Настоящая заявка основана на и испрашивает приоритет следующих заявок:
Патентная заявка США № 60/195517, поданная 6 апреля 2000 г.
Патентная заявка США № 60/195071, поданная 6 апреля 2000 г.
Патентная заявка США № 60/194929, поданная 6 апреля 2000 г.
Патентная заявка США № 60/195072, поданная 6 апреля 2000 г.
Патентная заявка США № 60/194930, поданная 6 апреля 2000 г.
Патентная заявка США № 60/257137, поданная 20 декабря 2000 г.
Предшествующий уровень техники
Ватные шарики, тампоны и марля обычно используются для различных целей. Например, ватный шарик можно использовать для нанесения мазей против пеленочного дерматита, лекарственных препаратов, спирта, пероральных анестетиков и т.п. Кроме того, в некоторых случаях ватный шарик также можно использовать для удаления с тела различных типов материалов, таких как, например, макияж. Для каждого из этих случаев применения ватным шарикам или тампонам придана такая форма, чтобы они выделяли конкретную добавку или компонент на участок его нанесения.
Однако в некоторых случаях для пользователя может оказаться затруднительным нанесение добавки на ватный шарик, например, так чтобы не разлить часть добавки, что нежелательно. Кроме того, материалы из хлопка часто могут являться относительно дорогими и труднее поддающимися обработке, чем другие виды материалов. Поэтому в настоящее время нужен улучшенный продукт, способный выделять добавку, такую как лекарственный препарат, на конкретный участок его нанесения. В частности, в настоящее время нужен напальчник, способный изолировать палец при выделении конкретной добавки.
Кроме того, другой областью, для которой необходимо изделие, выделяющее добавку или компонент, является область очистки зубов или десен. Для поддержания гигиены зубов необходимо регулярно проводить очистку зубов. С течением времени на зубах и деснах могут образовываться различные пленки и остатки, такие как зубной налет, что неблагоприятно влияет на полость рта. Ранее для удаления таких пленок и остатков использовались зубные щетки. У обычной зубной щетки обычно имеются два конца, один конец представляет собой ручку, а другой содержит щетину, предназначенную для разрушения и удаления зубного налета и других остатков с очищаемой поверхности.
Хотя обычные зубные щетки полезны в самых различных случаях, в некоторых случаях они являются менее желательными. В частности, некоторые люди хотят поддерживать гигиену зубов путем чистки своих зубов в течение всего дня. К сожалению, во многих ситуациях в течение дня нет условий, благоприятствующих этому или хотя бы позволяющих это сделать. Кроме того, путешественники и работники офисов могут счесть неудобным использование зубной щетки днем. В частности, зубные щетки обычно плохо подходят для того, чтобы человек ежедневно носил их с собой, поскольку они обладают объемной формой и для их использования необходимо пойти в туалет.
В ответ на желание более частого поддержания гигиены зубов и потребность в изделии для очистки, которое можно было бы с легкостью использовать, разработаны различные портативные зубные щетки. В частности, разработан целый ряд закрепляющихся на пальце изделий для чистки зубов, которые можно разместить на пальце или вокруг пальца и с их помощью протереть зубы и десны. Эти изделия обычно являются небольшими, портативными и одноразовыми.
Один пример такого одноразового изделия для чистки зубов описан в патенте США №3902509. Это изделие изготовлено из материала, обладающего высокой прочностью во влажном состоянии, такого как тканый или нетканый материал, слоистый материал, или оно покрыто влагонепроницаемым материалом. Влагонепроницаемым материалом может являться термопластичный материал, такой как полипропилен. Кроме того, на изделие можно дополнительно нанести различные материалы, такие как вкусовые добавки, бактериостатики, средства для очистки зубов или моющие средства. Для использования этого изделия его можно просто поместить на палец и поверхностью изделия протереть поверхности зубов для удаления пищи и пленок зубного налета.
Аналогичный напальчник, предназначенный для обеспечения гигиены полости рта, совсем недавно описан в патенте США №5445825. В частности, это изделие включает пакет защитного материала, который содержит мембрану. Мембрану можно изготовить, например, из слоя нетканых целлюлозных волокон с тисненой, бороздчатой текстурой. Это изделие является сухим и использует только влагу, содержащуюся во рту самого пользователя. Этот пакет также можно изготовить из фольги или влагонепроницаемого листового пластмассового материала.
Хотя эти изделия для очистки зубов и являются портативными, при очистке они часто не могут плотно надеваться на палец пользователя. Однако разработаны некоторые изделия для чистки зубов, надевающиеся на палец, содержащие эластомерный материал, который может препятствовать соскальзыванию или спаданию изделия с пальца пользователя во время очистки. Примеры таких изделий для очистки зубов раскрыты в патентах США №5068941, №5348153, №5524764 и в публикации международной заявки №WO 95/31154. Несмотря на видимые преимущества этих эластичных изделий для очистки зубов, эти изделия в целом ряде случаев являются неподходящими. Например, эти изделия часто трудно изготавливать с помощью высокоскоростных производственных технологий, что неизбежно приводит к высоким производственным затратам. Кроме того, эти изделия также могут плохо прилегать к пальцу пользователя, могут являться аллергенными для пользователя, а в некоторых случаях не обладают привлекательным внешним видом. Кроме того, эти изделия часто непригодны для нанесения различных добавок, используемых для очистки зубов или другим образом улучшающих гигиеническое состояние полости рта. Кроме того, эти изделия обычно не являются ни дышащими, ни влагонепроницаемыми.
Краткое описание изобретения
Определения:
При использовании в настоящем изобретении термин "двухкомпонентные волокна" означает волокна, которые сформированы хотя бы из двух полимеров, экструдированных из одного и того же экструдера в виде смеси. Двухкомпонентные волокна не содержат различные полимерные компоненты, находящиеся в отдельных зонах, расположенных относительно постоянно по сечению волокна, и различные полимеры обычно не расположены непрерывно по всей длине волокна, а вместо этого образуют волоконца или протоволоконца, начала и концы которых расположены случайным образом. Двухкомпонентные волокна часто называют многокомпонентными волокнами. Волокна такого общего типа раскрыты, например, в патентах США №№5108827 и 5294482. Двухкомпонентные волокна также обсуждены в книге "Polymer blends and Composites". John A. Manson и Leslie H. Sperling, 1976, издательство Plenum Press, отделение Plenum Publishing Corporation of New York, IBSN 0-306-30831-2, страницы 273 - 277.
При использовании в настоящем изобретении термин "дышащие волокна" означает волокна, проницаемые для паров воды и газов. Другими словами, "дышащие барьеры" и "дышащие пленки" позволяют пройти сквозь них парам воды, но являются в основном непроницаемыми для жидкой воды. Например, термин "дышащая" может относиться к пленке или слоистому материалу, обладающему скоростью просачивания паров воды (в дальнейшем по тексту СППВ), равной не менее примерно 300 г/м2/24 ч, измеренной в соответствии со стандартом ASTM E96-80 (Американское общество по испытаниям и материалам) способом вертикального цилиндра с небольшими изменениями, описанным в приведенной ниже методике проведения исследования.
Мерой дышащей способности материала является скорость просачивания паров воды (в дальнейшем по тексту СППВ), которая для образца материала обычно рассчитывается в соответствии со стандартом ASTM E96-80 с небольшими изменениями методики исследования, описанными ниже. Из всех исследуемых материалов и контрольного материала, в качестве которого используется листовой материал CELGARD 2500 производства фирмы Celanese Separation Products of Charlotte, N. С., вырезают круглые образцы диаметром в три дюйма. CELGARD 2500 представляет собой микропористый полипропиленовый листовой материал. Готовят по три образца каждого материала. В качестве испытательных чашек используются испытательные цилиндры №60-1 Vapometer производства компании Thwing-Albert Instrument Company of Philadelphia, Pennsylvania. В каждый цилиндр Vapometer наливают 100 миллилитров воды и на верхние края каждого цилиндра помещают отдельные образцы исследуемых материалов и контрольного материала. Фланцы на резьбе затягивают, создавая по краям каждого цилиндра уплотнение, так чтобы окружающая атмосфера воздействовала на участок исследуемого материала или контрольного материала диаметром 6,5 см и площадью примерно 33,17 см2. Цилиндры взвешивают и помещают в печь с принудительной циркуляцией воздуха, установленную на температуру 100°F (37°С). Печь представляет собой термостат, поддерживающий постоянную температуру, с принудительной циркуляцией наружного воздуха, предотвращающей накопление паров воды внутри термостата. Подходящей печью с принудительной циркуляцией воздуха является, например, печь Blue M Power-O-Matic 600 производства компании Blue M Electric Co. of Blue Island, Illinois. После установления равновесия цилиндры извлекают из печи, взвешивают и немедленно возвращают в печь. Через 24 часа цилиндры извлекают из печи и повторно взвешивают. Предварительные значения скорости просачивания паров воды рассчитывают следующим образом: СППВ для исследуемого образца = (массопотеря за 24 часа в граммах) × (315,5 г/м2/24 ч).
Относительную влажность внутри печи специально не регулируют. При предварительно установленных условиях - 100°F (37°С) и относительной влажности окружающей среды - значение СППВ для контрольного материала CELGARD 2500 найдено равным 5000 граммов на квадратный метр за 24 часа. Аналогичным образом проводят испытания всех контрольных образцов и полученные предварительные значения корректируют с учетом использованных условий с помощью следующего уравнения: СППВ = (СППВ для исследуемого образца/СППВ для контрольного образца) × (5000 г/м2/24 ч).
