ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к усовершенствованной преформе для изготовления полых корпусов и, в частности, бутылок любого типа и размера, посредством процесса выдувного формования.
УРОВЕНЬ ТЕХНИКИ
Как общеизвестно экспертам в данной области, изготовление бутылок или кувшинов, выполняемых из пластикового материала, вплоть до настоящего времени, почти исключительно выполняется с помощью 2-этапного процесса, который предполагает изготовление и использование полых полуфабрикатов, имеющих по существу цилиндрическую форму, известных как преформы или заготовки. Следовательно, на первом этапе такого процесса выполняется изготовление полых преформ, имеющих большую толщину - сильно централизованным образом, то есть несколькими специализированными производителями - с продольным и поперечным размерами с отношением около 1:2-1:4 относительно размеров готовой бутылки. Указанные преформы, предпочтительно, изготавливаются посредством процесса инжекционного формования пластикового материала или, хотя гораздо менее часто, посредством процесса горячей пластической деформации под давлением трубчатых секций.
На втором этапе процесса - который, вместо того, обычно выполняется на том же оборудовании, где выполняется бутилирование жидкости, подлежащей упаковке, - полые преформы вставляются в форму и формуются в соответствии с общеизвестным процессом выдувного формования. Такой процесс обеспечивает нагревание преформ до температуры, достаточной для получения их необходимого размягчения, их продольное вытягивание до получения конечной длины бутылки посредством перемещения вытягивающего стержня, который вставляется в преформу, и, следовательно, подачу в такую нагретую и вытянутую преформу одного или более потоков или сжатого воздуха, надлежащим образом управляемого, чтобы вызвать прилипание материала преформы к стенкам формы.
Эта производственная система обеспечивает значимые и различные преимущества во всей производственной цепочке, общеизвестные для экспертов в данной области и которые здесь, следовательно, не требуется повторять, причем преимущества определили - как указано ранее - почти общее применение, на мировом уровне, этой производственной системы для получения полых корпусов и, в частности, бутылок любого типа, формы и размера.
В частности, вышеописанный процесс нашел особенно подходящее применение с использованием кристаллических пластиковых материалов, таких как, например, ПЭТ (полиэтилентерефталат). Эти материалы, во время процесса выдувного формования, в действительности, подвергаются двухосной ориентации кристаллической структуры, вследствие продольного и поперечного вытягивающего действия, которое определяется во время выдувания преформы, так, чтобы придать бутылке особенно удовлетворительные механические свойства, несмотря на крайне небольшие конечные толщины материала. Конкретно во взаимосвязи с этим последним типом бутылок, следовательно, постоянные разработки проводились для оптимизации производственного процесса для уменьшения - при этом объем готовой бутылки является одинаковым - количества использующегося пластикового материала и, следовательно, окончательной стоимости бутылки, причем сохраняя неизменными свойства ее механического сопротивления. Среди них, демонстрируются особенно важные признаки сопротивления давлению, сопротивления растрескиванию и сопротивления опрокидыванию (проверяемые так называемым широко известным "испытанием на разрыв", "испытанием на растрескивание под напряжением" и "испытанием на раскачивание"), которые сегодня, в действительности, универсально применяются для оценки механических признаков бутылки, полученной с помощью вышеописанного производственного процесса.
Такое исследование первоначально было направлено на модификации формы готовой бутылки (с целью идентификации форм, имеющих бόльшую размерную стабильность) и точное регулирование разных параметров формования (степени вытягивания преформы, профиля температур нагрева преформы, давления и расхода выдуваемого воздуха, скорости продвижения вытягивающего стержня и тому подобное).
На этом первом этапе исследования, традиционная форма преформы, следовательно, осталась по существу немодифицированной, которая состоит, как указано ранее, из полого цилиндрического корпуса, с постоянной или изменяющейся толщиной, обеспеченного с открытым концом, который уже имеет конечную форму области горлышка бутылки - и, следовательно, также содержит резьбу, необходимую для присоединения резьбового колпачка - и с закрытым концом, предназначенным для образования дна бутылки, полусферической формы.
