Настоящее изобретение касается запечатанной упаковки для текучих пищевых продуктов и соответствующего способа производства.
Многие текучие пищевые продукты, такие как фруктовый сок, стерилизованное молоко (UHT), вино, томатный соус, и т.д., продают в упаковках, изготовленных из стерилизованного упаковочного материала.
Типичным примером такой упаковки является параллелепипедная упаковка для жидких или текучих пищевых продуктов, известная как Tetra Brik или Tetra Brik Aseptic (зарегистрированные товарные знаки), которую получают путем сгибания и сваривания полосы ламинированного упаковочного материала. Упаковочный материал имеет многослойную структуру, содержащую слой волокнистого материала, например бумаги, покрытый с обеих сторон слоями термосвариваемого пластика, например полиэтилена, а в случае асептических упаковок для продуктов с длительным сроком хранения, таких как стерилизованное молоко, дополнительно содержит слой барьерного материала, образованный, например, из алюминиевой фольги, нанесенной на слой термосвариваемого пластика, и, в свою очередь, покрытой другим слоем термосвариваемого пластика, образуя в результате внутреннюю поверхность упаковки, контактирующую с продуктом.
Как известно, такие упаковки изготавливают на полностью автоматических упаковочных узлах, на которых непрерывную трубу формируют из рулона упаковочного материала; полотно упаковочного материала стерилизуют в самом упаковочном устройстве, например, путем нанесения химического стерилизующего агента, такого как раствор перекиси водорода, который после стерилизации удаляют, например выпаривают нагреванием, с поверхностей упаковочного материала, и стерилизованное таким образом полотно упаковочного материала, поддерживая его в закрытой стерильной среде, сгибают и продольно запечатывают с образованием вертикальной трубы.
Трубу непрерывно заполняют сверху стерилизованным или стерильно обработанным пищевым продуктом, запечатывают и разрезают на равноразнесенных поперечных участках с образованием подушкообразных упаковок, которые затем механически складывают для получения готовых, например, по существу параллелепипедных упаковок.
Альтернативно упаковочный материал можно разрезать на заготовки, из которых формируют упаковки на формующих оправках, и полученные упаковки заполняют пищевым продуктом и запечатывают. Примером такой упаковки является упаковка с так называемым "щипцовым верхом", в общем известная под торговой маркой Tetra Rex (зарегистрированный товарный знак).
Вышеупомянутые упаковки обычно снабжены (повторно) закрываемыми открывными устройствами, чтобы потребление пищевого продукта происходило без контактирования наружных (загрязняющих) агентов с пищевым продуктом в упаковке.
Открывные устройства, наиболее широко используемые в настоящее время, содержат образующий отверстие каркас, установленный в отверстии пробиваемый или удаляемый участок верхней стенки упаковки, и шарнирно прикрепленный или навинченный на каркас колпачок, который можно удалить, для открывания упаковки. Альтернативно могут использоваться и другие известные открывные устройства, например, скользящего типа.
Независимо от типа используемого открывного устройства, верхняя стенка упаковки, образованной из трубы упаковочного материала, имеет несколько запечатывающих полос, которые ограничивают свободное пространство, доступное для установки открывного устройства на верхней стенке. А именно верхнюю стенку пересекает вдоль центральной линии плоская поперечная запечатывающая полоса, согнутая на верхнюю стенку компланарно ей, и концевой участок плоской продольной запечатывающей полосы, продолжающийся перпендикулярно от поперечной запечатывающей полосы. Точнее, продольная запечатывающая полоса продолжается вдоль участка верхней стенки упаковки и вниз от верхней стенки вдоль боковой стенки и нижней стенки упаковки.
Аналогично упаковки, отформованные на оправке, также содержат верхнюю стенку, пересекаемую вдоль центральной линии плоской поперечной запечатывающей полосой, загнутой вниз на верхнюю стенку и компланарной ей.
Ни в одном из этих случаев открывное устройство нельзя установить на запечатывающие полосы упаковки, поскольку это не только бы вызывало проблемы при приваривании устройства на неровную поверхность, но и повредило бы целостность самих уплотнений.
Поэтому открывное устройство может быть установлено только на ограниченные плоские участки, смежные запечатывающим полосам, продолжающимся через верхнюю стенку упаковки, что, очевидно, ограничивает максимальный размер открываемого отверстия.
Вышеупомянутый недостаток особенно ощущается при постоянном увеличении количества физически разных продуктов, продаваемых в упаковках из бумажного упаковочного материала, поскольку некоторые продукты, в частности полужидкие продукты или продукты, содержащие волокна или частицы, требуют увеличенного размера открывного устройства для равномерной выдачи продукта.
Чтобы увеличить пространство, в котором устанавливают открывное устройство на упаковку, было предложено изменить на обратное направление, в котором поперечную запечатывающую полосу сгибают на верхнюю стенку посредством ее сгибания на сторону продольной запечатывающей полосы. Однако полученное таким образом дополнительное пространство было относительно небольшим.
Другое предложенное техническое решение состоит в выполнении переднего края верхней стенки упаковки с выпуклой С-образной линией сгиба или так называемой "улыбающейся складной", предварительно образованной на упаковочном материале и выступающей наружу от упаковки.
Это техническое решение обеспечивает больше пространства для открывного устройства, чем при изменении направления сгибания поперечной запечатывающей полосы. Однако в промышленности требуется дальнейшее усовершенствование, в частности, в отношении поиска новых решений, позволяющих дальнейшее увеличение свободного пространства на упаковке даже для открывающих устройств большего размера.
Краткое содержание изобретения
Задача настоящего изобретения состоит в создании запечатываемой упаковки для текучих пищевых продуктов, обеспечивающей простое решение вышеупомянутого недостатка, связанного с известными упаковками.
