Настоящее изобретение относится к заготовке упаковочного материала и к способу образования заготовки упаковочного материала.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Потребляемые жидкие пищевые продукты часто продаются в упаковках, выполненных из стерилизованного упаковочного материала. Типичные примеры таких упаковок включают Tetra Brik® Aseptic в форме кирпича.
Упаковочный материал, использующийся для этих упаковок, содержит многослойную конструкцию. Один или более слоев пластика, и алюминиевая фольга (в зависимости от типа упаковки) наслаиваются на обе стороны картона слоя бумажного картона, при этом последний имеет разную жесткость, прочность и толщины в зависимости от типа упаковки.
Упаковки этого вида обычно изготавливаются на полностью автоматических упаковочных машинах, на которых непрерывный рукав формируется из подаваемого полотна упаковочного материала; упаковочный материал стерилизуется внутри упаковочной машины, например, посредством облучения полотна, используя низковольтный электронный луч или химический стерилизующий агент. Материал затем фальцуется в стерильной окружающей среде и запечатывается в продольном направлении для образования вертикального рукава.
Рукав заполняется стерилизованным или стерильно-обработанным пищевым продуктом, запечатывается в поперечном направлении и, впоследствии, отрезается вдоль равномерно распределенных поперечных сечений для образования имеющих параллелепипедную форму упаковок, подобных вышеупомянутым упаковке.
Для открывания вышеописанных упаковок, предложены различные решения. В заявке на патент WO2009000927, на имя настоящего заявителя, имеется альтернативное открывающее устройство. В той заявке, разливное отверстие и соответствующая мембрана формуются посредством литья под давлением методом впрыска на одном и том же этапе литья, непосредственно на лист упаковочного материала.
Несмотря на варианты открывания для разных упаковок по-прежнему существует необходимость дополнительных вариантов, особенно для высокой скорости розлива, но также с уменьшенным использованием материала и временем изготовления.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Для цели изобретения термины контейнер, упаковка и упаковочный контейнер относятся к одной и той же конструкции. Кроме того, термины материал, конструкция ламинированного материала или упаковочный материал относятся к конструкции упаковочного ламинированного материала, использующейся в упаковочном контейнере.
Подобным образом, заготовка упаковочного материала, заготовка или заготовка упаковки относятся к одной и той же конструкции. Более того, полотно упаковочного материала содержит множество таких заготовок, просто соединенных одна за другой. Разрезание полотна обеспечивает отдельные заготовки. Для цели изобретения, заготовка упаковочного материала может представлять собой отдельный лист или часть полотна упаковочного материала.
Термин "размещенный на" должен включать буквальное значение, но также должен содержать "размещенный рядом с" или "размещенный близко к" в той степени, что признак имеет такое же действие для его требуемой цели, что и признак, который "размещен на".
Изобретение предлагает обеспечить дополнительные линии ослабления на основной панели для поддерживания имеющего форму воронки отверстия, когда упаковка открыта. Дополнительные линии ослабления или линии сгиба на основной панели обеспечивают очень быстрый розлив, так как образованное отверстие может быть существенно увеличенным по сравнению с традиционными отверстиями на верхней части упаковки. Кроме того, отверстие образуется вдоль существенной части ширины упаковки.
В варианте осуществления, заготовка упаковочного материала содержит основную панель, две боковые панели, размещенные на разных сторонах рядом с основной панелью, и по меньшей мере одну третью панель, размещенную рядом с одной из боковых панелей. Эти панели, следовательно, размещены в ряд. Более того, заготовка содержат торцевые закрывающие панели, которые размещены рядом с верхним и нижним участком ряда предыдущих панелей. Заготовка, следовательно, содержит группу панелей, а именно нижнюю торцевую закрывающую панель, ряд панелей, включающий в себя основную панель, и затем верхнюю торцевую закрывающую панель. В варианте осуществления, торцевые закрывающие панели содержат верхнюю и нижнюю закрывающие панели, размещенные рядом с основной и по меньшей мере одной третьей панелью, соответственно, и клапанные закрывающие панели, размещенные рядом с двумя боковыми панелями.
Для фальцовки заготовки для образования упаковки, разные панели отделяются посредством соответствующей линии ослабления. Эти линии ослабления могут представлять собой линии сгиба и облегчать фальцовку заготовки в упаковочный контейнер.
В соответствии с изобретением, дополнительная линия ослабления на основной панели содержит первый участок и второй участок, причем первый участок проходит от первой точки ко второй точке, и второй участок проходит от третьей точки ко второй точке.
Указанная линия ослабления с ее двумя участками обеспечивает возможность сгибания первой стороны в имеющее форму воронки отверстие и, в частности, увеличивает размер отверстия.
Несколько разных форм, начальная и конечная точка могут использоваться для способствования увеличенному отверстию. В варианте осуществления, первый и второй участок являются симметричными относительно центральной оси основной панели. Другими словами, первый участок может зеркально отображаться относительно центральной оси основной панели, чтобы совпадать со вторым участком.
В варианте осуществления, вторая точка размещена на центральной оси основной панели, тем самым достигая некоторой симметрии на передней стороне упаковки, когда упаковочный контейнер открыт. В качестве альтернативы или дополнительно, вторая точка может быть размещена близко к, рядом с или на поперечной линии ослабления, отделяющей основную панель от нижней закрывающей панели, т.е. нижней поперечной линии сгиба. Меньшее отверстие будет достигаться, когда вторая точка размещена близко или на центре основной стороны. В качестве альтернативы, вторая точка может быть размещена в варианте осуществления рядом с или на линии ослабления между основной панелью и верхней закрывающей панелью. Это будет приводить к другой форме отверстия.