При использовании в настоящем изобретении термин "сопряженные волокна" означает волокна, которые сформированы хотя бы из двух полимеров, экструдированных из отдельных экструдеров, но сформованных совместно с образованием единого волокна. Сопряженные волокна иногда также называют многоэлементными или двухэлементными волокнами. Полимеры обычно отличаются друг от друга, хотя сопряженные волокна могут представлять собой и монокомпонентные волокна. Полимеры находятся в отдельных зонах, расположенных в основном постоянно по сечению сопряженных волокон, и расположены непрерывно по всей длине сопряженных волокон. Конфигурация такого сопряженного волокна может представлять собой конфигурацию волокна с сердечником, в которой один полимер окружен другим, или может представлять собой параллельную конфигурацию, слоеную конфигурацию или островную конфигурацию. Сопряженные волокна описаны в патентах США №№5108820, 4795668, 5336551. Сопряженные волокна также описаны в патенте США №5382400 и могут быть использованы для изготовления извитых волокон путем использования различных скоростей экструзии и сокращения двух (или большего количества) полимеров. Извитые волокна также можно изготовить с помощью механических средств и с помощью способа, описанного в патенте Германии DT 2513251 А1. В двухэлементных волокнах полимеры могут содержаться в соотношениях 75/25, 50/50, 25/75 и в любых других необходимых соотношениях. Волокна также могут обладать различной формой, такой как формы, описанные в патентах США №№5277976, 5466410, 5069970 и 5057368, в которых описаны волокна, обладающие необычной формой.
При использовании в настоящем изобретении термины "эластичный" и "эластомерный" обычно означают материалы, которые под действием приложенной силы способны к растяжению или растягиваются, так что длина в растянутом состоянии составляет не менее примерно 125% или одну и одну четвертую от их длины в сокращенном, нерастянутом состоянии, и которые после прекращения действия растягивающей, вытягивающей силы сокращаются не менее чем примерно на 50% от своего удлинения.
При использовании в настоящем изобретении термин "нить" означает в основном непрерывную прядь, которая обладает большим отношением длины к диаметру, таким как, например, отношение, равное 1000 или более.
При использовании в настоящем изобретении термин "волокна, полученные аэродинамическим способом из расплава" означает волокна, сформированные путем экструзии расплавленного термопластичного материала через множество тонких, обычно круглых, капиллярных каналов экструзионной головки в виде расплавленных нитей или элементарных волокон в сходящиеся высокоскоростные потоки нагретого газа (например, воздуха), утончающих элементарные нити из расплавленного термопластичного материала для уменьшения их диаметра, который может быть равен диаметру микроволокна. После этого полученные аэродинамическим способом из расплава волокна переносятся высокоскоростным газовым потоком и укладываются на принимающую поверхность с формированием нетканого материала, состоящего из распределенных случайным образом волокон, полученных аэродинамическим способом из расплава. Такой способ раскрыт, в частности, в патенте США №3849241. Волокна, полученные аэродинамическим способом из расплава, представляют собой микроволокна, которые могут быть непрерывными или дискретными, обычно обладают средним диаметром менее 10 мкм и при нанесении на принимающую поверхность обычно являются липкими.
При использовании в настоящем изобретении термин "влагонепроницаемый барьерный элемент" означает любой материал, который является относительно непроницаемым для просачивания жидкостей, т.е. материал, являющийся влагонепроницаемым барьерным элементом, может обладать показателем просачивания крови, определенным в соответствии с ASTM, методика исследования 22, равным 1,0 или менее.
При использовании в настоящем изобретении термин "сформированный с вытяжкой в шейку" означает эластичный компонент, связанный с неэластичным компонентом, причем неэластичный компонент растянут в продольном направлении с образованием материала, вытянутого в шейку. "Слоистый материал, сформированный с вытяжкой в шейку" означает композиционный материал, включающий не менее двух слоев, в котором один слой является сформированным с вытяжкой в шейку неэластичным слоем, а другой слой является эластичным слоем, и таким образом получается материал, который является эластичным в поперечном направлении. Примерами слоистых материалов, сформированных с вытяжкой в шейку, являются такие, как описанные в патентах США №№5226992, 4981747, 4965122 и 5336545, которые включены в настоящее описание в качестве ссылки.
При использовании в настоящем изобретении термин "нетканый материал" означает материал, структура которого образована отдельными волокнами или прядями, которые переплетены, но не таким способом, как трикотажное полотно. Нетканые материалы или полотно формируют с помощью различных способов, таких как, например, аэродинамические способы получения из расплава, фильерные способы производства и способы изготовления нетканого материала из кардного прочеса. Поверхностную плотность нетканых материалов обычно выражают в унциях материала на квадратный ярд (osy) или в граммах на квадратный метр (г/м2), а диаметры волокон обычно выражают в микрометрах. (Отметим, что для перевода osy в г/м2 необходимо умножить osy на 33,91).
При использовании в настоящем изобретении термин "волокна фильерного способа производства" означает волокна небольшого диаметра, которые формируются экструзией расплавленного термопластичного материала в виде элементарных нитей через множество тонких капиллярных каналов фильеры, обычно обладающих круглой формой, причем после этого диаметр экструдируемых элементарных нитей быстро уменьшают, как это показано, например, в патентах США №№4340563, 3692618, 3802817, 3338992, 3341394, 3502763 и 3542615. Волокна фильерного способа производства при нанесении на принимающую поверхность обычно являются нелипкими. Волокна фильерного способа производства обычно являются непрерывными и обладают средним диаметром (по данным для не менее 10 образцов), превышающим 7 мкм, а точнее равным от примерно 10 до примерно 40 мкм.
При использовании в настоящем изобретении термин "сформированный с вытяжкой" означает слоистый материал, включающий не менее двух слоев, в котором один слой является сосбориваемым слоем, а другой слой является эластичным слоем. Слои соединены друг с другом таким образом, что эластичный слой находится в растянутом состоянии, так что после релаксации слоев сосбориваемый слой сосборивается. Например, один эластичный элемент может быть связан с другим элементом, когда эластичный элемент растянут не менее чем примерно на 25% от своей длины в сокращенном состоянии. Такой многослойный композиционный эластичный материал может растягиваться, пока полностью не расширится неэластичный слой. Один тип слоистого материала, сформированного с вытяжкой, раскрыт, в частности, в патенте США №4720415, который включен в настоящее описание в качестве ссылки. Другие эластичные композиционные материалы описаны и раскрыты в патентах США №№4789699, 4781966, 4657802 и 4655760, которые включены в настоящее описание в качестве ссылки.
При использовании в настоящем изобретении термин "текстурированный" означает материал подложки, обладающий на поверхности материала выступами в Z-направлении. Выступы могут обладать длиной, равной, например, от примерно 0,1 до примерно 25 мм, предпочтительно - от примерно 0,1 до примерно 5 мм, а более предпочтительно - от примерно 0,1 до примерно 3 мм. Выступы могут обладать разной формой и могут представлять собой, например, щетинки, пучки ворса, петлеобразные структуры, такие как петли, используемые в застежках на лентах-липучках, и т.п.
Краткое описание:
Настоящее изобретение в целом относится к напальчнику, который может облегать палец. Например, в одном варианте реализации напальчник можно использовать в качестве средства протирки зубов для очистки рта пользователя. Напальчник, соответствующий настоящему изобретению, обычно формируется из материала подложки, которому придается форма напальчника. Кроме того, в напальчнике может содержаться пакет для размещения пальца.
В соответствии с настоящим изобретением в качестве материала подложки можно использовать любой материал, обычно использующийся в данной области техники для изготовления тканей, таких как изделия для протирания. В частности, материал подложки, соответствующий настоящему изобретению, обычно изготавливается из нетканого материала. Точнее, материал подложки, соответствующий настоящему изобретению, можно изготовить из целлюлозных волокон, синтетических волокон, термомеханической целлюлозы или их смесей, так чтобы материал обладал характеристиками, сходными с характеристиками ткани. Например, материал подложки можно изготовить из различных типов волокон, включая волокна, получаемые аэродинамическим способом из расплава, волокна, получаемые фильерным способом, волокна из кардного прочеса, двухэлементные и извитые волокна. Кроме того, материал подложки может включать различные другие материалы, такие как эластомерные компоненты или текстурированные нетканые материалы. В материале подложки можно использовать различные слоистые материалы, такие как эластичные и пленочные слоистые материалы. Например, подходящие слоистые материалы могут включать слоистые материалы, сформированные с вытяжкой и сформированные с вытяжкой в шейку.
В общем случае напальчник, соответствующий настоящему изобретению, может обладать различной структурой. Например, в одном варианте реализации напальчник может обладать однородной структурой. В частности, напальчник, обладающий однородной структурой, может состоять из эластичного нетканого материала, так чтобы материал подложки обладал способностью принимать необходимую форму, чтобы изделие для протирания эффективно облегало палец и одновременно оставалось дышащим.
Кроме однородной структуры, изделие для протирания зубов, соответствующее настоящему изобретению, может быть изготовлено из различных полос или секций. Полосы или секции могут быть связаны друг с другом с помощью клея, сшивания или термического связывания. Различные полосы или секции могут быть изготовлены из одного и того же материала или могут быть изготовлены из разных материалов. Например, в одном варианте выполнения напальчник содержит полый элемент, обладающий открытым концом для всовывания пальца, при этом указанный полый элемент включает первую секцию, присоединенную к второй секции, и указанная первая секция состоит из нетканого материала, указанная вторая секция состоит из эластичного нетканого материала. Первая секция и вторая секция могут быть соединены друг с другом любым удобным способом. Например, секции можно соединить с образованием двух швов. При необходимости соединенные секции можно вывернуть наизнанку, так чтобы швы располагались внутри напальчников.
В другом варианте выполнения напальчник содержит полый элемент, обладающий открытым концом для всовывания пальца, указанный полый элемент включает материал подложки, указанный материал подложки включает эластичный нетканый материал, указанный полый элемент обладает текстурированной поверхностью, которой придана конфигурация, обеспечивающая очистку зубов и десен пользователя.
В еще одном варианте выполнения напальчник может включать полый элемент, обладающий открытым концом для всовывания пальца, указанный полый элемент включает нетканый компонент и эластичный компонент, указанный эластичный компонент позволяет указанному полому элементу растянуться или сократиться для придания указанному изделию для очистки способности приобретать необходимую форму. Неэластичный компонент можно присоединить к эластичному компоненту таким способом, который позволяет эластичному компоненту растягиваться и сокращаться для придания напальчнику способности принимать необходимую форму.