С целью уменьшения количества пластикового материала, который, в готовой бутылке, остается в центральной области ее дна и, следовательно, не имеет непосредственной практической пользы для улучшения ее механического сопротивления, преформы с неполусферическим закрытым концом и, в частности, эллиптической или параболической формы (так называемой в данной области, с целью упрощения, даже если более точно они соответствуют форме вращательного эллипсоида и параболоида, соответственно), в таком случае были предложены и частично использовались. Однако, хотя преформы этого типа, в действительности, обеспечили некоторое преимущество во время формования преформы, позволяя получить небольшое уменьшение времени формования вследствие большей линейности пути протекания расплавленного пластикового материала, который впрыскивается в соответствии с вершиной закрытого конца преформы, относительно преформ, имеющих традиционную полусферическую форму такого конца, они, вместо того, не дали значительных результатов с точки зрения уменьшения веса преформы, так как распределение материала в готовой бутылке, в конце концов, существенно не отличалось от распределения материала бутылок, полученных посредством преформ с полусферическим закрытым концом. Кроме того, применение таких преформ обязательно требует новой настройки выдувных машин и, в частности, профилей нагрева закрытого конца преформы, причем профили должны удобно настраиваться на малоинтенсивных уровнях, так как более вытянутый профиль эллиптической и параболической формы определяет заметное уменьшение сопротивления, причем сама головка сопротивляется удлинению, прикладываемому вытягивающим стержнем, в процессе выдувного формования бутылки, относительно преформ с полусферическим закрытым концом.
Не так давно, JP-200206712 раскрыл преформу, в которой традиционный полусферический закрытый конец был модифицирован посредством внешнего удаления донного участка в соответствии с плоскостью, перпендикулярной относительно оси преформы, то есть удаления материала точно в области преформы, предназначенной для образования центральной части дна бутылки. Однако, хотя такое решение может показаться очевидно эффективным, получающееся сильное утонение преформы в соответствии с ее вершиной определяет различные недостатки. Во-первых, толщина стенки преформы не может уменьшаться, в общем, ниже предела около 1-1,5 мм, для обеспечения возможности нормального протекания без досрочной кристаллизации пластикового материала во время формирования преформы. Этот предел предполагает, что в более маленьких преформах (бутылках от полулитровых до 2 литровых), которые, следовательно, имеют маленькую толщину стенки и большую кривизну полусферического конца, уменьшение веса преформы, получаемое посредством этой системы, очень сильно уменьшено.
Кроме того, планарный конец преформы требует обеспечения достаточно широкого внешнего подающего канала и, следовательно, остаточный литник имеет гораздо бόльшую высоту относительно преформ, имеющих полусферический закрытый конец; такой тип литника, следовательно, значительно ухудшает поведение формованной бутылки в испытании на раскачивание. В заключение, небольшая толщина стенки преформы в области вершины крайне затрудняет, в практическом применении, этап вытягивания во время выдувного формования. В действительности, преформа сильно утоньшается конкретно в области, где вытягивающий стержень прикладывает свое осевое усилие, и, следовательно, очень проблематично задать температуры нагрева этой преформы, которые, с одной стороны, являются достаточно высокими для обеспечения правильного вытягивания преформы и, в частности, ее донной области, и, с другой стороны, являются не такими высокими, чтобы определять чрезмерную локальную деформацию или даже разрушение дна преформы вытягивающим стержнем.
Другая модификация закрытого конца преформы была раскрыта в EP-2077934. В действительности, в преформе, раскрытой в этом документе, как общая высота, так и толщины стенки преформы, которую предполагается модифицировать, сохраняются неизменными, при этом профиль закрытого конца преформы модифицируется таким образом, чтобы содержать центральный полый отросток, выступающий наружу. Такой профиль, таким образом, принимает более внутреннюю конфигурацию относительно конфигурации полусферического закрытого конца традиционной преформы такого же размера, и это предполагает вес вплоть до 2-3% от общего веса преформы - причем уменьшение, кроме того, концентрируется в центральной области дна бутылки и, следовательно, никоим образом не ухудшает механические свойства бутылки, выдуваемой из такой преформы, - не предполагая изменения толщин стенки преформы. Как следствие, все вышеприведенные проблемы для патента JP-200206712 ослабляются или исключаются, фундаментальные параметры длины и толщины стенки преформы остаются неизменными, параметры выдувного формования этой преформы не должны никоим образом изменяться относительно параметров традиционной полусферической преформы, следовательно, заметно способствуя воплощению этой преформы в качестве замены традиционных преформ в существующем оборудовании для выдувного формования.