Следовательно, начальная или конечная точка, соответственно, первого и второго участка могут размещаться на продольных линиях ослабления, отделяющих основную панель и соответствующие боковые панели. В варианте осуществления, первая и третья точка размещены на, рядом с или близко к каждому из углов, заданных основной панелью, верхней закрывающей панелью и соответствующими боковыми панелями. В таком варианте осуществления, вторая точка может быть размещена на центральной оси основной панели, предпочтительно в нижней части основной панели, и, например, на нижней закрывающей панели. В качестве альтернативы, вторая и третья точка могут размещаться на, рядом с или близко к каждому из углов, заданных основной панелью, нижней закрывающей панелью и соответствующими боковыми панелями. В альтернативном варианте осуществления, первая и вторая точка могут совпадать с концевыми точками открывающего устройства, размещенного на основной панели.
Другой аспект изобретения относится к подготовке отверстия. В варианте осуществления, заготовка упаковочного материала содержит ослабленную область, которая имеет уменьшенную толщину по сравнению с окружающей областью конструкции упаковочного ламинированного материала. Ослабленная область может, например, не иметь целлюлозного материала или слоя картона, обычно имеющихся в многослойной конструкции. Ослабленная область используется для выполнения отверстия в последующем этапе обработки заготовки упаковочного материала. Ослабленная область может размещаться на основной панели, предпочтительно рядом с линией ослабления между основной панелью и верхней закрывающей панелью. Она также может размещаться на самой линии ослабления. В таком варианте осуществления, примененное открывающее устройство обеспечивает возможность открывания упаковки вдоль основной стороны выше уровня жидкости. В качестве альтернативы, она может размещаться на верхней закрывающей панели рядом с линией ослабления между основной панелью и верхней закрывающей панелью. В таких вариантах осуществления, край верхней закрывающей панели, который представляет собой линию ослабления, может обеспечивать поддерживающий элемент для розлива. В варианте осуществления, первая точка линии ослабления пересекается с ослабленной областью.
Дополнительный аспект изобретения относится к открывающему устройству. В варианте осуществления, заготовка упаковочного материала содержит открывающее устройство, имеющее язычковый участок для открывания упаковки, выполненной из заготовки. Участок открывающей полосы прикреплен к материалу заготовки на поверхности, противоположной относительно язычкового участка. Другими словами, язычковый участок прикреплен на первой поверхности, образующей внешнюю поверхность упаковочного контейнера, выполненного из заготовки, при этом участок открывающей полосы размещен на второй поверхности, образующей внутреннюю поверхность последующего упаковочного контейнера. Участок открывающей полосы является вытянутым и проходит по существу параллельно относительно линии ослабления, отделяющей основную панель от верхней закрывающей панели. В соответствии с вариантом осуществления, перемычка, проникающая через ослабленную область, соединяет язычковый участок с участком открывающей полосы.
В варианте осуществления, открывающее устройство выполнено из пластикового материала и размещено на заготовке до образования контейнера посредством литья или аналогичных технологий.
Вытянутый участок открывающей полосы образует вытянутое отверстие выше уровня жидкости и близко к линии ослабления между основной панелью и верхней закрывающей панелью. Вытянутое отверстие существенно увеличивается посредством линии ослабления на основной панели, образующей имеющее форму воронки отверстие при прикладывании давления к боковым стенкам контейнера.
В варианте осуществления, открывающее устройство дополнительно содержит поддерживающий участок, проходящий по существу параллельно относительно участка открывающей полосы, и, в некоторых вариантах осуществления, окружающий область, охваченную участком открывающей полосы. Поддерживающий участок может размещаться близко к линии ослабления и может, в некоторых вариантах осуществления, также содержать размещенное по центру углубление или ослабление для облегчения сгибания основной панели при прикладывании давления. Поддерживающий участок может проходить по существенной части ширины основной панели. В варианте осуществления, участок открывающей полосы и/или поддерживающий участок могут содержать от 60 до 95% ширины основной панели.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Теперь изобретение будет описано более подробно со ссылкой на сопровождающие чертежи, показывающие несколько аспектов и вариантов осуществления изобретения.
На фигуре 1 показан первый вариант осуществления заготовки упаковочного материала в соответствии с изобретением;
на фигуре 2 показан первый вариант осуществления заготовки упаковочного материала на полотне упаковочного материала в соответствии с изобретением;
на фигуре 3 показана кирпичеобразная упаковка, использующая вариант осуществления заготовки в соответствии с настоящим изобретением;
на фигуре 4 показан вариант осуществления фигуры 3 в открытом состоянии;
на фигуре 5 показана кирпичеобразная упаковка, выполненная из варианта осуществления заготовки в соответствии с настоящим изобретением;
на фигуре 5A показан соответствующий разрез по оси X-X варианта осуществления фигуры 5;
на фигуре 6 показан другой вариант осуществления заготовки, выполненной на полотне упаковочного материала;
на фигуре 7 показан еще один другой вариант осуществления заготовки, выполненной на полотне упаковочного материала.
