Настоящее изобретение относится к предназначенной для изделий таре корзиночного типа, выполненной с возможностью размещения в ней множества изделий, таких как бутылки, и к заготовке для образования тары. Обычно тара корзиночного типа для бутылок содержит конструкцию центральной (срединной) перегородки, которая включает в себя конструкцию ручки, с помощью которой тара может быть поднята и перенесена, и бутылки расположены рядами с обеих сторон конструкции перегородок. В большинстве случаев бутылки отделены друг от друга поперечными разделительными панелями, простирающимися от каждой стороны центральной перегородки до соседней боковой стенки тары. Следовательно, при данном типе конструкции бутылки размещаются в отдельных ячейках тары, хотя такие ячейки необязательны.
Для образования конструкций перегородок, предназначенных для известной тары корзиночного типа, требуется наличие ряда сложных сгибов, которые могут вызвать необходимость в поворачивании или переворачивании заготовки при изготовлении тары, в результате чего процесс замедляется.
Один пример тары корзиночного типа проиллюстрирован в патенте США 3570706, в котором описана тара, имеющая боковые и торцевые стенки, конструкцию, образующую перегородки для бутылок, и нижнюю стенку с наклонными участками панелей, выполненных с отверстиями для бутылок. Отверстия для бутылок имеют расположенные над ними язычки для защиты части бутылки в вырезе.
Другой пример проиллюстрирован в патенте Швейцарии 670432, в котором показана заготовка для тары, имеющая боковые и торцевые стенки, конструкцию центральной перегородки, соединенную с боковой стенкой посредством внутренней перегородки, а также соединенную с противоположными торцевыми стенками.
Сложная конструкция известной тары корзиночного типа требует использования большого количества картона, обусловленного неправильной формой контура заготовки, что приводит к потерям материала, которые нежелательны.
Задачей настоящего изобретения и предпочтительных вариантов осуществления настоящего изобретения является устранение или, по меньшей мере, уменьшение степени остроты проблем, связанных с предшествующим техническим уровнем. Картонная коробка по настоящему изобретению может быть образована на машине, осуществляющей склеивание по прямым линиям. Предусмотрено, что изобретение может быть использовано в «адаптированной» упаковочной машине, в результате чего устраняется необходимость в специальном оборудовании.
В соответствии с одним аспектом изобретения разработана тара для изделий корзиночного типа, имеющая противоположные боковые и торцевые панели, панель основания, соединенную с возможностью поворота с одной или более из боковых или торцевых панелей, и ручку, присоединенную к противоположным торцевым панелям с возможностью поворота, которая дополнительно содержит внутренние перегородки, образованные из отдельной заготовки, при этом внутренние перегородки содержат первую центральную панель, присоединенную к ручке и, по меньшей мере, к одной торцевой панели и, по меньшей мере, одной поперечной разделительной панели, вырезанные из центральной панели и соединенные с ней с возможностью поворота для образования множества ячеек для приема изделий с одной стороны от ручки.
Предпочтительно тара для изделий может содержать вторую центральную панель, соединенную с первой центральной панелью с возможностью поворота, при этом вторая центральная панель присоединена к ручке и, по меньшей мере, к одной торцевой панели, и, по меньшей мере, одной поперечной разделительной панели, вырезанные из центральной панели и соединенные с ней с возможностью поворота для образования множества ячеек для приема изделий с другой стороны от ручки.
Предпочтительно также центральные панели могут быть взаимосвязаны с возможностью поворота вдоль линии сгиба, расположенной по существу параллельно линиям сгиба, которые обеспечивают соединение поперечных разделительных панелей с центральной панелью с возможностью их поворота.
Предпочтительно тара для изделий дополнительно содержит клапан, вырезанный из одной из центральных панелей, причем он взаимосвязан с возможностью поворота с другой центральной панелью вдоль линии сгиба центральной панели.
В соответствии с другим возможным, но необязательным признаком данного варианта осуществления изобретения, центральные панели взаимосвязаны друг с другом с возможностью поворота вдоль линии сгиба, простирающейся по существу перпендикулярно линиям сгиба, которые обеспечивают соединение поперечных разделительных панелей с центральной панелью с возможностью их поворота.
В соответствии с другим возможным, но необязательным признаком данного варианта осуществления изобретения, каждая центральная панель дополнительно содержит скрепляющую панель, при этом скрепляющие панели имеют такую конструкцию и расположены таким образом, что они обеспечивает крепление элементов друг к другу.
В соответствии с другим возможным, но необязательным признаком данного варианта осуществления изобретения, поперечная разделительная панель или каждая поперечная разделительная панель соединена с центральной панелью с возможностью поворота посредством пары расположенных на некотором расстоянии друг от друга линий сгиба, расположенных между противоположными концами поперечной разделительной панели или каждой поперечной разделительной панели для образования панели, которая простирается наружу от обеих сторон центральной панели.
В соответствии с другим возможным, но необязательным признаком данного варианта осуществления изобретения, две поперечные разделительные панели вырезаны из первой центральной панели, причем они взаимосвязаны друг с другом с возможностью поворота у их концов, удаленных от первой центральной панели, однажды выставленной в вертикальное положение посредством скрепляющей панели боковой стенки.
В соответствии с другим возможным, но необязательным признаком данного варианта осуществления изобретения, тара для изделий дополнительно содержит опорную панель ручки, простирающуюся от верхней части первой центральной панели, при этом опорная панель ручки имеет отверстие для руки, подлежащее выставлению относительно ручки тары для изделий.
В соответствии с другим возможным, но необязательным признаком данного варианта осуществления изобретения, ручка содержит первую и вторую панели ручки, при этом опорная панель ручки соединена с возможностью сгибания с первой панелью ручки для образования трехслойной ручки.
Предпочтительно тара для изделий дополнительно содержит вторую опорную панель ручки, соединенную с первой панелью ручки с возможностью сгибания.
В соответствии с другим возможным, но необязательным признаком данного варианта осуществления изобретения, первая и вторая панели ручки являются копланарными, а верхние края панелей ручки являются колинеарными.
В соответствии с другим возможным, но необязательным признаком данного варианта осуществления изобретения, верхние края опорной панели ручки или каждой опорной панели ручки расположены на одной прямой с панелями ручки.
Возможно выполнение опорной панели ручки по существу трапециевидной формы.
В соответствии с другим возможным, но необязательным признаком данного варианта осуществления изобретения, по меньшей мере, одна из центральных панелей выполнена с крюкообразной частью, расположенной таким образом, чтобы обеспечить возможность ее сцепления с панелью основания.
В соответствии с другим вариантом осуществления изобретения предложена заготовка для образования тары для изделий корзиночного типа, содержащая первую торцевую панель, первую боковую панель, вторую торцевую панель, вторую боковую панель и третью торцевую панель, последовательно соединенные с возможностью поворота таким образом, что одна из панелей выполнена с возможностью поворота относительно соседней с ней, панель основания, присоединенную к одной из боковых или торцевых панелей с возможностью поворота, и ручку, имеющую отверстие для руки, при этом ручка содержит первую и вторую панели ручки, соединенные со второй торцевой панелью с возможностью поворота, при этом первая панель ручки находится в положении контакта друг с другом с возможностью поворота для образования двухслойной ручки, когда тара находится в готовом состоянии, в которой первая и вторая панели ручки расположены рядом с соответствующими первой и второй боковыми панелями и отделены от них.
Предпочтительно заготовка дополнительно содержит опорную панель ручки, соединенную с первой панелью ручки с возможностью сгибания для образования трехслойной ручки в собранном состоянии.
В соответствии с другим возможным, но необязательным признаком этого варианта осуществления изобретения, заготовка дополнительно содержит вторую опорную панель ручки, соединенную со второй панелью ручки с возможностью сгибания.
В соответствии с другим возможным, но необязательным признаком этого варианта осуществления изобретения, первая и вторая панели ручки являются копланарными, а верхние края панелей ручки являются колинеарными.
В соответствии с другим возможным, но необязательным признаком этого варианта осуществления изобретения, верхние края опорной панели ручки (или каждой опорной панели) ручки расположены на одной прямой с панелями ручки.
В соответствии с другим возможным, но необязательным признаком этого варианта осуществления изобретения, панели ручки имеют такую форму, которая обеспечивает возможность их стыковки с первой и второй панелями ручки ближайшей соседней заготовки.
Предпочтительно панели ручки имеют по существу трапециевидную форму.
В соответствии с другим возможным, но необязательным признаком этого варианта осуществления изобретения, заготовка дополнительно содержит панель, расположенную таким образом, чтобы создавать опору, по меньшей мере, для одной центральной панели, когда заготовка собрана для образования тары.
Предпочтительно дополнительная центральная опорная панель соединена с противоположным концом последовательности панелей с возможностью поворота, при этом опорные панели расположены таким образом, чтобы обеспечить возможность их крепления к одной или более сторонам центральной/центральных панели/панелей.
В соответствии с другим возможным, но необязательным признаком этого варианта осуществления изобретения, по меньшей мере, одна из опорных панелей выполнена с крюкообразной частью, расположенной таким образом, чтобы обеспечить возможность ее сцепления с панелью основания, когда заготовка собрана для образования тары.
В соответствии с другим вариантом осуществления изобретения предложена заготовка для образования внутренних перегородок, предназначенных для изделий тары корзиночного типа, включающая в себя панели, образующие противоположные торцевые и боковые стенки, и ручку, причем заготовка содержит первую центральную панель, выполненную с возможностью соединения с ручкой и, по меньшей мере, с одной торцевой стенкой тары корзиночного типа, и, по меньшей мере, одной поперечной разделительной панелью, вырезанной из центральной панели и соединенной с ней с возможностью поворота для образования множества ячеек для приема изделий с одной стороны от ручки при образовании тары из заготовки.
Предпочтительно заготовка содержит вторую центральную панель, соединенную с первой центральной панелью с возможностью поворота, при этом вторая центральная панель выполнена с возможностью присоединения к ручке и, по меньшей мере, к одной торцевой панели тары корзиночного типа, и, по меньшей мере, одной поперечной разделительной панели, вырезанные из второй центральной панели и соединенные с ней с возможностью поворота для создания множества ячеек для приема изделий с другой стороны от ручки при образовании тары из заготовки.
Предпочтительно центральные панели соединены с возможностью поворота вдоль линии сгиба, расположенной по существу параллельно линиям сгиба, обеспечивающие соединение поперечных разделительных панелей с центральной панелью с возможностью их поворота.
Предпочтительно заготовка дополнительно содержит клапан, вырезанный из одной из центральных панелей, причем он взаимосвязан с возможностью поворота с другой центральной панелью вдоль линии сгиба центральной панели.
В соответствии с другим возможным, но необязательным признаком этого варианта осуществления изобретения, центральные панели соединены с возможностью поворота, при этом они соединены вдоль линии сгиба, простирающейся по существу перпендикулярно линиям сгиба, которые обеспечивают соединение поперечных разделительных панелей с центральной панелью с возможностью их поворота.
Предпочтительно каждая центральная панель дополнительно содержит скрепляющую панель, при этом скрепляющие панели имеют такую конструкцию и расположены таким образом, что они обеспечивают крепление элементов друг к другу в готовой таре для изделий.
В соответствии с другим возможным, но необязательным признаком этого варианта осуществления изобретения, поперечная разделительная панель или каждая поперечная разделительная панель соединена с центральной панелью с возможностью поворота посредством пары расположенных на расстоянии друг от друга линий сгиба, простирающихся между противоположными концами поперечной разделительной панели или каждой поперечной разделительной панели, для создания панели, которая проходит наружу от обеих сторон центральной панели, когда конструкция внутренних перегородок образована в готовой таре.
В соответствии с другим возможным, но необязательным признаком этого варианта осуществления изобретения, две поперечные разделительные панели вырезаны из первой центральной панели, причем они соединены друг с другом с возможностью поворота у их конца, удаленного от первой центральной панели, однажды выставленной в вертикальное положение посредством скрепляющей панели боковой стенки.
В соответствии с другим возможным, но необязательным признаком этого варианта осуществления изобретения, заготовка дополнительно содержит опорную панель ручки, простирающуюся от верхней части первой центральной разделительной панели, при этом опорная панель ручки имеет отверстие для руки, подлежащее выставлению относительно ручки тары для изделий.
В соответствии с другим вариантом осуществления изобретения предложена тара для изделий корзиночного типа, выполненная с возможностью размещения в ней множества изделий и образованная из одной или более заготовок картонных коробок и внутренних перегородок, образованной из заготовки.
В соответствии с еще одним вариантом осуществления изобретения предложен способ образования тары для изделий корзиночного типа из первой заготовки, содержащей первую торцевую панель, первую боковую панель, вторую торцевую панель, вторую боковую панель и третью торцевую панель, последовательно соединенные таким образом, что одна из панелей поворачивается относительно соседней с ней, и ручку, соединенную с одной или более из торцевых панелей с возможностью поворота, и из второй заготовки для образования внутренних перегородок, причем указанный способ включает в себя следующие операции:
i) размещение второй заготовки на первой заготовке так, чтобы они были выставлены друг относительно друга;
ii) прикрепление поперечных разделительных панелей к первой боковой панели, образующей стенку;
iii) прикрепление центральной панели к панели ручки первой заготовки;
iv) сгибание второй боковой панели и второй торцевой панели в положение, при котором они контактируют с внутренними перегородками с прилеганием к ней, и
v) скрепление первой и третьей торцевых панелей вместе для образования готовой сложенной тары для изделий.
Ниже описаны приведенные в качестве примера варианты осуществления изобретения, при этом они описаны только в качестве примера и со ссылкой на сопровождающие чертежи, на которых:
фиг.1А и 1В представляют собой виды сверху заготовок из картона, из которых образуют тару для изделий согласно одному варианту осуществления изобретения;
фиг.2А и 2В представляют собой вертикальные виды сбоку заготовок, показанных на фиг.1А и 1В, в процессе формирования из них плоско сложенной картонной коробки;
фиг.3 представляет собой вид в перспективе сформированной тары корзиночного типа, образованной из заготовки, показанной на фиг.1, при рассматривании его сверху и с одного торца;
фиг.4А и 4В представляют собой виды сверху заготовок из картона, из которых образуют тару для изделий согласно другому варианту осуществления изобретения;
фиг.4С представляет собой вид сверху примыкающих друг к другу заготовок, показанных на фиг.4А, образованных из непрерывного рулона картона или аналогичного листового материала;
фиг.5А и 5В представляют собой виды сверху заготовок из картона, из которых образуют тару для изделий согласно третьему варианту осуществления изобретения;
фиг.6 представляет собой вид сверху примыкающих друг к другу заготовок, показанных на фиг.5А и 5В, образованных из непрерывного рулона картона или аналогичного листового материала;
фиг.7А и 7В представляют собой вертикальные виды сбоку заготовок, показанных на фиг.5А и 5В, в процессе формирования из них плоско сложенной картонной коробки;
фиг.8 представляет собой вид в перспективе сформированной тары корзиночного типа, образованной из заготовок, показанных на фиг.5А и 5В, при рассматривании его сверху и с одного торца;
фиг.9А и 9В представляют собой виды сверху заготовок из картона, из которых образуют тару для изделий согласно четвертому варианту осуществления изобретения;
фиг.10А и 10В представляют собой виды сверху заготовок из картона, из которых образуют тару для изделий согласно пятому варианту осуществления изобретения;
фиг.11 представляет собой вид сверху примыкающих друг к другу заготовок, показанных на фиг.10А, образованных из непрерывного рулона картона или аналогичного листового материала;
фиг.12А и 12В представляют собой вертикальные виды сбоку заготовок, показанных на фиг.10А и 10В, в процессе формирования из них плоско сложенной картонной коробки;
фиг.13 представляет собой вид в перспективе сформированной тары корзиночного типа, образованной из заготовки, показанной на фиг.10А, при рассматривании его сверху и с одного торца;
фиг.14А и 14В представляют собой виды сверху заготовок из картона, из которых образуют тару корзиночного типа согласно шестому варианту осуществления изобретения;
фиг.15А и 15В представляют собой вертикальные виды сбоку заготовок, показанных на фиг.14А и 14В, в процессе формирования из них плоско сложенной картонной коробки;
фиг.16 представляет собой вид в перспективе сформированной тары корзиночного типа, образованной из заготовки, показанной на фиг.14А, при рассматривании его сверху и с одного торца;
фиг.17А и 17В представляют собой виды сверху заготовок из картона, из которых образуют тару корзиночного типа согласно седьмому варианту осуществления изобретения;
фиг.18А и 18В представляют собой вертикальные виды сбоку заготовок, показанных на фиг.17А и 17В, в процессе формирования из них плоско сложенной картонной коробки;
фиг.19 представляет собой вид в перспективе сформированной тары корзиночного типа, образованной из заготовки, показанной на фиг.17А, при рассматривании его сверху и с одного торца;
фиг.20А и 20В представляют собой виды сверху заготовок из картона, из которых образуют тару корзиночного типа согласно восьмому варианту осуществления изобретения;
фиг.21А и 21В представляют собой вертикальные виды сбоку заготовок, показанных на фиг.20А и 20В, в процессе формирования из них плоско сложенной картонной коробки;
фиг.22 представляет собой вид в перспективе сформированной тары корзиночного типа, образованной из заготовки, показанной на фиг.20А и 20В, при рассматривании его сверху и с одного торца;
фиг.23А и 23В представляют собой виды сверху заготовок из картона, из которых образуют тару корзиночного типа согласно девятому варианту осуществления изобретения;
фиг.24А и 24В представляют собой вертикальные виды сбоку заготовок, показанных на фиг.23А и 23В, в процессе формирования из них плоско сложенной картонной коробки;
фиг.25 представляет собой вид в перспективе сформированной тары корзиночного типа, образованной из заготовки, показанной на фиг.23А и 23В, при рассматривании его сверху и с одного торца.