Напальчник также может дополнительно включать абразивную поверхность, предназначенную для облегчения очистки. Абразивную поверхность можно изготовить из различных текстурированных материалов. Например, как указано выше, в одном варианте реализации материал подложки хотя бы на части очищающей поверхности включает петлеобразные щетинки. Петлеобразные щетинки могут обладать размером или высотой, равной менее примерно 20 мм, предпочтительно - от примерно 1 до примерно 5 мм, а более предпочтительно - от примерно 1,5 до примерно 3,5 мм. При использовании в настоящем изобретении размер или высота петлеобразной щетинки относится к размеру или высоте щетинки в растянутом состоянии, а не в сокращенном состоянии. Петлеобразные щетинки могут быть расположены на очищающей поверхности в виде продольных или поперечных рядов или в виде любого другого подходящего узора или расположены случайным образом. Петли могут располагаться перпендикулярно поверхности или под любым углом к поверхности. Кроме того, петлеобразные щетинки могут располагаться на расстояниях друг от друга или могут быть расположены плотно друг к другу.
Петлеобразные щетинки можно сформировать с помощью различных способов. Например, можно использовать трикотажный или тканый материал, содержащий петлеобразные щетинки. Альтернативно, петлеобразные щетинки могут быть сформированы на материале подложки путем прокалывания иглами. Альтернативно, петлеобразные щетинки могут быть сформированы при проведении гидропереплетения или они могут быть сформированы во время формирования материала.
Сами петлеобразные щетинки можно сформировать из различных типов пряжи. Например, петлеобразные щетинки можно сформировать из многонитевой пряжи, мононитевой пряжи или из штапельной пряжи. Кроме того, пряжу, используемую для формирования петлеобразных щетинок, можно текстурировать и/или ее можно сделать фасонной. Фасонная пряжа, например, может обладать многолепестковой формой, которая может обеспечить повышенное трение, облегчающее очистку.
Текстурированная поверхность напальчника может быть изготовлена из различных других материалов, а не только из материалов, содержащих петлеобразные щетинки. Например, текстурированная поверхность может быть изготовлена из нетканого материала, содержащего извитые волокна. В другом альтернативном варианте реализации текстурированную поверхность можно изготовить из материала с точечными нарушениями связывания. В материале с точечными нарушениями связывания может иметься множество приподнятых пучков ворса. В одном конкретном варианте реализации настоящего изобретения пучки ворса могут обладать высотой, равной не менее 0,02 дюйма.
Кроме того, в соответствии с настоящим изобретением напальчник также может включать влагонепроницаемый барьерный элемент, который включается в него или наносится в виде слоя на материал подложки. В общем случае влагонепроницаемый барьерный элемент означает любой барьер, слой или пленку, которая является относительно влагонепроницаемой. В частности, влагонепроницаемый барьерный элемент, соответствующий настоящему изобретению, может предотвращать протекание жидкости сквозь напальчник, так что при использовании изделия для протирания вставленный в него палец остается сухим. В некоторых вариантах реализации влагонепроницаемый барьерный элемент может оставаться дышащим, т.е. проницаемым для паров, так что палец, находящийся внутри напальчника, находиться в более комфортабельных условиях. Примеры подходящих влагонепроницаемых барьерных элементов могут включать пленки, волокнистые материалы, слоистые материалы и т.п.
В соответствии с настоящим изобретением при необходимости на напальчник можно наносить различные добавки, вносимые во время изготовления и/или вносимые потребителем. Например, для содействия притяжению отрицательно заряженных бактерий и вредных кислых побочных продуктов, которые накапливаются в зубном налете, в напальчник, соответствующий настоящему изобретению, можно прибавлять катионогенные материалы, такие как хитозан (поли-N-ацетилглюкозамин), соли хитозана, катионогенные крахмалы и т.п. Кроме того, можно использовать различные другие добавки. Примеры других подходящих добавок включают (но не ограничиваются только ими) стоматологические реагенты, такие как фториды, смеси масла мяты перечной, масла мяты и спиртов; вкусовые добавки, такие как ксилит; противомикробные реагенты; полирующие средства; гемостатические реагенты; поверхностно-активные вещества; противоязвенные препараты и т.п.
Добавки могут быть включены в изделие для протирания, соответствующее настоящему изобретению, в виде водного раствора, неводного раствора (например, масла), лосьонов, кремов, суспензий, гелей и т.п. При использовании водный раствор можно внести в изделие для протирания, например, путем нанесения, впитывания, распыления или пропитывания. В некоторых вариантах реализации добавки могут быть размещены асимметрично. Кроме того, в некоторых случаях может оказаться желательным, чтобы добавки составляли менее примерно 100% от массы изделия для протирания, а в некоторых вариантах реализации - менее примерно 50% от массы изделия для протирания, а предпочтительно - менее примерно 10% от массы изделия для протирания.
Следует отметить, что подразумевается, что любой диапазон, приведенный в настоящем изобретении, включает любой меньший диапазон и все меньшие диапазоны. Например, диапазон 45-90 также будет включать диапазоны 50-90; 45-80; 46-89 и т.п. Таким образом, диапазон от 95 до 99,999% также включает, например, диапазоны от 96 до 99,1%, от 96,3 до 99,7% и от 99,91 до 99,999%.
Различные особенности и воплощения настоящего изобретения более подробно обсуждены далее.
Краткое описание чертежей
Полное раскрытие настоящего изобретения, включая его наилучший вариант реализации, предназначено для специалиста с общей подготовкой в данной области техники, оно приведено в описании, в котором сделаны ссылки на прилагаемые чертежи, на которых:
На ФИГ.1 представлен вид в перспективе напальчника, соответствующего одному из вариантов реализации настоящего изобретения;
На ФИГ.2 представлен вид в перспективе двустороннего напальчника, соответствующего еще одному варианту реализации настоящего изобретения;
На ФИГ.3 представлен вид в перспективе нижней секции двустороннего напальчника, соответствующего одному из вариантов реализации настоящего изобретения;
На ФИГ.4 представлен вид в перспективе нижней секции двустороннего напальчника, приведенного на ФИГ.3, присоединенной к верхней секции с образованием двустороннего напальчника, соответствующего одному из вариантов реализации настоящего изобретения;
На ФИГ.5 представлен вид в перспективе вывернутого наизнанку напальчника, соответствующего одному из вариантов реализации настоящего изобретения;
На ФИГ.6 представлен вид в перспективе вывернутого наизнанку напальчника, соответствующего еще одному из вариантов реализации настоящего изобретения;
На ФИГ.7 представлен вид в перспективе напальчника, обладающего предохранительным средством и соответствующего одному из вариантов реализации настоящего изобретения;
На ФИГ.8 представлен вид в перспективе варианта реализации напальчника, обладающего однородной структурой;
На ФИГ.9 представлен вид в перспективе конусообразного напальчника, обладающего двумя открытыми концами, соответствующего одному из вариантов реализации настоящего изобретения;
На ФИГ.10 представлен вид в перспективе с разрезом участков, иллюстрирующих один из вариантов реализации способа выворачивания наизнанку напальчника, соответствующего настоящему изобретению;
На ФИГ.11 представлен вид в перспективе еще одного альтернативного варианта реализации напальчника, изготовленного в соответствии с настоящим изобретением;
На ФИГ.12 представлен вид в перспективе другого альтернативного варианта реализации напальчника, изготовленного в соответствии с настоящим изобретением, который приспособлен для надевания на два пальца;
На ФИГ.13 представлен вид в перспективе следующего альтернативного варианта реализации напальчника, изготовленного в соответствии с настоящим изобретением;
На ФИГ.14 представлен вид в перспективе текстурированного материала, предназначенного для использования в настоящем изобретении;
На ФИГ.15 представлен вид в перспективе одного из вариантов реализации способа изготовления материала, представленного на ФИГ.14;
На ФИГ.16 представлен вид в перспективе другого альтернативного варианта реализации напальчника, изготовленного в соответствии с настоящим изобретением.
Повторяющееся использование числовых обозначений в настоящем описании и на чертежах предназначено для указания на одинаковые или аналогичные особенности или элементы, соответствующие настоящему изобретению.
Подробное описание предпочтительных вариантов реализации
Теперь будут подробно рассмотрены варианты реализации настоящего изобретения и один или большее количество примеров, которые приведены ниже. Каждый пример предоставлен для разъяснения настоящего изобретения, а не для наложение ограничений на настоящее изобретение. В действительности специалисту в данной области техники будет понятно, что в настоящее изобретение можно внести различные модификации и изменения без отклонения от объема и сущности настоящего изобретения. Например, особенности, представленные или описанные в качестве части одного из вариантов реализации, могут быть использованы в другом варианте реализации с получением еще одного варианта реализации. Таким образом, подразумевается, что настоящее изобретение охватывает все такие модификации и изменения, соответствующие объему прилагаемой формулы изобретения и ее эквивалентов. Другие объекты, особенности и воплощения настоящего изобретения раскрыты в нем или являются очевидными из последующего подробного описания.
В целом настоящее изобретение направлено на напальчник, который можно использовать в разных случаях. Например, в одном из вариантов реализации напальчник представляет собой изделие для протирания зубов, которое в течение всего дня можно использовать с большей легкостью, чем зубные щетки. В частности, настоящее изобретение направлено на изделие для протирания зубов, которое можно надеть на палец человека, так чтобы зубы или десны человека или животного можно было очистить путем простого соприкосновения с ними изделия для протирания. Например, изделие для протирания зубов, соответствующее настоящему изобретению, человек может использовать для очистки своих зубов или зубов кого-то другого, такого как ребенок, пожилой человек или домашнее животное. Кроме того, изделие для протирания зубов является особенно подходящим для использования маленькими детьми, которые учатся, как надо чистить зубы.
Кроме применения для очистки зубов или десен пользователя, напальчник, соответствующий настоящему изобретению, также можно использовать для других целей. Например, напальчник можно использовать для очистки различной посуды, предметов или поверхностей и/или для полировки различных изделий. Например, в одном из вариантов реализации напальчник можно использовать для полировки серебра.
Напальчники, изготовленные в соответствии с настоящим изобретением, обычно выполнены из одноразовых материалов, таких как нетканые материалы, изготовленные из синтетических и/или целлюлозных волокон. Например, при использовании в качестве изделия для очистки рта, напальчник обычно включает текстурированную поверхность, приспособленную для того, чтобы протирать или очищать зубы или десны пользователя. Кроме того, напальчник также может включать эластичный компонент, предназначенный для придания способности принимать необходимую форму.