Согласно настоящему изобретению предлагается запечатанная упаковка для текучих пищевых продуктов, выполненная из листа упаковочного материала и содержащая верхнюю стенку, которую пересекает по меньшей мере одна поперечная запечатывающая полоска, образующая плоский выступающий язычок, согнутый компланарно верхней стенке и на нее, вдоль линии сгиба, и открывное устройство, установленное на участке указанной верхней стенки, ограниченной на одной стороне указанной запечатывающей полосой, при этом упаковка характеризуется тем, что указанный язычок содержит плоский ленточный дополнительный участок, расположенный между указанной запечатывающей полосой и указанной линией сгиба, так что площадь участка указанной верхней стенки, доступного для указанного открывного устройства, увеличена на ширину дополнительного участка.
Настоящее изобретение также касается способа производства запечатываемой упаковки для текучего пищевого продукта из листа упаковочного материала, причем указанный способ предусматривает стадии:
- формирования коробчатого элемента, открытого сверху и заполненного указанным пищевым продуктом;
- формирования верхней стенки для закрывания указанного коробчатого элемента, и пересекаемой по меньшей мере одной поперечной запечатывающей полосой, образующей плоский выступающий язычок, граничащий с одной стороны с участком верхней стенки для приема открывного устройства;
- сгибания указанного язычка компланарно верхней стенке и на нее вдоль линии сгиба, предварительно образованной на указанном упаковочном материале; при этом способ характеризуется тем, что указанную стадию формирования указанной верхней стенки осуществляют путем запечатывания верха указанного коробчатого элемента на заданном расстоянии от указанной линии сгиба на указанном упаковочном материале так, что при сгибании указанный язычок содержит, между линией сгиба и указанной запечатывающей полосой, плоский ленточный дополнительный участок, ширина которого увеличивает площадь участка указанной верхней стенки, доступного для приема указанного открывного устройства.
Краткое описание чертежей
Два предпочтительных, неограничивающих варианта выполнения настоящего изобретения будут описаны посредством примера, со ссылкой на сопровождающие чертежи, на которых:
Фиг.1 - вид в перспективе запечатанной упаковки для текучих пищевых продуктов, выполненной в соответствии с настоящим изобретением;
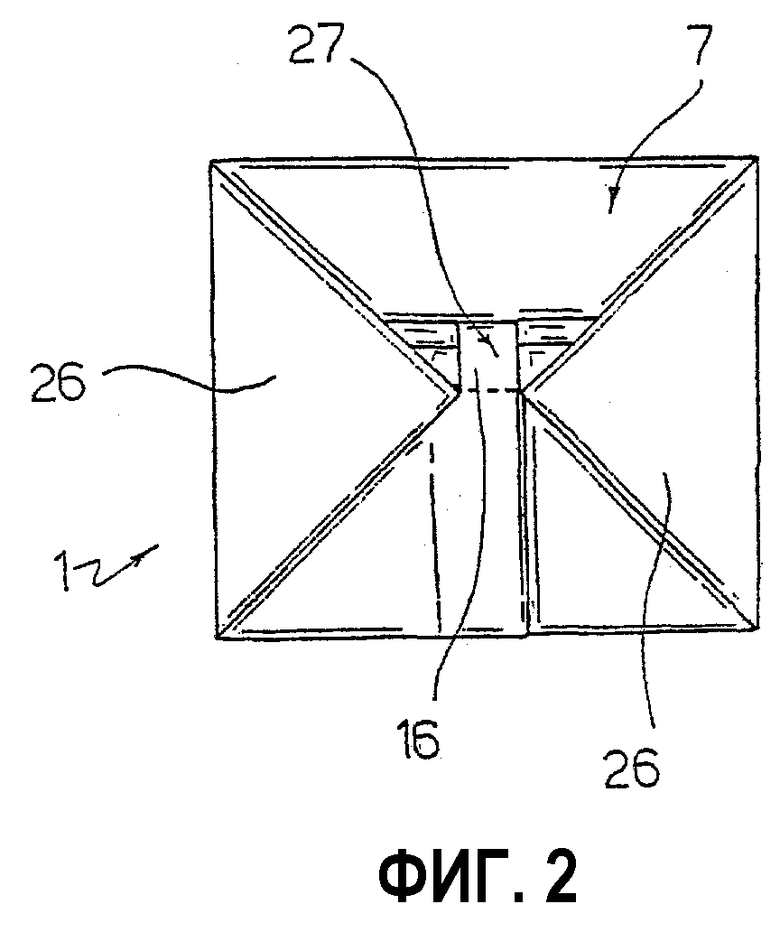
Фиг.2 - вид снизу в уменьшенном масштабе упаковки по Фиг.1;
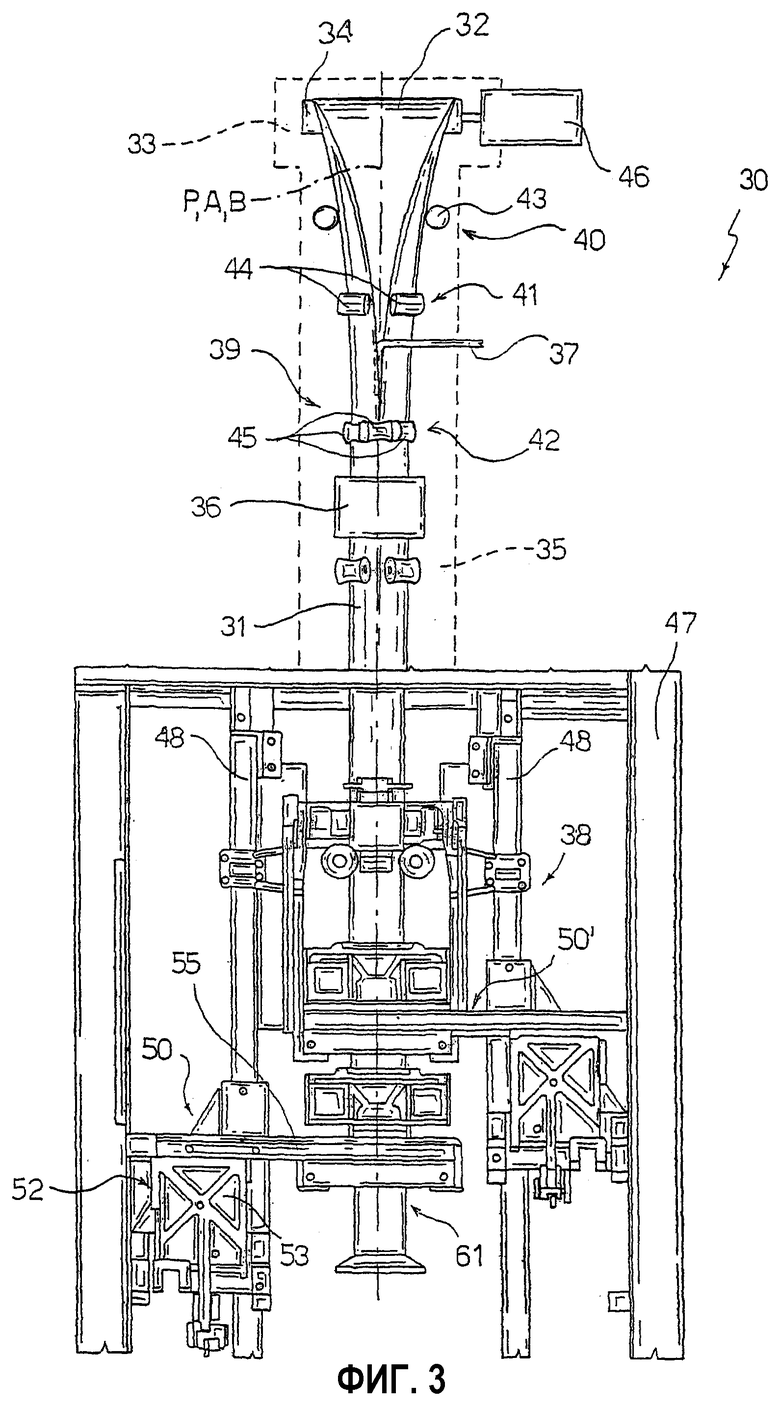
Фиг.3 - вид спереди, с частями, удаленными для ясности, упаковочной машины для производства упаковок типа показанных на Фиг.1 и 2;
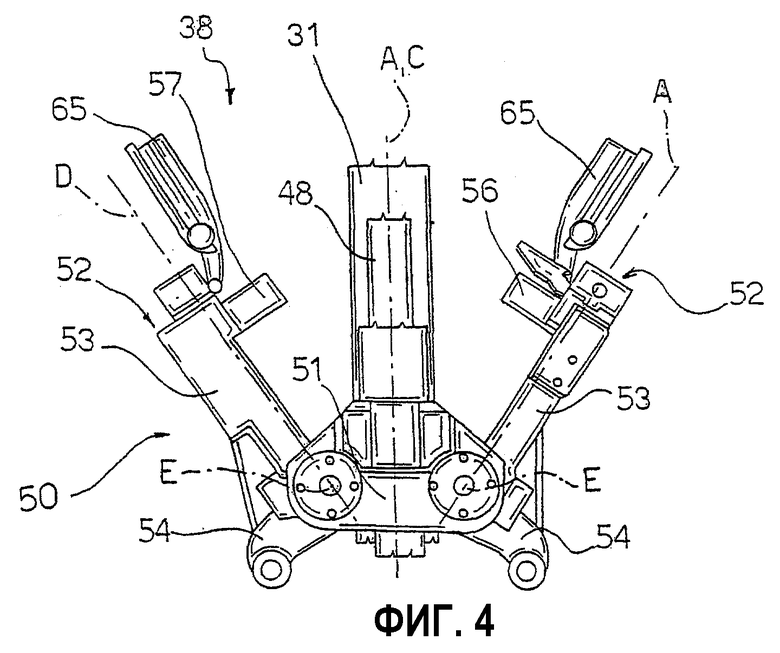
Фиг.4 - схематичный вид сбоку формовочного узла машины по Фиг.3;
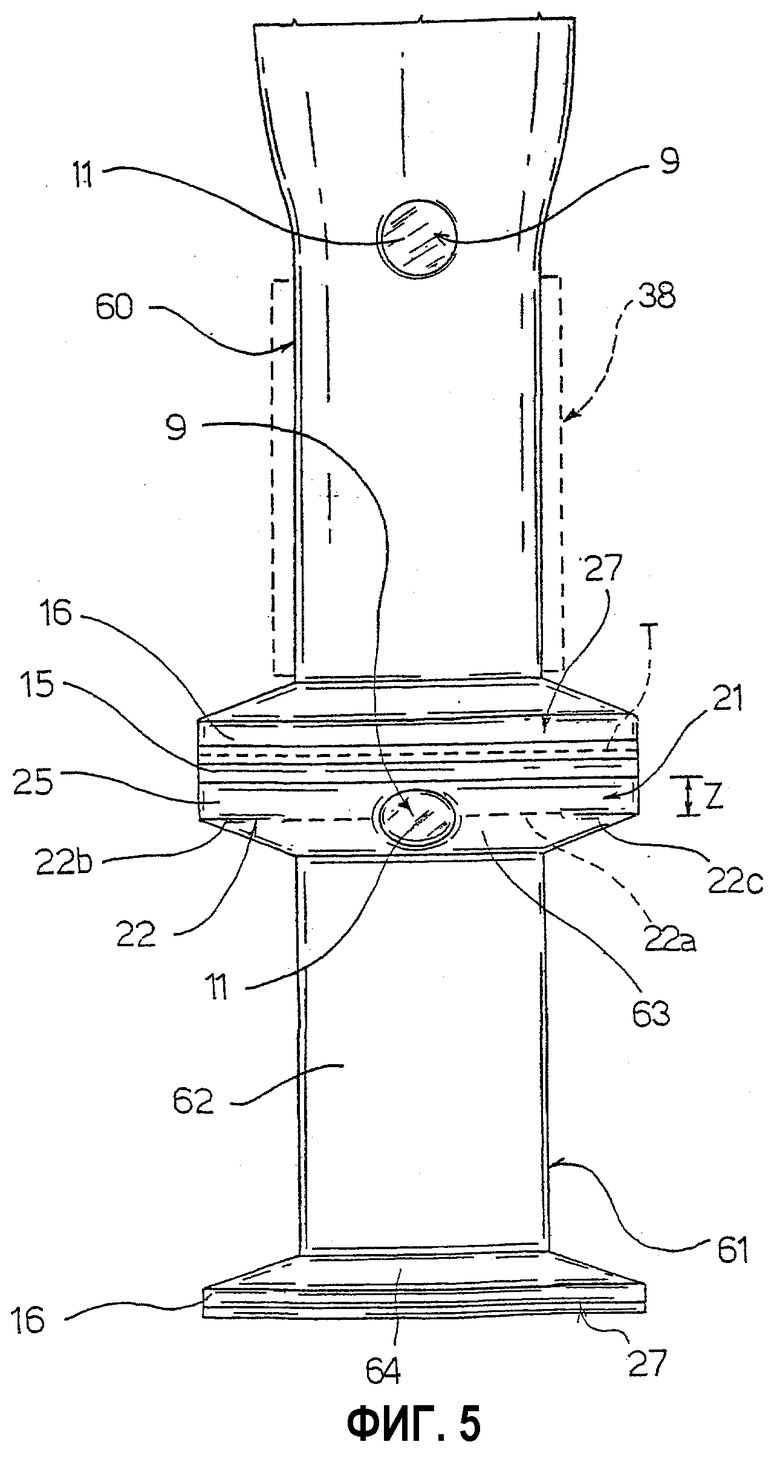
Фиг.5 - участок упаковочного материала, сформированного на машине по Фиг.3;
Фиг.6 - вид в перспективе дополнительного варианта выполнения запечатанной упаковки для текучих пищевых продуктов по изобретению.
Предпочтительные варианты выполнения изобретения
На Фиг.1 и 2 показана запечатанная упаковка 1 для текучих пищевых продуктов, выполненная в соответствии с настоящим изобретением, из листа упаковочного материала.
Упаковочный материал имеет многослойную структуру (не показана), и содержит слой волокнистого материала, обычно бумаги, покрытый с обеих сторон соответствующим слоями термосвариваемого пластика, например полиэтилена. В случае асептических упаковок для продуктов длительного хранения, таких как стерилизованное молоко, сторона упаковочного материала, впоследствии контактирующая с пищевым продуктом в упаковке 1, также содержит слой барьерного материала, например, алюминия, в свою очередь, покрытого одним или более слоями термосвариваемого материала.
Упаковка 1 имеет параллелепипедную форму и образована двумя противоположными, соответственно передней и задней, стенками 2 и 3, двумя противоположными боковыми стенками 4 и 5, перпендикулярными стенкам 2 и 3, и двумя, соответственно верхней и нижней, торцевыми стенками 6 и 7, перпендикулярными стенкам 2, 3, 4 и 5.
Упаковка 1 также содержит (повторно) закрываемое открывное устройство 8, установленное на верхней стенке 6.