Учитывая положительные признаки, показанные выше, преформа, раскрытая в EP-2077934, имеет недостаток - когда она используется в модернизации уже существующего оборудования - заключающийся в необходимости значительных модификаций литьевых форм преформы, так как дно полостей негативной формы, которая определяет внешнюю форму закрытого конца преформы, так и подвижная позитивная форма, для модификации также внутренней формы такого закрытого конца, должны быть модифицированы. Затраты на эти модификации форм, а также затраты, связанные с остановкой производства при существенном простое, который такая операция подразумевает, следовательно, делают менее привлекательным применение вышеописанной преформы в модернизации существующего оборудования для формования преформы.
ЗАДАЧА И РЕШЕНИЕ
Задача настоящего изобретения, следовательно, заключается в обеспечении облегченной преформы новой концепции, которая позволяет достигнуть требуемого уменьшения веса в центральной области дна бутылки, получаемой из нее, и которая может использоваться также в модернизации существующего оборудования для изготовления традиционных преформ с полусферическим закрытым концом с уменьшенными затратами на модификацию форм машин для формования, предназначенных для их изготовления.
Такая задача решается, в соответствии с настоящим изобретением, посредством преформы, имеющей признаки, заданные в прилагаемом независимом пункте 1 формулы изобретения. Дополнительные признаки преформы изобретения заданы в зависимых пунктах формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Дополнительные признаки и преимущества изобретения в любом случае будут более очевидными из нижеследующего подробного описания его предпочтительного варианта выполнения, приведенного только в качестве неограничивающего примера и показанного на прилагаемых чертежах, на которых:
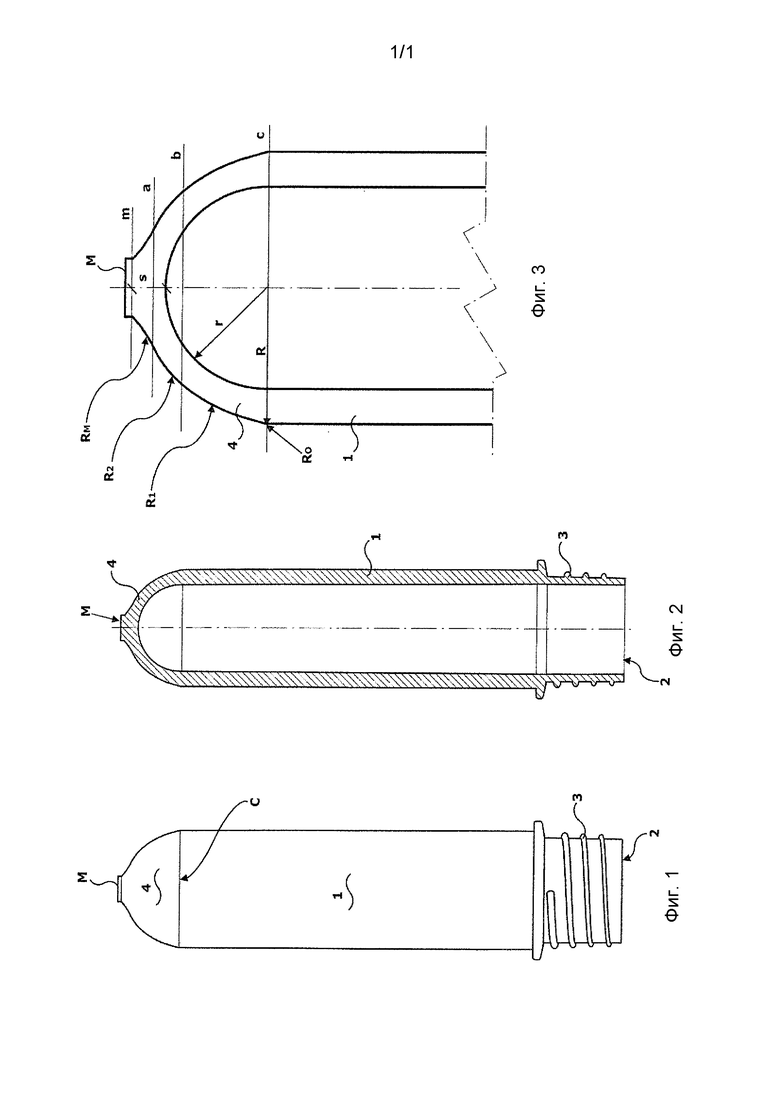
Фиг. 1 - схематичный вид спереди преформы в соответствии с настоящим изобретением;
Фиг. 2 - схематичный вид в сечении преформы по Фиг. 1; и
Фиг. 3 - увеличенный вид закрытого конца преформы по Фиг. 2, где штриховка разрезанных частей была опущена для большей понятности изображения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ВЫПОЛНЕНИЯ
Преформа настоящего изобретения имеет традиционную общую конструкцию, содержащую цилиндрический корпус 1, обеспеченный с открытым концом 2, предназначенным для образования горлышка бутылки и имеющим резьбу 3 для сцепления с колпачком, и с закрытым концом 4, соединенным с цилиндрическим корпусом 1 в соответствии с круглым венцом С. Закрытый конец 4 представляет собой конец, с которого вход расплавленного пластикового материала осуществляется в момент заполнения связанной формы и, следовательно, он имеет, в соответствии с его вершиной, где располагается точка впрыска, плоский литник М, незначительно выступающий (например, на 0,5 мм) относительно остальной части указанного закрытого конца.