В частности, было обнаружено, что при формировании напальчника с эластичным нетканым материалом, соответствующим настоящему изобретению, полученный напальчник может плотно прилегать к пальцу пользователя, так что при использовании напальчник более надежно закрепляется на пальце. Кроме того, напальчник, соответствующий настоящему изобретению, может оставаться "дышащим", что при использовании обеспечивает удобство для пользователя, а также сохраняет возможность в основном предотвращать перенос жидкости с наружной поверхности напальчника на палец пользователя. Перенос жидкости можно регулировать путем использования влагонепроницаемого материала и/или путем использования материала, впитывающего жидкость.
Напальчник, соответствующий настоящему изобретению, обычно можно сформировать различными способами. В частности, в одном из вариантов реализации напальчник можно сформировать в виде однородной структуры из конкретного материала подложки, такой как эластомерный нетканый материал подложки. Кроме того, в другом варианте реализации настоящего изобретения напальчник можно сформировать из двух или большего количества секций материала подложки. В зависимости от необходимых характеристик напальчника секции могут быть одинаковыми или разными. Например, в одном из вариантов реализации напальчник формируется из двух секций, причем одна секция формируется из текстурированного нетканого материала, а вторая секция формируется из эластомерного нетканого материала.
На ФИГ.1-9 представлены различные варианты реализации напальчника, изготовленного в соответствии с настоящим изобретением. Обычно напальчник, соответствующий настоящему изобретению, можно использовать для нанесения лекарственных препаратов, мазей, удаления макияжа и т.п. Например, в одном из вариантов реализации, как показано на ФИГ.1, для очистки полости рта человека напальчник 10 можно надеть на палец 11.
Один из вариантов реализации напальчника, соответствующего настоящему изобретению, представлен на ФИГ.8. Как показано на чертеже, напальчник 10 формируется в виде однородной структуры, изготовленной из одного куска материала.
На ФИГ.2-4 изображен другой вариант реализации напальчника, соответствующего настоящему изобретению. Как показано на чертеже, вместо однородной структуры напальчник 10 изготовлен из первой секции 20 и второй секции 30. Обычно одна секция напальчника 10 может быть связана с другой секцией или присоединена к ней с образованием формы, соответствующей форме пальца, любым способом, известным в данной области техники, таким как клеевое, термическое или механическое связывание, так чтобы соединение секций могло привести к образованию формы кармана 12, предназначенного для того, чтобы в него можно было вставить палец. Например, в варианте реализации, изображенном на ФИГ.2, первая секция 20 присоединена к второй секции 30 с образованием формы, соответствующей форме пальца, по соответствующим наружным краям с помощью швов 40 с образованием напальчника 10, обладающего карманом 12. После того как каждая секция связана или соединена по швам 40, материал, образующий каждую секцию 20 и 30, можно обрезать рядом со швами, так чтобы образовался напальчник 10, обладающий формой, соответствующей форме пальца.
В одном из вариантов реализации настоящего изобретения для того, чтобы при использовании швы ощущались пальцем, как более мягкие, вдоль краев шва можно сделать множество надрезов. Надрезы, которые можно рассматривать, как микронадрезы, могут быть расположены вдоль шва на небольших расстояниях друг от друга. Например, надрезы могут находиться друг от друга на расстоянии менее 1 см, предпочтительно - менее примерно 0,5 см, а более предпочтительно - на расстоянии менее примерно 1 мм друг от друга. Надрезы могут располагаться в основном по всей ширине шва. Например, длина надрезов в зависимости от конкретного случая может составлять от примерно 0,1 см до примерно 0,5 см.
Микронадрезы можно сформировать на шве с помощью любого подходящего способа. Например, надрезы можно сделать с помощью вырубного штампа, лазерной технологии, ультразвуковых ножниц и т.п.
Как показано на ФИГ.5-6, в некоторых вариантах реализации напальчник 10 также можно вывернуть наизнанку, так чтобы швы 40 располагались внутри кармана 12. Например, как показано на ФИГ.6, швы 40 напальчника 10 можно завернуть в карман 12, так чтобы швы 40 оставались внутри напальчника 10, как это показано на ФИГ.5. Как показано на ФИГ.5, вывернутая наизнанку конфигурация может предоставить напальчник с улучшенным внешним видом. Кроме того, швы, находящиеся внутри, также могут обеспечить лучшее прилегание за счет создания более сильного трения о палец. В дополнение к этому в некоторых вариантах реализации вывернутая наизнанку конфигурация может придать напальчнику 10 повышенную стойкость к уплощению во время использования. Кроме того, выворачивание напальчника наизнанку может предотвратить раздражение рта швами при его использовании.
Для выворачивания напальчника наизнанку можно использовать различные способы. Например, напальчник можно вывернуть наизнанку с помощью сжатого газа, вакуума или механических средств. Например, один механический способ выворачивания напальчника наизнанку представлен на ФИГ.10. Как показано на чертеже, в этом варианте реализации напальчник 10 надевается на цилиндр 100. В цилиндре 100 имеется отверстие 104. Для выворачивания напальчника 10 наизнанку стержень 102, предпочтительно обладающий сжимающимся концом, используется для продавливания закрытого конца напальчника 10, пока напальчник полностью не войдет в отверстие 104. Во время этой операции напальчник 10 выворачивается наизнанку.
Как показано на ФИГ.1-4, в некоторых вариантах реализации первая секция 20 может обладать большей длиной, чем вторая секция 30, так чтобы первая секция 20 включала участок (или натягивающий язычок) 26, который выступает за край второй секции 30. Располагаясь за краем второй секции 30, участок 26 может облегчить надевание напальчника 10 на палец. В частности, пользователь может с удобством взяться на участок 26 для надевания напальчника 10 на палец. Натягивающий язычок может находиться не только на первой секции 20, но и располагаться на любом подходящем участке напальчника. Например, натягивающий язычок может находиться и на второй секции.
Кроме того, в другом варианте реализации натягивающий язычок 26 также может находиться в средней части напальчника 10, так чтобы пользователь мог потянуть за язычок 26 в направлении, перпендикулярном длине уплощенного напальчника. В результате язычок 26 может облегчить всовывание пальца в напальчник 10 за счет растягивания напальчника вверх при всовывании пальца внутрь.
Кроме того, хотя это специально и не показано, напальчник, соответствующий настоящему изобретению, может содержать щетинки на первой секции 20 и/или на второй секции 30, в особенности при использовании его в качестве изделия для очистки рта. Например, можно использовать щетинки, описанные в патентах США №№4617694, 5287584, которые включены в настоящее изобретение в качестве ссылки. Кроме того, в другом варианте реализации, как показано на ФИГ.9, для улучшения способности напальчника прилегать к пальцу, напальчнику 10 может быть придана конусообразная форма. В дополнение к этому, как показано на ФИГ.9, у напальчника 10 могут быть два открытых конца 70 и 72, так что палец может быть вставлен в него полностью.
В некоторых вариантах реализации настоящего изобретения также может оказаться желательным располагать напальчником 10, снабженным некоторыми предохранительными средствами. В частности, хотя напальчник, соответствующий настоящему изобретению, можно плотно надеть на палец, предохранительное средство может помочь обеспечению того, чтобы при использовании напальчник не попал в рот или горло пользователя. Точнее, предохранительное средство, соответствующее настоящему изобретению, можно прикрепить к одному пальцу пользователя, а напальчник надеть на другой палец. Например, как показано на ФИГ.7, один из вариантов реализации предохранительного средства, соответствующего настоящему изобретению, включает предохранительный участок 60, который можно обернуть вокруг пальца пользователя.
В одном из вариантов реализации настоящего изобретения, как показано на ФИГ.7, предохранительное средство также может включать соединительный участок 62, предназначенный для присоединения предохранительного участка 60 к напальчнику 10. При использовании соединительного участка 62 его можно присоединить к напальчнику с помощью множества хорошо известных методов связывания, таких как термическое, химическое или механическое связывание. Например, в одном из вариантов реализации соединительный участок 62 присоединен к напальчнику 10 с помощью клея. В другом варианте реализации соединительный участок 62 пришит к напальчнику 10.
Обычно соединительный участок 62 можно изготовить из различный материалов, таких как полоски, ленты, нити, нетканые материалы и т.п. В большинстве случаев соединительный участок 62 может обладать длиной, равной от примерно 1 до примерно 12 дюймов.
Обычно предохранительный участок 60 может обладать любой формой, такой чтобы предохранительный участок можно было надеть на палец. Например, в варианте реализации, представленном на ФИГ.8, предохранительный участок 60 сформирован таким образом, чтобы он обладал петлеобразной или кольцеобразной формой, так чтобы его можно было закрепить на пальце. Кроме того, предохранительный участок, обладающий некоторой формой, также может быть изготовлен из самого соединительного участка. Например, как показано на ФИГ.7, конец 61 соединительного участка 62 сложен и пришит к части 63 соединительного участка с образованием кольцеобразного предохранительного участка 60. Следует понимать, что конец 61 также можно присоединить к части 63 с помощью любого способа связывания, известного в данной области техники, такого как, например, термический, химический или механический способы связывания. Хотя это специально и не показано, предохранительный участок 60 также можно сформировать не из такого материала, из которого сформирован соединительный участок 62. При раздельном формировании предохранительный участок 60 можно присоединить для соединения с участком 62 с помощью любого способа связывания, известного в данной области техники, такого как, например, термический, химический или механический способы связывания.
Обычно предохранительный участок можно изготовить из того же материала, из которого изготовлен соединительный участок, или из другого материала. Например, в одном из вариантов реализации предохранительный участок 60 содержит эластичный материал, такой как эластомерный нетканый материал, который позволяет предохранительному участку более плотно прилегать к пальцу.
Как показано на ФИГ.7, когда соединительный участок 62 используется для присоединения предохранительного участка 60 к напальчнику 10, предохранительное средство, соответствующее настоящему изобретению, может эффективно предохранить напальчник 10 от попадания в рот или горло пользователя. В частности, когда напальчник 10 соскальзывает с пальца, пользователь может просто потянуть вниз за предохранительный участок 60. Это вытягивание вниз приводит к тому, что соединительный участок 62 вытягивает напальчник 10 изо рта, так чтобы пользователь не задохнулся.