Аналогичные признаки на чертежах имеют аналогичные ссылочные позиции. Следует отметить, что признаки в разных вариантах осуществления, конечно, могут комбинироваться специалистом в данной области для обеспечения еще одной другой альтернативы, не отступая от идеи изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
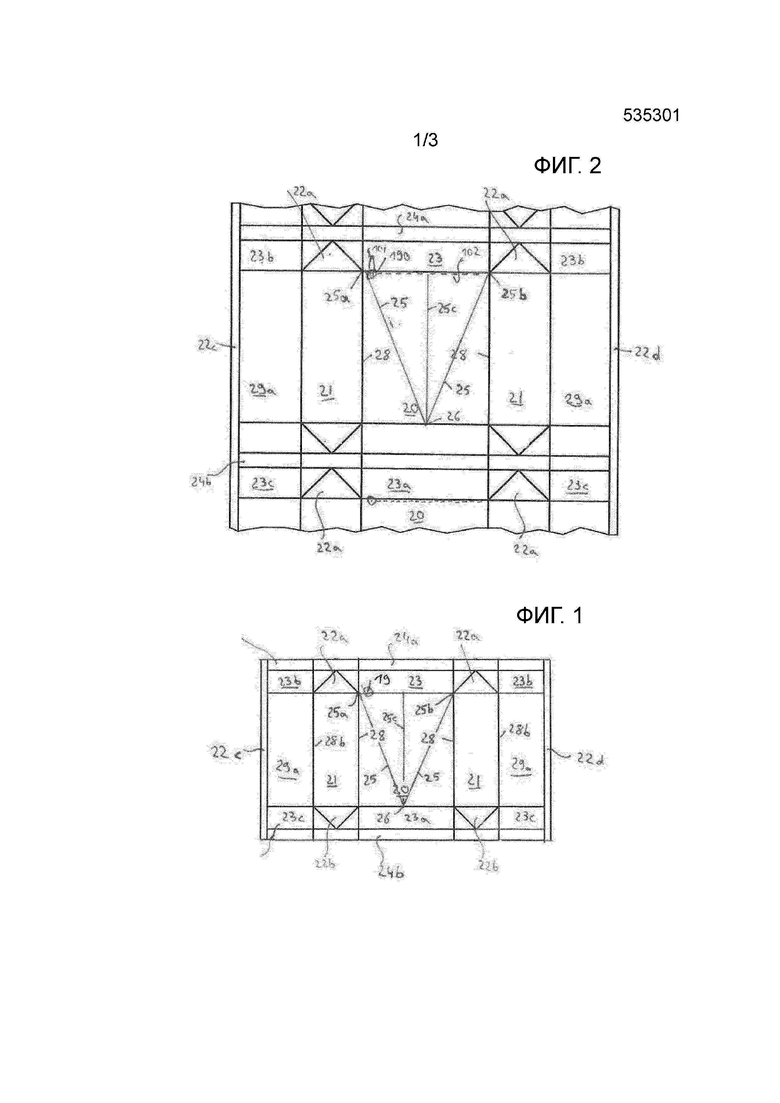
На фигуре 1 показан вариант осуществления заготовки упаковочного материала в соответствии с настоящим изобретением. Заготовка упаковочного материала содержит несколько корпусных панелей 20, 21 и 29a. Две боковые панели 21 размещены на соответствующих сторонах основной панели 20. Линии 28 сгиба, проходящие в продольном направлении, отделяют основную панель 20 от двух боковых панелей 21. Термин линия сгиба относится к линии ослабления, в которой конструкция ламинированного упаковочного материала изменена по сравнению с окружающей конструкцией. Например, линия сгиба может изготавливаться посредством разрушения части конструкции материала, т.е. волокон в картоне.
Участки задней панели 29a размещены рядом с боковыми панелями 21. Линии 28b сгиба, проходящие от верхней части к нижней части заготовки, отделяют задние панели 29a от боковых панелей. При образовании упаковки, участки 29a задней панели привариваются друг к другу, используя участок 22c продольного сварного шва. Указанные участки накладываются после фальцовки и приклеиваются друг к другу, используя продольный сварной шов.
Заготовка также содержит торцевые закрывающие панели, размещенные на верхнем и нижнем участке корпусных панелей. Торцевые закрывающие панели отделены от корпусных панелей посредством линий сгиба, проходящих в поперечном направлении и по существу перпендикулярных относительно линий 28 и 28b сгиба. Следовательно, эти линии сгиба называются поперечными линиями сгиба. Верхняя закрывающая панель 23 размещена на верхней части основной панели 20, а другая верхняя закрывающая панель 23b размещена частями на верхней части участка 29a задней панели. Подобным образом, нижние закрывающие панели 23a и 23c размещены рядом с основной панелью 20 и участками 29a задней панели, соответственно. В заключение, клапанные участки 22a и 22b панелей размещены на боковых панелях 21. Линия сгиба, отделяющая основную панель от верхних закрывающих панелей, называется верхней поперечной линией сгиба, линия сгиба, отделяющая основную панель от нижней закрывающей панели, называется нижней поперечной линией сгиба. При фальцовке упаковки, клапанные участки 22a панелей фальцуются на боковые панели, при этом клапанные участки 22b панелей фальцуются на нижний закрывающий участок 23a, 23c.
Заготовка в соответствии с настоящим изобретением также содержит ослабленную область 109, размещенную частично на верхней закрывающей панели 23 и основной панели 20 рядом с углом 25a. Следовательно, она покрывает часть линии сгиба, отделяющей верхнюю панель 23 от основной панели 20. В варианте осуществления, ослабленная область 19 размещена рядом с продольной линией 28 сгиба, отделяющей основную панель 20 от боковой панели 21 и верхнюю панель 23 от одного из клапанных участков 22a панелей.