В соответствии с общей концепцией решения настоящего изобретения, преформа отличается внутренней поверхностью, имеющей, главным образом, полусферическую форму, и внешней поверхностью с изменяющейся кривизной. Такая внешняя поверхность, имеющая изменяющуюся кривизну, более того, полностью охватывается полусферической поверхностью, соответствующей одному полусферическому закрытому концу традиционной преформы, т.е. поверхностью, имеющей радиус, равный наружному радиусу R цилиндрического корпуса 1; указанная внешняя поверхность, имеющая изменяющуюся кривизну, более того, является касательной к вышеуказанной полусферической поверхности, которой она охватывается, в соответствии с круглым венцом С и вершиной преформы.
В области, размещенной между двумя вышеуказанными областями касания, внешняя поверхность с изменяющейся кривизной преформы по изобретению может легко выполняться в соответствии с любым профилем для задания как требуемого уменьшения веса закрытого конца преформы, так и его предпочтительной геометрической формы, и более того для поддержания везде минимальной толщины стенки преформы, достаточной для того, чтобы не препятствовать протеканию пластикового материала, расплавленного во время инжекционного формования преформы.
Предпочтительно, область, имеющая минимальную толщину стенки закрытого конца преформы, располагается в пределах угла от 45° до 85°, и еще более предпочтительно от 55° до 75°, при виде в осевом сечении преформы, при этом указанный угол имеет его вершину в центре круглого венца С и одну из его сторон, лежащую в плоскости круглого венца С (линия пересечения с на Фиг. 3), при этом угол 90° представляет собой угол, имеющий другую из его сторон, проходящую через вершину преформы.
Хотя внешняя поверхность преформы может выполняться с любой требуемой кривизной, безопасной для общих указанных параметров, для того, чтобы ускорить и удешевить изготовление связанной формы, вместо того является предпочтительным, что она состоит из множества сферических смежных областей, каждая из которых отличается определенным радиусом кривизны, при этом указанные области, предпочтительно, являются взаимно касательными и также касательными к цилиндрическому корпусу 1 преформы, вдоль взаимно контактирующих окружностей. Более конкретно, под термином «сферические области» Заявитель подразумевает поверхности вращения дуг окружности, имеющие вышеуказанный радиус кривизны, вокруг оси преформы.
В случае, в котором, вследствие требований, диктуемых требуемой формой внешней поверхности, имеющей изменяющуюся кривизну, должно быть целесообразным обеспечивать не взаимно касательные смежные сферические области вдоль контактной окружности, является предпочтительным, чтобы указанные области были отделены сферическими соединительными областями, имеющими умеренную высоту и малый радиус, таким образом, чтобы быть касательными к прилегающим участкам указанных не взаимно касательных смежных сферических областей. Эта ситуация возникает с определенной частотой в случае сферической области, расположенной смежно с круглым венцом С, где часто является предпочтительным применять сферическую область, не непосредственно касательную к цилиндрическому корпуса 1 преформы, для обеспечения возможности более быстрого удаления внешней поверхности преформы относительно ее полусферической охватывающей поверхности и, следовательно, более явно выраженного уменьшения веса преформы относительно традиционной преформы, имеющей полусферический закрытый конец.