В показанном примере открывное устройство 8 является устройством типа описанного в заявке Италии №ТО99А000726 (заявитель), и по существу содержит кольцевой каркас (не показан), установленный вокруг пробиваемого участка 9 (Фиг.5) стенки 6; и резьбовой колпачок 10, навинченный на каркас. Колпачок 10 прикреплен или приварен непосредственно к пробиваемому участку 9 способом, описанным в заявке ЕР №99830533.8 (заявитель), так что при первом открывании упаковки 1 поворот колпачка 10 отделяет пробиваемый участок 9 от остального упаковочного материала.
Пробиваемый участок 9 может быть образован посредством так называемого "предварительно ламинированного" отверстия 11 в упаковке 1 (Фиг.5), то есть отверстия, образованного в волокнистом слое упаковочного материала перед тем, как волокнистый материал покрывают слоем барьерного материала, который закроет отверстие герметичным и асептическим образом, и при этом легко пробивается.
Альтернативно упаковка 1 может быть снабжена различными открывными устройствами типа описанных в Европейских заявках №99830621.1 и №99830622.9 (заявитель) и содержащими кольцевой каркас и резьбовой колпачок, подобные каркасу и колпачку 10, описанным выше, и режущий элемент, помещенный внутри каркаса и приводимый в действие колпачком 10, для пробивания предварительно ламинированного отверстия 11, предварительно образованного в упаковочном материале.
Упаковка 1 также может быть снабжена открывным устройством типа описанного и показанного, например, в публикации WO 98/18684, которое образовано путем формования под давлением пластикового материала непосредственно над сквозным отверстием в листе упаковочного материала, перед тем как из него сформируют упаковку 1.
Упаковка 1 содержит две, соответственно верхнюю и нижнюю, плоские поперечные запечатывающие полосы 15, 16, продолжающиеся через соответствующие стенки 6, 7 и параллельные стенкам 2, 3.
Запечатывающие полосы 15 разделяют стенку 6 на два участка 17, 18, один (17) из которых, смежный стенке 2, образует участок для нанесения открывающего устройства 8, при этом другой (18), смежный стенке 3, содержит, по существу вдоль центральной линии, концевой участок плоской продольной запечатывающей полосы 19 упаковки 1. А именно запечатывающая полоса 19 продолжается перпендикулярно между запечатывающими полосами 15 и 16 и вдоль центральной линии стенки 3.