Ослабленная область 19 содержит ламинированную конструкцию, которая тоньше остальной конструкции упаковочного материала. Например, ослабленная область может содержать на один или более слоев меньше, чем остальная конструкция упаковочного материала. Более конкретно, ослабленная область может не иметь картонный или фибро-картонный слой, который, иным образом, имеет место в слоистой конструкции остальной заготовки. Следовательно, через указанную ослабленную область можно легче проникать, по сравнению с другими областями заготовки, для образования отверстия. Ослабленная область 19 может образовываться во время производственного процесса заготовки, посредством, например, пробивания отверстия через слой на основе картона и затем ламинирования слоя на основе картона, тем самым закрывая пробитое отверстие. Специалисту в данной области известно несколько технологий для обеспечения такой ослабленной области на требуемом месте в верхнем участке основной панели или в верхнем закрывающем участке рядом с линией сгиба.
Основная панель 20 дополнительно содержит другую линию 25 сгиба с первым участком и вторым участком. Первый участок линии 25 сгиба проходит от угла 25a до точки 26, размещенной по центру на нижней поперечной линии сгиба, отделяющей основную панель от нижней закрывающей панели. Второй участок линии 25 сгиба проходит от угла 25c до точки 26. Тем самым точка 26 образует общее пересечение между первым и вторым участком линии сгиба и нижней поперечной линией сгиба. Линия 25 сгиба образует треугольник вместе с верхним поперечным сгибом. Дополнительная линия 25c сгиба размещена по центру на основной панели (можно сказать, что она разделяет основную панель на две секции) и проходит из центра в верхней поперечной линии сгиба до общего пересечения 26.
На фигуре 2 показан другой вариант осуществления настоящего изобретения на дополнительном производственном этапе, незначительно отличающийся от варианта осуществления фигуры 1. Заготовка фигуры 2 представляет собой часть упаковочного полотна, в котором множество заготовок намотано на катушку, следуя друг за другом. Отделение полотна вдоль линии в середине линии 24a и 24b сгиба, соответственно, обеспечивает отдельные заготовки. На фигуре 2, ослабленная область 190 размещена на основной панели рядом с углом 25a и рядом с линией сгиба, отделяющей основную панель 20 от участка 23 верхней панели. Открывающее устройство отлито на заготовке.
Указанное открывающее устройство содержит язычковый участок 101, выполненный из пластикового материала. Язычковый участок 101 отливается через перемычку материала в ослабленной области 190 к участку 102 открывающей полосы на другой стороне заготовки (показано на фигуре 2 пунктирной линией). Участок 102 открывающей полосы выполнен из пластика и проходит в виде вытянутой полосы по существу параллельно относительно линии сгиба по направлению к углу 25b. Другими словами, открывающая полоса 102 по существу проходит близко от угла 25a близко к углу 25b. Указанный участок открывающей полосы задает предпочтительную линию разрыва, когда язычок 190 тянется из угла 25a по направлению к углу 25b, или более в общем от одной стороны к другой стороне упаковки.
После фальцовки упаковки в ее конечную форму, линии 25 и 25c сгиба остаются нефальцованными. При открывании упаковки по существу параллельно относительно верхней линии сгиба, отделяющей основную панель 20 от участка 23 верхней панели, как описано выше, линии 25 и 25c сгиба могут способствовать имеющему форму воронки отверстию для улучшенного розлива.
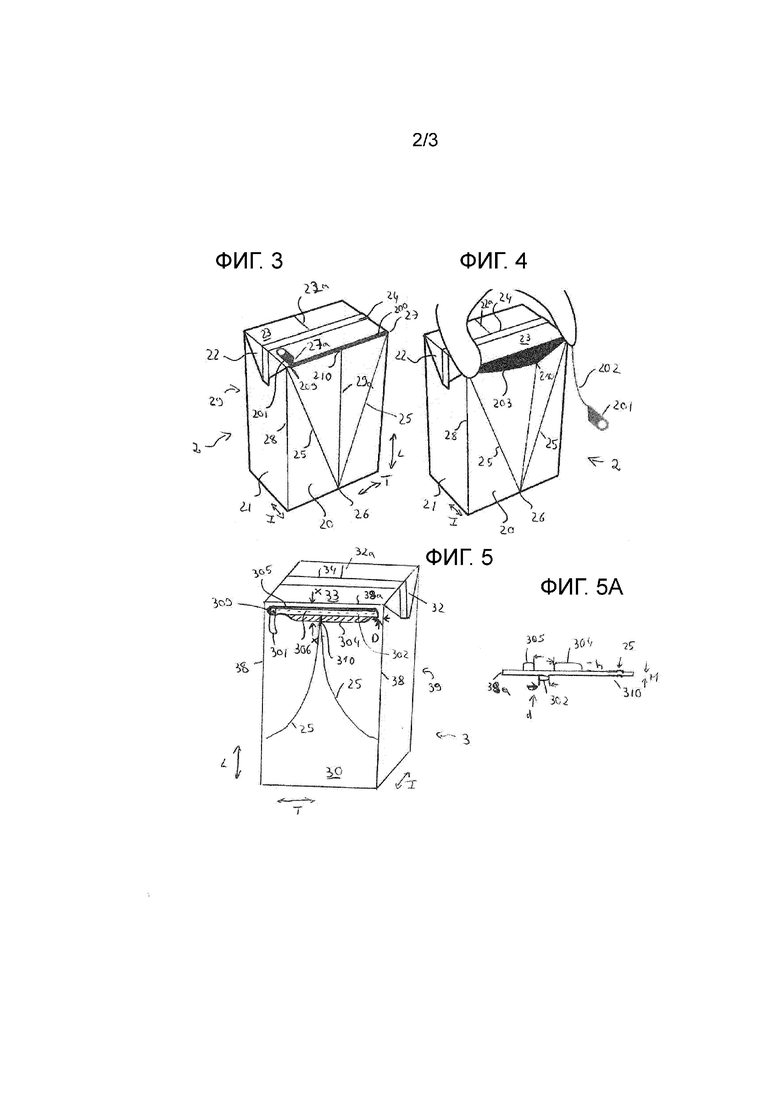
На фигурах 3 и 4 показан первый вариант осуществления в соответствии с изобретением после его фальцовки и запечатывания в кирпичеобразный упаковочный контейнер 2. Контейнер 2 содержит переднюю стенку 20, две боковые стенки 21 и заднюю стенку 29. Клапаны 22 размещены на боковой стенке посредством их фальцовки после поперечного сваривания верхнего участка 23 упаковочного контейнера. Поперечный сварной шов 24 фальцуется таким образом, что он обращен к передней стенке 20. Подобным образом, клапаны размещены на нижней стороне упаковки (не показано). Продольный сварной шов 22a предусмотрен на нижней стороне упаковочного контейнера.