Как показано на чертежах, тару для изделий изготавливают из одной или более заготовок из картона, гофрированного картона или другого пригодного листового материала, поддающегося сгибанию, например пластика. Тара приспособлена для размещения в ней множества изделий, например шести бутылок, расположенных в два ряда по три бутылки в каждом ряду. Предусмотрено, что тара может быть приспособлена для размещения различного количества бутылок в соответствии с потребностями пользователя.
На фиг.1А и 1В показан первый вариант осуществления изобретения, при этом на них показана тара, образованная из заготовки, состоящей из трех частей. Заготовка 10 для образования наружных панелей включает в себя расположенные в виде продольной последовательности первую центральную опорную панель 12, первую торцевую панель 14, первую боковую панель 16, вторую торцевую панель 18, вторую боковую панель 22 и вторую центральную панель 24, соединенные таким образом, что одна из панелей может поворачиваться относительно соседней с ней, при этом они соединены друг с другом соответственно вдоль поперечных линий 26, 28, 30, 32, 34 и 36 сгиба. Заготовка также может дополнительно содержать поперечную линию 19 сгиба, расположенную между линиями 30 и 32 сгиба и предназначенную для разделения второй торцевой панели 18 на две части 18а, 18b с целью образования тары корзиночного типа со «стреловидным профилем», описанной ниже.
Первая панель 38 ручки расположена рядом с первой торцевой панелью 14 и первой боковой панелью 16 и отделена от этих боковой и торцевой панелей линиями 40, 42 разреза. Линии 40, 42 разреза проходят между линиями 26 и 30 сгиба. Панель 38 ручки соединена с первой центральной опорной панелью 12 с возможностью поворота, при этом панель 38 ручки соединена с первой центральной опорной панелью 12 вдоль продолжения линии 26 сгиба, которое образует часть одного бокового края первой панели 38 ручки. Для читателя очевидно, что центральные опорные панели не являются обязательным элементом и что панели ручки могут быть присоединены непосредственно к торцевой панели в некоторых вариантах осуществления. Панель 38 ручки соединена с противоположной торцевой панелью 18 посредством промежуточной панели 50, которая соединена с боковым краем панели 38 ручки с возможностью поворота вдоль линии 53 сгиба и соединена с торцевой панелью посредством надрезанного участка вдоль линии 30 сгиба, как показано на фиг.1А.
Панель 38 ручки может иметь отверстие 44 для руки. В данном варианте осуществления клапан 46, создающий смягчающую подкладку для руки, соединен вдоль линии 48 сгиба с верхним краем отверстия 44 для руки.
Предпочтительно предусмотрена вторая панель 52 ручки, которая расположена рядом со второй боковой панелью 20 и третьей торцевой панелью 22 и отделена от этих боковой и торцевой панелей линиями 54, 56 разреза. Линии 54, 56 разреза проходят между линиями 32 и 36 сгиба. Панель 52 ручки соединена со второй центральной опорной панелью 24 с возможностью поворота, при этом панель 52 ручки соединена со второй центральной опорной панелью 24 вдоль продолжения линии 36 сгиба, которое образует часть одного бокового края второй панели 52 ручки. Панель 52 ручки соединена с противоположной торцевой панелью 18 посредством промежуточной панели 64, которая соединена с боковым краем панели 52 ручки с возможностью поворота вдоль линии 66 сгиба и соединена с торцевой панелью 18 посредством надрезанного участка вдоль линии 32 сгиба, как показано на фиг.1А.
Панель 52 ручки может иметь отверстие 58 для руки. В данном варианте осуществления клапан 60, создающий смягчающую подкладку для руки, соединен вдоль линии 62 сгиба с верхним краем отверстия 58 для руки.
В данном варианте осуществления предусмотрена трехслойная конструкция ручки. Опорная панель 68 ручки расположена рядом с частью первой торцевой панели 18 и рядом с промежуточной панелью 64. Опорная панель 68 ручки соединена с боковым краем второй панели 52 ручки с возможностью поворота вдоль линии 66 сгиба, но в остальных местах отделена от заготовки с помощью линии 65 разреза. Предусмотрено отверстие 70 для руки, расположенное между верхним и нижним краями опорной панели 68 ручки. Предпочтительно отверстие 70 для руки расположено таким образом, что оно будет совпадать с отверстиями 44 и 58 для руки в собранной картонной коробке.
Заготовка также содержит конструкцию основания, которая в данном варианте осуществления образована панелями 72, 74 основания, соединенными соответственно с боковыми панелями 16, 20 с возможностью сгибания. Предусмотрены соответствующие скрепляющие средства для скрепления панелей основания вместе. Например, клеевой клапан 76 соединен с панелью 72 основания. В альтернативном варианте фиксирующие язычки вырезаны из панели основания, а во второй панели основания выполнено соответствующее отверстие для фиксации, предназначенное для приема и удерживания фиксирующих язычков, как хорошо известно. Специалистам в данной области техники следует понимать, что могут быть применены другие способы взаимного соединения панелей основания вместе в процессе изготовления, и изобретение не ограничено теми элементами, которые проиллюстрированы в вариантах осуществления или описаны выше.
На фиг.1В показана предназначенная для тары для изделий конструкция перегородок, образованная из второй заготовки 80 и третьей заготовки 80а.
Предпочтительно заготовка 80 образует одну сторону конструкции перегородок и содержит пару поперечных разделительных панелей 82, 84, вырезанных из центральной разделительной панели 86. Поперечная разделительная панель 82 вырезана из центральной панели 86 по линии 87 разреза и соединена с ней вдоль линии 88 сгиба. Аналогичным образом поперечная разделительная панель 84 вырезана из центральной панели 86 по линиям 89, 90 разреза и соединена с ней вдоль линии 92 сгиба. В данном варианте осуществления линия 92 сгиба прерывается линией 87 разреза, которая проходит в поперечную разделительную панель 84 для образования клеевого клапана 94, соединенного с поперечной разделительной панелью 82 с возможностью сгибания вдоль линии 96 сгиба. Второй клеевой клапан 98 может быть соединен с поперечной разделительной панелью 84 вдоль линии 99 сгиба. В возможном варианте, но не обязательном, клеевые клапаны 94, 98 включают в себя выступающие элементы 91, образованные посредством линии 93 разреза, которая прерывает линию сгиба клеевого клапана. При использовании выступающие элементы позволяют увеличить площадь поверхности клеевого клапана, подлежащего прикреплению. Вдоль нижнего края центральной панели 86 может быть предусмотрен крюкообразный элемент 97 для обеспечения присоединения к конструкции основания с возможностью отсоединения.
Заготовка 80а аналогична заготовке 80, и поэтому аналогичные панели обозначены теми же ссылочными номерами с добавлением буквы «а». Следовательно, только различия между заготовкой 80 и заготовкой 80а будут описаны более подробно. Может быть предусмотрен концевой клапан 95а, который соединен с центральной панелью 86а с возможностью сгибания вдоль линии 79а сгиба. При использовании концевой клапан прикрепляют к одному из язычков 93а, проходящих в поперечную разделительную панель 82а, частично образованную линией 77а разреза. При использовании язычок 93а выполнен с возможностью крепления к центральной опорной панели 12, 24, описанной ниже.
Предусмотрено, что количество и местоположение поперечных разделительных панелей каждой заготовки может быть изменено в соответствии с числом необходимых ячеек для приема изделий.
Формирование готовой тары по первому варианту осуществления, показанное на фиг.2 и 3, в плоско сложенном состоянии из заготовки требует ряда последовательных операций сгибания и склеивания, которые могут быть выполнены на машине, осуществляющей склеивание по прямым линиям, так что не потребуется поворачивать или переворачивать картонную коробку для завершения ее создания. Места склеивания заготовок выделены штриховкой, в то же время предусмотрено, что при желании в других вариантах осуществления заготовка может быть склеена в других местах. Процесс сгибания не ограничен описанным ниже и может быть изменен в соответствии с конкретными производственными условиями.
Таким образом, заготовки 80 и 80а прикрепляют к заготовке 10. В данном варианте осуществления клапаны 94, 98 прикрепляют к боковой панели 16, а центральную панель 86 прикрепляют к панели 38 ручки с помощью клея или другого пригодного средства. Аналогичным образом клеевые клапаны 94а и 98а прикрепляют к боковой панели 20, а центральную разделительную панель 86а прикрепляют к панели 52 ручки с помощью клея или другого пригодного средства. Таким образом, картонная коробка находится на первом этапе создания, показанном на фиг.2А. После этого опорную панель 68 ручки сгибают вокруг линии 66 сгиба так, чтобы она вошла в контакт с панелью 52 ручки с прилеганием к ней, и так, чтобы отверстия 70 и 58 были совмещены друг с другом. Торцевую панель 18 сгибают соответственно вдоль линий 30, 19, 32 сгиба так, чтобы она не находилась в одной плоскости с соседними боковыми панелями 16, 20, так что промежуточные панели 50, 64 оказываются в положении контакта соответственно с каждой частью 18а, 18b торцевой панели с прилеганием к ней. В некоторых вариантах осуществления промежуточные панели 50, 64 прикрепляют к торцевой панели 18 с помощью клея или другого пригодного средства в данной области техники.
Центральные опорные панели 12, 24 также сгибают таким образом, чтобы они оказались в положении контакта с соответствующими торцевыми панелями 14, 22 и панелями 38, 52 ручки с прилеганием к ним, и они могут быть скреплены вместе с помощью клея или другого пригодного средства в данной области техники. Наружные панели 18b, 20, 22, образующие одну сторону перегородки, сгибают таким образом, чтобы они оказались в положении контакта с наружными панелями 18а, 16, 14, образующими другую сторону перегородки, с прилеганием к ним.
За счет сгибания панелей таким образом две стороны тары корзиночного типа оказываются в положении, при котором они обращены друг к другу, и панели 52, 68 ручки вместе прикрепляют к внутренней стороне панели 38 ручки с помощью клея или другого средства, известного в данной области техники. Предпочтительно язычок 93а прикрепляют к центральной панели 86, а центральные опорные панели 12, 24 могут быть соответственно прикреплены к участкам соответствующих центральных панелей 86, 86а с помощью клея или другого средства, известного в данной области техники. В тех вариантах осуществления, в которых предусмотрен клапан 95а, он прикреплен к торцевой панели 18.
После этого картонная коробка находится на промежуточной стадии, показанной на фиг.2В, в виде полностью сложенной тары для изделий, в которой вторая торцевая панель 22, вторая боковая панель 20 и наружная панель 52 ручки оказываются расположенными лицом к лицу соответственно с первой торцевой стенкой 14, первой боковой панелью 16 и панелью 38 ручки. Картонную коробку по первому варианту осуществления обычно называют упаковкой «со стреловидным профилем», поскольку торцевые панели согнуты относительно центральной линии сгиба для образования переднего края 37 и двух задних краев, образованных линиями 30 и 32 сгиба.
Для формирования тары для изделий передние и задние края сложенной тары смещают внутрь в направлении друг друга. Это заставляет торцевые панели 14, 22 и 18 и боковые панели 16 и 20 смещаться из положения, при котором они плоско сложены, в положение, при котором образуется по существу прямоугольная конфигурация, которая упрощает создание отдельных ячеек. Таким образом, поперечные разделительные панели 82, 84 автоматически разворачиваются путем смещения их из положения, при котором они находятся по существу в одной плоскости с первой боковой панелью 16 и панелью 38 ручки, и их сгибают соответственно вокруг линий 88 и 92 сгиба таким образом, что поперечные разделительные панели 82, 84 оказываются расположенными по существу перпендикулярно по отношению к панели 38 ручки и боковой панели 16. Как показано на фиг.3, таким образом формируются три ячейки С1, С2, С3. Аналогичным образом поперечные разделительные панели 82а, 84а смещаются из положения, при котором они находятся по существу в одной плоскости со второй боковой панелью 20 и панелью 52 ручки, и их сгибают соответственно вокруг линий 88а и 92а сгиба таким образом, что поперечные разделительные панели 82а, 84а оказываются расположенными по существу перпендикулярно по отношению к панели 52 ручки и боковой панели 20, так что образуются три дополнительные ячейки. При использовании поперечные разделительные панели обеспечивают разделение и опору для изделий в соседних ячейках.
Таким образом, картонная коробка готова для приема изделий, которые загружают в нее посредством смещения изделий и тары в вертикальном направлении друг относительно друга в процессе продвижения вперед, хорошо известного в данной области техники, в результате чего изделия входят в соответствующие им ячейки через открытый низ тары. В альтернативном случае бутылки могут входить в соответствующие им ячейки через верх тары.
После этого образуют основание, при этом панели 72, 74 основания размещают в положении, при котором они перекрывают друг друга, и соединяют вместе посредством скрепляющего средства, хорошо известного в данной области техники. В данном варианте осуществления клеевой клапан 76 приклеивают к панели 74 основания. Панели основания можно удерживать на месте перед загрузкой и/или после загрузки путем ввода панелей 72, 74 основания в контакт с крюкообразными элементами 97, 97а, показанными на фиг.1 и 3.
При использовании язычки 46, 60 ручки сгибают вокруг панелей 38, 52 ручки для обеспечения дополнительного скрепления конструкции Н ручки и картонной коробки. Таким образом картонная коробка по первому варианту осуществления оказывается в собранном состоянии, показанном на фиг.3.
На фиг.4А и 4В показан второй вариант осуществления изобретения, при этом на данных фигурах показана тара, образованная из заготовки, состоящей из двух частей. Заготовки способны образовывать упаковку с «профилем параллелограмма», описанную ниже. Заготовка 110, показанная на фиг.4А, создает наружные панели тары и включает в себя расположенные в виде продольной последовательности первую центральную опорную панель 112, первую боковую панель 116, первую торцевую панель 118, вторую боковую панель 120 и вторую торцевую панель 122, соединенные таким образом, что одна из панелей может сгибаться относительно соседней с ней, при этом они соединены друг с другом соответственно вдоль поперечных линий 126, 130, 132, 134 сгиба.
Первая панель 138 ручки расположена рядом с первой торцевой панелью 118 и первой боковой панелью 116 и отделена от боковой и торцевой панелей линиями 140, 142 разреза, проходящими от линии 126 сгиба и внутрь торцевой панели 118. Панель 138 ручки с возможностью поворота соединена с верхним краем торцевой панели 118 посредством надрезанного участка. Точка соединения должна находиться в центральной части, если желательно, чтобы ручка была расположена центрально. Панель 138 ручки с возможностью сгибания соединена вдоль своего противоположного края с центральной опорной панелью 112 посредством промежуточной панели 150. В данном варианте осуществления промежуточная панель 150 соединена с боковым краем панели 138 ручки с возможностью поворота вдоль линии 151 сгиба и соединена с центральной опорной панелью вдоль линии 30 сгиба, как показано на фиг.4А. Панель 138 ручки может включать в себя отверстие 144 для руки. В данном варианте осуществления клапан 146, создающий смягчающую подкладку для руки, соединен вдоль линии 148 сгиба с верхним краем отверстия 144 для руки.
