или более, более предпочтительно - 60 мол.% или более и еще более предпочтительно - 70 мол.% или более (включая 100 мол.%). Когда содержание α,ω-линейной алифатической дикарбоновой кислоты в таком компоненте, как карбоновая кислота, находится в рамках вышеуказанного диапазона, получаемый полиамид МХD6 имеет высокую кристалличность и хорошую газонепроницаемость. Примеры α,ω-линейной алифатической дикарбоновой кислоты включают алифатические дикарбоновые кислоты, такие как янтарная кислота, глутаровая кислота, пимелиновая кислота, пробковая кислота, азелаиновая кислота, адипиновая кислота, себациновая кислота, ундекадикислота и додекадискислота. Среди таких α,ω-линейных алифатических дикарбоновых кислот предпочтительной является адипиновая кислота. Примеры дикарбоновых кислот, отличные от α,ω-линейной алифатической дикарбоновой кислоты, которые могут быть добавлены к дикарбоновокислотному компоненту, включают алифатические дикарбоновые кислоты, такие как терефталевая кислота, изофталевая кислота и 2,6-нафталиндикарбоновая кислота. Кроме того, небольшое количество регулятора молекулярной массы, такого как моноамины и монокарбоновые кислоты, может быть добавлено после поликонденсации для получения полиамида.
Полиамид МХD6 может быть получен способом поликонденсации в расплаве. Например, соль нейлона, полученную из м-ксилилендиамина и адипиновой кислоты, нагревают под давлением в присутствии воды, и получаемую расплавленную соль полимеризуют, одновременно удаляя из нее добавленную воду и образующуюся конденсированную воду. Альтернативно, м-ксилилендиамин может быть непосредственно добавлен к расплавленной адипиновой кислоте и вместе с ней подвергнут поликонденсации при нормальных значениях давления. При осуществлении такой поликонденсации, для поддержания реакционной системы в равномерном жидком состоянии, м-ксилилендиамин непрерывно добавляют к адипиновой кислоте, и реакция поликонденсации между ними происходит при нагревании реакционной системы до температуры, не ниже точек плавления получаемых олигоамида и полиамида. Полученный таким способом поликонденсации в расплаве полиамид МХD6 имеет относительную вязкость, составляющую от 2 до 2,4.
Кроме того, полиамид МХD6, полученный поликонденсацией в расплаве, может быть подвергнут твердофазной полимеризации для получения полиамида с высокой молекулярной массой. Способы получения полиамидов поликонденсацией в расплаве и твердофазной полимеризацией, конкретно не ограничены, поэтому такие полиамиды могут быть получены с использованием традиционно известных способов и условий полимеризации.
Полиамид МХD6, полученный твердофазной полимеризацией, предпочтительно имеет относительную вязкость, составляющую от 2,3 до 4,2. Когда относительная вязкость полиамида МХD6, полученного твердофазной полимеризацией, находится в рамках вышеуказанного диапазона, полиамид может быть сформован в виде многослойной бутылки с хорошей формуемостью, и полученная бутылка может обладать хорошей стойкостью к расслоению. Кстати, используемый здесь термин “относительная вязкость” означает величину, полученную в результате измерения вязкости раствора, полученного путем растворения 1 г полиамида в 100 мл 96% серной кислоты при температуре 25°С, при помощи вискозиметра Cannon-Fenske и т.д.
Барьерный пластик может также содержать соединение фосфора для улучшения технологической стабильности после формования из расплава или предотвращения нежелательного окрашивания. Примеры соединения фосфора включают соединения фосфора, содержащие щелочные металлы или щелочноземельные металлы. Конкретные примеры соединения фосфора включают фосфаты, гипофосфиты и фосфиты щелочных металлов или щелочноземельных металлов, таких как натрий, магний и кальций. Среди таких соединений фосфора гипофосфиты и фосфиты щелочных металлов или щелочноземельных металлов являются предпочтительными, поскольку они оказывают особенно хорошее действие по предотвращению нежелательного окрашивания. Количество используемого соединения фосфора предпочтительно составляет от 1 до 500 м.д., более предпочтительно - 350 м.д. или менее и еще более предпочтительно - 200 м.д. или менее, в расчете на атом фосфора. Даже когда концентрация добавляемого атома фосфора превышает 500 м.д., действие по предотвращению окрашивания больше не улучшается, а вместо этого получаемая пленка становится все более матовой.
Барьерный пластик может также содержать другие полиамиды с целью дальнейшего усиления стойкости к расслоению. Примеры других полиамидов включают алифатические полиамиды, такие как поли(6-аминогексановая кислота) (РА-6), также известная как поли(капролактам), поли(гексаметиленадипамид) (РА-6,6), поли(7-аминогептановая кислота) (РА-7), поли(10-аминодекановая кислота) (РА-10), поли(11-аминоундекановая кислота) (РА-11), поли(12-аминододекановая кислота) (РА-12), поли(гексаметиленсебацамид) (РА-6,10), поли(гексаметиленазелацамид) (РА-6,9), поли(гексаметиленадипамид) (РА-4,6), сополимер капролактама/гексаметиленадипамида (РА-6,6/6) и сополимер гексаметиленадипамида/капролактама (РА-6/6,6); а также аморфные полуароматические полиамиды, такие как поли(гексаметиленизофталимид) (РА-6I), сополимер гексаметилендиамина/изофталевой кислоты/терефталевой кислоты (РА-6I/6T), поли(м-ксилилендиаминизофталимид) (РА-MXDI), сополимер гексаметилендиамина/м-ксилилендиамина/изофталевой кислоты (РА-MXDI) и сополимер гексаметилендиамина/адипиновой кислоты/изофталевой кислоты (РА-6/6I), хотя и не ограничиваются конкретно данными соединениями.