В дальнейшем описании, исключительная ссылка будет выполняться, с целью упрощения, на иллюстративный предпочтительный вариант выполнения, в котором внешняя поверхность преформы состоит из множества сферических областей, при этом каждая область имеет разный радиус; однако, такой вариант выполнения, во всяком случае, не следует рассматривать в качестве ограничения объема настоящего изобретения.
Как ясно показано на чертежах, и, в частности, в разрезе Фиг. 3, объем закрытого конца 4 преформы настоящего изобретения образован ее двумя внешней и внутренней поверхностями, которые имеют, как указано выше, отличный друг от друга профиль, таким образом толщина стенки закрытого конца 4 не является постоянной. В действительности, внутренняя поверхность конца 4 обычно является полусферической - как непосредственное следствие того факта, что абсолютное большинство машин для формования преформы, работающих на рынке, имеет эту форму, хотя преформы, имеющие неполусферическую внутреннюю поверхность закрытого конца, также подпадают под объем настоящего изобретения - и, следовательно, она имеет постоянный внутренний радиус r, при этом внешняя поверхность представляет собой чашеобразную поверхность с изменяющимися радиусами, т.е. состоящую из смежных сферических областей, имеющих разные радиусы и центр кривизны, необязательно совпадающий с центром круглого венца С.
В предпочтительном варианте выполнения, внешняя поверхность закрытого конца преформы настоящего изобретения образована таким образом, чтобы, при виде снаружи преформы, быть выпуклой на ее первом периферийном участке, начиная от круглого венца С, а затем вогнутой на ее втором центральном участке, смежно с литником М. Выпуклый участок вышеуказанной внешней поверхности может иметь бόльшую или меньшую протяженность по направлению к литнику М, с соответствующим уменьшением ее вогнутого участка, при условии, что область с минимальной толщиной стенки закрытого конца преформы удовлетворяет требованиям углового положения, ранее заданным выше. В действительности, размещая такую область минимальной толщины выше значения 85° или ниже значения 45°, эффект облегчения закрытого конца 4 был бы менее существенным, и, более того, постоянство линий протекания расплавленного пластикового материала для инжекционного формования преформы ухудшилось бы.
Наоборот, вогнутый участок вышеуказанной внешней поверхности закрытого конца преформы может проходить в направлении круглого венца С, с соответствующим уменьшением ее выпуклого участка, пока не достигает максимальной высоты - измеренной в виде расстояния между плоскостями линий пересечения m и a, где такие плоскости заданы в виде плоскости, которая отделяет литник М от преформы и в виде плоскости, которая отделяет выпуклый участок от вогнутого участка указанной внешней поверхности, соответственно, - равной двойной толщине стенки преформы в точке впрыска, за исключением литника М. В действительности, за пределами такого значения, минимальное значение толщины стенки в промежуточной области закрытого конца 4 является таким маленьким, чтобы затруднять заполняющее преформу протекание во время этапа формования. В любом случае, вышеприведенные параметры должны выбираться таким образом, чтобы, в любой точке закрытого конца 4, толщина стенки не была меньше значения в 1 мм.
В вышеуказанном выпуклом периферийном участке, изменяющийся радиус указанной внешней поверхности, предпочтительно, меньше диаметра 2R цилиндрического корпуса 1 преформы. В зависимости от размеров преформы, выпуклый периферийный участок закрытого конца преформы, конечно, может содержать большее или меньшее количество сферических областей, имеющих разный радиус.
Когда в указанном выпуклом периферийном участке закрытого конца 4 преформы имеется больше одной сферической области, радиус указанных сферических областей может иметь как уменьшающийся градиент, начиная от сферической области смежно с круглым венцом С и по направлению к вершине преформе - конечно, не учитывая какие-либо сферические соединительные области, имеющие умеренную высоту и малый радиус, - так и, вместо того, увеличивающийся градиент. В первом типе преформы закрытый конец преформы будет иметь более скругленную форму, в последнем - более оживальную форму; первый тип преформы в настоящее время является предпочтительным, так как он оказывает большее сопротивление действию вытягивающего стержня и, следовательно, обеспечивает более равномерное вытягивание преформы.