Контейнер 2 дополнительно включает в себя открывающее устройство 200, размещенное на крае, отделяющем переднюю стенку 20 от верхнего участка 23. Открывающее устройство проходит от верхнего внешнего угла 27 упаковочного контейнера вдоль, по существу, всей ширины в поперечном направлении T до ослабленной области 209 рядом с другим верхним углом и краем 28. Две поддерживающие полосы проходят вдоль ширины упаковки, первая полоса - на верхнем участке упаковочного контейнера, непосредственно рядом с краем, и вторая поддерживающая полоса 203 - на передней стенке рядом с краем. Две полосы тем самым охватывают край упаковочного контейнера, отделяющий переднюю стенку 20 от верхнего участка 23. Открывающее устройство содержит язычок 201 в форме отрывного язычка, подобного молнии, который плоско размещен на верхнем участке 23. Язычок 201 соединен через посредство перемычки материала с участком открывающей полосы (не показано), размещенным на внутренней стороне упаковки вдоль края к углу 27.
Упаковочный контейнер дополнительно содержит две линии 25 сгиба, проходящие от верхних углов 27 и 27a к общей центральной точке 26 на нижнем крае упаковки. Центральная линия 29a сгиба проходит от центральной точки 210 на верхнем крае вниз к общей центральной точке 26.
Открытая конфигурация упаковки показана на фигуре 4. Участок 202 открывающей полосы, размещенный на внутренней поверхности стенки 20, разорвал материал и образовал небольшое вытянутое отверстие. Посредством прикладывания давления к боковым стенкам, линии 25 и 29a сгиба фальцуются для обеспечения V-образного отверстия для способствования розливу. Поддерживающая полоса 203 делает отверстие устойчивым и содержит небольшое ослабление в области 210 для лучшего сгибания или фальцовки. Верхний участок в этом варианте осуществления остается плоским, но он может загибаться вверх или вниз, в зависимости от фальцовки поперечного сварного шва 24.
На фигуре 5 показан еще один другой вариант осуществления идеи изобретения. Упаковочный контейнер 3 имеет кирпичеобразную форму, при этом его верхний сварной шов 34 сфальцован таким образом, чтобы не быть обращенным к передней стороне. Продольный сварной шов 32a размещен на верхней, нижней и задней стороне контейнера 3. Контейнер 3 содержит другое открывающее устройство на его передней стороне 30. Язычок 301, размещенный на передней стороне 30, соединен в круглой ослабленной области 309 с участком 302 открывающей полосы, размещенным на внутренней поверхности передней стороны. Участок открывающей полосы проходит, по существу, параллельно относительно верхнего края 38a от почти одного края 38 до почти другого края 38 упаковочного контейнера. Небольшое расстояние D имеет место между участком открывающей полосы и соответствующими краями 38.
На внешней поверхности передней стороны 30, размещены два поддерживающих участка 305 и 306. Поддерживающие участки включают в себя ослабленную область 309 и окружают указанную область, и весь участок открывающей полосы на внутренней поверхности представляет собой область 306. Поддерживающий участок 305 содержит вытянутую полосу, проходящую параллельно между верхним краем 38a и участком открывающей полосы. Второй поддерживающий участок 306 содержит первую часть с увеличенной толщиной (со ссылкой на размер в продольном направлении), размещенную по центру, и два соседних небольших участка почти такой же толщины в качестве поддерживающего участка 305. Участки перемычек соединяют оба поддерживающих участка 304 и 305. Переход между толстой центральной областью и более тонкой соседней областью имеет S-образную форму, но другие формы также могут использоваться. Центральная толстая область улучшает функцию розлива после открывания упаковочного контейнера. Она, следовательно, может работать в качестве поддерживающего элемента для розлива. Нижний поддерживающий элемент 304 содержит размещенное по центру небольшое углубление 310, которое работает в качестве точки сгиба. Углубление выровнено с двумя линиями 25 сгиба, проходящими от указанного углубления к продольным краям 38 криволинейным образом. Они пересекаются на около одной трети высоты упаковки. При открывании упаковки, прикладывая давление, передняя сторона 30 отгибается вперед, как и верхний участок, вследствие фальцовки верхнего поперечного сварного шва, тем самым создавая имеющее форму воронки большое отверстие.