Барьерный пластик может быть также смешан с одним или несколькими видами других пластиков, таких как нейлон 6, нейлон 66, нейлон 6,66, сложными полиэфирами, олефиновыми пластиками и феноксипластиками, при условии, что добавление таких пластиков не оказывает отрицательного действия на результаты настоящего изобретения. Кроме того, барьерный пластик может также содержать различные добавки, например, неорганические наполнители, такие как стекловолокно и углеродное волокно; неорганические наполнители в виде пластинок, такие как стеклянные чешуйки, тальк, каолин, слюда, монтмориллонит и “организованная” глина; модификаторы ударов, такие как различные эластомеры; зародышеобразующие агенты; смазочные материалы, такие как жирные соединения на основе амидов и соединения на основе солей металлов жирных кислот; антиоксиданты, такие как соединения меди, органические или неорганические соединения на основе галогенов, “затрудненные” соединения на основе фенолов, “затрудненные” соединения на основе аминов, соединения на основе гидразинов, соединения на основе серы и соединения на основе фосфора; тепловые стабилизаторы; предотвращающие окрашивание вещества; поглотители ультрафиолетового излучения, такие как соединения на основе бензотриазола; присадки, облегчающие выемку изделий из форм; пластификаторы; красители; антипирены; поглотители кислорода, такие как соединения металлического кобальта; и предотвращающие гелеобразование агенты, такие как щелочные соединения.
Барьерный слой предпочтительно в основном получают из полиамида МХD6. С учетом его хороших барьерных свойств, содержание полиамида МХD6 в барьерном слое предпочтительно составляет 70 вес.% или более, а более предпочтительно - 80 вес.% или более (включая 100 вес.%), от веса барьерного слоя. Когда барьерный слой содержит пластики, отличающиеся от полиамида МХD6, в количестве, составляющем более 30 вес.%, OTR получаемой многослойной бутылки стремится превысить 0,2 см3·мм/(м2·день·атм), что ухудшает ее барьерные свойства.
Многослойная бутылка по изобретению иногда может включать участки, имеющие низкую степень растяжения (т.е. от 1 до 2,5 раз), в зависимости от формы заготовки или бутылки. Участки, имеющие низкую степень растяжения, проявляют тенденцию к побелению при абсорбировании ими воды. Поэтому, при необходимости, к барьерному слою может быть добавлен предотвращающий побеление агент, тем самым обеспечивающий получение многослойной бутылки, имеющей хорошую прозрачность.
Предотвращающий побеление агент, используемый в настоящем изобретении, получают из металлической соли алифатической кислоты, содержащей от 18 до 50 атомов углерода, предпочтительно - от 18 до 34 атомов углерода. Ожидается, что металлическая соль алифатической кислоты, содержащая 18 или более атомов углерода, обладает хорошим предотвращающим побеление действием, а металлическая соль алифатических кислот, содержащая 50 или менее атомов углерода, равномерно диспергирована в барьерном слое. Алифатическая кислота может иметь разветвленную структуру или двойную связь. Примеры алифатической кислоты включают линейные алифатические насыщенные кислоты, такие как стеариновая кислота (С18), эйкозановая кислота (С20), бегеновая кислота (С22), монтаноевая кислота (С28) и триаконтаноевая кислота (С30). Примеры металла, способного образовывать соль с алифатической кислотой, включают, но не ограничиваются ими, натрий, калий, литий, кальций, барий, магний, стронций, алюминий и цинк. Из перечисленных металлов особенно предпочтительными являются натрий, калий, литий, кальций, алюминий и цинк.
Металлические соли алифатической кислоты могут быть использованы по отдельности либо в сочетании любых двух или более солей. По изобретению, несмотря на то, что размер частиц металлической соли алифатической кислоты конкретно не ограничен, размер частиц металлической соли алифатической кислоты предпочтительно составляет 0,2 мм или менее, поскольку более мелкие частицы легко и равномерно диспергируются в барьерном слое.
Количество добавляемой металлической соли алифатической кислоты предпочтительно составляет от 0,005 до 1,0 весовой части, более предпочтительно - от 0,05 до 0,5 весовой части, а еще более предпочтительно - от 0,12 до 0,5 весовой части, исходя из 100 весовых частей общего количества барьерного пластика. Когда содержание металлической соли алифатической кислоты в барьерном пластике находится в рамках вышеуказанного диапазона, предотвращающее побеление действие проявляется в достаточной мере, поэтому получаемая многослойная бутылка способна сохранять низкую степень матовости.
Одно или более описанных ниже соединений диамида и/или одно или более соединений сложного диэфира могут быть добавлены в качестве предотвращающего побеление агента вместо описанных выше металлических солей алифатической кислоты.