На чертежах показан предпочтительный вариант выполнения первого типа преформы, описанного выше, где выпуклая часть внешней поверхности закрытого конца 4 образована только в соответствии с двумя радиусами R1 и R2, имеющими уменьшающееся значение; радиус R1, который проходит между плоскостями линий пересечения c и b, и радиус R2, который проходит между плоскостями линий пересечения b и a. Вогнутая часть внешней поверхности закрытого конца преформы содержит, вместо того, один радиус RM и проходит, как ранее указано выше, между плоскостью линии пересечения a и плоскостью линии пересечения m. Предпочтительно, более того, является полезным обеспечить соединительную область небольшой высоты, имеющую очень маленький радиус RO, между первым выпуклым участком внешней поверхности и цилиндрической поверхностью корпуса 1; в действительности, такая соединительная область позволяет, как ранее показано выше, внешней поверхности начинаться с определенным наклоном относительно касательной к цилиндрической поверхности корпуса 1, не задавая образования краевых областей.
Эта определенная конструкция закрытого конца 4 преформы позволяет достигнуть требуемого уменьшения веса такого закрытого конца, конкретно благодаря наличию разных сферических областей, имеющих разные радиусы выпуклого участка. В действительности, внешний профиль закрытого конца 4, таким образом, может смещаться на требуемую величину к оси преформы, относительно преформы, имеющей такой же диаметр, как у цилиндрического корпуса и полусферического закрытого конца, и, следовательно, преформа по изобретению имеет уменьшенный объем и, следовательно, меньший вес относительно вышеуказанной традиционной преформы.
Одновременно, и в отличие от того, что было раскрыто в вышеприведенном JP-200206712 по предшествующему уровню техники, толщина закрытого конца существенно не изменяется в области вершины преформы, то есть в области, в которой вытягивающий стержень работает во время этапа выдувания и формования преформы, таким образом не возникает ни нежелательное замедление протекания расплавленного материала во время инжекционного формования преформы, ни ослабления или деформации преформы во время этапа вытягивания операции выдувного формования. В действительности, максимальное уменьшение толщины стенки возникает в промежуточной области закрытого конца 4, достаточно далеко от области, в которой вытягивающий стержень прикладывает максимальное усилие во время этапа вытягивания преформы.
Уменьшение толщины в этой промежуточной области закрытого конца 4 также является предпочтительным относительно заполняющего потока преформы во время ее этапа инжекционного формования, так как в этой области поток расплавленного полимерного материала уже подвергся в области вершины преформы наиболее подходящему и мгновенному отклонению направления на 90° и перемещается в соответствии с ламинарным движением, следовательно, не вызывая какого-либо существенного недостатка для прохода через сечение минимальной толщины.
Как ранее указано выше, профиль внутренней поверхности закрытого конца 4 является полусферическим. В случае модернизации существующего оборудования, следовательно, является возможным достигнуть очень заметного упрощения операций по замене существующих машин для формования, так как такие операции касаются исключительно негативной формы машины, и, в частности, ее одной нижней полости - обычно состоящей из отдельной детали относительно детали, которая образует цилиндрический участок преформы, - оставляя полностью немодифицированной ее позитивную форму. Как общеизвестно специалистам в данной области, изменение негативной формы гораздо проще, экономичнее и быстрее, чем изменение позитивной формы, таким образом затраты на модификацию машин для формования преформы - а также время простоя для установки указанных модификаций - составляют около одной трети, посредством применения преформы в соответствии с настоящим изобретением, относительно затрат, требуемых с преформой, раскрытой в вышеописанном документе уровня техники EP-2077934.
Здесь полезно подчеркнуть, что такие же преимущества, описанные выше в случае модернизации оборудования для производства преформ с полусферической головкой, могут быть получены также в оборудовании для производства преформ, имеющих неполусферическую внутреннюю форму закрытого конца и, следовательно, другую форму позитивной формы относительно полусферической формы, описанной выше. Также, в этом случае, форма позитивной формы может оставаться немодифицированной, и внешняя поверхность закрытого конца преформы может модулироваться посредством приспосабливания его выпуклой части, количества, протяженности и радиуса сферических областей, имеющих разные радиусы, подходящие для получения требуемого уменьшения веса преформы.
С целью большего упрощения конструкции формы, в конце концов, является возможным обеспечить то, что одна или более сферических областей с разным радиусом, образующих внешнюю поверхность закрытого конца 4 преформы настоящего изобретения, имеют бесконечный радиус, т.е. что они состоят из соответствующих имеющих форму усеченного конуса участков, взаимно соединенных с прилегающими участками посредством вышеуказанных соединительных областей, имеющих умеренную высоту и очень малый радиус.