Предпочтительно предусмотрена вторая панель 152 ручки, которая расположена рядом со второй боковой панелью 120 и второй торцевой панелью 122 и отделена от боковой и торцевой панелей соответственно посредством линий 154 и 156 разреза, которые проходят от линий 132 сгиба и внутрь торцевой панели 122. Панель 152 ручки соединена с возможностью поворота с верхним краем торцевой панели 122 посредством надрезанного участка и соединена с противоположной торцевой панелью 118 посредством промежуточной панели 164. В данном варианте осуществления промежуточная панель 164 соединена с боковым краем панели 152 ручки с возможностью сгибания вдоль линии 165 сгиба и соединена с торцевой панелью 118 с возможностью сгибания вдоль линии 132 сгиба, как показано на фиг.4А. Вторая панель 152 ручки имеет отверстие 158 для руки. В данном варианте осуществления клапан 160, создающий смягчающую подкладку для руки, соединен вдоль линии 162 сгиба с верхним краем отверстия 158 для руки.
В данном варианте осуществления предусмотрена трехслойная конструкция ручки, которая включает в себя пару опорных панелей 168, 169 ручки. Каждая опорная панель 168, 169 соединена с противоположными боковыми краями панели 138 ручки с возможностью сгибания и может быть согнута таким образом, что противоположные боковые края каждой опорной панели будут упираться друг в друга, когда опорные панели будут переведены в положение, при котором они окажутся в контакте с панелью 138 ручки с прилеганием к ней. Более точно, опорная панель 168 ручки соединена с панелью 138 ручки с возможностью сгибания вдоль линии 155 сгиба и имеет отверстие 170 для руки, расположенное между верхним и нижним краями опорной панели 168 ручки. Отверстие 170 для руки расположено таким образом, что оно будет совпадать с отверстиями 144, 158 для руки в собранной картонной коробке. Аналогичным образом опорная панель 169 ручки имеет отверстие 171 для руки.
Конструкция основания образуется из панелей 172, 174 с помощью скрепляющего средства, которое в данном варианте осуществления по существу такое же, как и в первом варианте осуществления, и поэтому какого-либо более подробного описания его не приводится.
Конструкция перегородок тары для изделий образована из второй заготовки 180. Заготовка 180 содержит пару поперечных разделительных панелей 182, 184, вырезанных из центральной разделительной панели 186. Поперечная разделительная панель 182 вырезана из центральной панели 186 посредством линий 185, 187 и 190 разреза и соединена с центральной панелью 186 с возможностью сгибания вдоль прерывистой линии 188 сгиба. На фиг.4В видно, что прерывистая линия 188 сгиба расположена между противоположными концами поперечной разделительной панели 182 для образования разделительной панели, состоящей из двух частей 114 и 189. Линия 188 сгиба может быть смещена в любое положение между концами для изменения соответствующих значений длины каждой части панели 182. Поперечная разделительная панель 182 может дополнительно содержать клеевой клапан 194, соединенный с ней с возможностью сгибания вдоль линии 195 сгиба. Аналогично первому варианту осуществления предусмотрено, что количество и местоположение поперечных панелей может быть изменено в соответствии с требуемым количеством ячеек для приема изделий.
Аналогичным образом поперечная разделительная панель 184 вырезана из центральной панели 186 посредством линий 191, 193 и 195 разреза и соединена с центральной панелью 186 с возможностью сгибания вдоль линии 192 сгиба. Прерывистая линия 192 сгиба расположена между противоположными концами поперечной разделительной панели 184 для образования разделительной панели, состоящей из двух частей 115, 196. Также может быть предусмотрен клеевой клапан 198, соединенный с поперечной разделительной панелью 184 с возможностью сгибания вдоль линии 197 сгиба.
Дополнительно могут быть предусмотрены центральные клеевые клапаны 176, 178, соединенные с противоположными боковыми краями центральной панели 186 с возможностью сгибания соответственно вдоль линий 177 и 179 сгиба.
Формирование картонной коробки происходит по существу идентично тому, как это описано применительно к пятому варианту осуществления, проиллюстрированному ниже на фиг.10-13, и поэтому никакого более подробного описания его не приводится.
Признак, который является общим для первого и второго вариантов осуществления, относится к конструкции Н панелей ручки. Более точно, панели ручки и - в возможном случае - опорные панели ручки являются копланарными. Верхние края панелей ручки расположены на одной прямой и являются колинеарными, как показано на фиг.1А и 4А, с тем, чтобы свести к минимуму отходы картона, поскольку соседние заготовки могут быть вырезаны из непрерывного рулона так, что при этом их соответствующие верхние края будут примыкать друг к другу. На фиг.4С проиллюстрированы соседние заготовки 110 по второму варианту осуществления, и видно, что достигается эффективное использование картона. Предпочтительно панели 172, 174 основания предусмотрены с такими формами, которые соответствуют панелям основания из ближайшей соседней заготовки, причем это снова сделано в целях минимизации отходов картона.
Конструкция по третьему варианту осуществления описана со ссылкой на фиг.5А, 5В, 6, 7А, 7В и 8. Как показано на этих чертежах, тара для изделий, образованная из состоящей из трех частей заготовки, представляет собой упаковку со «стреловидным профилем», аналогичную первому варианту осуществления, описанному выше, и поэтому аналогичные панели обозначены теми же ссылочными номерами с добавлением впереди цифры «2». Таким образом, только различия между первым и третьим вариантами осуществления описаны более подробно.
На фиг.5А показано, что центральные опорные панели 212, 224 в данном варианте осуществления выполнены более широкими, чтобы обеспечить наличие большой поверхности, подлежащей креплению к соответствующим центральным панелям 286, 286а.
В данном варианте осуществления крюкообразные элементы 297 и 297а выполнены вдоль нижнего края центральных опорных панелей 212 и 224, и эти элементы предназначены для введения в соответствующие отверстия в конструкции основания, чтобы тем самым сохранять картонную коробку в собранном состоянии перед загрузкой и/или после загрузки.
В данном варианте осуществления ручка Н (фиг.8) представляет собой четырехслойную конструкцию, образованную наружными панелями 238, 252 ручки и опорными клапанами 268 и 268а ручки, показанными на фиг.5А. Каждый клапан 268 и 268а ручки соединен с верхним краем соответствующей панели 238, 252 ручки с возможностью сгибания вдоль соответствующих линий 270 и 270а сгиба, при этом указанные клапаны могут быть согнуты вокруг соответствующих им линий сгиба, так что в процессе формирования коробки опорные клапаны ручки могут быть размещены в таком положении, при котором они будут находиться в контакте с соседними с ними панелями ручки с прилеганием к этим панелям, как показано на фиг.7В.
Заготовки 280, 280а, предназначенные для образования конструкций центральных поперечных перегородок и показанные на фиг.5В, отличаются от заготовок 80, 80а по первому варианту осуществления тем, что они содержат центральные опорные клапаны 295 и 295а, которые соединены с соответствующими центральными панелями 286 и 286а с возможностью сгибания вдоль линий 279 и 279а сгиба. Дополнительно может быть предусмотрен язычок 293, вырезанный из центральной панели 286, и язычок 293а, вырезанный из центральной панели 286а. Каждый язычок 293, 293а приспособлен для крепления к другой центральной панели 286а, 286 с помощью клея или другого пригодного средства, что более подробно показано на фиг.7В. Профиль свободного края язычков 293, 293а определяется линиями 289 и 289а разреза и в данном варианте осуществления включает в себя три выступающих элемента для увеличения площади поверхности для разделения соседних ячеек.
Форма верхних краев заготовки и, более точно, опорной панели 268 ручки, панели 238 ручки и промежуточной панели 250 и торцевой панели 218а выполнена такой, чтобы обеспечить возможность «приема» соответствующих панелей ближайшей соседней заготовки 210. Как показано на фиг.6, соседние заготовки вырезают из непрерывного рулона листового материала, в результате чего соседние заготовки будут выполнены в виде зеркальных отображений друг друга, так что они стыкуются друг с другом, в результате чего достигается эффективное использование картона. Таким образом, в данном варианте осуществления материал, идущий в отходы, показан заштрихованным участком, обозначенным буквой W. Рационально то, что форма конструкции ручки позволяет свести к минимуму количество картона, идущего в отходы, и предпочтительно обеспечивает эстетически приятную форму ручки.
Предпочтительная форма панелей 274, 272 основания выполнена по существу трапециевидной, так что нижние края соседних заготовок стыкуются друг с другом, в результате чего сводится к минимуму количество необходимого картона.
Формирование картонной коробки по третьему варианту осуществления происходит аналогично первому варианту осуществления, таким образом центральные опорные панели 212, 224 сгибают так, что они оказываются расположенными в контакте друг с другом с прилеганием друг к другу, центральную панель 286 прикрепляют к центральной опорной панели 212, панель 238 ручки и клеевые клапаны 294, 298 прикрепляют к боковой панели 216, но в других местах центральная панель не присоединена к заготовке 210, как показано на фиг.7А. Аналогичным образом центральную панель 286а прикрепляют к центральной опорной панели 224, панель 252 ручки и клеевые клапаны 294а и 298а прикрепляют к боковой панели 220. Таким образом, картонная коробка находится на первой стадии создания, показанной на фиг.7А.
После этого заготовку сгибают вокруг линий 230, 219 и 232 сгиба так, что вторая торцевая панель 222, вторая боковая панель 220 и вторая панель 252 ручки оказываются в положении, при котором они будут обращены соответственно к первой торцевой панели 214, первой боковой панели 216 и панели 238 ручки и контактировать с ними для образования упаковки со «стреловидным профилем», находящейся в плоско сложенном положении, и передний край образован линией 226, 236 сгиба, и имеются два задних края, образованных соответственно линиями 230 и 232 сгиба. В тех вариантах осуществления, в которых предусмотрены центральные опорные клапаны 295 и 295а, эти клапаны прикреплены к торцевой панели 218, как показано на фиг.7В.
Для формирования тары для изделий передние и задние края сложенной тары смещают внутрь в направлении друг друга, как описано выше для первого варианта осуществления, с целью образования отдельных ячеек. Изделия входят в соответствующие им ячейки C1, C2, С3 для завершения процесса загрузки, при этом они готовы для поставки пользователю, и конструкцию Н ручки и конструкцию основания также формируют аналогичным образом для создания картонной коробки, аналогичной той, которая проиллюстрирована на фиг.8.
Четвертый вариант осуществления картонной коробки проиллюстрирован на фиг.9А и 9В. Как показано на этих чертежах, тара для изделий, образованная из заготовки, состоящей из трех частей, представляет собой упаковку со «стреловидным профилем», аналогичную третьему варианту осуществления, описанному выше, и поэтому аналогичные панели обозначены теми же ссылочными номерами с добавлением впереди цифры «3» для замены цифры «2». Таким образом, только различия между третьим и четвертым вариантами осуществления описаны более подробно. На фиг.9А показано, что ручка представляет собой трехслойную конструкцию, образованную наружными панелями 338, 352 ручки, образованными из заготовки 310, и опорной панелью 368 ручки, образованной из одной из центральных панелей 386а. Также может быть дополнительно выполнено отверстие 370 для руки, образованное в опорной панели 368 ручки и подлежащее совмещению с отверстиями 344 и 356 для руки. Конструкция по четвертому варианту осуществления по существу такая же, как и в третьем варианте осуществления, и поэтому какого-либо более подробного описания ее не приводится. Естественно, преимущества третьего варианта осуществления характерны и для четвертого варианта осуществления. Кроме того, конструкция ручки по данному варианту осуществления приводит к более короткому времени сгибания, поскольку отсутствуют опорные панели ручки, соединенные с панелями 338, 352, которые необходимо сгибать.
Пятый вариант осуществления проиллюстрирован со ссылкой на фиг.10А, 10В, 11, 12А, 12В и 13. Сначала рассматриваются элементы пятого варианта осуществления тары для изделий со ссылкой на фиг.10А и 10В, на которых показана заготовка, состоящая из двух частей. Из заготовок можно образовать упаковку с «профилем параллелограмма», аналогичную второму варианту осуществления, описанному выше, и поэтому аналогичные панели обозначены теми же ссылочными номерами, но с добавлением впереди цифры «4» вместо «1». Таким образом, только различия между вторым и пятым вариантами осуществления будут описаны более подробно. На фиг.10А видно, что ручка Н представляет собой трехслойную конструкцию, образованную наружными панелями 438 и 452 ручки, образованными из заготовки 410. Опорная панель 468 ручки образована из центральной панели 486 и может дополнительно содержать отверстие 470 для руки, расположенное таким образом, что оно совмещается с отверстиями 444 и 458 для руки в собранной картонной коробке. Рационально то, что конструкция ручки по данному варианту осуществления обеспечивает возможность более быстрого формирования ручки, поскольку отсутствуют опорные панели ручки, соединенные с панелью ручки, которые необходимо сгибать.
Форма верхних краев заготовки 410 и, более точно, панелей 438, 452 ручки, промежуточных панелей 450, 464 и торцевых панелей 418 и 422 выполнена такой, чтобы обеспечить возможность «приема» соответствующих панелей ближайшей соседней заготовки 410. Как показано на фиг.11, соседние заготовки вырезают из непрерывного рулона листового материала, в результате чего соседние заготовки будут выполнены в виде зеркальных отображений друг друга, так что они стыкуются друг с другом, в результате чего достигается эффективное использование картона. Рационально то, что форма конструкции ручки позволяет свести к минимуму количество картона, идущего в отходы, и предпочтительно обеспечивает эстетически приятную форму ручки. Предпочтительная форма панелей 472, 474 основания выполнена по существу трапециевидной, так что нижние края заготовок стыкуются друг с другом, в результате чего сводится к минимуму количество необходимого картона.
Формирование готовой тары по пятому варианту осуществления, показанное на фиг.12А, 12В и 13, из заготовки в коробку в плоско сложенном состоянии и в собранную для использования картонную коробку осуществляется посредством ряда последовательных операций сгибания и склеивания, которые могут быть выполнены на машине, осуществляющей склеивание по прямым линиям, так что не потребуется поворачивать или переворачивать картонную коробку для завершения ее создания. Места склеивания заготовок выделены штриховкой, в то же время предусмотрено, что при желании другие заготовки могут быть склеены в других местах. Процесс сгибания не ограничен описанным ниже и может быть изменен в соответствии с конкретными производственными условиями.
Таким образом, заготовку 480 прикрепляют к заготовке 410. В данном варианте осуществления клеевой клапан 494 прикрепляют к боковой панели 416 и центральную панель 486 прикрепляют к панели 438 ручки так, что панель 468 ручки оказывается выставленной относительно панели 438 ручки. Центральный опорный клапан 478 прикрепляют к торцевой панели 418 с помощью клея или другого пригодного средства, известного в данной области техники. Таким образом, картонная коробка находится на первой стадии создания, показанной на фиг.12А. После этого клеевой клапан 412 сгибают вокруг линии 426 сгиба так, чтобы он оказался расположенным в контакте с боковой панелью 416 с прилеганием к ней, и наружные панели 420 и 422 сгибают вокруг линии 432 сгиба в положение, при котором они оказываются расположенными в контакте с центральной панелью 486. Торцевую панель 422 прикрепляют к клеевому клапану 412, а поперечный клеевой клапан 498 прикрепляют к боковой стенке 420. Панель 452 ручки прикрепляют к противоположной стороне опорной панели 468 ручки и центральную опорную панель 476 прикрепляют к торцевой панели 422.