Обычно напальчник, соответствующий настоящему изобретению, такой как представленный на ФИГ.1-9, можно изготовить из множества материалов. Например, в одном из вариантов реализации первая секция 20 и вторая секция 30 изготовлены из материала подложки. Однако следует понимать, что при использовании в настоящем изобретении подразумевается, что материал подложки, соответствующий настоящему изобретению, включает один или большее количество слоев волокнистых материалов. Обычно напальчник, изготовленный в соответствии с настоящим изобретением, может быть изготовлен из любого материала, использующегося в данной области техники для изготовления изделий для протирания.
Для большинства случаев применения напальчники, изготовленные в соответствии с настоящим изобретением, изготавливаются из нетканых материалов, содержащих эластичный компонент, который в настоящем изобретении называется "эластичным нетканым материалом". Эластичный нетканый материал представляет собой нетканый материал, содержащий неэластичные и эластичные компоненты или содержащий только эластичные компоненты.
В частности, эластичный компонент может образовывать отдельную секцию напальчника. Например, напальчник может быть изготовлен из двух или большего количества секций материала, которые включают первую секцию, изготовленную из неэластичного материала, и вторую секцию, изготовленную из эластичного материала. В одном из вариантов реализации неэластичный материал можно использовать для очистки зубов, десен и языка пользователя, тогда как эластичный материал можно использовать для обеспечения того, чтобы напальчник плотно прилегал к пальцу пользователя. В одном из вариантов реализации неэластичный материал может быть текстурирован для очистки зубов, десен и языка пользователя, тогда как эластичный материал обладает гладкой поверхности с целью использования для полировки зубов, десен и языка пользователя.
Альтернативно, напальчник может быть изготовлен из одного куска материала, который содержит эластичный компонент. Например, в этом варианте реализации эластичный компонент может представлять собой пленку, пряди, нетканые материалы или эластичные нити, включенные в слоистую структуру, которые хорошо подходят для протирки и очистки зубов. Неэластичные материалы, используемые в настоящем изобретении, обычно представляют собой нетканые материалы или пленки. В частности, нетканые материалы могут представлять собой материалы, полученные аэродинамическим способом из расплава, материалы фильерного способа производства, материалы из кардного прочеса и т.п. Материалы могут быть изготовлены из различных волокон, таких как синтетические или натуральные волокна.
Например, в одном из вариантов реализации для изготовления напальчника, соответствующего настоящему изобретению, можно использовать синтетические волокна, такие как волокна, полученные из термопластичных полимеров. В частности, подходящие волокна могут включать нити, полученные формованием из расплава, штапельные волокна, многоэлементные волокна, полученные формованием из расплава, и т.п.
Как хорошо известно в данной области техники, эти синтетические волокна или нити, использующиеся при изготовлении нетканого материала подложки, могут обладать любой подходящей морфологией и могут включать полые или сплошные, прямые или извитые, одноэлементные, сопряженные или двухкомпонентные волокна или нити и смеси или смески таких волокон и/или нитей.
Синтетические волокна, использующиеся в настоящем изобретении, могут быть сформованы из множества термопластичных полимеров, причем термин "термопластичный полимер" означает длинноцепочечный полимер, который повторно размягчается при воздействии тепла и в основном возвращается в свое исходное состояние после охлаждения до температуры окружающей среды. При использовании в настоящем изобретении термин "полимер" обычно включает (но не ограничивается только ими) гомополимеры, сополимеры, такие как, например, блок-, привитые, статистические и чередующиеся сополимеры, тройные сополимеры и т.п. и их смеси и модификации. При использовании в настоящем изобретении термин "смесь" означает смесь двух или большего количества полимеров. Кроме того, если не введены специальные ограничения, то термин "полимер" включает все возможные геометрические конфигурации молекулы. В число этих конфигураций входят (но не ограничиваются только ими) изотактическая, синдиотактическая и статистическая конфигурации.
Примеры термопластиков включают (но не ограничиваются только ими) поливинилхлориды, сложные полиэфиры, полиамиды, полифторуглеводороды, полиолефины, полиуретаны, полистиролы, поливиниловые спирты, капролактамы и сополимеры указанных выше соединений и эластомерные полимеры, такие как эластичные полиолефины, сополимеры простых и сложных эфиров, блок-сополимеры амидов с простыми эфирами, сополимеры этилена с винилацетатом (ЭВА), блок-сополимеры, обладающие общей формулой типа А-В-А' или А-В, такие как сополимер (стирол/этилен-бутен), стирол-поли(этилен-пропилен)-стирол, стирол-поли(этилен-бутилен)-стирол, (полистирол/поли(этилен-бутилен)/полистирол), поли-(стирол/этилен-бутилен/стирол), тетраблок-сополимеры типа А-В-А-В и т.п.
Для изготовления волокон имеется множество полиолефинов; например, такими подходящими полимерами являются полиэтилены, такие как выпускаемый компанией Dow Chemical линейный полиэтилен низкой плотности (ЛПНП) РЕ XU 61800.41 и полиэтилены высокой плотности 25355 и 12350. Волокнообразующие полипропилены включают выпускаемый компанией Exxon Chemical Company полипропилен Escorene® PD 3445 и компанией Montell Chemical Co. PF-304 и PF-015. В продаже имеются многие другие полиолефины и к ним относятся полибутилены и другие полимеры.
Примеры полиамидов и способов их синтеза приведены в книге "Polymer Resins", автор - Don E. Floyd, издательство - Library of Congress Catalog No. 66-20811, Reinhold Publishing, New York, 1966. Особенно полезными для промышленного применения являются найлон-6, найлон-6,6, найлон-11 и найлон-12. Эти полиамиды можно получить из многих источников, наряду с другими из таких, как компании Emster Industries of Sumter, South Carolina (найлоны Grilon® и Grilamid®), Atochem Inc., Polymers Division of Glen Rock, New Jersey (найлоны Rilsan®), Nyltech of Manchester, New Hampshire (grade 2169, найлон-6) и Custom Resins of Henderson, Kentucky (Nylene 401-D).
Как указано выше, синтетические волокна, прибавляемые в материал подложки, также могут включать штапельные волокна, которые можно прибавить для увеличения прочности, объемности, мягкости и гладкости материала подложки. Штапельные волокна могут включать, например, различные полиолефиновые волокна, волокна из сложных полиэфиров, найлоновые волокна, поливинилацетатные волокна, хлопковые волокна, волокна из искусственного шелка, волокна из недревесных растений и их смеси. Обычно штапельные волокна длиннее, чем целлюлозные волокна. Штапельные волокна могут увеличить прочность и мягкость готового изделия.
Волокна, использующиеся в материале подложки, соответствующем настоящему изобретению, также могут быть завиты или извиты. Волокна могут быть завиты или извиты, например, с помощью прибавления в волокна химического реагента или путем обработки волокон механическим способом. Завитые или извитые волокна могут привести к более значительному переплетению и объему пустот в материале и привести к дополнительному увеличению количества волокон, ориентированных в z-направлении, а также улучшить характеристики прочности материала.
Синтетические волокна, прибавляемые в материал подложки, также могут включать двухэлементные волокна. Двухэлементные волокна представляют собой волокна, которые содержат два материала, такие как (но не ограничиваясь только ими) находящиеся в параллельной конфигурации, в конфигурации матрица-волоконце, в которой полимер, образующий волоконце, обладает сложной конфигурацией сечения, или в конфигурации волокна с сердечником. В волокне с сердечником полимер, образующий оболочку, обладает более низкой температурой плавления, чем полимер, образующий сердечник, что облегчает термическое связывание волокон. Например, полимером, образующим сердечник, может являться нейлон или сложный полиэфир, а полимером, образующим оболочку, может являться полиолефин, такой как полиэтилен или полипропилен. Такие продажные двухэлементные волокна включают волокна "CELBOND" производства компании Hoechst Celanese Company.
Для изготовления напальчника, соответствующего настоящему изобретению, кроме прибавления синтетических волокон можно использовать целлюлозные волокна. Целлюлозные волокна, использующиеся при формировании материала подложки, могут представлять собой волокна из мягкой древесины, обладающие средней длиной волокна, превышающей 1 мм, а предпочтительно - от примерно 2 до примерно 5 мм в расчете на средневзвешенную длину волокна. Такие волокна могут включать крафт-волокна из мягкой древесины северных видов деревьев, волокна из красного дерева и волокна из сосны. В настоящем изобретении также могут быть использованы вторичные волокна, полученные из переработанных материалов. Кроме того, в настоящем изобретении также могут быть использованы целлюлозные волокна из твердой древесины, такие как эвкалиптовые волокна.
Кроме указанных выше волокон, в материал подложки можно также прибавить волокна из термомеханической целлюлозы. Как известно специалисту в данной области техники, термомеханическая целлюлоза представляет собой целлюлозу, которую в способе получения целлюлозы обычно варят меньше, чем обычные сорта целлюлозы. Термомеханическая целлюлоза обычно содержит жесткие волокна и содержит больше лигнина. Термомеханическую целлюлозу можно добавлять в материал подложки, соответствующий настоящему изобретению, для создания структуры с открытыми порами, что увеличивает объемность и впитывающую способность и улучшает стойкость по отношению к резкой усадке во влажном состоянии.
Если она включается, то термомеханическую целлюлозу можно добавлять в слой материала подложки в количестве, составляющем от примерно 10 до примерно 30% от массы волокон. При использовании термомеханической целлюлозы во время формирования материала предпочтительно прибавлять смачивающий реагент. Смачивающий реагент можно прибавлять в количестве, составляющем примерно 1% от массы волокон, а в одном из вариантов реализации он может представлять собой сульфированный гликоль.
Если для формирования материала подложки используются целлюлозные волокна, то материал также можно обработать химическим разрыхляющим реагентом, чтобы снизить прочность связей между внутренними волокнами. Подходящие разрыхляющие реагенты, которые можно использовать в настоящем изобретении, когда материал подложки содержит целлюлозные волокна, включают катионогенные разрыхляющие реагенты, такие как четвертичные диалкиламинные соли жирных кислот, четвертичные моноалкиламинные соли жирных кислот, соли первичных аминов, четвертичные соли имидазолина и соли аминов и ненасыщенных жирных кислот. Другие подходящие разрыхляющие реагенты раскрыты в патенте США №5529665, который включен в настоящее изобретение для ссылки. В одном из вариантов реализации разрыхляющим реагентом может являться четвертичный органический аммонийхлорид. В этом варианте реализации разрыхляющий реагент можно прибавить к загрузке волокон в количестве от примерно 0,1 до примерно 1% в расчете на полное количество загрузки волокон.