С учетом вышеописанных преимуществ, в преформе настоящего изобретения, конечно, есть недостаток, заключающийся в том, чтобы больше нет постоянства толщины в закрытом конце 4 относительно традиционной преформы с полусферической головкой, которую предполагается заменить, так как внутренний и внешний профили головки преформы имеют отличающиеся формы, как описано выше. В частности, будет иметь место уменьшение толщины в соответствии с промежуточной кольцевой областью внешней поверхности. Такие изменения толщины, следовательно, влекут за собой необходимую перенастройку условий выдувания бутылок относительно настройки, выполняемой с традиционными преформами, и, следовательно, относительной стоимости, которая, однако, по большому счету компенсируется низкими затратами на модификации форм производственного оборудования для преформ.
Следовательно, несмотря на то, что с преформами, раскрытыми в EP-2077934, все затраты на внедрение неслись в начале производственной цепочки, и, следовательно, производителями преформы, с преформой настоящего изобретения эти затраты делятся между указанными производителями преформы и ее пользователями, которые, в отличие от того, что происходило с известной преформой, указанной выше, теперь будут должны нести частичные затраты на внедрение для перенастройки выдувных машин. Это более уравновешенное разделение затрат, по мнению заявителя, может облегчить более быстрое и широкое распространение преформ настоящего изобретения.
Настоящее изобретение было описано со ссылкой на его предпочтительный вариант выполнения, но очевидно, что существуют некоторые другие варианты выполнения, отличные от него, которые могут использовать новаторский принцип изобретения. Следовательно, изобретение никоим образом не ограничивается признаками раскрытого варианта выполнения, а только определениями изобретения, приведенными в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИКОВАЯ БУТЫЛКА С ОСНОВАНИЕМ КАК В БУТЫЛКЕ ДЛЯ ШАМПАНСКОГО И СПОСОБЫ ЕЕ ПРОИЗВОДСТВА | 2017 |
|
RU2747321C2 |
| УСТОЙЧИВЫЙ КОНТЕЙНЕР C ПЕТАЛОИДНЫМ ОСНОВАНИЕМ | 2011 |
|
RU2598995C9 |
| ПРЕФОРМА И СОСТАВНАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕФОРМЫ | 2008 |
|
RU2433042C2 |
| УПРАВЛЕНИЕ РАЗМЕРАМИ ПУЗЫРЬКОВ В ГАЗИРОВАННОЙ ЖИДКОСТИ | 2011 |
|
RU2605902C1 |
| УПРАВЛЕНИЕ РАЗМЕРАМИ ПУЗЫРЬКОВ В ГАЗИРОВАННОЙ ЖИДКОСТИ | 2011 |
|
RU2544818C2 |
| ПЛАСТИКОВАЯ БУТЫЛКА И ФОРМА ДЛЯ ПОЛУЧЕНИЯ ДНА БУТЫЛКИ | 2003 |
|
RU2261199C2 |
| НИЖНЕЕ ОСНОВАНИЕ КОНТЕЙНЕРА, СНАБЖЕННОЕ ДВОЯКОВОГНУТЫМ СВОДОМ | 2018 |
|
RU2756736C2 |
| СИСТЕМА ДЛЯ НАПИТКА (ВАРИАНТЫ) | 2016 |
|
RU2722841C2 |
| УСОВЕРШЕНСТВОВАННАЯ ПЛАСТМАССОВАЯ ЗАГОТОВКА | 2007 |
|
RU2469845C2 |
| ПРЕФОРМА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ЕМКОСТЕЙ СПОСОБОМ ДВУХЭТАПНОГО ФОРМОВАНИЯ С РАЗДУВОМ И ВЫТЯЖКОЙ | 2010 |
|
RU2540301C2 |
Изобретение относится к преформе. Преформа выполнена из пластикового материала для изготовления полых корпусов посредством процесса выдувного формования. Преформа содержит по существу цилиндрический корпус, имеющий открытый конец и закрытый конец. Закрытый конец имеет внешнюю поверхность с изменяющейся кривизной, которая полностью охватывается полусферической поверхностью, имеющей радиус, равный наружному радиусу (R) цилиндрического корпуса преформы. Внешняя поверхность с изменяющейся кривизной является касательной к полусферической поверхности, которой она охватывается, в соответствии с круглым венцом С и вершиной преформы. 11 з.п. ф-лы, 3 ил.