Соединения диамида получают путем взаимодействия алифатической кислоты, содержащей от 8 до 30 атомов углерода, с диамином, содержащим от 2 до 10 атомов углерода. Ожидается, что соединения диамида, полученные из алифатической кислоты, содержащей 8 или более атомов углерода, и диамина, содержащего 2 или более атомов углерода, обладают хорошим предотвращающим побеление действием, а соединения диамида, полученные из алифатической кислоты, содержащей 30 или менее атомов углерода, и диамина, содержащего 10 или менее атомов углерода, равномерно диспергируются в барьерном слое. Алифатическая кислота может иметь разветвленную структуру или двойную связь. Из таких алифатических кислот предпочтительными являются линейные насыщенные алифатические кислоты.
Примеры алифатической кислоты, являющейся компонентом соединений диамида, включают стеариновую кислоту (С18), эйкозановую кислоту (С20), бегеновую кислоту (С22), монтаноевую кислоту (С28) и триаконтаноевую кислоту (С30). Примеры диамина, являющегося компонентом соединений диамида, включают этилендиамин, бутилендиамин, гександиамин, ксилилендиамин и бис(аминометил)циклогексан. Из упомянутых соединений диамида предпочтительными являются соединения диамида, полученные из алифатической кислоты, содержащей от 8 до 30 атомов углерода, и диамина, состоящего в основном из этилендиамина, а также соединения диамида, полученные из алифатической кислоты, в основном состоящей из монтаноевой кислоты, и диамина, содержащего от 2 до 10 атомов углерода.
Соединения сложного диэфира получают путем взаимодействия алифатической кислоты, содержащей от 8 до 30 атомов углерода, с диолом, содержащим от 2 до 10 атомов углерода. Ожидается, что соединения сложного диэфира, полученные из алифатической кислоты, содержащей 8 или более атомов углерода, и диола, содержащего 2 или более атомов углерода, обладают хорошим предотвращающим побеление действием, а соединения сложного диэфира, полученные из алифатической кислоты, содержащей 30 или менее атомов углерода, и диола, содержащего 10 или менее атомов углерода, равномерно диспергируются в барьерном слое. Алифатическая кислота может иметь разветвленную структуру или двойную связь. Из упомянутых алифатических кислот предпочтительными являются линейные насыщенные алифатические кислоты.
Примеры алифатической кислоты, являющейся компонентом соединений сложного диэфира, включают стеариновую кислоту (С18), эйкозановую кислоту (С20), бегеновую кислоту (С22), монтаноевую кислоту (С28) и триаконтаноевую кислоту (С30). Примеры диола, являющегося компонентом соединений сложного диэфира, включают этиленгликоль, пропандиол, бутандиол, гександиол, ксилиленгликоль и циклогександиметанол. Из упомянутых соединений сложного диэфира особенно предпочтительными являются соединения сложного диэфира, полученные из алифатической кислоты, в основном состоящей из монтаноевой кислоты и диола, в основном состоящего из этиленгликоля и/или 1,3-бутандиола.
Количество добавляемого соединения диамида и/или соединения сложного диэфира предпочтительно составляет от 0,005 до 1,0 весовой части, более предпочтительно - от 0,05 до 0,5 весовой части, а еще более предпочтительно - от 0,12 до 0,5 весовой части, исходя из 100 весовых частей общего количества барьерного пластика. Когда содержание металлической соли алифатической кислоты в барьерном пластике находится в рамках вышеуказанного диапазона, предотвращающее побеление действие проявляется в достаточной мере, поэтому получаемая многослойная бутылка способна сохранять низкую матовость.
Предотвращающий побеление агент может быть добавлен и смешан с барьерным пластиком традиционно известными способами. Например, гранулы барьерного пластика, предотвращающий побеление агент и другие добавки могут быть загружены в пустой роторный контейнер и смешаны в нем. Кроме того, может быть использован способ, согласно которому после получения композиции барьерного пластика, имеющей высокое содержание предотвращающего побеление агента, полученную таким образом композицию разбавляют гранулами барьерного пластика, не содержащего предотвращающего побеление агента, для получения пластиковой композиции, имеющей заданное содержание предотвращающего побеление агента, с последующим замешиванием в расплаве полученной композиции пластика; либо способ, согласно которому после замешивания в расплаве полученную композицию пластика последовательно формуют способом литьевого формования и т.д.
При использовании предотвращающего побеление агента побеление барьерного слоя может быть предотвращено сразу же после получения многослойной бутылки. Кроме того, даже после хранения в течение длительного периода времени в условиях, не способствующих или в небольшой степени способствующих побелению, побеление барьерного слоя также может быть предотвращено. Более конкретно, когда хранящаяся в течение длительного периода времени в условиях, при которых барьерный слой не белеет или слегка белеет даже без добавления к нему какого-либо предотвращающего побеление агента, например при температуре 23°С и относительной влажности 50%, многослойная бутылка подвергается воздействию высокой влажности, контакту с водой или горячей водой либо нагревается до температуры, выше температуры стеклования пластиков, возникновение побеления барьерного слоя ингибируется так же, как и непосредственно после формования.