Кроме того, в некоторых вариантах реализации настоящего изобретения материал подложки, соответствующий настоящему изобретению, для придания ему дополнительной прочности также может быть подвергнут гидравлическому переплетению (или гидропереплетению). Гидропереплетенные материалы, также известные под названием кружевных материалов, являются материалами, которые подвергнуты воздействию вертикальных струй жидкости, которые переплетают волокна материала. Гидропереплетение материала обычно увеличивает прочность материала. Таким образом, в соответствии с настоящим изобретением для повышения прочности материала материал подложки, соответствующий настоящему изобретению, может быть подвергнут гидропереплетению. Например, в одном из материалов реализации материал подложки может включать HYDROKNIT® - нетканый композиционный материал, который содержит 70 мас.% целлюлозных волокон, которые гидравлически переплетены с образованием непрерывного волокнистого материала. Материал HYDROKNIT® продается компанией Kimberly-Clark Corporation of Neenah, Wisconsin. Гидравлическое переплетение можно выполнить с использованием обычного оборудования для гидравлического переплетения, такого как описанное, например, в патентах США №3585706, 5389202, раскрытие которых включено в настоящее изобретение для ссылки.
Как отмечено выше, для большинства случаев применения нетканые материалы, использующиеся для изготовления напальчника, содержат синтетические волокна. В случае нетканых материалов, содержащих значительные количества синтетических волокон, материалы могут быть связаны или другим образом соединены для увеличения прочности материала. Для связывания материалов, соответствующих настоящему изобретению, можно использовать разные способы. Такие способы включают связывание путем продувания воздуха и термическое точечное связывание, описанное в патенте США №3855046, который включен в настоящее изобретение для ссылки. Кроме того, в некоторых случаях могут быть использованы другие обычные средства связывания, такие как связывание в печи, ультразвуковое связывание, гидропереплетение или комбинация таких способов.
В одном из вариантов реализации используется термическое точечное связывание, которое связывает волокна друг с другом в соответствии с узором. Обычно площадь термического точечного связывания, независимо от того, является ли материал связанным по узору или разрыхленным по узору, может составлять порядка 50% или менее от общей площади связывания. Более предпочтительно, чтобы площади связывания в материалах, соответствующих настоящему изобретению, могли составлять порядка 40% или менее от общей площади связывания. Еще более предпочтительно, чтобы площади связывания в материалах, соответствующих настоящему изобретению, могли составлять порядка 30% или менее от общей площади связывания и они могут составлять порядка 15% или менее от общей площади связывания. Обычно для получения материалов подложки, соответствующих настоящему изобретению, может оказаться приемлемой типичная площадь связывания, составляющая менее примерно 10%, хотя в зависимости от конкретных характеристик, требующихся для готового изделия, в объем настоящего изобретения входят и другие общие площади связывания. В общем случае нижний предел доли площади связывания, пригодной для формирования нетканого материала, соответствующего настоящему изобретению, является таким, при котором выдергивание волокон чрезмерно ослабляет целостность поверхности и прочность материала. На долю площади связывания влияет целый ряд факторов, включая тип(ы) полимерных материалов, использующихся при формировании волокон или нитей нетканого материала, а также то, обладает ли нетканый материал одно- или многослойной волокнистой структурой, и т.п. Обнаружено, что подходящими являются площади связывания, находящиеся в диапазоне от примерно 15 до примерно 50%, а более предпочтительно - от примерно 15 до примерно 40%.
Предпочтительно, чтобы материалы подложки, изготовленные для использования в напальчнике, соответствующем настоящему изобретению, включали текстурированную поверхность, по которой напальчник соприкасается с зубами и деснами пользователя. Текстурированная поверхность может облегчить удаление остатков и пленки с зубов и десен. Текстурированную поверхность можно расположить на напальчнике только там, где напальчник будет соприкасаться с зубами и деснами, или же она может полностью покрывать наружную поверхность напальчника. В связи с этим представленный на ФИГ.3 вариант реализации настоящего изобретения включает вторую секцию 30, которая изготовлена из материала подложки, представляющего собой текстурированный нетканый материал. Если вторая секция 30 изготовлена из такого текстурированного нетканого материала, то напальчник 10 может более эффективно очищать зубы или десны. В частности, когда напальчник 10 надевается на палец, как это показано на ФИГ.1, вторую секцию 30 можно использовать для протирания зубов или десен того, кому это необходимо сделать.
Способ, с помощью которого текстурированная поверхность формируется на нетканом материале с целью использования в настоящем изобретении, может меняться в зависимости от того, какой конкретный результат необходим. В варианте реализации, представленном на ФИГ.3, вторая секция 30 изготовлена из нетканого материала, который подвергнут термическому точечному разрыхлению с образованием множества пучков ворса 31. При использовании в настоящем изобретении подложка, которая "подвергнута термическому точечному разрыхлению", означает подложку, на которой имеются приподнятые несвязанные участки или слабо связанные участки, которые окружены связанными участками. Например, как показано на ФИГ.3, пучки ворса 31 являются несвязанными или слабо связанными участками, которые образуют на поверхности нетканого материала выступы, создающие необходимую текстуру.
Предполагается, что подвергнутые термическому точечному разрыхлению абразивные поверхности, сформированные в соответствии с настоящим изобретением, являются уникальными и обеспечивают различные преимущества и достоинства не только при использовании в напальчниках, но и при использовании в других изделиях. Например, на ФИГ.14 представлен подвергнутый термическому точечному разрыхлению материал 76, изготовленный в целом в соответствии с настоящим изобретением. Наряду с использованием для изготовления напальчников предполагается, что этот материал также можно использовать в качестве абразивного материала в различных случаях, включая использование в шлифующих или полирующих изделиях, салфетках для мытья посуды, щетках и т.п. Такие материалы обладают полужесткими выступами некоторой высоты, в частности выступами, обладающими высотой, равной более примерно 0,02 дюйма.
Ранее изготавливали различные изделия, подвергнутые термическому точечному разрыхлению. В частности, материал, подвергнутый термическому точечному разрыхлению, обычно используется в качестве части застежки на ленте-липучке, обладающей петлями. Однако изготавливаемые ранее материалы не изготавливали с выступами или пучками ворса 31, представленными на ФИГ.14 и обладающими высотой, соответствующей настоящему изобретению. Авторы настоящего изобретения открыли не только новый способ изготовления материалов, подвергнутых термическому точечному разрыхлению, но и новое изделие, обладающее улучшенными абразивными характеристиками.
На ФИГ.15 представлен один из вариантов реализации способа изготовления материала 76, подвергнутого термическому точечному разрыхлению. Как показано на чертеже, нетканая основа 77 подается в зазор 82, образованный между первым фасонным валиком 77 и вторым гладким валиком 80. При прохождении основы через зазор 82 образуются пучки ворса 31. Как показано на чертеже, пучки ворса 31 окружены связанными, спрессованными участками.
Основа 77, использующаяся для изготовления материала 76, подвергнутого термическому точечному разрыхлению, может быть разной в зависимости от конкретного применения. В частности, основа 77 может быть однослойной или может включать множество слоев материала. Для большинства случаев применения полная поверхностная плотность основы 77 должна быть равна не менее 3 osy, а предпочтительно - от примерно 3 до примерно 9 osy. Для формирования пучков ворса 31 подходящей высоты необходима более значительная поверхностная плотность.
Для большинства случаев применения основа 77 также должна включать хотя бы один слой нетканого материала, который обладает большим отношением объема к массе. Примеры материалов, обладающих большим отношением объема к массе, включают нетканые материалы, полученные связыванием путем продувки воздуха и изготовленные из полимерных волокон и нитей. Нетканые материалы можно изготовить из извитых полимерных волокон и нитей и/или из волокон и нитей, обладающих фасонной формой сечения. Например, можно использовать извитые двухэлементные полиэтилен/полипропиленовые волокна. Фасонные волокна включают пятилепестковые волокна и полые волокна.
Кроме нетканых материалов, обладающих большой объемностью, основа 77 также может включать пленки. Например, в одном из вариантов реализации при изготовлении материала 76, подвергнутого термическому точечному разрыхлению, нетканый материал можно соединить с влагонепроницаемой барьерной пленкой.
Как показано на ФИГ.15, после выбора подходящей основы 77 основу пропускают через зазор 82. В одном из вариантов реализации материал 76, подвергнутый термическому точечному разрыхлению, формируется с помощью способа термического связывания. В частности, в одном из вариантов реализации фасонный валик 78 и/или гладкий валик 80 можно нагреть до температуры, достаточной для плавления и связывания основы 77 на участках между пучками ворса 31. Температура, до которой нагреваются валики 78 и 80, зависит от конкретного случая использования, а в особенности от материала, который используется для формирования основы 77. Температура, до которой нагреваются валики, также зависит от давления, воздействующего на основу 77.
В одном из вариантов реализации при изготовлении основ, содержащих полиэтиленовые волокна, валики можно нагреть до температуры, составляющей от примерно 230 до примерно 280°F, а предпочтительно - от примерно 240 до примерно 260°F. В большинстве случаев применения нагревают оба валика. Однако фасонный валик 78 можно нагреть до более высокой температуры, чем валик 80, и наоборот.
При изготовлении материала 76, подвергнутого термическому точечному разрыхлению, скорость основы, поступающей в зазор, натяжение основы и давление в зазоре являются важными факторами, которые при изготовлении продукта необходимо оптимизировать. Например, при использовании валиков обычного размера скорость, с которой основа проходит через зазор 82, может меняться от примерно 5 футов в минуту до примерно 100 футов в минуту.