Запечатывающая полоса 15 продолжается за стенку 6 упаковки 1 на обеих сторонах стенок 4 и 5 и образует вместе со стенками 4, 5, 6 соответствующие плоские, по существу треугольные или трапецевидные, боковые участки 20 упаковочного материала, согнутые компланарно соответствующим стенками 4, 5 и на них, как в случае стенки 6.
Запечатывающая полоса 15 образует продольный, плоский верхний язычок 21, выступающий от участков 17, 18 стенки 6 и от боковых участков 20, и согнутый на участок 18 и на участки 20 вдоль линии 22 сгиба, образованной на основании язычка 21. Более конкретно, линия 22 сгиба содержит основной участок 22а, образованный вдоль стенки 6 упаковки 1 только на стороне участка 18, на который согнут язычок 18 и противоположные концевые участки 22b, 22с, образованные на обеих сторонах соответствующих боковых участков 20.
Согласно важному объекту изобретения язычок 21 содержит плоский ленточный дополнительный участок 25, расположенный между запечатывающей полосой 15 и линией 22 сгиба - или, другими словами, между запечатывающей полосой 15 и упаковочным материалом, затем образующим стенку 6 упаковки 1 - так, что участок стенки 6, доступный для приема открывного устройства 8, увеличивается посредством ширины дополнительного участка 25, и поэтому может вместить открывные устройства большего размера, чем устройства, обычно наносимые на известные упаковки.
Поэтому площадь участка 17 стенки 6, вмещающего открывное устройство 8, больше площади участка 18.
Со ссылкой на Фиг.2, как на стенке 6, запечатывающая полоса 16 продолжается за стенку 17 упаковки 1 на обеих сторонах стенок 4 и 5 и образует вместе со стенками 4, 5, 7, соответствующие плоские, по существу треугольные, нижние участки 26 упаковочного материала, согнутые компланарно стенке 7 и на нее, как и на соответствующих стенках 4 и 5.
Запечатывающая полоса 16 образует продольный плоский нижний язычок 27, выступающий от стенки 7 и согнутый компланарно стенке 7 и на нее, и под нижними участками 26 вдоль линии 28 сгиба, образованной на основании язычка 27.
На Фиг.3 показана упаковочная машина 30 для производства ряда упаковок 1 из трубы 31 упаковочного материала, образованной, в свою очередь, путем продольного сгибания и запечатывания полотна 32 упаковочного материала.
Полотно 32 содержит группу пробиваемых участков 9 (Фиг.5) - образованных в показанном примере посредством предварительно ламинированных отверстий 11 - разнесенных на одинаковые промежутки, равные длине участка полотна 32, требуемого для производства одной упаковки 1.
Вдоль слоя волокнистого материала полотно 32 также содержит группу ослабленных линий или предварительно образованных линий сгиба, посредством которых облегчается сгибание упаковочного материала при формировании упаковки 1. Ослабленные линии равно разнесены вдоль полотна 32, на такие же промежутки, как промежутки между пробиваемыми участками 9, образуют, например, края, образующие стенки 2-7 и участки 20, 26 готовых упаковок 1, и более конкретно, включают линии 22, 28 сгиба язычков 21, 27 упаковок 1.
Полотно 32 упаковочного материала разматывают из рулона (не показан) и подают с помощью известных направляющих валковых устройств (не показаны) через известный стерилизующий узел (не показан) к верхней асептической камере 33 машины 30, которая сообщается со стерилизующим узлом и через которую полотно 32 подают горизонтально. Полотно 32 затем отводят вниз посредством приводного сгибающего валка 34 и подают вниз вдоль вертикального пути Р, продолжающегося в вертикальной камере или башне 35.
В башне 35 полотно 32 сгибают в цилиндр вокруг оси А, параллельной пути Р с образованием трубы 31, которую продольно термосваривают посредством известного термосваривающего устройства 36 (подробно не описано) с образованием продольной запечатывающей полосы, из которой затем получаются продольные запечатывающие полосы 19 готовых упаковок 1. Трубу 1 непрерывно заполняют сверху пищевым продуктом посредством известного заполняющего устройства 37 (подробно не описано), и подают к известному формующему узлу 38, описанному ниже только относительно частей, относящихся к настоящему изобретению.
Более конкретно, машина 30 содержит сгибающий узел 39 для продольного сгибания полотна 32 с образованием трубы 31, который образован известными сгибающими устройствами 40, 41, 42, расположенными вдоль пути Р в башне 35, и взаимодействующими с полотном 32 для его постепенного сгибания в цилиндр и наложения противоположных боковых участков полотна 32 с образованием трубы 31 упаковочного материала.
Устройства 40, 41, 42 содержат соответствующие количества по существу цилиндрических сгибающих валков 43, 44, 45, имеющих соответствующие оси, перпендикулярные оси А, и образующих последовательные многоугольники, окружающие ось А, так что соответствующие боковые поверхности образуют последовательные необходимые проходы для полотна 32 упаковочного материала на стадии формирования. По мере подачи через проходы полотно 32 проходит от открытой С-формы, образованной сгибающими валками 43 устройства 40, до по существу круглой формы, образованной сгибающими валками 45 устройства 42.
Скоростью, с которой полотно 32 подают через устройства 40, 41, 42, управляют посредством электрического мотора 46, приводящего сгибающий валок 34.
Уже продольно запечатанную трубу 31 подают к формующему узлу 38.
Узел 38 содержит поддерживающую конструкцию 47, образующую две вертикальные направляющие 48, расположенные симметрично относительно продольной вертикальной средней плоскости В узла 38 через ось А, соответствующие оси которых расположены в поперечной вертикальной средней плоскости С узла 38. Ось А, поэтому, образует пересечение плоскостей В и С.