В варианте осуществления фигуры 5, участок открывающей полосы в области 306 на внутренней поверхности проходит на около 90% ширины упаковочного контейнера. Так как он незначительно удален от верхнего края 38a, является возможным продлить участок открывающей полосы вокруг продольных краев 38 и на боковую(ые) стенку(и) контейнера. Следовательно, ослабленная область размещена на боковой стенке упаковки рядом с продольным краем, при этом участок открывающей полосы проходит вокруг края, вдоль основной панели и к другой боковой стенке.
На фигуре 5A показан разрез по оси X-X фигуры 5. Начиная от верхнего края 38a, поддерживающий участок 306 в виде тонкой полосы размещен на внешней поверхности первой стенки 30. Участок 302 открывающей полосы размещен на внутренней поверхности на продольном расстоянии d от поддерживающего участка 305. Указанное расстояние d может быть меньше толщины M конструкции ламинированного материала передней стороны. Например, оно может быть в пределах от 0,1 до 0,5 толщины материала M. Небольшое продольное расстояние между поддерживающими участками 304, 305 на внешней поверхности и участком открывающей полосы на внутренней поверхности может улучшать процесс открывания, так как оно способствует предварительно заданной линии разрыва. Высота h поддерживающих участков больше высоты линии 302 открывающей полосы.
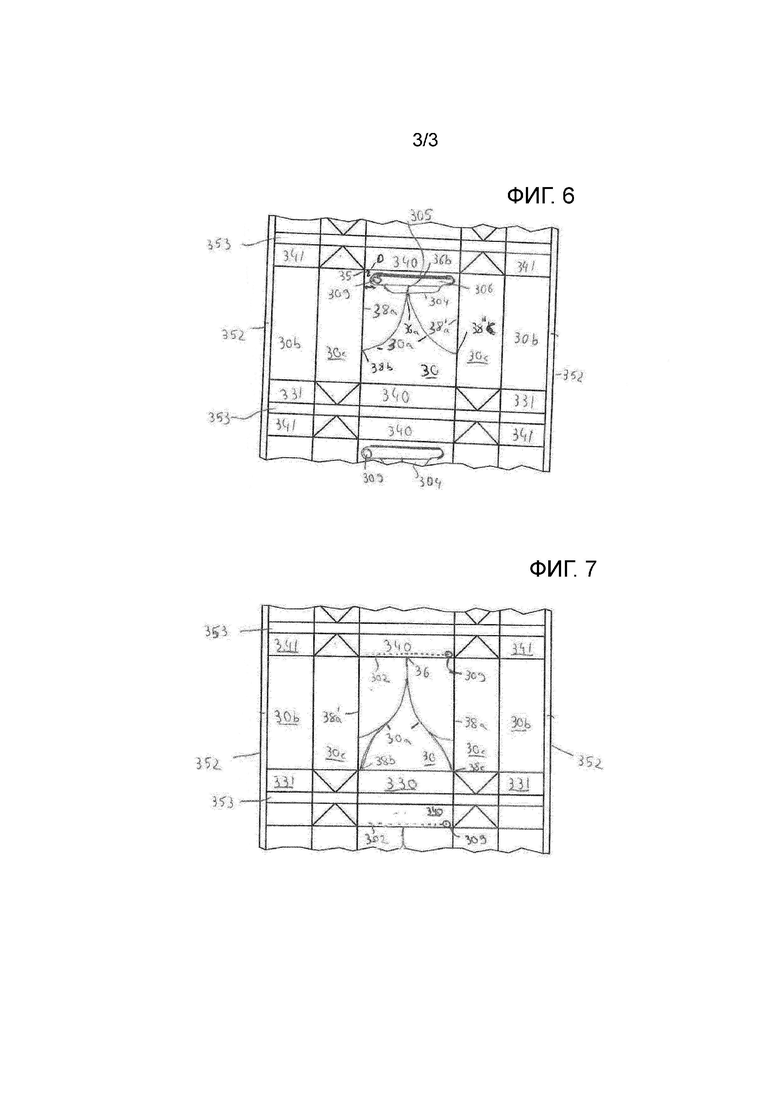
На фигуре 6 показан другой вариант осуществления обработанной заготовки в соответствии с настоящим изобретением, при этом заготовка является частью полотна упаковочного материала. Заготовка может использоваться для образования упаковки, аналогичной варианту осуществления контейнера, показанного на фигуре 5.
Заготовка имеет аналогичную конструкцию, как у заготовок, уже описанных на фигуре 1 и 2. Основное отличие заключается в открывающем устройстве, прикрепленном к заготовке, а также линии сгиба в основной панели заготовки. Основная панель 30 содержит линию сгиба, имеющую два участка 30a. Первый участок начинается от точки 38b, которая лежит рядом с или на продольной линии 38a сгиба на около одной трети от общей длины указанной линии 38 сгиба, измеренной от нижней закрывающей панели 340. Участок является криволинейным и заканчивается в 36a на отлитом поддерживающем участке 304, описанном позже здесь. Второй участок линии сгиба начинается в точке 38c на линии 38'a сгиба на таком же расстоянии от нижней закрывающей панели 340. Расстояние от нижней панели 340 выбирается таким образом, чтобы обеспечивать отверстие верхних участков основной панели 30, охваченной линиями 38a, 38'a сгиба, между точками 38b и 38c и участком верхней панели.