Путем сгибания и скрепления панелей таким способом две стороны тары корзиночного типа переводят в положение, при котором они оказываются обращенными друг к другу, так что тара для изделий оказывается полностью собранной в сложенном положении, показанном на фиг.12В, в котором она поставляется конечному пользователю картонной коробки, например производителю безалкогольных напитков. Картонную коробку по пятому варианту осуществления обычно называют упаковкой с «профилем параллелограмма», поскольку передний край образован линией 432 сгиба, а задний край образован диаметрально противоположным краем, созданным линией 426 сгиба.
Для формирования тары для изделий передние и задние края сложенной тары смещают внутрь в направлении друг друга, это заставляет торцевые панели 422 и 418 и боковые панели 416 и 420 смещаться из положения, при котором они плоско сложены, в положение, при котором образуется по существу прямоугольная конфигурация, которая облегчает автоматическое создание отдельных ячеек. Таким образом, поперечные разделительные панели 482 и 484 смещаются из положения, при котором они выровнены соответственно относительно первой и второй боковых панелей 416, 420, и их сгибают вокруг линий 488 и 492 сгиба таким образом, что поперечные разделительные панели оказываются расположенными по существу перпендикулярно по отношению к панели 468 ручки и боковым панелям 416 и 420. На фиг.13 видно, что каждая часть 414, 490; 415, 496 проходит от каждой стороны центральной панели для образования двух рядов по три ячейки C1, C2, С3 в каждом. Фактически линии 488, 492 сгиба служат в качестве осей поворота для разделительных панелей. При использовании поперечные разделительные панели могут обеспечивать разделение и опору для изделий в соседних ячейках.
Таким образом, картонная коробка готова для приема изделий, которые загружают в нее посредством смещения изделий и тары в вертикальном направлении друг относительно друга в процессе продвижения вперед, хорошо известного в данной области техники, в результате чего изделия входят в соответствующие им ячейки через открытый низ тары. В альтернативном случае бутылки могут входить в соответствующие им ячейки через верх тары. После этого образуют основание по существу таким же образом, как описано выше, при этом панели 472, 474 основания соединяют вместе с помощью скрепляющего средства. Аналогичным образом язычки 446, 460 ручки сгибают относительно панелей 468, 452 ручки для обеспечения дополнительного скрепления конструкции Н ручки и картонной коробки. Таким образом, картонная коробка по пятому варианту осуществления находится в собранном состоянии, показанном на фиг.13.
Шестой вариант осуществления изобретения проиллюстрирован на фиг.14А, 14В, 15A, 15B и 16. Как показано на этих чертежах, тару для изделий образуют из заготовки, состоящей из трех частей; тара представляет собой упаковку с профилем параллелограмма, аналогичную пятому варианту осуществления, описанному выше, и поэтому аналогичные панели обозначены теми же ссылочными номерами с добавлением впереди цифры «5» вместо «4». Таким образом, только различия между шестым и пятым вариантами осуществления описаны более подробно.
Что касается заготовки 510 для образования наружных панелей, то на фиг.14А видно, что ручка представляет собой четырехслойную конструкцию, образованную наружными панелями 538, 552 ручки и опорными клапанами 568 и 568а ручки. Каждый клапан 568, 568а ручки соединен с верхним краем соответствующей панели 538, 552 ручки с возможностью сгибания вдоль соответствующих линий 570, 570а сгиба, при этом указанные клапаны могут быть согнуты вокруг соответствующих им линий сгиба, так что в процессе формирования коробки клапаны ручки могут быть размещены в таком положении, при котором они будут находиться в контакте с соседними с ними панелями ручки с прилеганием к этим панелям, как показано на фиг.15B.
Предусмотрена состоящая из двух частей заготовка 580, 580а, предназначенная для образования конструкций центральной и поперечных перегородок, показанных на фиг.14В, при этом указанная заготовка в основном аналогична третьему варианту осуществления, проиллюстрированному на фиг.5В. Видно, что местоположение язычков 593, 593а отличается от третьего варианта осуществления, но в то же время каждый язычок приспособлен для крепления к другой центральной панели 586, 582 с помощью клея или другого пригодного средства, известного в данной области техники, и предназначен для разделения соседних ячеек. В данном варианте осуществления выступающие элементы Е каждого язычка перекрываются для скрепления их вместе, что показано на фиг.15В.
Формирование картонной коробки по шестому варианту осуществления аналогично тому, как это происходит для коробки по пятому варианту осуществления, описанному выше, таким образом, поперечные разделительные панели прикрепляют к соответствующим боковым панелям, центральную панель прикрепляют к панели ручки и центральные опорные клапаны прикрепляют к соответствующим торцевым панелям, показанным на фиг.15А. После этого одну сторону тары корзиночного типа перегибают вокруг линии 532 сгиба в положение, при котором она оказывается в контакте с центральной конструкцией с прилеганием к ней, и их скрепляют вместе, как описано выше, для образования плоско сложенной тары, проиллюстрированной на фиг.15В.
Для формирования тары по шестому варианту осуществления передние и задние края сложенной тары смещают внутрь в направлении друг друга, как описано выше для пятого варианта осуществления, с целью образования отдельных ячеек, и изделия входят в соответствующие им ячейки C1, C2, С3 для завершения процесса загрузки, при этом они готовы для поставки пользователю. Конструкцию Н ручки и конструкцию основания также формируют аналогичным образом для создания полностью сформированной картонной коробки, аналогичной той, которая проиллюстрирована на фиг.16. Преимущества формы верхних краев заготовки и основания по данному варианту осуществления уже были указаны выше в связи с описанием пятого варианта осуществления, и поэтому какого-либо более подробного описания их не приводится.
Седьмой вариант осуществления изобретения проиллюстрирован на фиг.17А, 17В, 18А, 18В и 19. Как показано на этих чертежах, тару для изделий образуют из заготовки, состоящей из трех частей; тара представляет собой упаковку с профилем параллелограмма, аналогичную шестому варианту осуществления, описанному выше, и поэтому аналогичные панели обозначены теми же ссылочными номерами с добавлением впереди цифры «6» вместо «5». Таким образом, только различия между седьмым и шестым вариантами осуществления описаны более подробно.
На фиг.17А показано, что ручка Н представляет собой четырехслойную конструкцию, образованную наружными панелями 638, 652 ручки и опорными клапанами 668 и 668а ручки. Каждый клапан 668, 668а ручки соединен с верхним краем соответствующей панели 638, 652 ручки с возможностью сгибания вдоль соответствующих линий 670, 670а сгиба, при этом указанные клапаны могут быть согнуты вокруг соответствующих им линий сгиба, так что в процессе формирования коробки клапаны ручки могут быть размещены в таком положении, при котором они будут находиться в контакте с соседними с ними панелями ручки с прилеганием к этим панелям, как показано на фиг.18В.
В данном варианте осуществления наружная заготовка дополнительно содержит пару поперечных разделительных панелей 631, 633, соединяющих панель 638 ручки и боковую панель 616 друг с другом с возможностью сгибания. Дополнительно предусмотрена пара поперечных разделительных панелей 651, 653, соединяющих панель 652 ручки и боковую панель 620 друг с другом с возможностью сгибания. Также предусмотрены клеевые клапаны 650 и 664, подлежащие креплению соответственно к соседней торцевой панели 622, 618,
Предусмотрена состоящая из двух частей заготовка 680, 680а, предназначенная для образования конструкций центральной и поперечных перегородок, которая показана на фиг.17В и по существу аналогична третьему варианту осуществления, проиллюстрированному на фиг.5В. Поэтому описаны только различия. Поперечные разделительные панели 682, 684; 682а, 684а формируются по-другому, и фактически отсутствует необходимость в использовании клеевых клапанов, поскольку эти панели могут быть прикреплены соответственно к панелям 631, 633; 651, 653. Видно, что местоположение язычков 693, 693а отличается от третьего варианта осуществления, хотя при этом каждый язычок приспособлен для крепления к другой центральной панели 686, 686а с помощью клея или другого пригодного средства, известного в данной области техники, посредством выступающих элементов, показанных на фиг.18В.
Формирование картонной коробки по седьмому варианту осуществления происходит аналогично некоторым из описанных выше, предыдущих вариантов осуществления, при этом поперечные разделительные панели прикрепляют к соответствующим боковым панелям, центральную панель прикрепляют к панели ручки и центральным опорным клапанам, прикрепленным к соответствующим торцевым панелям, показанным на фиг.18А. Кроме того, поперечные разделительные панели 684, 682; 684а, 682а прикрепляют к соседним поперечным разделительным панелям 633, 631; 651, 653 наружной заготовки 610. После этого одну сторону тары корзиночного типа перегибают вокруг линии 632 сгиба в положение, при котором она оказывается в контакте с центральной конструкцией с прилеганием к ней, и их скрепляют вместе, как описано выше, для образования плоско сложенной тары, проиллюстрированной на фиг.18В.
Для формирования тары передние и задние края сложенной тары смещают внутрь в направлении друг друга, как описано выше для пятого варианта осуществления, с целью автоматического образования отдельных ячеек, и изделия входят в соответствующие им ячейки C1, C2, С3 для завершения процесса загрузки, при этом они готовы для поставки пользователю. Конструкцию Н ручки и конструкцию основания также формируют аналогичным образом для создания полностью сформированной картонной коробки, аналогичной той, которая проиллюстрирована на фиг.19. Преимущества формы верхних краев заготовки и основания по данному варианту осуществления уже были указаны выше в связи с описанием пятого варианта осуществления, и поэтому какого-либо более подробного описания их не приводится. Дополнительное преимущество настоящего изобретения состоит в том, что ширина заготовок, образующих конструкцию перегородок, может быть уменьшена, поскольку отсутствует необходимость в том, чтобы поперечные разделительные панели 682, 684 проходили на ширину W ячейки, так как наружные поперечные панели обеспечивают жесткость.
На фиг.20А и 20В показан восьмой вариант осуществления изобретения. Тару для изделий образуют из одной или более заготовок 710 из картона или другого пригодного листового материала, поддающегося сгибанию. Тара выполнена с возможностью размещения в ней множества изделий, например шести бутылок, расположенных в два ряда по три бутылки в каждом. Предусмотрено, что тара может быть выполнена с возможностью размещения в ней различного количества изделий в соответствии с требованиями пользователя.
В данном варианте осуществления тару образуют из состоящей из двух частей заготовки, и заготовка 710, образующая наружные панели, включает в себя расположенные в виде продольной последовательности первую центральную опорную панель 712, первую торцевую панель 714, первую боковую панель 716, вторую торцевую панель 718, вторую боковую панель 720, третью торцевую панель 722 и вторую центральную панель 724, соединенные таким образом, что одна из панелей может поворачиваться относительно соседней с ней, при этом они соединены друг с другом соответственно вдоль поперечных линий 726, 728, 730, 732, 734 и 736 сгиба. Дополнительно может быть предусмотрена поперечная линия 719 сгиба, расположенная между линиями 730 и 732 сгиба и предназначенная для разделения второй торцевой панели 718 на две части (718а, 718b) для образования тары корзиночного типа со «стреловидным профилем», описанной ниже.
Первая панель 738 ручки расположена рядом со второй торцевой панелью 718 и первой боковой панелью 716 и отделена от этих боковой и торцевой панелей линией 742 разреза. Линия 742 разреза проходит между линиями 728 и 719 сгиба. Панель 738 ручки соединена со второй торцевой панелью 718 с возможностью поворота, при этом панель 738 ручки соединена со второй торцевой панелью 718 вдоль продолжения линии 719 сгиба, которое образует часть одного бокового края первой панели 738 ручки. Панель 738 ручки соединена с первой торцевой панелью 714 посредством промежуточной панели 750, которая соединена с боковым краем панели 738 ручки с возможностью поворота вдоль линии 751 сгиба и соединена с первой торцевой панелью 714 с возможностью поворота вдоль линии 728 сгиба.
Панель 738 ручки может иметь отверстие 744 для руки. В данном варианте осуществления клапан 746, создающий смягчающую подкладку для руки, соединен вдоль линии 748 сгиба с верхним краем отверстия 744 для руки.
Вторая панель 752 ручки расположена рядом со второй боковой панелью 720 и второй торцевой панелью 718 и отделена от этих боковой и торцевой панелей линиями 754, 765 разреза. Линии 754, 765 разреза проходят между линиями 719 и 734 сгиба. Панель 752 ручки соединена с панелью 738 ручки с возможностью поворота вдоль линии 719 сгиба. Панель 752 ручки соединена с третьей торцевой панелью 722 посредством промежуточной панели 764, которая соединена с боковым краем панели 752 ручки с возможностью поворота вдоль линии 766 сгиба и соединена с торцевой панелью 722 с возможностью поворота вдоль линии 734 сгиба.
Панель 752 ручки может иметь отверстие 758 для руки. В данном варианте осуществления клапан 760, создающий смягчающую подкладку для руки, соединен вдоль линии 762 сгиба с верхним краем отверстия 758 для руки.
В данном варианте осуществления предусмотрена трехслойная конструкция ручки. Опорная панель 768 ручки расположена рядом с частью промежуточной панели 750 и с центральной опорной панелью 712. Опорная панель 768 ручки соединена с боковым краем первой панели 738 ручки с возможностью поворота вдоль линии 751 сгиба, но в остальных местах отделена от заготовки. В альтернативных вариантах осуществления опорная панель ручки альтернативно может быть соединена со второй панелью 752 ручки. Предусмотрено отверстие 770 для руки, которое предпочтительно расположено таким образом, что оно будет совпадать с отверстиями 744 и 758 для руки в собранной картонной коробке.
Вдоль нижних краев первой и второй центральных панелей 712 и 724 могут быть предусмотрены крюкообразные элементы 797, 797а для обеспечения присоединения к конструкции основания с возможностью отсоединения.
Дополнительно предусмотрена конструкция основания, которая в данном варианте осуществления образована панелями 772, 774 основания, соединенными соответственно с боковыми панелями 716, 720 с возможностью сгибания. Предусмотрены соответствующие скрепляющие средства для скрепления панелей основания вместе. Например, клеевой клапан 776 соединен с панелью 772 основания. В альтернативном варианте фиксирующие язычки вырезаны из панели основания, а во второй панели основания вырезаны соответствующие два отверстия для фиксации, предназначенные для приема и удерживания фиксирующих язычков, как хорошо известно. Специалистам в данной области техники следует понимать, что могут быть применены другие способы взаимного соединения панелей основания вместе в процессе изготовления, и изобретение не ограничено теми элементами, которые проиллюстрированы в вариантах осуществления или описаны выше.
Как показано на фиг.20В, обе стороны конструкции перегородок тары для изделий предпочтительно образованы из второй заготовки 780. Заготовка 780 содержит пару поперечных разделительных панелей 782, 784, вырезанных из центральной разделительной панели 786. Поперечная разделительная панель 782 вырезана из центральной панели 786 по линии 787 разреза и соединена с ней вдоль линии 788 сгиба. Аналогичным образом поперечная разделительная панель 784 вырезана из центральной панели 786 по линиям 789, 790 разреза и соединена с ней вдоль линии 792 сгиба. В данном варианте осуществления линия 792 сгиба прерывается линией 787 разреза, которая проходит в поперечную разделительную панель 784 для образования клеевого клапана 794, соединенного с поперечной разделительной панелью 782 с возможностью сгибания вдоль линии 796 сгиба. Второй клеевой клапан 798 может быть соединен с поперечной разделительной панелью 784 вдоль линии 799 сгиба. Линии 799 и 796 сгиба предпочтительно прерываются соответственно линиями 799' и 796' разреза. Язычок 795 предпочтительно вырезан из центральной разделительной панели 786 и образован посредством линии 783 разреза и линии 791 сгиба. Дополнительный язычок 793 предпочтительно вырезан из поперечной разделительной панели 782 и образован посредством линии 793 разреза и линии 788 сгиба.
Вторая центральная разделительная панель 786а по существу представляет собой зеркальное отображение первой разделительной панели 786 вдоль линии 791 сгиба, и поэтому аналогичные панели обозначены теми же ссылочными номерами с добавлением буквы «а». Таким образом, только различия между заготовкой 780 и заготовкой 780а описаны более подробно.
Предусмотрена выступающая часть 785 панели 786а, предназначенная для взаимодействия с опорной панелью 768 ручки и для гарантирования того, что ручка будет трехслойной везде. Соответствующий вырез предусмотрен на противоположном крае заготовки для сведения к минимуму отходов картона, если множество заготовок будут вырезать в виде мозаики.