Узел 38 содержит, известным образом, два формующих устройства 50, 50', перемещаемых вертикально вдоль соответствующих направляющих 48 и поочередно взаимодействующих с трубой 31 упаковочного материала для захвата и термосваривания поперечных участков трубы 31 с образованием последовательных поперечных запечатывающих полос 15, 16 готовых упаковок 1.
Поскольку устройства 50, 50' являются симметричными относительно плоскости В, только одно (устройство 50) показано подробно на Фиг.4 и описано ниже. На Фиг.3 и 4 соответствующие части устройств 50, 50' обозначены при использовании одинаковых ссылочных позиций.
Устройство 50 по существу содержит скользящий элемент 51, перемещаемый вдоль соответствующей направляющей 48; и два кулачка 52, шарнирно прикрепленные снизу скользящего элемента 51, вокруг соответствующих горизонтальных осей Е, параллельных плоскости С и симметричных относительно этой плоскости, так чтобы открывать и закрывать по существу как книгу.
Более конкретно, каждый кулачок 52 содержит основной управляющий корпус 53, который по существу имеет форму четырехугольной пластины, продолжается вдоль рабочей плоскости D кулачка 52, содержащего соответствующую ось Е, шарнирно прикреплен к скользящему элементу 51 около его нижней стороны, и содержит соответствующий управляющий кронштейн 54, выступающий от поверхности корпуса 53, обращенной от плоскости D.
Кулачки 52 также содержат соответствующие поддерживающие кронштейны 55 (Фиг.3), которые установлены на верхние концы соответствующих корпусов 53 соответствующих кулачков 52, и выступают к плоскости В и за нее в направлении, параллельном соответствующим осям Е и по существу вдоль соответствующих рабочих плоскостей D, так чтобы располагаться на противоположных сторонах трубы 31.
Выступающие участки кронштейнов 55 установлены с помощью соответствующих стержневых запечатывающих элементов 56, 57 (Фиг.4), которые взаимодействуют с трубой 31, и которые могут быть образованы, например, посредством индуктора для производства тока в алюминиевом слое упаковочного материала и плавления слоев термозапечатываемого пластикового материала, вследствие теплового действия тока, и посредством сопрягаемой плоскости, против которой трубу 31 прижимают с требуемым давлением.
Возвратно-поступательным перемещением скользящего элемента 51 и открывающим/закрывающим перемещением кулачков 52 управляют известным образом (не описан), посредством пары вертикальных стержней (не показаны), в свою очередь управляемых вращающимися кулачками или сервомоторами.
Кулачки 52 могут перемещаться между закрытым положением, в котором соответствующие запечатывающие элементы 56, 57 захватывают трубу 31, и полностью открытым положением.
На стадии поперечного запечатывания трубу 31 термосваривают посредством запечатывающих элементов 56, 57 каждого формующего устройства 50, 50' вдоль двух параллельных смежных поперечных запечатывающих полос, соответственно образующих верхнюю поперечную запечатывающую полосу 15, и следовательно, язычок 21, упаковки 1, выходящей из узла 36, и нижнюю поперечную запечатывающую полосу 16, и следовательно, нижний язычок 27, следующей упаковки 1.
Более конкретно, со ссылкой на формирование одной упаковки 1 (Фиг.5), сначала формируют нижнюю запечатывающую полосу 16, для получения коробчатого элемента 60 с открытым верхом; а затем формируют верхнюю запечатывающую полосу 15 для закрывания коробчатого элемента 60.
Над соответствующими запечатывающими элементами 56, 57, кронштейны 55 кулачков 52 поддерживают соответствующие язычки 65 для управления объемом упаковки, имеющие С-образное сечение, открытое спереди, которые взаимодействуют друг с другом, после операции поперечного запечатывания, осуществляемой запечатывающими элементами 56, 57, для образования полости заданной формы и объема, охватывая трубу 31 и придавая ей прямоугольную форму.
Вышеупомянутая стадия формирования (Фиг.5) производит "подушкообразные" пачки 61, каждая из которых содержит основной участок 62 такой же формы и объема, как участок готовой упаковки 1, образованный стенками 2, 3, 4 и 5; и первый, и второй переходный участок 63, 64, соединяющий основной участок 62 с верхним язычком 21 и нижним язычком 27, соответственно, и выступающий вбок относительно основного участка 62.
Более конкретно, верхнюю стенку 6 и боковые участки 20 соответствующей упаковки 1 получают путем сгибания переходного участка 63 каждой подушкообразной пачки 61, а нижнюю стенку 7 и нижние участки 26 упаковки 1 получают путем сгибания переходного участка 64.
Каждое поперечное уплотнение трубы 31 формируется запечатывающим элементами 56, 57 каждого формирующего устройства 50, 50', на заданном расстоянии Z от соответствующей нижерасположенной линии 22 сгиба, предварительно образованной на полотне 32 упаковочного материала, так чтобы оставить, между верхней запечатывающей полосой 15 каждой подушкообразной пачки 61 и соответствующей линией 22 сгиба язычка 21, образованного запечатывающей полосой 15, дополнительный участок 25 упаковочного материала, для увеличения, как указано, свободного пространства на стенке 6 каждой упаковки 1 для нанесения соответствующего открывающего устройства 8.
Уже запечатанную трубу 31 подают к известному режущему узлу (не показан), расположенному после формующего узла 38 вдоль пути Р, и для разделения подушкообразных пачек 61 вдоль линий Т разрезания (схематично показаны пунктирной линией на Фиг.5), расположенных между смежными поперечными запечатывающим полосами 15, 16.