Обработанная заготовка также содержит ослабленную область 309, на которой размещено открывающее устройство. Ослабленная область 309 размещена рядом с верхним левым углом 35 на расстоянии D от верхней поперечной линии сгиба и расстоянии d от продольной линии сгиба. Оба расстояния могут быть равными. Расстояние D выбирается таким образом, что образованное отверстие после использования открывающего устройства находится выше уровня жидкости, заполненной в контейнер. Открывающее устройство содержит язычковый участок (не показан) с перемычкой материала через ослабленную область и соединенный с вытянутой открывающей полосой на другой стороне заготовки упаковочного материала. Открывающая полоса проходит вдоль области 306 по существу параллельно относительно верхней поперечной линии сгиба. Область 306 окружена поддерживающим участком открывающего устройства. Поддерживающий участок содержит первый участок 305, проходящий между областью 306 и верхней поперечной линией сгиба. Первый участок 305 представляет собой относительно тонкую пластиковую линию, прикрепленную к верхней поверхности основной панели 30 заготовки. Второй участок 304 отливается на основной панели между областью 306 и нижней поперечной линией сгиба. Второй участок содержит центральную область, имеющую большую толщину, чем торцевые элементы второго участка 304. Первый и второй участок посредством двух перемычек полностью окружают область 306 и, следовательно, могут поддерживать процесс открывания, так как они могут задавать направление, в котором открывается упаковка, и также задавать конечную точку открывания.
Поддерживающий участок 304 содержит небольшое центральное углубление 36b, которое проходит в линию 30a сгиба в точке 36.После открывания упаковки, выполненной из такой заготовки, пользователь затем может прикладывать давление к боковым стенкам 30c, что заставляет поддерживающий участок 304 сгибаться в углублении 305, тем самым образуя имеющее форму воронки отверстие основной панели 30.
В альтернативном варианте осуществления, как описано выше, область 306, под которой прикреплен участок полосы, проходит по всей ширине основной панели 30 и частично в боковую панель 30c. Однако, поддерживающий участок проходит в виде полос только по ширине основной панели и открывается на торцевой стороне, таким образом поддерживающий участок не полностью окружает область 306, как показано на фигуре 6. В действительности, поддерживающий участок 304 может только содержать две полосы, одну выше, а одну ниже области 306. Ослабленная область 309 может размещаться на боковой стенке, и открывающая полоса на внутренней поверхности проходит по меньшей мере по линии 38a сгиба. В таком варианте осуществления, линия ослабления также может проходить по соответствующим продольным линиям 38a и 38'a сгиба и в боковые стенки 30c. Соответствующая первая и третья точка затем размещаются на продольных линиях ослабления.
На фигуре 7 показан другой вариант осуществления заготовки в полотне в соответствии с настоящим изобретением. Линия 30a сгиба с ее двумя участками проходит по центру от точки 36a на верхней поперечной линии сгиба s-образным образом к углам 38b и 38c, соответственно. Ослабленная область, в этом варианте осуществления, размещена не на основной панели, а на верхней закрывающей панели 340. Следовательно, открывающее устройство (не показано) будет размещаться на верхней закрывающей панели 304 с ее участком открывающей полосы, расположенным рядом с верхней поперечной линией сгиба, как показано пунктирной линией.
Хотя вариант осуществления показывает линию сгиба с несколькими участками, начинающимися или заканчивающимися в точке, размещенной рядом с или на одной из линий сгиба заготовки, следует отметить, что линия сгиба на основной панели выбирается таким образом, чтобы обеспечивать отверстие. Следовательно, также является возможной другая конструкция линии сгиба на основной панели. Например, линия сгиба может быть выполнена таким образом, чтобы образовывать "V" с ее нижней точкой пересечения на основной панели, а верхними концами близко к отверстию. Также формы и кривизна линий сгиба могут быть разными и соответствовать также эстетическим аспектам, так как имеют место любые варианты для образования выпуклости и соответствующего имеющего форму воронки отверстия.
Изобретение относится к области упаковочных материалов для жидких продуктов и касается заготовки упаковочного материала и способа ее получения. Материал содержит корпусную панель, имеющую основную панель, две вторые панели, размещенные рядом с основной панелью, и по меньшей мере одну третью панель. Торцевые закрывающие панели размещены рядом с корпусной панелью, при этом торцевые закрывающие панели содержат верхнюю и нижнюю закрывающие панели, размещенные рядом с основной и по меньшей мере одной третьей панелью соответственно, и клапанные закрывающие панели, размещенные рядом с двумя вторыми панелями. Линии ослабления разделяют каждую из корпусной и торцевых закрывающих панелей. Линия ослабления предусмотрена на основной панели и имеет первый участок и второй участок, при этом первый участок проходит от первой точки ко второй точке и второй участок проходит от третьей точки ко второй точке. Изобретение обеспечивает получение упаковки с высокой скоростью розлива. 2 н. и 13 з.п. ф-лы, 8 ил.
1. Заготовка упаковочного материала для жидких пищевых продуктов, содержащая структуру многослойного материала, имеющую слой целлюлозного материала и один или более слоев ламинированного пластика, при этом заготовка упаковочного материала содержит:
- корпусную панель, имеющую основную панель, две боковые панели, размещенные на разных сторонах рядом с основной панелью, и по меньшей мере одну третью панель, размещенную рядом с одной из боковых панелей;
- торцевые закрывающие панели, размещенные рядом с корпусной панелью, при этом торцевые закрывающие панели содержат верхнюю и нижнюю закрывающие панели, размещенные рядом с основной и по меньшей мере одной третьей панелью соответственно, и клапанные закрывающие панели, размещенные рядом с двумя боковыми панелями;
- соответствующие линии ослабления между каждой панелью корпуса и торцевыми закрывающими панелями для фальцовки панелей вдоль указанных линий ослабления;
- линию ослабления на основной панели, имеющую первый участок и второй участок, причем первый участок проходит от первой точки ко второй точке, и второй участок проходит от третьей точки ко второй точке,
при этом вторая точка размещена на одном из следующего:
- на продольной оси основной панели, разделяющей основную панель на две по существу симметричные половины;
- на линии ослабления между основной панелью и нижней закрывающей панелью;
- на линии ослабления между основной панелью и верхней закрывающей панелью;
- рядом с линией ослабления между основной панелью и верхней закрывающей панелью.