1. Преформа, выполненная из пластикового материала для изготовления полых корпусов посредством процесса выдувного формования, причем указанная преформа содержит по существу цилиндрический корпус (1), имеющий открытый конец (2) и закрытый конец (4), отличающаяся тем, что указанный закрытый конец (4) имеет внешнюю поверхность с изменяющейся кривизной, которая полностью охватывается полусферической поверхностью, имеющей радиус, равный наружному радиусу (R) цилиндрического корпуса (1) преформы, при этом указанная внешняя поверхность с изменяющейся кривизной является касательной к полусферической поверхности, которой она охватывается, в соответствии с круглым венцом С и вершиной преформы; причем внутренняя поверхность указанного закрытого конца представляет собой полусферическую поверхность.
2. Преформа по п.1, в которой указанная внешняя поверхность с изменяющейся кривизной состоит из множества смежных сферических областей, каждая из которых имеет определенный радиус кривизны, при этом указанные области, предпочтительно, являются взаимно касательными и касательными к цилиндрическому корпусу (1) преформы, вдоль взаимно контактирующих окружностей.
3. Преформа по п.1 или 2, в которой область закрытого конца (4) преформы, имеющая минимальную толщину стенки, находится в пределах угла от 45° до 85°, при виде в осевом сечении преформы, при этом указанный угол имеет его вершину в центре круглого венца (С) и одну из его сторон, лежащую в плоскости (с) круглого венца (С), при этом угол 90° представляет собой угол, имеющий другую из его сторон, проходящую через вершину преформы.
4. Преформа по п.3, в которой область закрытого конца (4) преформы, имеющая минимальную толщину стенки, находится в пределах угла от 55° до 75°.
5. Преформа по п.2, в которой указанная внешняя поверхность с изменяющейся кривизной является выпуклой на ее первом периферийном участке, начиная от круглого венца (С), соединяющегося с указанным цилиндрическим корпусом (1), и, следовательно, вогнутой на ее втором центральном участке смежно с формовочным литником (М) преформы.
6. Преформа по п.2, в которой указанный второй вогнутый участок внешней поверхности с изменяющейся кривизной проходит, в направлении круглого венца (С), до максимальной высоты, равной двойной толщине стенки преформы в точке впрыска, за исключением литника (М).
7. Преформа по п.1, в которой толщина стенки указанного закрытого конца никогда не ниже значения в 1 мм.
8. Преформа по п.5, в которой изменяющийся радиус сферических областей указанного первого выпуклого периферийного участка закрытого конца (4) преформы меньше диаметра (2R) цилиндрического корпуса (1).
9. Преформа по п.8, в которой указанный первый выпуклый периферийный участок внешней поверхности с изменяющейся кривизной закрытого конца (4) преформы содержит по меньшей мере две сферические области, имеющие радиус разной величины.
10. Преформа по п.2, в которой соединительная область, имеющая умеренную высоту и малый радиус (RO), кроме того, обеспечена между смежными сферическими областями, имеющими разный наклон в соответствии с соответствующими окружностями контакта с указанной соединительной областью.
11. Преформа по п.2, в которой соединительная область, имеющая умеренную высоту и малый радиус (RO), кроме того, обеспечена между периферийной сферической областью выпуклого участка внешней поверхности с изменяющейся кривизной и цилиндрической поверхностью корпуса (1) преформы.
12. Преформа по п.2, в которой одна или более сферических областей, имеющих разный радиус, которые образуют внешнюю поверхность с изменяющейся кривизной закрытого конца (4) преформы, состоит из соответствующих имеющих форму усеченного конуса областей, соединенных с смежными участками посредством соединительных областей, имеющих умеренную высоту и малый радиус.
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ЛАБОРАТОРНОГО ЖИВОТНОГО ПРИ ИЗУЧЕНИИ ВОЗДЕЙСТВИЯ ВИБРАЦИИ | 1990 |
|
RU2048757C1 |
| US 2010055369 A1, 04.03.2010 | |||
| WO 2007060529 A2, 31.02.2007 | |||
| US 5888598 A, 30.03.1999 | |||
| ПРЕФОРМА И СОСТАВНАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕФОРМЫ | 2008 |
|
RU2433042C2 |