Многослойную бутылку по изобретению получают, например, согласно следующей методике. Например, при помощи устройства для литьевого формования, оборудованного двумя цилиндрами-инжекторами, сложный эфир А и барьерный пластик соответственно инжектируют из цилиндра-инжектора со стороны обшивки (температура в цилиндре: от 260 до 300°С) и цилиндра-инжектора со стороны стержня (температура в цилиндре: от 240 до 280°С) в полость металлической формы (от 5 до 20°С) через обогревательный литник металлической формы (от 260 до 310°С) для получения многослойной заготовки, а затем полученную многослойную заготовку подвергают двухосному ориентированному формованию раздувом для получения многослойной бутылки.
При получении многослойной бутылки, способной удовлетворить требованиям, представленным формулами (2) и (3), важную роль играют условия двухосного ориентированного формования раздувом. После двухосного ориентированного формования раздувом многослойную заготовку нагревают, а затем при растягивании многослойной заготовки в металлической форме в продольном направлении при помощи стержня в заготовку вдувают воздух под высоким давлением и растягивают ее в боковом направлении. Условия растягивания многослойной заготовки варьируются в зависимости от условий формования раздувом, таких как температура нагревания и продолжительность нагревания многослойной заготовки, давления растягивающего стержня, продолжительности вдувания воздуха под высоким давлением и давления вдуваемого под высоким давлением воздуха. Оптимальные условия формования раздувом варьируются в зависимости от вида сложного полиэфира А, вида барьерного пластика, формы заготовки и дизайна бутылки. Например, при формовании раздувом заготовки в описанных ниже условиях может быть получена многослойная бутылка, способная удовлетворить требованиям, представленным формулами (2) и (3). Заготовку обычно нагревают несколькими или более нагревателями. В таком случае баланс выходной мощности нагревателей предпочтительно регулируют подходящим способом. Кроме того, поскольку адекватный баланс выходной мощности нагревателей, равно как и адекватная температура нагревания и продолжительность нагревания заготовки варьируются в зависимости от температуры наружного воздуха и температуры заготовки, формование раздувом предпочтительно осуществляют в помещении с регулируемой постоянной температурой и влажностью. Более того, в том случае, если барьерный слой распределен неравномерно в многослойной заготовке, многослойная бутылка, получаемая после формования раздувом, не удовлетворяет требованиям, представленным формулой (3). Поэтому барьерный слой предпочтительно присутствует в многослойной заготовке в равномерно распределенном состоянии. Заготовку предпочтительно также получают с учетом степени растяжения и т.д. Кстати, степень растяжения при формовании заготовки в бутылку предпочтительно составляет от 9 до 13 раз в расчете на коэффициент площади.
По изобретению, формование раздувом предпочтительно осуществляют следующим образом. Во время нагревания заготовки и ее растягивания в продольном направлении в металлической форме при помощи стержня воздух под высоким давлением вдувают в заготовку в две стадии (первичное формование раздувом и вторичное формование раздувом), изменяя по меньшей мере давление вдувания. Вдувание воздуха под высоким давлением в заготовку в одну стадию может привести не только к дефектному формованию получаемой многослойной бутылки, но и к ухудшению ее стойкости к расслоению.
По изобретению, температура нагревания заготовки предпочтительно составляет от 90 до 110°С, более предпочтительно - от 95 до 108°С. Когда температура нагревания заготовки составляет ниже 90°С, барьерный слой или слой ПЭТФ проявляет тенденцию к растягиванию в холодном состоянии и побелению из-за недостаточного нагревания. Когда температура нагревания заготовки составляет выше 110°С, барьерный слой проявляет тенденцию к кристаллизации и побелению и, кроме того, иногда проявляет тенденцию к ухудшению стойкости к расслоению.
Продольное растягивание и формование раздувом (первичное формование раздувом и вторичное формование раздувом) при помощи стержня последовательно осуществляют, например, в металлической форме при температуре от 20 до 80°С (от 120 до 150°С после схватывания при нагреве). Продольное растягивание при помощи стержня предпочтительно осуществляют при давлении стержня, составляющем от 0,5 до 1,5 МПа в течение от 0,1 до 1 с таким образом, чтобы растяжение составляло от 1,5 до 3,5 раз. Первичная продолжительность замедления раздува (время от начала работы растягивающего стержня до начала первичного формования раздувом) предпочтительно составляет от 0 до 0,6 с.
Первичное давление раздува предпочтительно составляет от 0,8 до 1,8 МПа, более предпочтительно - от 0,9 до 1,5 МПа, а еще более предпочтительно - от 1,0 до 1,3 МПа. Когда первичное давление раздува находится в рамках вышеуказанного диапазона, получаемая многослойная бутылка обладает хорошей стойкостью к расслоению. Первичная продолжительность формования раздувом предпочтительно составляет от 0,1 до 0,5 с.
Вторичное формование раздувом предпочтительно осуществляют при вторичном давлении раздува, составляющем от 2 до 4 МПа, в течение от 1 до 3 с. Когда вторичное давление раздува составляет менее 2 МПа, это может привести не только к дефектному формованию получаемой многослойной бутылки, но и к ухудшению ее механических свойств. После завершения вторичного формования раздувом воздух, находящийся под высоким давлением, предпочтительно удаляют в течение периода времени, составляющего от 0,1 до 1 с, для того чтобы вновь обеспечить нормальное давление в системе.