Предусмотрено, что количество и местоположение поперечных разделительных панелей каждой заготовки можно изменять в соответствии с требуемым количеством и размером ячеек для приема изделий.
Формирование готовой тары по восьмому варианту осуществления, показанное на фиг.21А и 21В, в плоско сложенном состоянии из заготовки требует ряда последовательных операций сгибания и склеивания, которые могут быть выполнены на машине, осуществляющей склеивание по прямым линиям, так что не потребуется поворачивать или переворачивать картонную коробку для завершения ее создания. Места склеивания заготовок выделены штриховкой, в то же время предусмотрено, что при желании заготовки могут быть склеены в других местах. Процесс сгибания не ограничен описанным ниже и может быть изменен в соответствии с конкретными производственными условиями. Таким образом, заготовку 780 прикрепляют к заготовке 710.
В данном варианте осуществления клапаны 794, 798 прикрепляют к боковой панели 716, а центральную панель 786 прикрепляют к панели 738 ручки с помощью клея или другого пригодного средства. Аналогичным образом клеевые клапаны 794а и 798а прикрепляют к боковой панели 720, а центральную разделительную панель 786а прикрепляют к панели 752 ручки с помощью клея или другого пригодного средства. Таким образом, картонная коробка находится на первом этапе создания, показанном на фиг.21А.
После этого опорную панель 768 ручки сгибают вокруг линии 751 сгиба так, чтобы она оказалась в положении, при котором она контактирует с панелью 738 ручки с прилеганием к ней, и так, чтобы выемка 770 и отверстие 758 были совмещены друг с другом. Первую и третью торцевые панели 714 и 722 сгибают внутрь соответственно вдоль линий 728 и 734 сгиба, так что центральные опорные панели 712 и 724 могут быть прикреплены соответственно к центральным панелям 786 и 786а путем использования клея или другого пригодного средства, известного в данной области техники. Вторую торцевую панель 718 сгибают посередине вдоль линии 719 сгиба так, чтобы промежуточные панели 750, 764 оказались в положении, при котором они контактируют с первой торцевой панелью 714 с прилеганием к ней. В некоторых вариантах осуществления промежуточные панели 750, 764 прикрепляют к первой торцевой панели 714 с помощью клея или другого пригодного средства, используемого в данной области техники.
Панели 738, 752 ручки могут быть скреплены вместе с помощью клея или другого пригодного средства, используемого в данной области техники. Наружные панели 718b, 720, 722, образующие одну сторону перегородки, сгибают так, чтобы они оказались в положении, при котором они входят в контакт с наружными панелями 718а, 716, 714, образующими другую сторону перегородки, с прилеганием к ним.
Путем сгибания панелей таким образом две стороны тары корзиночного типа размещают в положении, при котором они оказываются обращенными друг к другу, и панели 752, 768 ручки скрепляют вместе и прикрепляют к внутренней поверхности панели 738 ручки с помощью клея или другого средства, известного в данной области техники. Предпочтительно язычок 793а прикрепляют к язычку 793.
После этого картонная коробка находится на промежуточной стадии, показанной на фиг.21В, в виде полностью сложенной тары для изделий, в которой третья торцевая панель 722, вторая боковая панель 720 и наружная панель 752 ручки оказываются расположенными лицом к лицу соответственно с первой торцевой панелью 714, первой боковой панелью 716 и панелью 738 ручки. Картонную коробку по восьмому варианту осуществления обычно называют упаковкой «со стреловидным профилем», поскольку торцевые панели согнуты относительно центральной линии сгиба для образования двух задних краев 736, 726 и переднего края, образованного линиями 719 сгиба.
Для формирования тары для изделий передние и задние края сложенной тары смещают внутрь в направлении друг друга. Это заставляет торцевые панели 714, 722 и 718 и боковые панели 716 и 720 смещаться из положения, при котором они плоско сложены, в положение, при котором образуется по существу прямоугольная конфигурация, которая облегчает создание отдельных ячеек. Как показано на фиг.22, таким образом формируются три ячейки С1, С2, С3. Аналогичным образом поперечные разделительные панели 782а, 784а смещаются из положения, при котором они находятся по существу в одной плоскости со второй боковой панелью 720 и панелью 752 ручки, и их сгибают соответственно вокруг линий 788а, 792а сгиба таким образом, что поперечные разделительные панели 794а, 798а оказываются расположенными по существу перпендикулярно по отношению к панели 752 ручки и боковой панели 720, образующей стенку. Таким образом, поперечные разделительные панели 794, 798 смещаются из положения, при котором они находятся по существу в одной плоскости с первой боковой панелью 716 и панелью 738 ручки, и их сгибают соответственно вокруг линий 788 и 792 сгиба таким образом, что поперечные разделительные панели 782, 784 оказываются расположенными по существу перпендикулярно по отношению к панели 738 ручки и боковой панели 716, так что образуются три дополнительные ячейки. При использовании поперечные разделительные панели могут обеспечивать разделение и опору для изделий в соседних ячейках.
Таким образом, картонная коробка готова для приема изделий, которые предпочтительно загружают в нее посредством смещения изделий и тары в вертикальном направлении друг относительно друга в процессе продвижения вперед, как хорошо известно в данной области техники, в результате чего изделия входят в соответствующие им ячейки через открытый низ тары. В альтернативном случае бутылки могут входить в соответствующие им ячейки через верх тары.
После этого образуют основание, при этом панели 772 и 774 основания размещают в положении, при котором они перекрывают друг друга, и соединяют вместе с помощью скрепляющего средства, хорошо известного в данной области техники. В данном варианте осуществления клеевой клапан 776 приклеивают к панели 774 основания. Панели основания можно удерживать на месте перед загрузкой и/или после загрузки путем ввода панелей 772, 774 основания в контакт с крюкообразными элементами 797, 797а, показанными на фиг.20А и 21А.
При использовании язычки 746, 760 ручки сгибают вокруг панелей 738, 752 ручки для обеспечения дополнительного скрепления конструкции Н ручки и картонной коробки. Таким образом картонная коробка по восьмому варианту осуществления оказывается в собранном состоянии, показанном на фиг.22.
На фиг.23А и 23В показана конструкция по девятому варианту осуществления, при этом на данных чертежах показана тара для изделий, образованная из заготовки, состоящей из двух частей. Заготовки способны образовывать упаковку с «профилем параллелограмма», описанную ниже. Заготовка 810, показанная на фиг.23А, создает наружные панели тары и включает в себя расположенные в виде продольной последовательности клеевой клапан 812, первую боковую панель 816, первую торцевую панель 818, вторую боковую панель 820 и вторую торцевую панель 822, соединенные таким образом, что одна из панелей может сгибаться относительно соседней с ней, при этом они соединены друг с другом соответственно вдоль поперечных линий 826, 830, 832, 834 сгиба.
Первая панель 838 ручки расположена рядом с первой торцевой панелью 818 и первой боковой панелью 816 и отделена от боковой и торцевой панелей линией 842 разреза, проходящей от линии 826 сгиба и внутрь торцевой панели 818. Панель 838 ручки соединена с возможностью поворота с верхним краем торцевой панели 818. Точка соединения должна находиться в центральной части, если желательно, чтобы ручка была расположена центрально. Панель 838 ручки с возможностью сгибания соединена вдоль своего противоположного края с клеевым клапаном 812 посредством промежуточной панели 850. В данном варианте осуществления промежуточная панель 850 соединена с боковым краем панели 838 ручки с возможностью поворота вдоль линии 851 сгиба и соединена с клеевым клапаном вдоль линии 826 сгиба, как показано на фиг.23А. Панель 838 ручки может иметь пару отверстий 844, 844а для руки/пальцев. В данном варианте осуществления два клапана 846, 846а, создающие смягчающие подкладки для руки, соединены вдоль линий 848, 848а сгиба с верхними краями соответствующих отверстий 844, 844а для руки.
Вторая панель 852 ручки расположена рядом со второй боковой панелью 820 и второй торцевой панелью 822 и отделена от боковой и торцевой панелей соответственно посредством линий 854 и 856 разреза, которые проходят от линий 832 сгиба и внутрь торцевой панели 822. Панель 852 ручки соединена с верхним краем торцевой панели 822 с возможностью поворота и соединена с противоположной торцевой панелью 818 посредством промежуточной панели 864. В данном варианте осуществления промежуточная панель 864 соединена с боковым краем панели 852 ручки с возможностью сгибания вдоль линии 865 сгиба и соединена с торцевой панелью 818 с возможностью сгибания вдоль линии 832 сгиба. Вторая панель 852 ручки предпочтительно имеет пару отверстий 858, 858а для руки/пальцев. В данном варианте осуществления клапаны 860, 860а, создающие смягчающие подкладки для руки, соединены вдоль линий 862 и 862а сгиба с верхним краем соответствующих отверстий 858, 858а для руки.
В данном варианте осуществления предусмотрена трехслойная конструкция ручки, которая включает в себя опорную панель 868 ручки, соединенную с боковым краем панели 852 ручки с возможностью поворота вдоль линии 855 сгиба. Опорная панель 868 дополнительно включает в себя отверстие 870 для руки, расположенное между верхним и нижним краями опорной панели 868 ручки. Отверстие 870 для руки расположено таким образом, что оно будет совпадать с отверстиями 844, 858 для руки в собранной картонной коробке. В альтернативных вариантах осуществления в опорной панели 868 ручки могут быть предусмотрены два отверстия, которые расположены таким образом, что они совмещаются с отверстиями в панелях ручки в собранной картонной коробке.
Конструкция основания образуется из панелей 872, 874, которые в данном варианте осуществления по существу такие же, как и в восьмом варианте осуществления, и поэтому какого-либо более подробного описания их не приводится.
Конструкция перегородок тары для изделий образована из второй заготовки 880. Заготовка 880 содержит пару поперечных разделительных панелей 882, 884, вырезанных из центральной разделительной панели 886. Поперечная разделительная панель 882 вырезана из центральной панели 886 посредством линий 885 и 881 разреза и соединена с центральной панелью 886 с возможностью сгибания вдоль линии 888 сгиба. Кроме того, поперечная разделительная панель 882 соединена с клеевым клапаном 894 с возможностью поворота вдоль линии 896 сгиба. Как и в первом варианте осуществления, предусмотрено, что количество и местоположение поперечных панелей может быть изменено в соответствии с требуемым количеством ячеек для приема изделий.
Аналогичным образом поперечная разделительная панель 884 вырезана из центральной панели 886 посредством продолжений линий 885 и 881 разреза и соединена с центральной панелью 886 с возможностью сгибания вдоль линии 892 сгиба. Центральная разделительная панель дополнительно присоединена у своих противоположных краев к клеевым клапанам 883, 887 и 889 с возможностью поворота.
Вторая центральная панель 886а соединена с панелью 886 с возможностью поворота вдоль линии 891 сгиба. Вторая центральная панель 886а аналогична панели 886, и поэтому аналогичные панели обозначены теми же ссылочными номерами с добавлением буквы «а». Единственное различие между панелями состоит в том, что в данном варианте осуществления клеевая панель 894а не проходит внутрь панели 886 в отличие от панели 894, которая проходит внутрь панели 886а.
Формирование готовой тары по девятому варианту осуществления, показанное на фиг.23С, 24А и 24В, в плоско сложенном состоянии из заготовки требует ряда последовательных операций сгибания и склеивания, которые могут быть выполнены на машине, осуществляющей склеивание по прямым линиям, так что не потребуется поворачивать или переворачивать картонную коробку для завершения ее создания. Места склеивания заготовок выделены штриховкой, в то же время предусмотрено, что при желании другие заготовки могут быть склеены в других местах. Процесс сгибания не ограничен описанным ниже и может быть изменен в соответствии с конкретными производственными условиями.
Таким образом, как показано на фиг.23С, заготовку 880 сгибают вокруг линии 891 сгиба в направлении, указанном с помощью стрелки X, так что панель 886а оказывается по существу наложенной на панель 886. Сложенную заготовку 880 прикрепляют к заготовке 810. В данном варианте осуществления клеевой клапан 894а прикрепляют к боковой панели 816, центральную панель 886а прикрепляют к панели 838 ручки и клеевой клапан 883а прикрепляют к первой торцевой панели 818. Таким образом, картонная коробка находится на первой стадии создания, проиллюстрированной на фиг.24А. После этого опорную панель 868 ручки сгибают таким образом, чтобы она оказалась наложенной на панель 852 ручки, и клеевой клапан 812 сгибают вокруг линии 826 сгиба так, чтобы он оказался в положении, при котором он контактирует с боковой панелью 816 с прилеганием к ней, и наружные панели 820 и 822 сгибают вокруг линии 832 сгиба так, чтобы они оказались в положении, при котором они контактируют с центральной панелью 886 с прилеганием к ней. Торцевую панель 822 прикрепляют к клеевому клапану 812, а поперечный клеевой клапан 894 прикрепляют к боковой стенке 820. Панель 852 ручки предпочтительно прикрепляют к противоположной стороне опорной панели 868 ручки, а клеевые клапаны 887, 889 прикрепляют к торцевой панели 822.
Путем сгибания и скрепления панелей таким способом две стороны тары корзиночного типа переводят в положение, при котором они оказываются обращенными друг к другу, так что тара для изделий оказывается полностью собранной в сложенном положении, показанном на фиг.24В. Картонную коробку по девятому варианту осуществления обычно называют упаковкой с «профилем параллелограмма», поскольку передний край образован линией 832 сгиба, а задний край образован диаметрально противоположным краем, созданным линией 826 сгиба.
Для формирования тары для изделий передние и задние края сложенной тары смещают внутрь в направлении друг друга, это заставляет торцевые панели 822 и 818 и боковые панели 816 и 820 смещаться из положения, при котором они плоско сложены, в положение, при котором образуется по существу прямоугольная конфигурация, которая облегчает создание отдельных ячеек. Таким образом, поперечные разделительные панели 882, 884, 882а, 884а смещаются из положения, при котором они выровнены соответственно относительно первой и второй боковых панелей 820, 816, и их сгибают вокруг линий 888, 892, 888а и 892а сгиба таким образом, что поперечные разделительные панели оказываются расположенными по существу перпендикулярно по отношению к панели 868 ручки и боковым панелям 816 и 820. На фиг.25 видно, что каждая часть 882, 884; 882а, 884а проходит от каждой стороны центральной панели для образования двух рядов по три ячейки C1, C2, С3 в каждом. При использовании поперечные разделительные панели могут обеспечивать разделение и опору для изделий в соседних ячейках.
Таким образом, картонная коробка готова для приема изделий, которые предпочтительно загружают в нее посредством смещения изделий и тары в вертикальном направлении друг относительно друга в процессе продвижения вперед, хорошо известного в данной области техники, в результате чего изделия входят в соответствующие им ячейки через открытый низ тары. В альтернативном случае бутылки могут входить в соответствующие им ячейки через верх тары. После этого образуют основание по существу таким же образом, как описано выше, при этом панели 872, 874 основания соединяют вместе с помощью скрепляющего средства. Аналогичным образом язычки 846, 860 ручки сгибают относительно панелей 868, 852 ручки для обеспечения дополнительного скрепления конструкции Н ручки и картонной коробки. Таким образом, картонная коробка по девятому варианту осуществления находится в собранном состоянии, показанном на фиг.25.
Признак, который является общим для восьмого и девятого вариантов осуществления, относится к конструкции Н панелей ручки. Более точно, панели ручки и - в возможном случае - опорные панели ручки являются копланарными. Верхние края панелей ручки являются колинеарными, как показано на фиг.20А и 23А, с тем, чтобы свести к минимуму отходы картона, поскольку соседние заготовки могут быть вырезаны из непрерывного рулона так, что при этом их соответствующие верхние края будут примыкать друг к другу.
Дополнительным общим признаком является использование одной центральной заготовки, которую сгибают вдоль одного края для образования центральной и поперечных панелей вдоль обеих сторон панели ручки. При определенных обстоятельствах это может упростить механизацию процесса формирования тары.