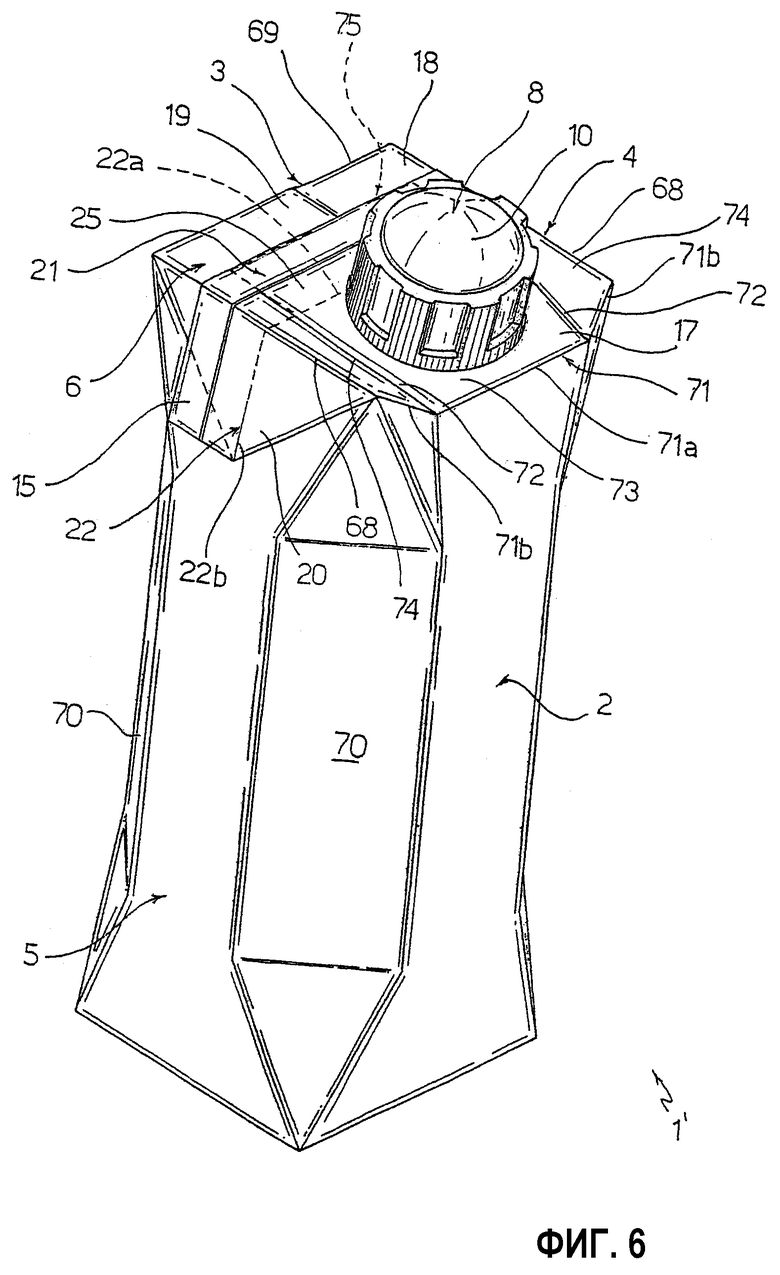
Фиг.6 показывает основной принцип настоящего изобретения, применяемый для упаковки типа общеизвестной как "Tetra Prisma" и "Tetra Prizma Aseptic" (зарегистрированные товарные знаки), и обозначенной, в целом, позицией 1'. В последующем описании, упаковка 1' описана только постольку, поскольку она отличается от упаковки 1, и при использовании тех же ссылочных позиций для любых частей, подобных или соответствующих уже описанным.
Более конкретно, упаковка 1' отличается от упаковки 1 тем, что передняя, задняя и боковые стенки 2, 3, 4, 5 соединены друг с другом посредством скошенных промежуточных участков 70, а верхняя стенка 6 является наклонной и образует со стенкой 2 выпуклый С-образный ("улыбающийся") передний край 71, выступающий наружу.
Более конкретно, нижняя стенка 7 является плоской и прямоугольной; при этом противоположная стенка 6 образована по направлению к стенкам 4 и 5 посредством соответствующих прямых боковых краев 68, по направлению к стенке 2, посредством прямого края 71, а по направлению к стенке 3 - посредством прямого заднего края 69, перпендикулярного краям 68.
Скошенные промежуточные участки 70 поэтому сужаются по направлению к стенкам 6 и 7 и сходятся в соответствующих вершинах стенок 6 и 7.
Край 71 образует участок 17 стенки 6 на стороне, противоположной запечатывающей полосе 15 и, выступая наружу, объединен с дополнительным участком 25 на язычке 21 для значительного увеличения свободного пространства на стенке 6 для нанесения открывного устройства 8.
Более конкретно, край 71 содержит прямой промежуточный участок 71а, параллельный участку запечатывающей полосы 15, продолжающейся через стенку 6; и два наклонных торцевых участка 71b, расходящихся по направлению к запечатывающей полосе 15 и соединяющих промежуточный участок 71а с соответствующими боковыми краями 68 стенки 6.
Участок 17 стенки 6 содержит две дополнительные линии 72 сгиба, продолжающиеся на противоположных сторонах открывного устройства 8, и образующих с промежуточным участком 71а края 71 и с запечатывающей полосой 15 плоскую стенку 73.
Линии 72 сгиба являются прямыми, продолжаются между запечатывающей полосой 15 и соответствующими противоположными концами промежуточного участка 71а края 71, продолжаются наклонно относительно запечатывающей полосы 15 и сходятся по направлению к краю 71.
Стенка 73 является слегка наклонной относительно горизонтали и стенки 7 и наклонена вниз по направлению к краю 71.
Участок 17 стенки 6 также содержит два участка 74 язычка, которые являются наклонными относительно стенки 73 и соединяют стенку 73 с соответствующими краями 68 стенки 6.