2. Заготовка по п. 1, в которой первая точка и третья точка размещены на одном из следующего:
- на линиях ослабления между основной панелью и соответствующими боковыми панелями;
- на каждом из углов, образованных основной панелью, верхней закрывающей панелью и соответствующими боковыми панелями;
- на каждом из углов, образованных основной панелью, нижней закрывающей панелью и соответствующими боковыми панелями.
3. Заготовка по п. 1 или 2, в которой первый участок симметричен второму участку относительно оси, проходящей параллельно линиям ослабления между основной панелью и соответствующими боковыми панелями и пересекающей вторую точку.
4. Заготовка по п. 1, дополнительно содержащая линию ослабления на по меньшей мере одной из боковых панелей, при этом указанная линия ослабления проходит от четвертой точки на по меньшей мере одной боковой панели к одной из первой и третьей точек, при этом указанная одна из первой и третьей точек размещена на линии ослабления между основной панелью и соответствующей боковой панелью.
5. Заготовка по п. 1, дополнительно содержащая линию ослабления, проходящую от второй точки к четвертой точке параллельно относительно линий ослабления между основной панелью и соответствующими боковыми панелями.
6. Заготовка по п. 1, дополнительно содержащая
- ослабленную область, которая имеет уменьшенную толщину по сравнению с окружающей областью структуры упаковочного ламинированного материала, причем ослабленная область размещена на по меньшей мере одном из следующего:
- на основной панели;
- на верхней закрывающей панели;
- рядом с линией ослабления между основной панелью и верхней закрывающей панелью;
- рядом с линией ослабления между основной панелью и одной из боковых панелей;
- по меньшей мере частично на линии ослабления между основной панелью и верхней закрывающей панелью.
7. Заготовка по п. 6, в которой структура многослойного материала ослабленной области содержит меньше слоев, чем структура многослойного материала окружающей области, в частности отсутствует слой целлюлозного материала.
8. Заготовка по п. 6, в которой первая точка линии ослабления пересекается с ослабленной областью.
9. Заготовка по п. 1, дополнительно содержащая открывающее устройство, имеющее:
- язычок, размещенный на первой поверхности заготовки;
- вытянутую открывающую полосу, размещенную на второй поверхности, противоположной первой поверхности, причем
- язычок соединен с участком открывающей полосы посредством перемычки, проникающей через структуру многослойного материала в ослабленной области, и
- открывающая полоса является по существу параллельной линии ослабления между основной панелью и верхней закрывающей панелью.
10. Заготовка по п. 9, в которой концы открывающей полосы размещены рядом с первой и третьей точкой линии ослабления соответственно.
11. Заготовка по п. 9 или 10, в которой средняя область открывающей полосы размещена рядом со второй точкой линии ослабления.
12. Заготовка по п. 9 или 10, в которой открывающее устройство дополнительно содержит поддерживающий участок, размещенный на первой поверхности основной панели рядом с открывающей полосой, причем поддерживающий участок расположен ближе к линии ослабления между основной панелью и нижней закрывающей панелью, чем открывающая полоса.
13. Заготовка по п. 12, в которой поддерживающий участок содержит углубление на его поверхности, расположенной рядом со второй точкой линии ослабления.
14. Способ образования заготовки упаковочного материала для жидких пищевых продуктов, согласно которому:
- выполняют заготовку, содержащую структуру многослойного материала, имеющую слой целлюлозного материала и один или более слоев ламинированного пластика
- выполняют линии ослабления в заготовке таким образом, чтобы образовать корпусную панель, имеющую основную панель, две боковые панели, размещенные на разных сторонах рядом с основной панелью, и по меньшей мере одну третью панель, размещенную рядом с одной из боковых панелей, а также верхнюю и нижнюю закрывающие панели, размещенные рядом с основной и по меньшей мере одной третьей панелью соответственно, и клапанные закрывающие панели, размещенные рядом с двумя боковыми панелями;
- выполняют линию ослабления на основной панели, имеющую первый участок и второй участок, причем первый участок проходит от первой точки ко второй точке, и второй участок проходит от третьей точки ко второй точке;
- обеспечивают ослабленную область,
при этом вторую точку размещают на одном из следующего:
- на продольной оси основной панели, разделяющей основную панель на две по существу симметричные половины;
- на линии ослабления между основной панелью и нижней закрывающей панелью;
- на линии ослабления между основной панелью и верхней закрывающей панелью;
- рядом с линией ослабления между основной панелью и верхней закрывающей панелью.
15. Способ образования заготовки упаковочного материала по п. 14, согласно которому ослабленную область обеспечивают на одном из: основной панели, верхней закрывающей панели или линии ослабления между основной панелью и верхней закрывающей панелью, при этом в ослабленной области отсутствует слой целлюлозного материала.
| Устройство для закалки деталей | 1983 |
|
SU1118696A1 |
| US 2006255107 A1, 16.11.2006 | |||
| US 2008135605 A1, 12.06.2008 | |||
| US 4621736 A, 11.11.1986 | |||
| US 5203634 A, 20.04.1993. | |||