Следует понимать, что ссылки на направления, такие как «верхняя», «базовая (панель основания)», «торцевая» и «боковая», в используемом здесь смысле не ограничивают ориентацию соответствующих панелей, а просто служат для того, чтобы отличить эти панели друг от друга. Любую ссылку на соединение с возможностью поворота не следует рассматривать как обязательно относящуюся только к одной линии сгиба: в действительности предусмотрено, что соединение с возможностью поворота может быть образовано посредством одного или более одного из следующих элементов: линии надреза, линии ослабления или линии сгиба, не отходя от объема изобретения.
Настоящее изобретение и предпочтительные варианты его осуществления относятся к таре для изделий, которой придана такая форма, которая обеспечивает достаточную прочность для надежного удерживания бутылок, но при этом обеспечивается некоторая степень податливости, так что нагрузка, передаваемая на ручку, амортизируется («поглощается») тарой. Форма заготовки позволяет свести к минимуму количество требуемого картона. Ряд бутылок может быть установлен в тару вручную или с помощью автоматического оборудования. Предусмотрено, что конкретные элементы каждого из вариантов осуществления, описанных выше, взаимозаменяемы, не отходя от объема изобретения.
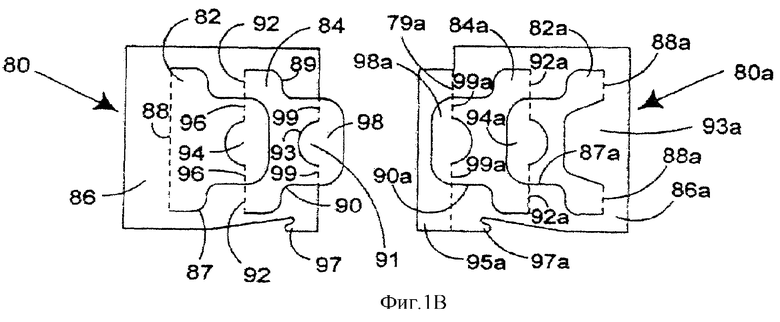
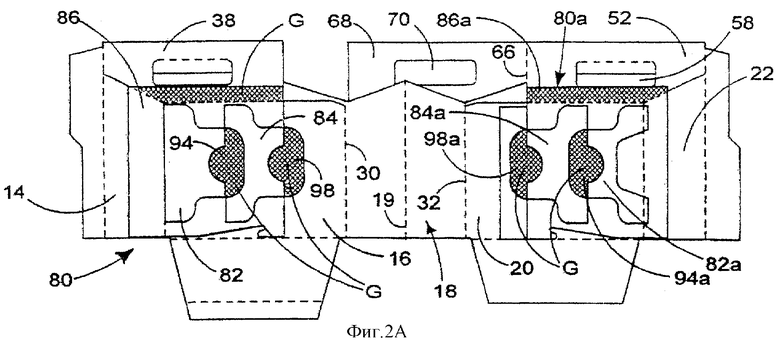
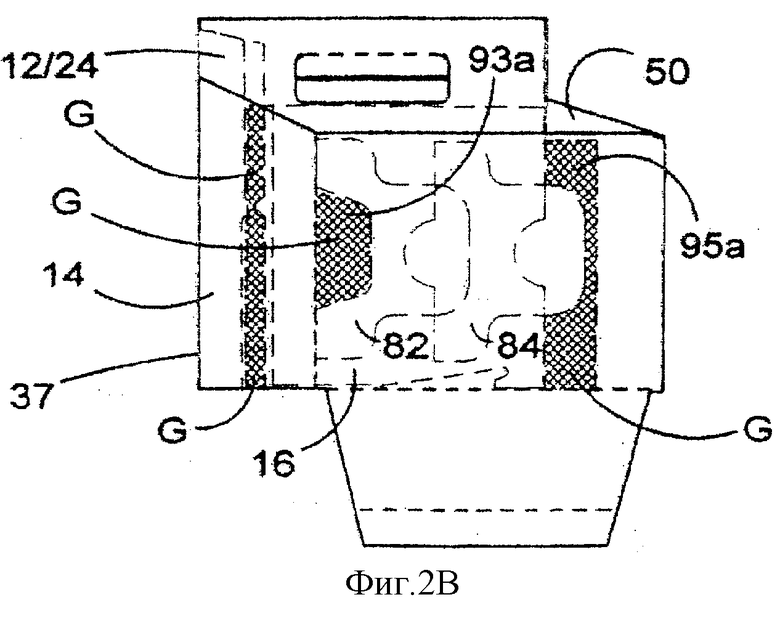
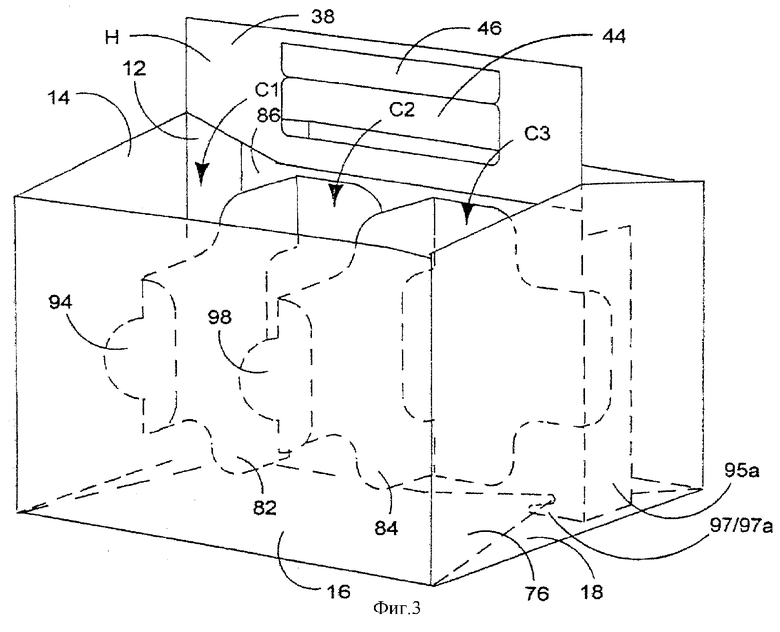

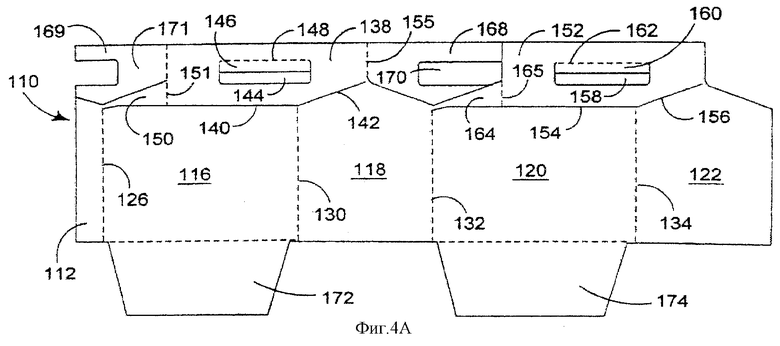
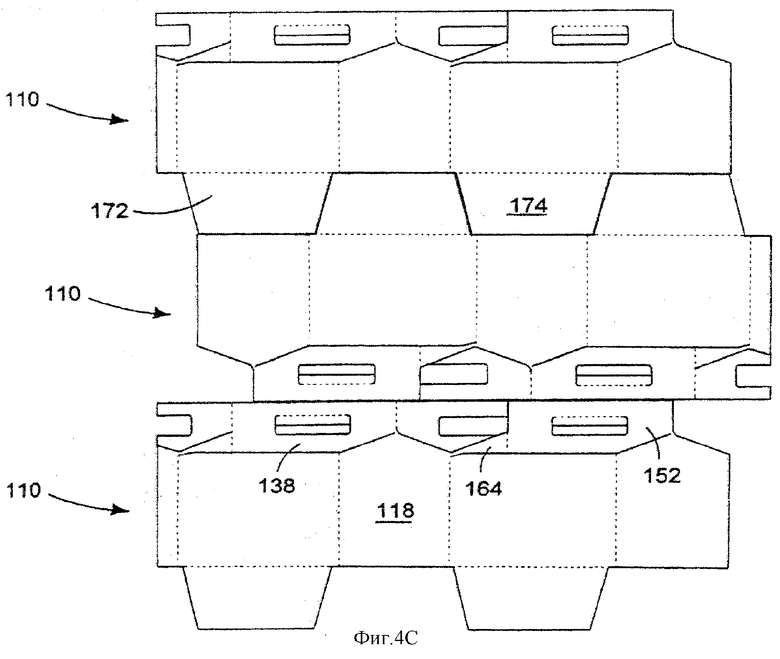
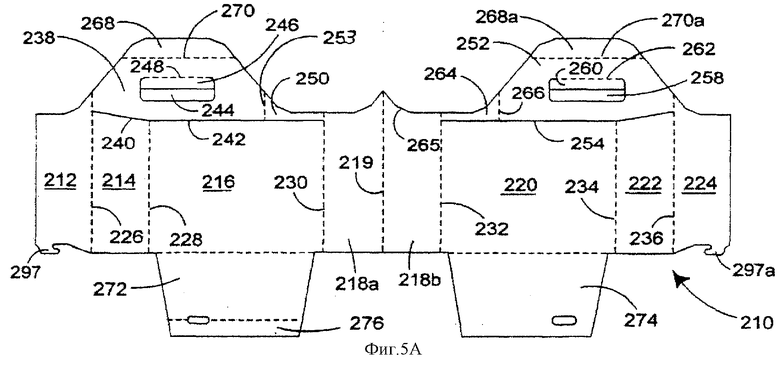
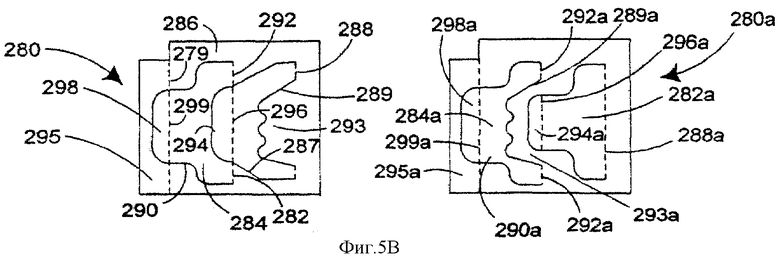
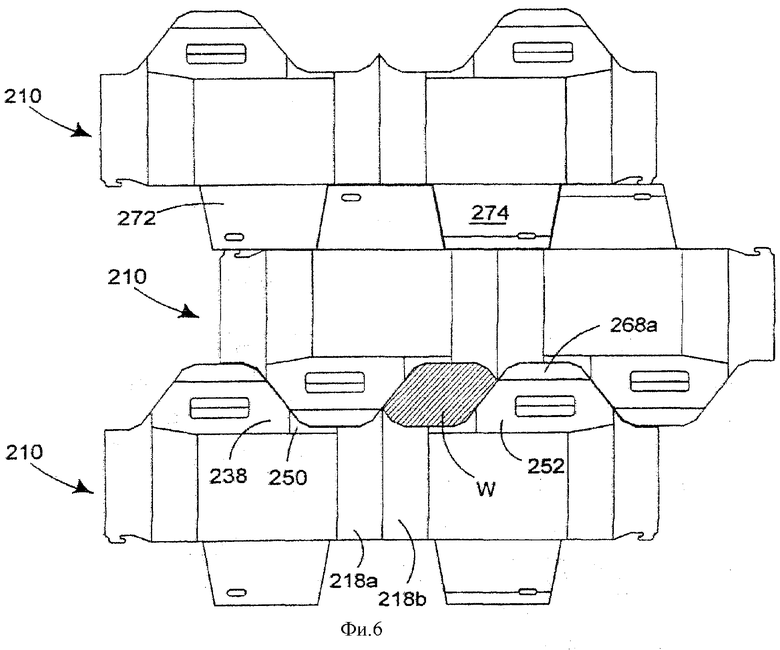
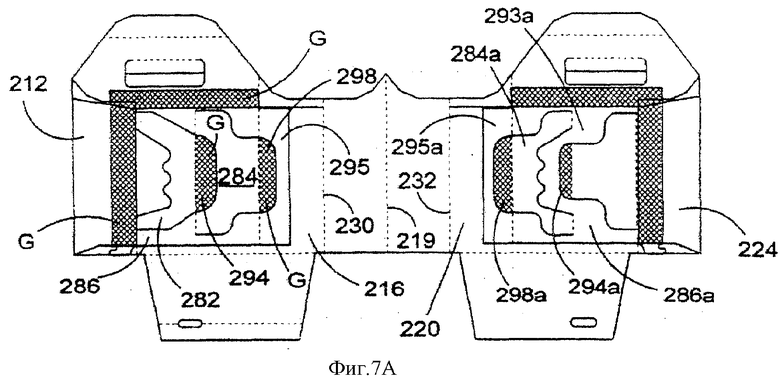
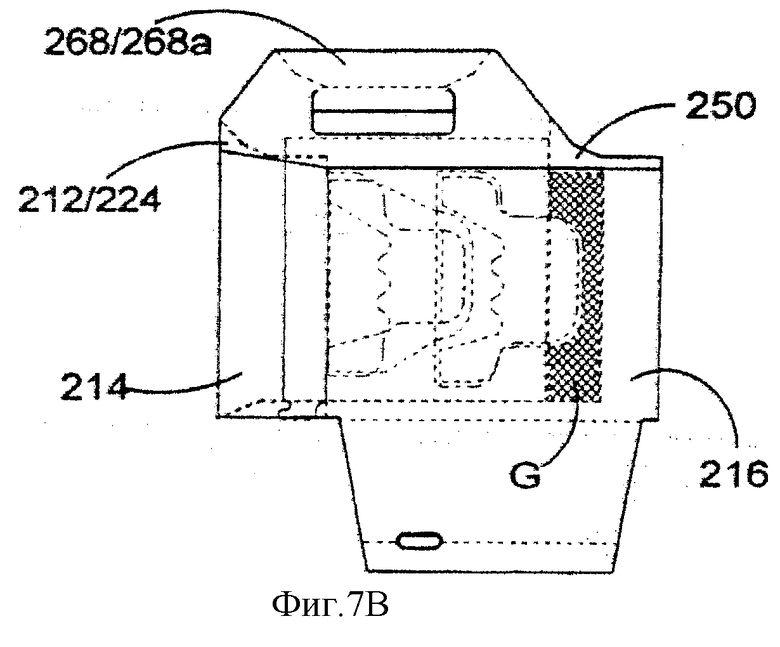
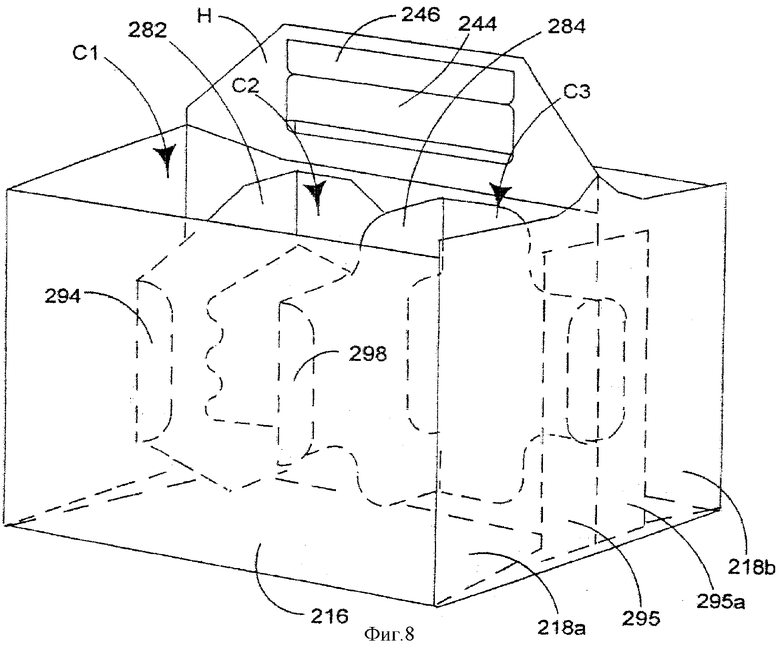
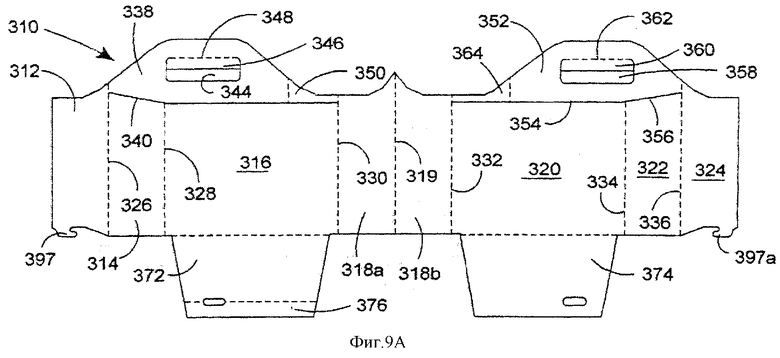
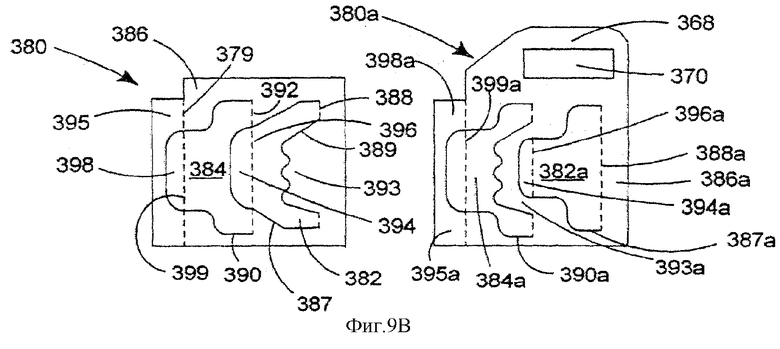