Участок 18 стенки 6 содержит еще одну дополнительную линию 75 сгиба (схематично показана пунктирной линией на Фиг.6) чтобы наклонять участок 18 в том же направлении, как стенка 73 участка 17. Более конкретно, линия 75 сгиба имеет по существу U-образную форму с вогнутыми краями 71, и образована двумя обращенными L-образно участками, разделенными концевым участком продольной запечатывающей полосы 19 стенки 6.
Преимущества упаковок 1, 1' по изобретению будут понятны из последующего описания.
Более конкретно, при оставлении ленточный дополнительный участок упаковочного материала 25 между запечатывающей полосой 15 и линией 22 сгиба язычка 21, образованного запечатывающей линией 15, свободное пространство на стенке 6 упаковки 1, 1' для нанесения открывного устройства 8 увеличивается посредством площади дополнительного участка. На упаковку 1, 1', образованную таким образом, может быть установлено открывное устройство 8 большего размера, так что выливание содержимого упаковки облегчается даже в случае полужидких пищевых продуктов или пищевых продуктов, содержащих волокна или частицы, и упрощается использование упаковки пользователем, например, позволяя употреблять пищевой продукт непосредственно из упаковки.
Кроме того, обеспечение такой же упаковки 1' как С-образным ("улыбающимся") передним краем 71, так и верхним язычком 21, содержащим дополнительный участок 25 упаковочного материала, значительно увеличивает доступное пространство на верхней стенке 6 упаковки для установки открывного устройства 8.
Понятно, что упаковки 1, 1' могут быть изменены, как описано и показано здесь, однако, без отхода от объема прилагаемой формулы изобретения.
Более конкретно, упаковки 1, 1' могут быть образованы из заготовок упаковочного материала, формуемых в упаковки на формовочных оправках.
Изобретение касается запечатанной упаковки для текучих пищевых продуктов. Запечатанная упаковка (1, 1') для текучих пищевых продуктов выполнена из листа упаковочного материала и имеет верхнюю стенку (6), которую пересекает поперечная запечатывающая полоса (15), образующая плоский выступающий язычок (21), согнутый компланарно верхней стенке (6) и на эту стенку вдоль линии (21) сгиба, и открывное устройство (8), установленное на участке верхней стенки (6), ограниченном на одной стороне запечатывающей полосой (15). При этом язычок (21) имеет плоский ленточный участок (25), расположенный между запечатывающей полосой (15) и линией (22) сгиба, так что площадь участка верхней стенки (6), доступного для открывного устройства (8), увеличивается на ширину этого дополнительного участка (25). Такое выполнение позволяет значительно увеличить доступное пространство на верхней стенке упаковки для установки открывного устройства большого размера. Описан также способ производства этой упаковки. 2 н. и 10 з.п. ф-лы, 6 ил.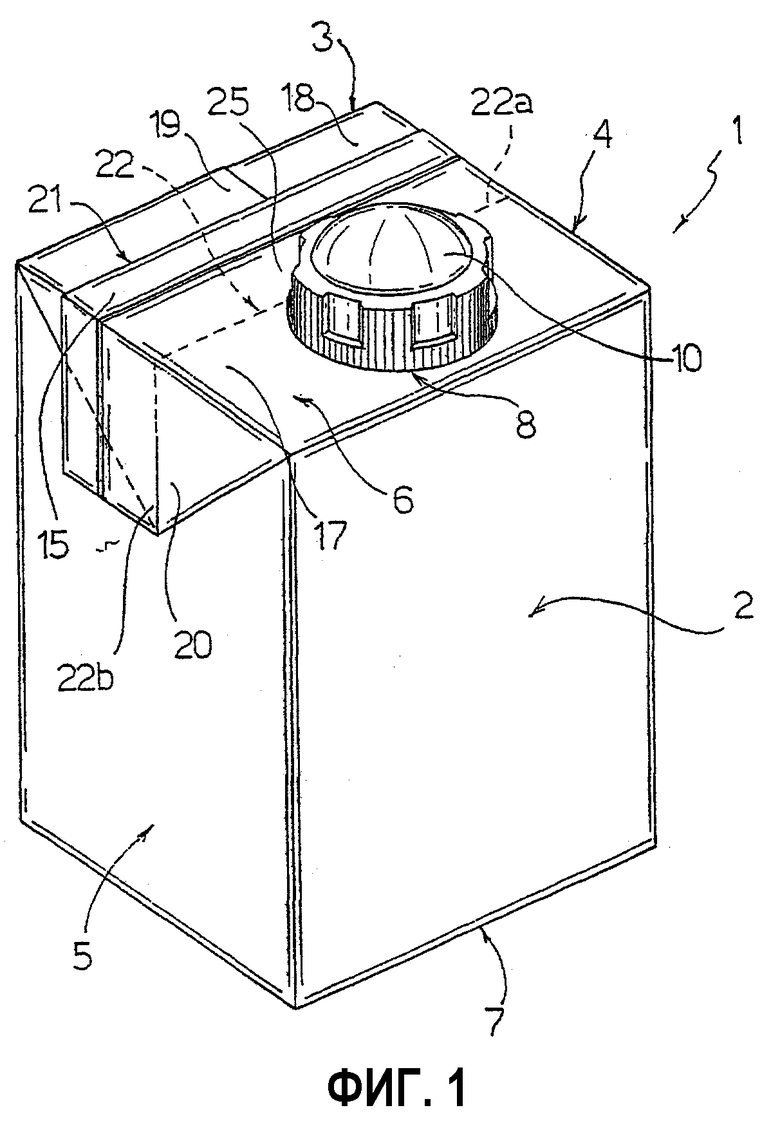
| Portion package for pourable food products | |||
| Research disclosure | |||
| GB | |||
| Industrial opportunies Ltd | |||
| HAVANT | |||
| No | |||
| Мяльная машина для лубовых растений | 1923 |
|
SU414A1 |
| Аппарат для обогащения руд флотацией | 1923 |
|
SU1346A1 |
| US 5636785 A, 10.06.1997. | |||