При осуществлении стадии инжектирования сложного полиэфира А, формирующего самый внутренний и самый внешний слои со стороны обшивки цилиндра-инжектора, и инжектирования барьерного пластика, образующего барьерный слой со стороны стержня цилиндра-инжектора, вначале инжектируют сложный полиэфир А, а затем одновременно инжектируют барьерный пластик и сложный полиэфир А, после чего инжектируют нужное количество сложного полиэфира А, для того чтобы заполнить полость металлической формы и получить в результате многослойную заготовку, имеющую трехслойную структуру (состоящую из слоя сложного полиэфира А, барьерного слоя и слоя сложного полиэфира А).
Альтернативно, после осуществления стадии инжектирования сложного полиэфира А, формирующего самый внутренний и самый внешний слои со стороны обшивки цилиндра-инжектора, и инжектирования барьерного пластика, образующего барьерный слой со стороны стержня цилиндра-инжектора, вначале инжектируют сложный полиэфир А, а затем инжектируют только барьерный пластик и наконец инжектируют сложный полиэфир А, для того чтобы заполнить полость металлической формы и получить в результате многослойную заготовку, имеющую пятислойную структуру (состоящую из слоя сложного полиэфира А, барьерного слоя, слоя сложного полиэфира А, барьерного слоя и слоя сложного полиэфира А). Кстати, способ получения многослойной заготовки не ограничен вышеупомянутыми способами.
Многослойную бутылку, способную удовлетворить требованиям (4)-(6) и/или требованиям (7)-(9), получают, например, подвергая многослойную заготовку формованию раздувом с использованием металлической формы, имеющей выпуклый участок и вогнутый участок, удовлетворяющие вышеизложенным требованиям.
Толщина слоя сложного полиэфира А в многослойной бутылке предпочтительно составляет от 0,01 до 1 мм, а толщина ее барьерного слоя предпочтительно составляет от 0,005 до 0,2 мм (от 5 до 200 микрон). Толщина многослойной бутылки не обязательно является постоянной на всех ее участках и обычно составляет от 0,2 до 1 мм.
В многослойной бутылке, полученной путем двухосного ориентированного формования раздувом многослойной заготовки, барьерный слой может присутствовать по меньшей мере в цилиндрической части многослойной бутылки, обеспечивая ее высокие газоизоляционные свойства. Однако когда барьерный слой также присутствует поблизости от конца головки горлышка бутылки, газоизоляционные свойства многослойной бутылки могут быть дополнительно улучшены.
Вес барьерного слоя многослойной бутылки по изобретению предпочтительно составляет от 1 до 20 вес.%, более предпочтительно - от 2 до 15 вес.%, еще более предпочтительно - от 3 до 10 вес.%, от общего веса многослойной бутылки. Когда вес барьерного слоя находится в рамках вышеуказанного диапазона, получаемая многослойная бутылка может обладать хорошими газонепроницаемыми свойствами, и многослойная заготовка в качестве предшественника может быть легко сформована в виде многослойной бутылки.
Расслоения многослойной бутылки по изобретению в результате падения или удара не происходит. Кроме того, многослойная бутылка имеет большую свободу дизайна, не ограничиваясь специфическими формами с меньшим количеством неровностей или изгибов, поскольку расслоение многослойной бутылки вряд ли происходит даже на ее участках, имеющих неправильную или изогнутую форму. Многослойную бутылку по изобретению используют для хранения и консервирования в ней различных продуктов. Примеры продуктов, хранящихся или законсервированных в многослойной бутылке, включают жидкие напитки, такие как газированные напитки, сок, вода, молоко, саке, виски, shochu, кофе, чай, гелеобразные напитки и полезные для здоровья напитки, приправы, такие как жидкие приправы, соус, соевый соус, заправки и жидкие концентраты супов, жидкие обработанные пищевые продукты, такие как жидкий суп, жидкие лекарственные препараты, косметические составы, молочный лосьон, средства для волос, краски для волос, шампуни и т.д.
ПРИМЕРЫ
Настоящее изобретение более подробно описано ниже со ссылкой на следующие примеры и сравнительные примеры. Однако приведенные примеры являются всего лишь иллюстративными, поэтому данное изобретение не ограничивается ими. Следует отметить, что для определения и оценки различных свойств многослойной бутылки применялись следующие способы.
(1) Степень ориентации
При помощи рефрактометра Аббе “DR-M2”, выпускаемого Atago Сo., Ltd., измеряют показатель преломления барьерного слоя при 23°С, направляя на него луч натрия D (589 нм), для того чтобы определить степень его ориентации согласно приведенным выше формулам.
(2) Высота расслоения
Согласно ASTM D2463-95, процедура В, бутылку подвергают испытанию на падение, для того чтобы измерить высоту ее расслоения (минимальное расстояние падения, вызывающее расслоение бутылки). Вначале подвергаемую испытанию многослойную бутылку наполняют водой и закрывают крышкой, а затем роняют вертикально таким образом, чтобы нижняя часть бутылки ударилась о пол и можно было визуально наблюдать возникновение в ней расслоения. Во время испытания на падение высоту падения многослойной бутылки каждый раз увеличивают на 15 см, при этом испытанию на падение подвергают 30 многослойных бутылок.