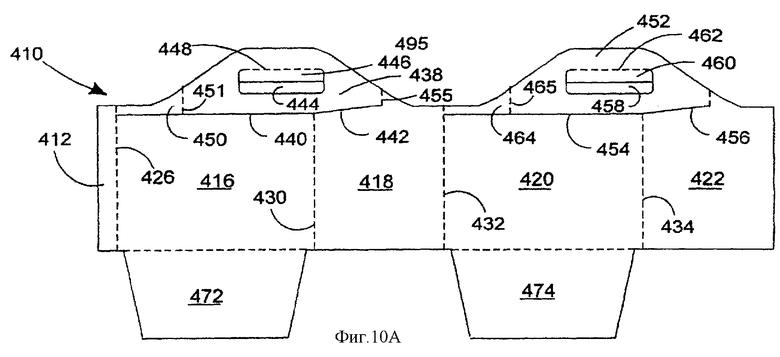
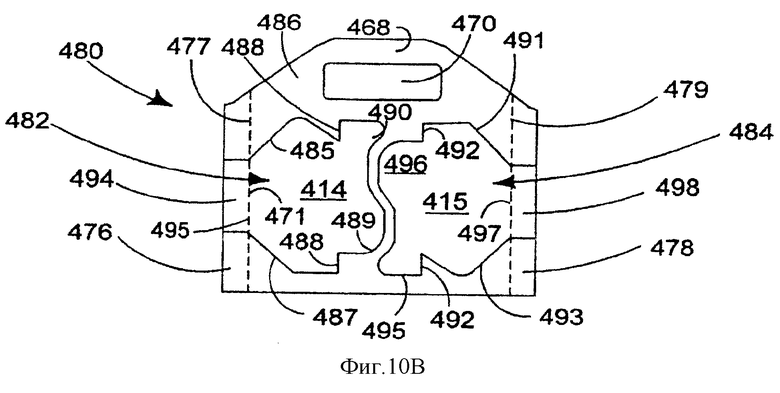


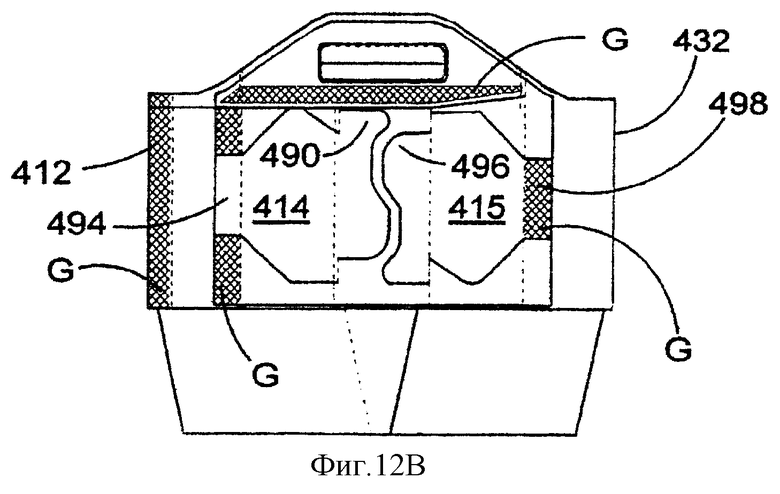
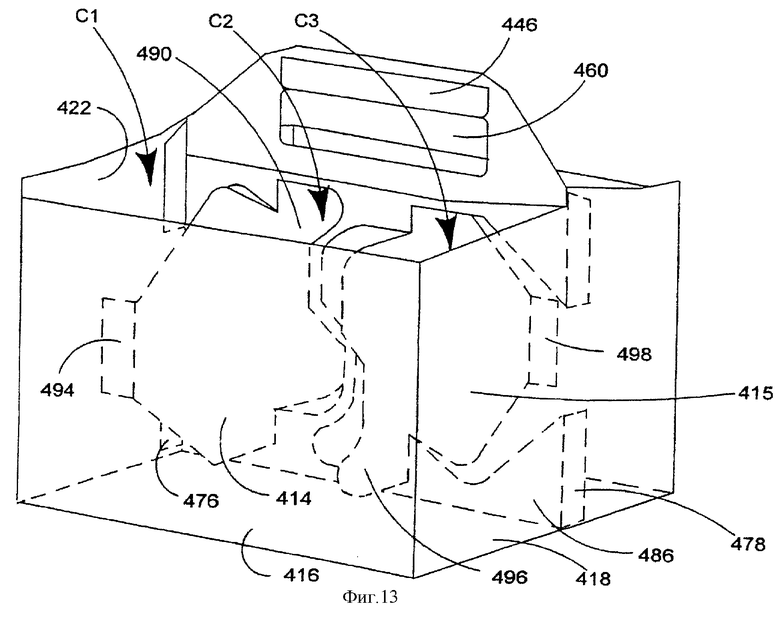
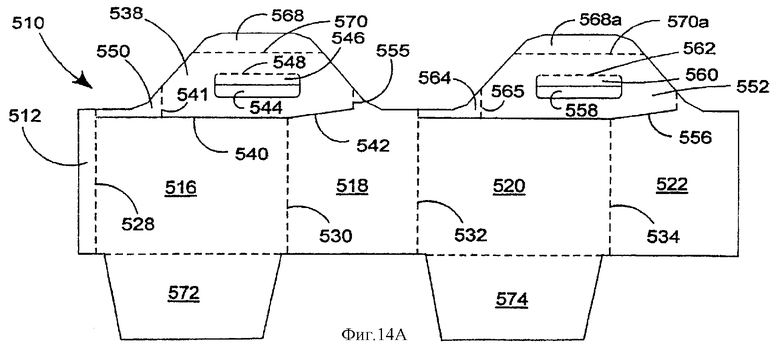
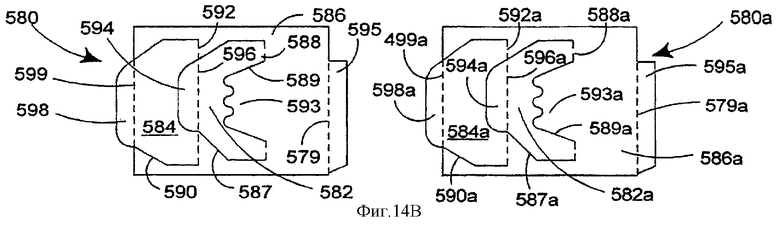
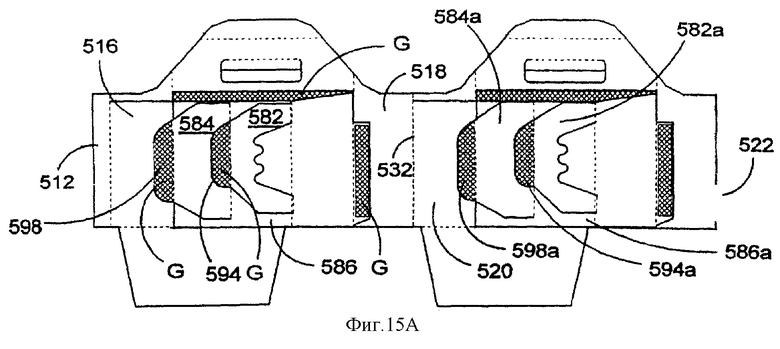
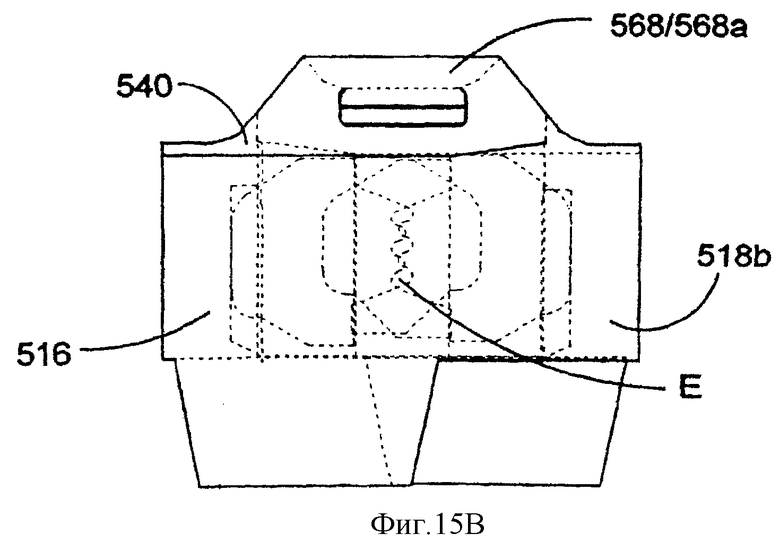
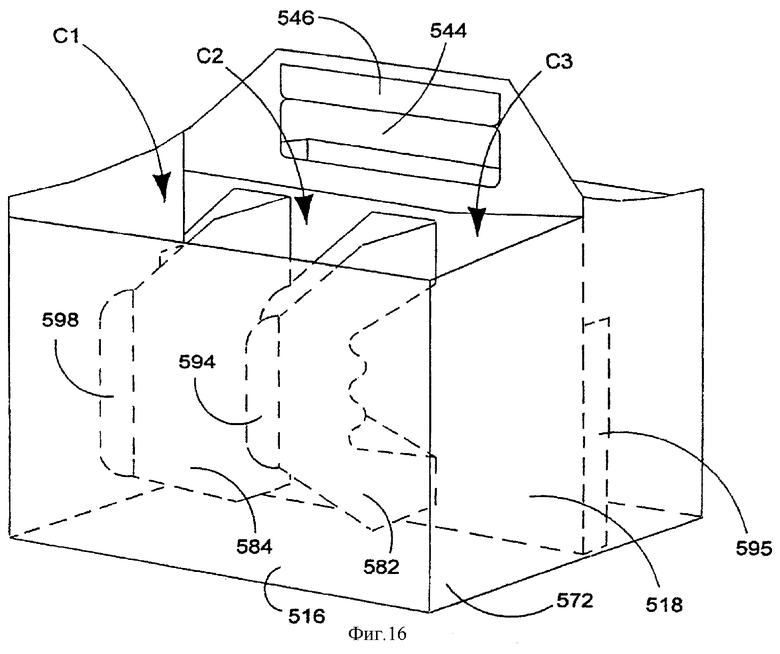
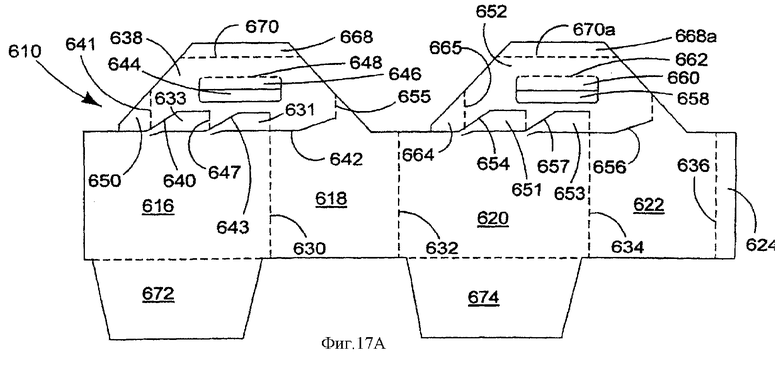
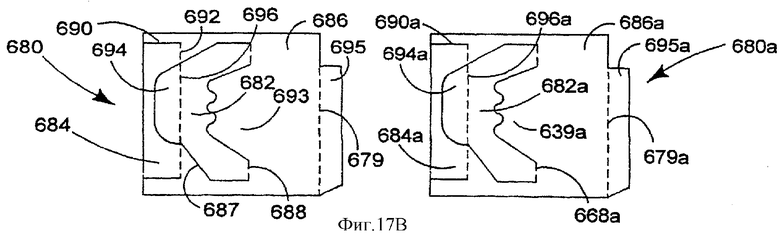
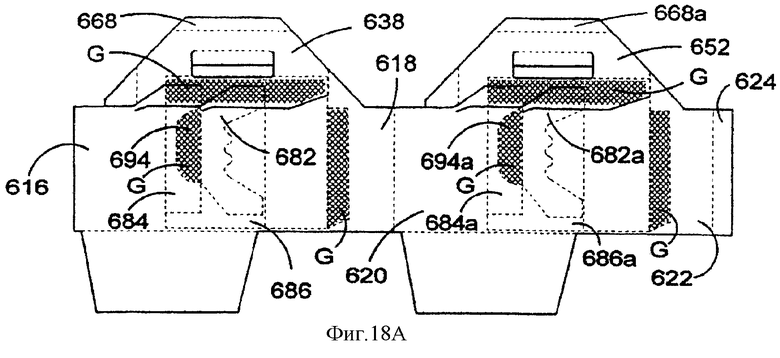
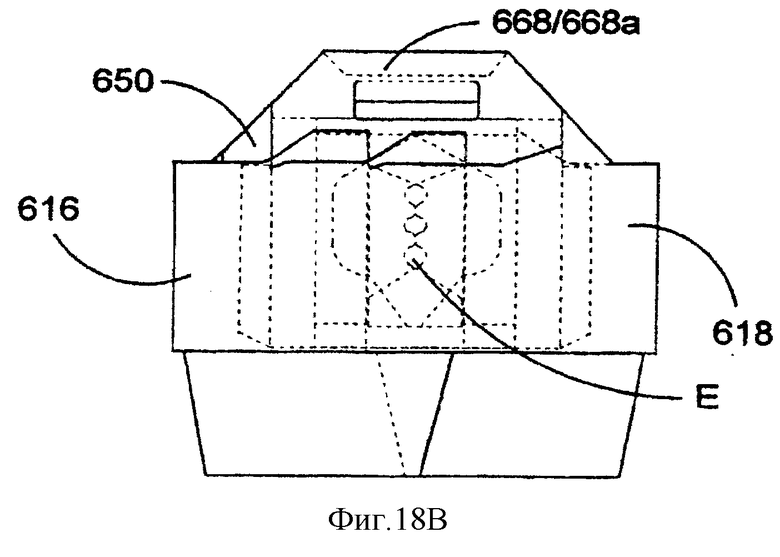

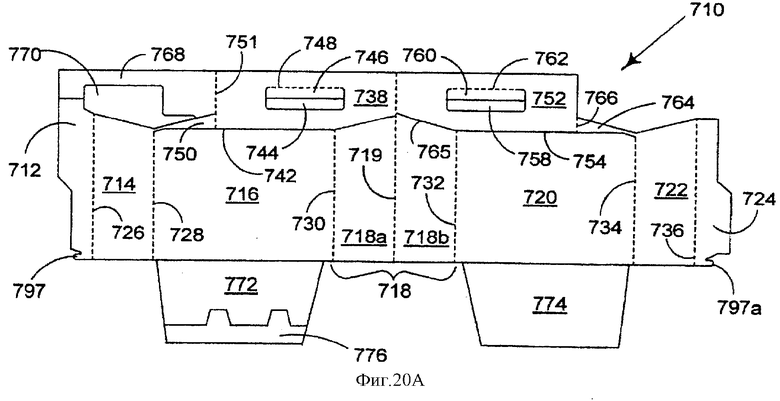
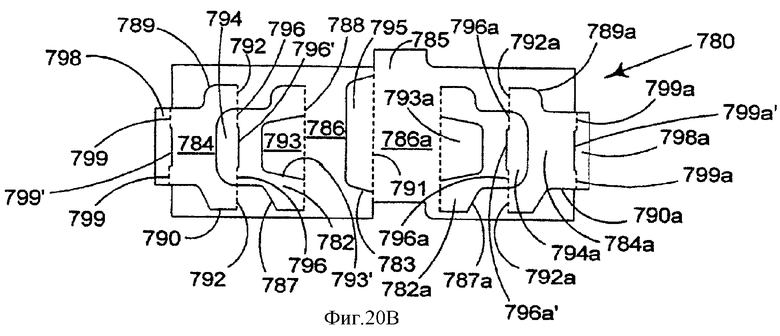
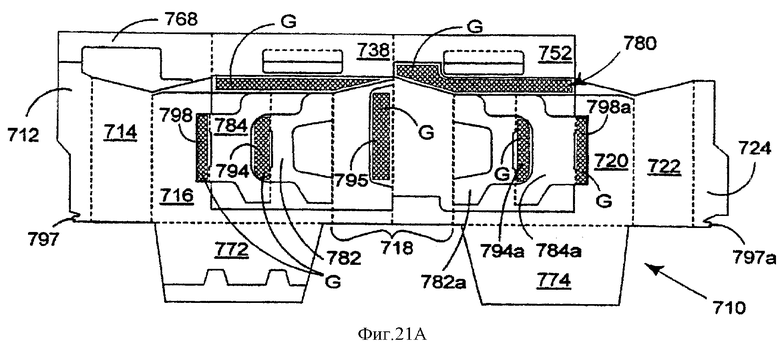
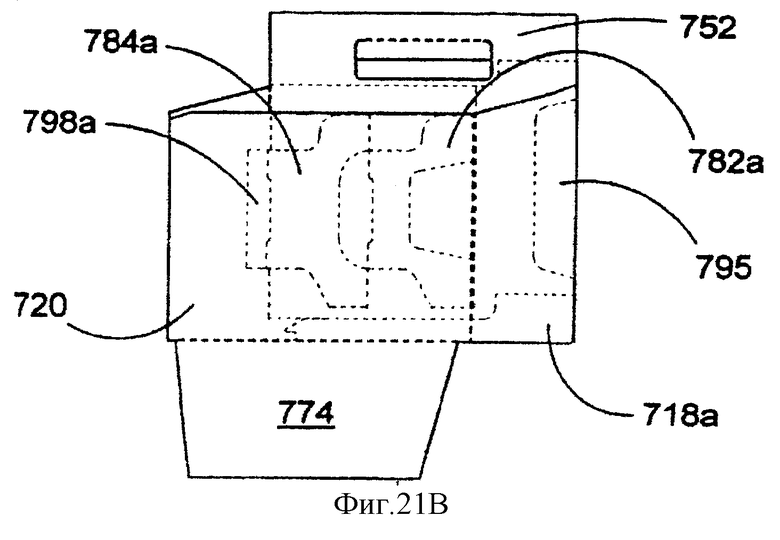
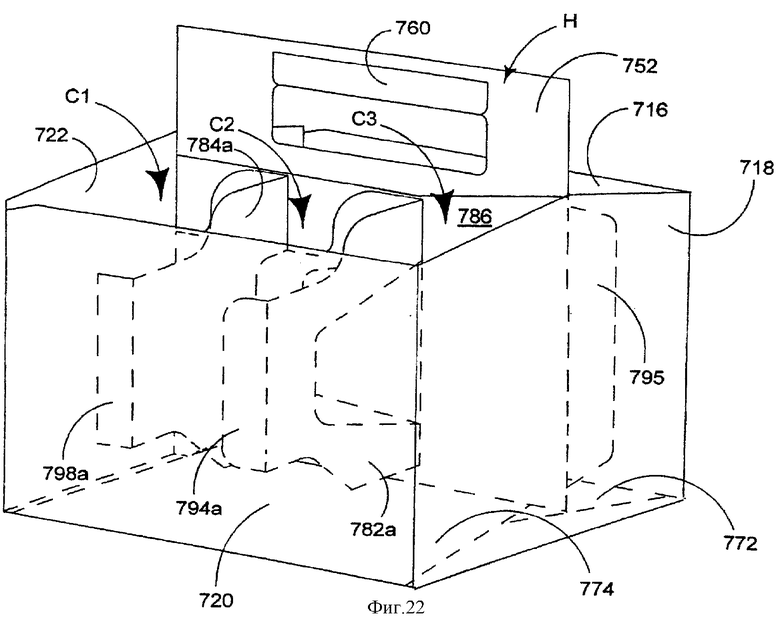
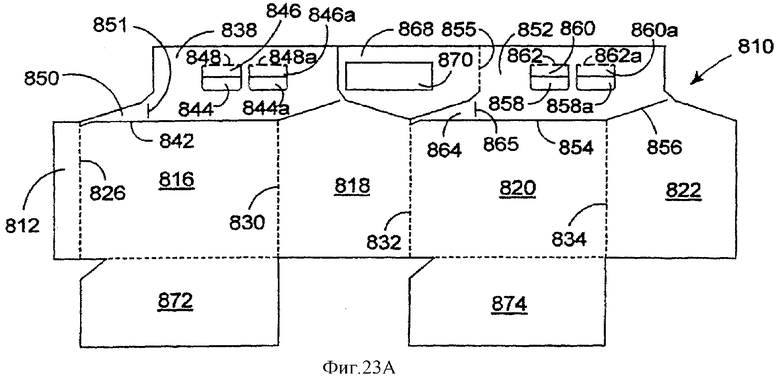
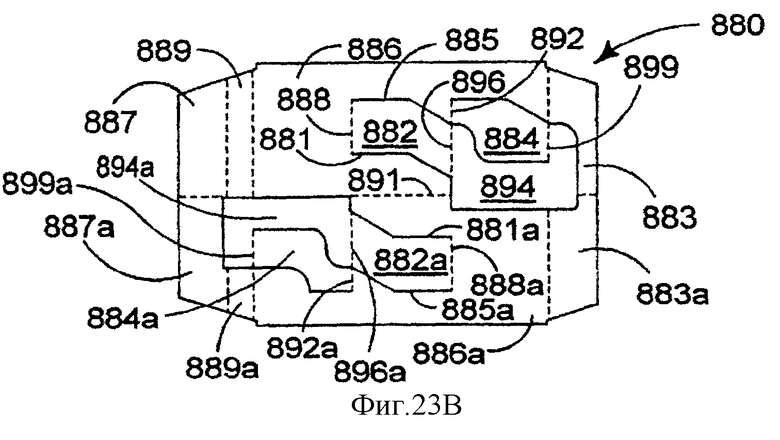
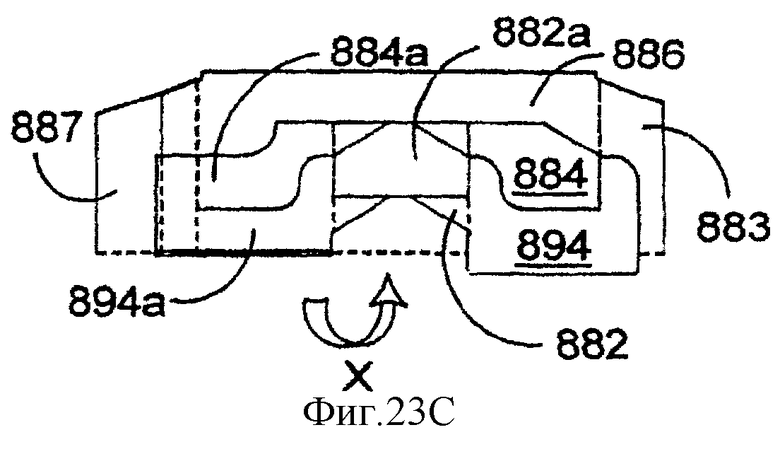
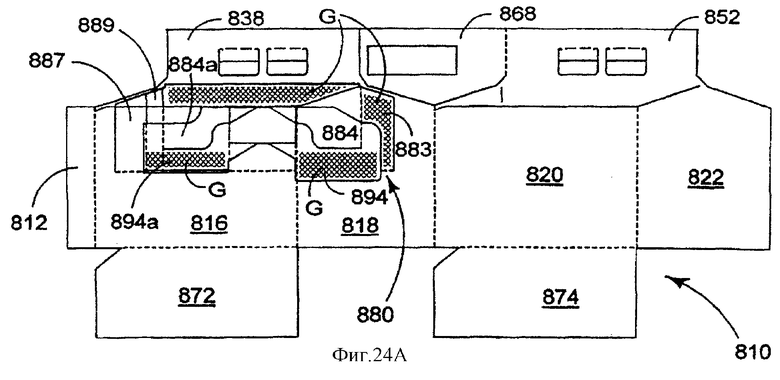
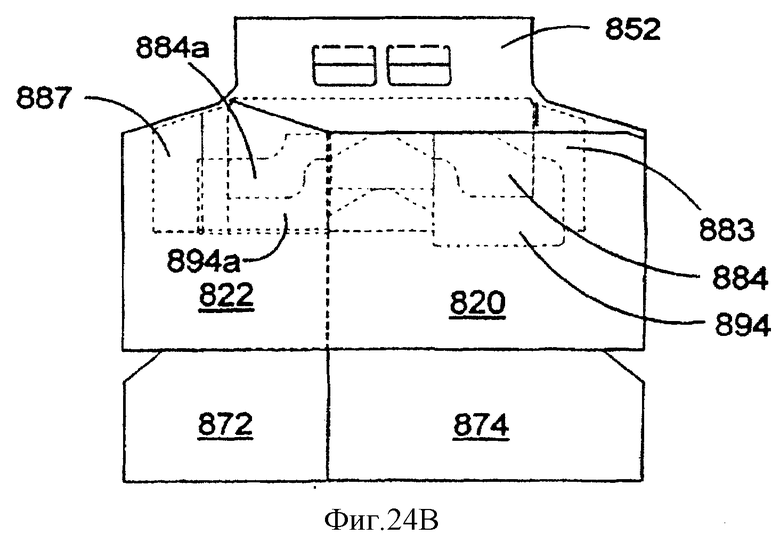
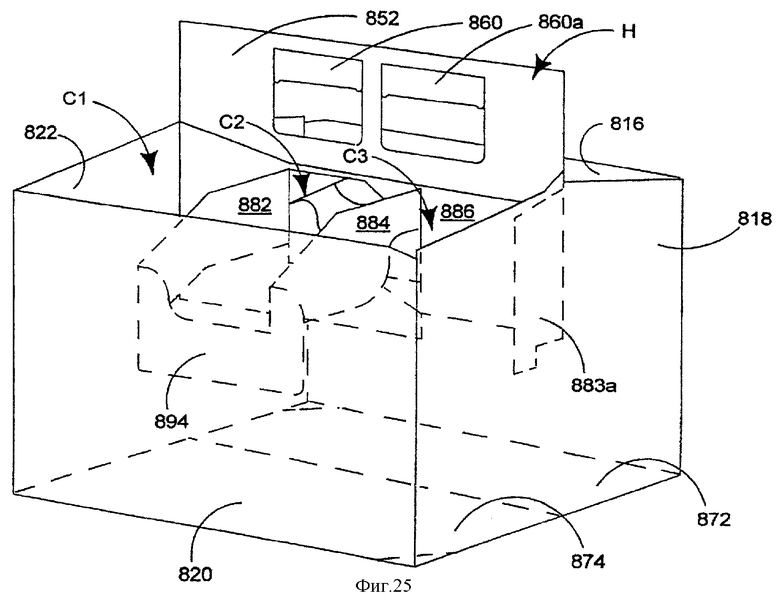
Изобретение относится к таре для изделий и заготовке (10) для образования тары корзиночного типа. Тара содержит расположенные последовательное первую (14), вторую (18) и третью (22) торцевые панели, первую (16) и вторую (20) боковые панели, соединенные друг с другом так, что одна из них может сгибаться относительно соседней панели. Панель (72, 74) основания соединена с возможностью поворота с соответствующей одной из боковых панелей (16, 20), а ручка, содержащая первую и вторую панели (38 и 52) соединена с возможностью сгибания с одной или более из центральных опорных панелей (12 и 24) или торцевых панелей. Первая и вторая панели (38 и 52) ручки расположены рядом соответственно с первой и второй боковыми панелями (16 и 20) и отделены от них. Первая и вторая панели ручки имеют такую конструкцию и расположены таким образом, что их