Для изготовления материала 76, подвергнутого термическому точечному разрыхлению, кроме термического связывания можно использовать и ультразвуковое связывание. Ультразвуковое связывание можно выполнить с использованием стационарного устройства (не показано) или ротационного устройства, представленного на ФИГ.15. При ультразвуковом связывании фасонный валик 78 вибрирует, что вызывает формирование пучков ворса 31. Авторы настоящего изобретения открыли, что ультразвуковое связывание является более эффективным, чем термическое связывание. Также было установлено, что ультразвуковое связывание позволяет обрабатывать более толстые и тяжелые основы, чем термическое связывание. В частности, ультразвуковое связывание позволяет обрабатывать основы, обладающие поверхностной плотностью, достигающей 9 osy. Однако обычные системы термического связывания являются более подходящими для обработки основ, обладающих поверхностной плотностью, достигающей примерно 5 osy. Ультразвуковое связывание также приводит к небольшим изменениям морфологических характеристик поверхности по сравнению с обычным термическим связыванием.
Как показано выше, материал 76, подвергнутый термическому точечному разрыхлению, содержит пучки ворса, обладающие высотой, равной не менее примерно 0,02 дюйма. Более предпочтительно, чтобы высота пучков ворса менялась от примерно 0,01 до примерно 0,1 дюйма. Как показано на ФИГ.15, пучки ворса могут обладать круглой формой. Однако следует понимать, что пучки ворса 31 могут обладать любой подходящей формой. Например, пучки ворса могут быть квадратными, треугольными или даже обладать формой песочных часов.
Общая площадь поверхности связывания, окружающей пучки ворса 31, также может меняться в зависимости от конкретного случая применения. Для большинства случаев применения площадь поверхности связывания, окружающей пучки ворса, может составлять от примерно 15 до примерно 40% от площади поверхности материала, а предпочтительно - от примерно 20 до примерно 40% от площади поверхности материала.
В одном из конкретных вариантов реализации настоящего изобретения материал 76, подвергнутый термическому точечному разрыхлению, изготовлен из двух слоев основы. Первый слой основы представляет собой материал, связанный путем продувки воздуха, обладающий поверхностной плотностью, равной 3,25 osy. Материал можно изготовить из извитых двухэлементных полипропилен/полиэтиленовых волокон. С другой стороны, вторая основа представляет собой нетканый материал, связанный путем продувки воздуха и изготовленный из фасонных пятилепестковых волокон. Второй материал также может обладать поверхностной плотностью, равной примерно 3,25 osy. Оба материала одновременно подаются в зазор 82 и подвергаются ультразвуковому связыванию с образованием пучков ворса 31.
В другом альтернативном варианте реализации настоящего изобретения материал 76, подвергнутый термическому точечному разрыхлению, изготовлен из дышащей вытянутой полиэтиленовой пленки, расположенной между нетканым материалом, связанным путем продувки воздуха, обладающим поверхностной плотностью, равной примерно 3,5 osy, и материалом фильерного способа производства, обладающим поверхностной плотностью, равной примерно 0,5 osy. Первый нетканый материал может быть изготовлен из извитых двухэлементных волокон, а материал фильерного способа производства может быть изготовлен из полипропиленовых нитей.
Однако следует понимать, что материалы и условия, использованные для изготовления разрыхленного материала 76, могут меняться в зависимости от конечного назначения материала.
Кроме изготовления материалов, подвергнутых термическому точечному разрыхлению, имеется много других способов создания текстурированных поверхностей на материалах подложки и можно использовать множество других текстурированных материалов.
Примеры известных текстурированных нетканых материалов включают материалы, предназначенные для срочной транспортировки, ворсистые материалы, нетканые материалы, сформированные на проволочной сетке и т.п. Кроме того, для создания текстуры на изделии для протирания в материал подложки можно включать волокна, связанные путем продувки воздуха, такие как связанные путем продувки воздуха двухэлементные волокна фильерного способа производства или волокна, подвергнутые термическому точечному разрыхлению, такие как подвергнутые термическому точечному разрыхлению волокна фильерного способа производства.
В качестве материала подложки, соответствующего настоящему изобретению, можно использовать текстурированные материалы, обладающие выступами высотой от примерно 0,1 до примерно 2,5 мм, такие как материалы аэродинамического способа производства, сформированные на игольчатой поверхности или проволочной сетке. Еще одним примером материала, подходящего для использования в качестве текстурированного материала подложки, являются текстурированные совместно сформованные материалы. Обычно "совместное формование" означает способ, в котором хотя бы одна экструзионная головка аэродинамического способа производства расположена вблизи от желоба, по которому при формовании материала к нему прибавляются другие материалы. Такие другие материалы могут включать, например, целлюлозу, супервпитывающие частицы или целлюлозные или штапельные волокна. Способы совместного формования описаны в патентах США №№4818464 и 4100324. Материалы, полученные способом совместного формования, обычно называются совместно сформованными материалами.
В одном из вариантов реализации текстурированный материал может представлять собой петлеобразный материал. При использовании в настоящем изобретении петлеобразный материал означает материал, у которого имеется поверхность, которая хотя бы частично покрыта петлеобразными щетинками. Предполагается, что петлеобразные щетинки создают дополнительные преимущества по сравнению с обычными щетинками. В частности, характерная жесткость петлеобразной структуры позволяет использовать более тонкую пряжу и при данной жесткости соответственно увеличить площадь поверхности. Отсутствие острого кончика на петлеобразной щетинке может уменьшить абразивность, что связано с повреждением, которое мягкая ткань создает во рту.
Петлеобразные щетинки, которые можно использовать в настоящем изобретении, могут меняться в зависимости от конкретного случая применения. Например, жесткость петлеобразных щетинок можно менять, изменяя разные характеристики, включая высоту петли, собственные свойства петлеобразного материала, диаметр волокна, тип волокна и любой вид обработки после формования (например, нанесение химического покрытия), которому можно подвергнуть петлеобразный материал.
Обычно петлеобразные щетинки должны быть достаточно короткими, чтобы меньшей была вероятность зацепления петель за зубы или другие протираемые структуры, но и достаточно длинными, чтобы они могли эффективно очищать углубленные участки. Для большинства случаев применения длина петель должна быть менее примерно 20 мм, предпочтительно - от примерно 1 до примерно 5 мм, а более предпочтительно - от примерно 1,5 до примерно 3,5 мм. Высота петлеобразных щетинок на петлеобразном материале может быть одинаковой или разной. Петлеобразные щетинки могут образовывать на петлеобразном материале определенный узор или располагаться на петлеобразном материале случайным образом. Например, в одном из материалов реализации петлеобразные щетинки могут быть сгруппированы на петлеобразном материале в продольные и поперечные ряды. Петлеобразные щетинки могут располагаться вертикально или под любым подходящим углом к поверхности материала. Кроме того, петлеобразные щетинки могут располагаться на расстояниях друг от друга или могут быть расположены плотно друг к другу.
Петлеобразный материал можно изготовить с помощью целого ряда различных способов. Например, петли могут быть изготовлены на тканом материале или трикотажном материале. В одном из вариантов реализации петлеобразный материал получают путем изготовления петель на подложке с помощью игл. В других вариантах реализации петлеобразный материал можно изготовить с помощью процедуры гидропереплетения или его можно сформовать, например, с помощью процедуры инжекционного формования. Разумеется, также можно использовать любые другие подходящие способы, известные в данной области техники.
Петлеобразные щетинки можно изготовить из различных натуральных или синтетических материалов. Например, петлеобразные щетинки можно изготовить из полиэфира, найлона, полипропилена, полиэтилена, полимолочной кислоты и различных других полимеров. Петлеобразные щетинки также можно изготовить из натуральных волокон, включая хлопок и шерсть. Петлеобразные щетинки можно изготовить из мононитевой пряжи, многонитевой пряжи или из штапельных волокон.
Кроме того, пряжа может состоять из фасонных нитей, таких как многолепестковые нити. При использовании в настоящем изобретении термин "фасонные" нити или волокна означает нити или волокна, сечение которых не является круглым. Например, можно использовать пятилепестковые нити.
В соответствии с настоящим изобретением петлеобразные щетинки могут быть ароматизированными и неароматизированными. Кроме того, петлеобразные щетинки могут быть обработаны, например, соединениями фтора или другими добавками, описанными ниже, или быть необработанными.
Кроме того, петлеобразные щетинки можно изготовить из того же материала, что и материал подложки, на котором находятся петлеобразные щетинки, или их можно изготовить из другого материала. Например, как показано выше, щетинки можно изготовить на тканом или нетканом слое подложки с помощью игл. Петлеобразный материал также можно изготовить из одного слоя материала или же он может представлять собой слоистый материал. Например, слой подложки, содержащий петлеобразные щетинки, может быть приклеен к различным другим слоям. Например, слой подложки может быть приклеен к тканому слою, вязаному слою, нетканому слою, расширяющемуся слою, такому как слой из спандекса, слой, сформированный с вытяжкой, или слой сформированный с вытяжкой в шейку, или присоединен к различным нетканым материалам, включая нетканые материалы фильерного способа производства и нетканые материалы, полученные аэромическим способом из расплава, или к слоистому материалу вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства).
Для изменения характеристик петлеобразного материала этот материал можно подвергнуть различным видам последующей обработки. Например, материал можно подвергнуть стрижке, ворсованию, очистке или шлифовке. При таких видах обработки некоторые петли могут быть стерты и/или отрезаны. Например, в одном из вариантов реализации часть петель может быть сострижена. В другом варианте реализации такие стадии обработки можно использовать не для срезания петель, а для разлохмачивания петель, чтобы щетинки стали мягче.
В одном из вариантов конкретной реализации настоящего изобретения петлевой материал, использующийся в напальчнике, представляет собой петлевой материал, обычно использующийся для изготовления застежек на ленте-липучке. Например, можно использовать материал VELCRO loops No. 002 производства компании VELCRO, USA, Inc. Этот материал изготавливается с найлоновыми петлями. В альтернативном варианте реализации петлеобразный застегивающийся материал может быть эластичным. Эластичные тканые петлеобразные материалы включают VELSTRETCH Таре 9999 и MEDFLEX Таре 9399, продаваемые компанией VELCRO, USA, Inc.
Как указано выше, наряду с различными неэластичными материалами и, при необходимости, текстурированной поверхностью, напальчник, соответствующий настоящему изобретению, также может содержать эластомерный компонент.