(3) Скорость передачи кислорода (OTR):
Скорость передачи кислорода (OTR) многослойной бутылки измеряют при 23°С и относительной влажности 50% согласно ASTM D3985 при помощи измерительного прибора “OX-TRAN 10/50A”, выпускаемого Modern Controls Corp. При измерении OTR барьерного слоя бутылку осторожно расслаивают, для того чтобы отделить и взять образец только барьерного слоя. Когда отделение и отбор образца только барьерного слоя бутылки является затруднительным, OTR барьерного слоя определяют следующим образом. После измерения OTR образца многослойной пленки, отрезанной от цилиндрической части бутылки, а затем измерения толщины соответствующих слоев в образце пленки при помощи микроскопа, OTR только барьерного слоя определяют исходя из полученных данных с использованием известной величины OTR слоя сложного полиэфира А. Альтернативно, OTR барьерного слоя также определяют на основании полученного OTR бутылки, площади поверхности бутылки, толщины соответствующих слоев бутылки и известной величины OTR слоя сложного полиэфира А.
(4) Угол, глубина и высота вогнутых и выпуклых участков
Форму вогнутых и выпуклых участков бутылки измеряют, облучая ее при помощи лазера с использованием измерительного прибора “SURFCOM3000A”, выпускаемого ACCRETECH Corp., а затем полученные данные анализируют при помощи соответствующих компьютерных программ.
ПРИМЕР 1
В следующих условиях сырьевой пластик подвергают литьевому формованию с получением трехслойной заготовки (27 г), состоящей из полиэфирного слоя, барьерного слоя и полиэфирного слоя; получаемую заготовку охлаждают, а затем при нагревании подвергают двухосному ориентированному формованию раздувом, получая в результате многослойную бутылку. Условия формования раздувом представлены в Таблице 1. Результаты измерений и оценки многослойной бутылки представлены в Таблице 2.
(1) Полиэфирный слой
Полиэтилентерефталат “RT543C”, выпускаемый Nippon Unipet Co., Ltd., имеющий характеристическую вязкость, равную 0,75, определяемую при 30°С в смешанном растворителе, содержащем фенол и тетрахлорэтан в весовом соотношении, составляющем 6/4.
(2) Барьерный слой
Полиамид MXD6 “MX Nylon S6007 (твердый продукт полимеризации)”, выпускаемый Mitsubishi Gas Chemical Co., Inc., имеющий относительную вязкость, равную 2,70, определяемую при 25°С в растворе, полученном путем растворения 1 г пластика в 100 мл 96% серной кислоты.
(3) Трехслойная заготовка
Трехслойную заготовку, имеющую общую длину 95 мм, наружный диаметр 22 мм и толщину стенок 4,2 мм, получают при помощи машины для литьевого формования (модель: М200 с четырьмя циклами формования), выпускаемой Meiki Seisakusho Co., Ltd.
(4) Условия формования для трехслойной заготовки
(5) Многослойная бутылка
Общая длина: 223 мм; наружный диаметр: 65 мм; емкость: 500 мл; форма нижней части: форма бутылки для шампанского; вогнутые и выпуклые участки в цилиндрической части отсутствуют.
Двухосное ориентированное формование раздувом осуществляют при помощи машины для литьевого формования (модель: “EFB100ET”), выпускаемой Frontier Inc.
ПРИМЕРЫ 2-4 И СРАВНИТЕЛЬНЫЙ ПРИМЕР 1
Применяют методику, описанную в Примере 1, за исключением того, что условия формования раздувом изменяют согласно Таблице 1, получая в результате многослойные бутылки. Результаты измерения и оценки полученных таким образом многослойных бутылок представлены в Таблице 2.
Из результатов, полученных в Примерах 1-4 и сравнительном Примере 1, очевидно, что бутылки, одновременно удовлетворяющие требованиям (OTR, степень ориентации и толщина барьерного слоя), представленным формулами (1)-(3), имеют очень высокую стойкость к расслоению, в то время как бутылка, одновременно не удовлетворяющая таким требованиям, имеет более низкую стойкость к расслоению.
ПРИМЕРЫ 5-8 и СРАВНИТЕЛЬНЫЙ ПРИМЕР 2
Повторяют методику, описанную в Примерах 1-4 и сравнительном Примере 1, за исключением того, что форму многослойной бутылки изменяют следующим образом.
Форма многослойной бутылки
Общая длина: 223 мм; наружный диаметр: 65 мм⌀; емкость: 500 мл; форма нижней части: лепестковая; в цилиндрической части имеются шесть вогнутых или выпуклых участков, имеющих длину 5 см и ширину 1 см.
Из результатов, полученных в Примерах 5-8 и сравнительном Примере 2, очевидно, что бутылки, одновременно удовлетворяющие требованиям (4)-(6) или требованиям (7)-(9), имеют очень высокую стойкость к расслоению, в то время как бутылка, одновременно не удовлетворяющая таким требованиям, имеет более низкую стойкость к расслоению.