можно разместить в положении, при котором они будут находиться в контакте друг с другом с прилеганием друг к другу для образования двухслойной ручки, когда тара собрана. Заготовка для образования внутренних перегородок содержит центральную панель, выполненную с возможностью присоединения к ручке и, по меньшей мере, к одной из торцевых панелей, и множество поперечных разделительных панелей, вырезанных из центральной панели для образования множества ячеек для приема изделий с одной стороны панели ручки, когда формируют тару из заготовки. Изобретение обеспечивает упрощение изготовления тары и уменьшение ее материалоемкости. 5 н. и 31 з.п. ф-лы, 43 ил.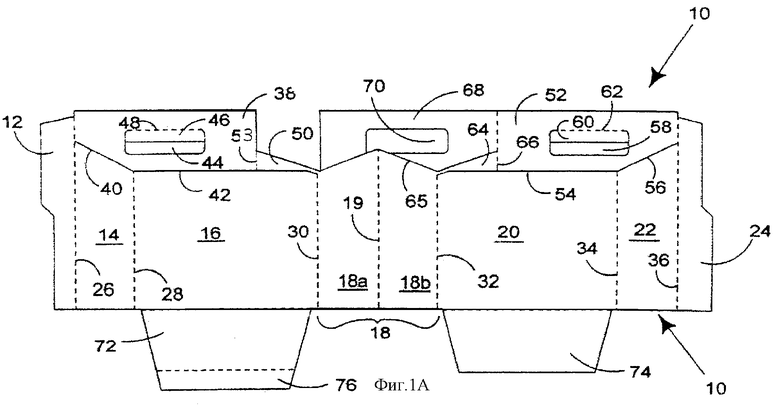
i) размещение второй заготовки на первой заготовке так, чтобы они были выставлены относительно друг друга;
ii) прикрепление поперечных разделительных панелей (82, 84, 82а, 84а; 282, 284, 282а, 284а; 382, 384, 382а, 384а; 782, 784, 782а, 784а) к первой боковой панели (16; 216; 316; 716), образующей стенку;
iii) прикрепление центральной панели (86, 86а; 286, 286а; 386, 386а; 786, 786а) к панели ручки первой заготовки;
iv) сгибание второй боковой панели (20; 220; 320; 720) и второй торцевой панели (18; 218а, 218b, 318a, 318b; 718) в положение, при котором они контактируют с внутренними перегородками с прилеганием к ней, и
v) скрепление первой (14; 214; 314; 714) и третьей (22; 222; 322; 722) торцевых панелей вместе для образования готовой сложенной тары для изделий.
| US 4243138 А, 16.01.1981 | |||
| US 5680930 А, 28.10.1983 | |||
| Система радиосвязи с подвижными объектами | 1983 |
|
SU1142896A1 |
| US 3893565 А, 08.07.1975 | |||
| US 3570706 А, 16.03.1971 | |||
| Пресс для склеивания элементов деревянных конструкций,набранных в пакет | 1977 |
|
SU670432A1 |
| GB 1185711 А, 25.03.1970 | |||
| Картонная тара | 1989 |
|
SU1708701A1 |