ДОПОЛНИТЕЛЬНЫЙ ПРИМЕР
Повторяли процедуру по примеру 1, за исключением того, что преформа имела пятислойную структуру (полиэфирный слой/барьерный слой/полиэфирный слой/барьерный слой/полиэфирный слой). Полученную преформу нагревали и подвергали раздуву с двухосевой вытяжкой с получением многослойной бутылки, имеющей пятислойную структуру.
Результаты измерений и оценка полученной пятислойной бутылки приведены в Таблице 4 ниже.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
По изобретению может быть получена многослойная бутылка, свободная от отслоения, вызванного ударом при падении и т.д., даже когда на поверхности ее боковой стенки имеются неровности или изгибы, обладающая высокой газонепроницаемостью. Таким образом, многослойная бутылка имеет большую свободу выбора формы без возникновения расслоения, поэтому настоящее изобретение имеет большую промышленную ценность и значение.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ БУТЫЛКА | 2006 |
|
RU2411129C2 |
| СПОСОБ ЗАПОЛНЕНИЯ МНОГОСЛОЙНОЙ БУТЫЛКИ | 2007 |
|
RU2417888C2 |
| МНОГОСЛОЙНАЯ БУТЫЛКА | 2007 |
|
RU2415015C2 |
| МНОГОСЛОЙНЫЙ КОНТЕЙНЕР, ПРЕСС-ФОРМА ДЛЯ МНОГОСЛОЙНОГО КОНТЕЙНЕРА И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО КОНТЕЙНЕРА | 2011 |
|
RU2570053C2 |
| КОМПОЗИЦИЯ ПОЛИАМИДНОЙ СМОЛЫ | 2007 |
|
RU2441043C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТИ ПРЯМОГО ДУТЬЕВОГО ФОРМИРОВАНИЯ И УПАКОВКА | 2012 |
|
RU2596776C2 |
| МНОГОСЛОЙНЫЙ КОНТЕЙНЕР С УЛУЧШЕННЫМИ ГАЗОБАРЬЕРНЫМИ СВОЙСТВАМИ | 2007 |
|
RU2446952C2 |
| ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЛИТЬЕВЫМ ФОРМОВАНИЕМ С ХОРОШИМИ БАРЬЕРНЫМИ СВОЙСТВАМИ | 2007 |
|
RU2445208C2 |
| ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЛИТЬЕВЫМ ФОРМОВАНИЕМ, С ХОРОШИМИ БАРЬЕРНЫМИ СВОЙСТВАМИ | 2011 |
|
RU2583264C2 |
| Термопластичный сложный полиэфир с улучшенными барьерными и ударными свойствами | 2014 |
|
RU2668438C2 |
Изобретение имеет отношение к многослойной бутылке, которая содержит цилиндрическую часть, включающую наружный слой, внутренний слой и по меньшей мере один барьерный слой, расположенный между наружным слоем и внутренним слоем. Наружный слой и внутренний слой, каждый содержит 90 вес.% или более полиэфирного термопластика. Барьерный слой содержит 70 вес.% или более полиамида. Многослойная бутылка удовлетворяет требованиям формул (1)-(3):
(1) OTR≤0,2 см3·мм/(м2·день·атм), где OTR представляет среднюю скорость передачи кислорода барьерного слоя цилиндрической части, измеренную при температуре 23°С и относительной влажности 60%;
(2) 20≤(Средняя степень ориентации барьерного слоя цилиндрической части)≤45, где степень ориентации имеет значение, рассчитанное по показателям преломления барьерного слоя, измеренным при температуре 23°С рефрактометром Аббе, согласно формуле: Степень ориентации=[{n(х)+n(у)}/2-n(z)]·1000, где n(х) представляет показатель преломления барьерного слоя в направлении высоты бутылки; n(у) представляет показатель преломления барьерного слоя в направлении окружности бутылки; a n(z) представляет показатель преломления барьерного слоя в направлении ее толщины; и
(3) 0≤b/a·100≤200, где "а" представляет среднюю толщину (в микронах) барьерного слоя цилиндрической части; а "b" представляет среднюю толщину (в микронах) барьерного слоя нижней части бутылки. Технический результат - получение многослойной бутылки, которая не подвержена расслоению, вызываемому ударом при падении, даже при получении бутылки с неровностями и изгибами, а также имеющей большую свободу выбора дизайна. 4 з.п. ф-лы, 4 табл., 5 ил.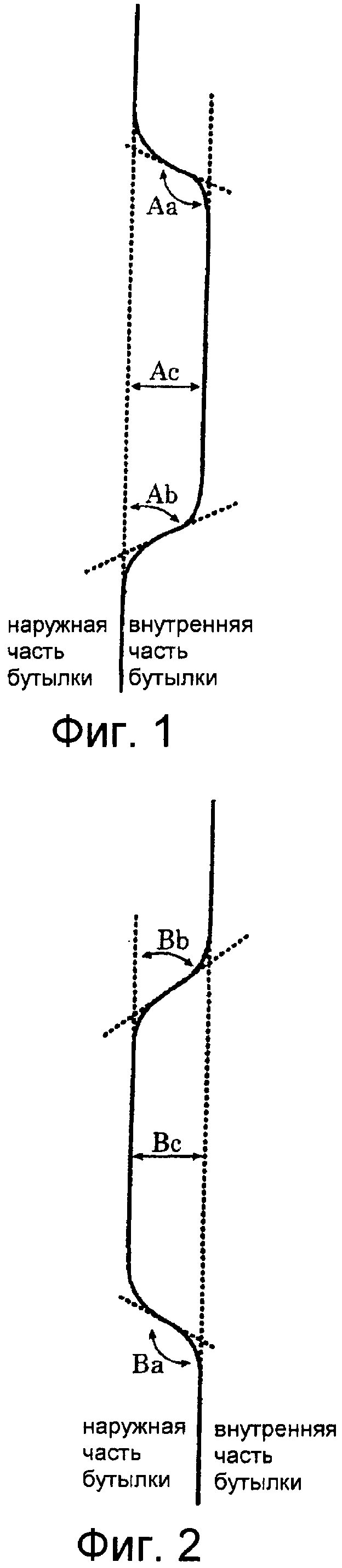
1. Многослойная бутылка, содержащая цилиндрическую часть, включающую наружный слой, внутренний слой и по меньшей мере один барьерный слой, расположенный между наружным слоем и внутренним слоем, при этом наружный слой и внутренний слой каждый содержит 90 вес.% или более полиэфирного термопластика, полученного полимеризацией дикарбоновокислотного компонента, содержащего 80 мол.% или более терефталевой кислоты, с диольным компонентом, содержащим 80 мол.% или более этиленгликоля; при этом барьерный слой содержит 70 вес.% или более полиамида, полученного поликонденсацией диаминового компонента, содержащего 70 мол.% или более м-ксилилендиамина, с дикарбоновокислотным компонентом, содержащим 50 мол.% или более α,ω-линейной алифатической дикарбоновой кислоты, включающей от 4 до 20 атомов углерода, при этом многослойная бутылка удовлетворяет требованиям следующих формул (1)-(3):
(1) OTR≤0,2 см3·мм/(м2·день·атм),
где OTR представляет среднюю скорость передачи кислорода барьерного слоя цилиндрической части, измеренную при температуре 23°С и относительной влажности 60%;
(2) 20≤(средняя степень ориентации барьерного слоя цилиндрической части)≤45,
где степень ориентации имеет значение, рассчитанное по показателям преломления барьерного слоя, измеренным при температуре 23°С рефрактометром Аббе, согласно следующей формуле:
степень ориентации=[{n(x)+n(y)}/2-n(z)]·1000,
где n(х) представляет показатель преломления барьерного слоя в направлении высоты бутылки; n(у) представляет показатель преломления барьерного слоя в направлении окружности бутылки; a n(z) представляет показатель преломления барьерного слоя в направлении ее толщины; и (3) 0≤b/a·100≤200,
где "а" представляет среднюю толщину, мкм, барьерного слоя цилиндрической части; а "b" представляет среднюю толщину, мкм, барьерного слоя нижней части бутылки, при этом в вышеприведенных соответствующих формулах нижняя часть представляет собой часть, продолжающуюся от основания бутылки до положения, соответствующего 20% высоты между основанием и открываемой части бутылки; цилиндрическая часть представляет собой часть, не включающую основание и имеющую наружный диаметр, соответствующий 80% или более максимального наружного диаметра основания; а основание представляет собой часть, контактирующую с полом, когда бутылка вертикально поставлена на него.
2. Многослойная бутылка по п.1, в котором бутылка имеет трехслойную структуру, включающую слой полиэфирного термопластика, барьерный слой и слой полиэфирного термопластика.
3. Многослойная бутылка по п.1, в котором бутылка имеет пятислойную структуру, включающую слой полиэфирного термопластика, барьерный слой, слой полиэфирного термопластика, барьерный слой и слой полиэфирного термопластика.
4. Многослойная бутылка по п.1, в котором вес барьерного слоя составляет от 1 до 20 вес.% от общего веса многослойной бутылки.
5. Многослойная бутылка по п.1, в котором бутылка имеет на боковой поверхности своей стенки по меньшей мере один вогнутый участок и/или по меньшей мере один выпуклый участок, при этом вогнутый участок одновременно удовлетворяет следующим требованиям (4)-(6) со ссылкой на Фиг.1:
(4) угол (Аа) между касательной линией дна вогнутого участка и касательной линией боковой поверхности вогнутого участка составляет 100° или более;
(5) угол (Аb) между касательной линией боковой поверхности бутылки и касательной линией боковой поверхности вогнутого участка составляет 80° или менее;
(6) глубина (Ас) вогнутого участка составляет 10% или менее от наружного диаметра участка, включающего вогнутый участок, а выпуклый участок одновременно удовлетворяет следующим требованиям (7)-(9) со ссылкой на Фиг.2:
(7) угол (Ва) между касательной линией боковой поверхности бутылки и касательной линией боковой поверхности выпуклого участка составляет 100° или более;
(8) угол (Вb) между касательной линией вершины выпуклого участка и касательной линией боковой поверхности вогнутого участка составляет 80° или менее;
(9) высота (Вс) выпуклого участка составляет 10% или менее от наружного диаметра участка, включающего вогнутый участок.