Вследствие наличия эластомерного компонента напальчник, соответствующий настоящему изобретению, может лучше прилегать к пальцу пользователя. В связи с этим на ФИГ.2 представлен один из вариантов реализации настоящего изобретения, который включает напальчник, изготовленный из материала подложки, содержащего хотя бы один эластомерный компонент. В частности, первая секция 20 обычно изготавливается из материала подложки, который включает эластомерный нетканый материал. В некоторых вариантах реализации и вторая секция 30, и первая секция 20 изготавливаются из материала подложки, который включает эластомерный нетканый материал. Кроме того, в других вариантах реализации напальчник 10 можно изготовить из однородного материала основы, содержащего эластомерный компонент.
При включении в напальчник эластомерный компонент может обладать различной формой. Например, эластомерный компонент может представлять собой эластичные нити или секции, равномерно или случайным образом распределенные по материалу подложки. Альтернативно, эластомерный компонент может представлять собой эластичную пленку или эластичный нетканый материал. Эластомерный компонент может быть однослойным или может быть многослойным материалом.
Обычно в качестве эластомерного компонента в настоящем изобретении можно использовать любой материал, известный в данной области техники и обладающий эластомерными характеристиками. Пригодные эластомерные материалы могут включать (но не ограничиваются только ими) пленки, пеноматериалы, нетканые материалы и т.п. Например, подходящие эластомерные смолы включают блок-сополимеры, обладающие общей формулой А-В-А', где А и А' означают концевые блоки термопластичного полимера, которые содержат стирольный фрагмент, такой как поливиниларен, а В означает средний блок термопластичного полимера, такой как сопряженный диен или низший полиалкен. Блок-сополимеры образуют блоки А и А' и указанные блок-сополимеры охватывают линейные, разветвленные и радиальные блок-сополимеры. В связи с этим радиальные блок-сополимеры можно обозначить формулой (А-В)m-Х, где Х означает полифункциональный атом или молекулу, а каждый (А-В)m- связан с Х таким образом, что А является концевым блоком. В радиальном блок-сополимере Х может представлять собой органический или неорганический полифункциональный атом или молекулу, a m является целым числом, равным количеству функциональных групп, первоначально содержавшихся в X. Обычно m равно не менее чем 3, и часто равно 4 или 5, но не ограничивается этими значениями. Таким образом, в настоящем изобретении термин "блок-сополимер" и, в частности, блок-сополимер "А-В-А" и "А-В" охватывает все блок-сополимеры, включающие такие каучукообразные блоки и термопластичные блоки, которые, как показано выше, можно экструдировать (например, с помощью аэродинамического способа из расплава) и в которых не налагаются ограничения на количество блоков. Эластомерный нетканый материал можно сформировать, например, из эластомерных блок-сополимеров (полистирол/поли(этилен-бутилен)/полистирол). Примерами таких промышленно выпускающихся эластомерных сополимеров являются, например, материалы, известные под названием KRATON®, выпускающиеся компанией Shell Chemical Company of Houston, Texas. Блок-сополимеры KRATON® выпускаются в нескольких различных рецептурах, ряд из которых описан в патентах США №№4663220, 4323534, 4834738, 5093422 и 5304599, которые включены в настоящее изобретение для ссылки.
При реализации вариантов настоящего изобретения можно использовать полимеры, представляющие собой эластомерные тетраблок-сополимеры вида А-В-А-В. Такие полимеры обсуждены в патенте США №5332613. В таких сополимерах А означает термопластичный блок полимера, а В означает изопреновое мономерное звено, гидрированное в основном до образования мономерного звена системы поли(этилен-пропилен). Примером такого тетраблок-сополимера является эластомерный блок-сополимер поли(этилен-пропилен)-стирол-поли(этилен-пропилен), или SEPSEP, выпускаемый компанией Shell Chemical Company of Houston, Texas под торговым названием KRATON® G-1657.
Другие типичные эластомерные материалы, которые можно использовать, включают полиуретановые эластомерные материалы, такие как, например, выпускающийся под торговым названием ESTANE® компанией В. F. Goodrich & Со. или MORTHANE®, выпускающийся компанией Morton Thiocol Corp., полиэфирные эластомерные материалы, такие как, например, выпускающийся под торговым названием HYTREL® компанией Е. I. DuPont De Nemours & Company, и материал известный под торговым названием ARNITEL®, ранее выпускавшийся компанией Akzo Plastics ofAmhem, Holland, а теперь выпускающийся компанией DSM ofSittard, Holland.
Другим подходящим материалом является блок-сополимер амида со сложным эфиром, обладающий формулой
где n означает положительное целое число, РА означает полиамидный полимерный сегмент, а РЕ означает полиэфирный полимерный сегмент. В частности, блок-сополимер амида со сложным эфиром обладает температурой плавления, равной от примерно 150 до примерно 170°С, измеренной в соответствии со стандартом ASTM D-789; индексом расплава, равным от примерно 6 г за 10 мин до примерно 25 г за 10 мин, измеренным в соответствии со стандартом ASTM D-1238, условия Q (235°С, загрузка 1 кг); модулем упругости при изгибе, равным от примерно 20 до примерно 200 МПа, измеренным в соответствии со стандартом ASTM D-790; пределом прочности на разрыв, равным от примерно 29 до примерно 33 МПа, измеренным в соответствии со стандартом ASTM D-638, и относительным удлинением при разрыве, равным от примерно 500 до примерно 700%, измеренным в соответствии со стандартом ASTM D-638. Конкретная реализация блок-сополимера амида со сложным эфиром обладает температурой плавления, равной примерно 152°С, измеренной в соответствии со стандартом ASTM D-789; индексом расплава, равным примерно 7 г за 10 мин, измеренным в соответствии со стандартом ASTM D-1238, условия Q (235°С, загрузка 1 кг); модулем упругости при изгибе, равным примерно 29,50 МПа, измеренным в соответствии со стандартом ASTM D-790; пределом прочности на разрыв, равным примерно 29 МПа, измеренным в соответствии со стандартом ASTM D-638, и относительным удлинением при разрыве, равным примерно 650%, измеренным в соответствии со стандартом ASTM D-638. Различные марки таких материалов выпускаются под торговым названием РЕВАХ® компанией ELF Atochem Inc. of Glen Rock, New Jersey. Примеры использования таких полимеров описаны в патентах США №№4724184, 4820572 и 4923742.
Эластомерные полимеры также могут включать сополимеры этилена с хотя бы одним виниловым мономером, таким как, например, винилацетаты, ненасыщенные алифатические одноосновные карбоновые кислоты и сложные эфиры таких одноосновных карбоновых кислот. Эластомерные сополимеры и формирование эластомерных нетканых материалов из этих эластомерных сополимеров раскрыты, например, в патенте США №4803117.
Термопластичные эластомерные сополимеры сложных эфиров включают сополимеры простых и сложных эфиров, обладающие общей формулой

где G выбран из группы, включающей поли(оксиэтилен)-альфа, омега-диол, поли(оксипропилен)-альфа, омега-диол, поли(окситетраметилен)-альфа, омега-диол, и а и b означают положительные целые числа, включая значения 2, 4 и 6, m и n означают положительные целые числа, включая значения 1-20. Такие материалы обычно обладают относительным удлинением при разрыве, равным от примерно 600 до примерно 750%, измеренным в соответствии со стандартом ASTM D-638, и температурой плавления, равной от примерно 350 до примерно 400°F (от 176 до 205°С), измеренной в соответствии со стандартом ASTM D-2117.
Примерами таких материалов из сополимеров сложных эфиров, имеющихся в продаже, например, являются: материал, известный под торговым названием ARNITEL®, ранее выпускавшийся компанией Akzo Plastics of Amhem, Holland, а теперь выпускающийся компанией DSM ofSittard, Holland, и материал, известный под названием HYTREL® и выпускающийся компанией Е. I. Du Pont De Nemours of Wilmington, Delaware. Формирование эластомерного нетканого материала из эластомерных материалов, изготовленных из сополимеров сложных эфиров, раскрыто, например, в патенте США №4741949 и в патенте США №4707398.
Эластомерные олефиновые полимеры выпускает компания Exxon Chemical Company of Baytown, Texas под торговым названием ACHIEVE® для полимеров на основе пропилена и EXACT® и EXCEED® для полимеров на основе этилена. Компания Dow Chemical Company of Midland, Michigan выпускает полимеры, продающиеся под названием ENGAGE®. Компания Еххоп обычно называет использующиеся в ее технологии металлоценовые катализаторы "одноцентровыми" катализаторами, а компания Dow называет их катализаторами "с геометрическими ограничениями" под названием INSIGHT®, чтобы отличить их от традиционных катализаторов Циглера-Натта, у которых имеется множество реакционных центров.
При включении эластомерного компонента, такого как описанный выше, в материал подложки, соответствующий настоящему изобретению, часто желательно, чтобы эластомерный материал образовывал эластичный слоистый материал с одним или большим количеством слоев, таких как пеноматериалы, пленки, перфорированные пленки и/или нетканые материалы. Эластичный слоистый материал обычно содержит слои, которые можно связать друг с другом, так чтобы хотя бы один слой обладал характеристиками эластичного полимера. Примеры эластичных слоистых материалов включают (но не ограничиваются только ими) слоистые материалы, сформированные с вытяжкой, и слоистые материалы, сформированные с вытяжкой в шейку.
Эластичный компонент, использующийся в материалах, сформированных с вытяжкой в шейку, материалах, сформированных с вытяжкой, слоистых материалах, сформированных с вытяжкой, слоистых материалах, сформированных с вытяжкой в шейку, и других аналогичных слоистых материалах, можно изготовить из таких материалов, как описанные выше, которые сформованы в пленки, такие как микропористая пленка, волокнистые материалы, такие как материал, изготовленный из волокон, полученных аэродинамическим способом из расплава, или в пеноматериалы. В частности, пленку можно изготовить путем экструзии эластомерного полимера с наполнителем и последующей ее вытяжки для того, чтобы сделать пленку микропористой.
Из экструдированных полимеров также можно сформировать волокнистые эластичные материалы. Например, как указано выше, в одном из вариантов реализации волокнистый материал может содержать волокна, полученные аэродинамическим способом из расплава. Волокна могут быть непрерывными или прерывистыми. Материал, полученный аэродинамическим способом из расплава, обычно изготавливают путем экструзии термопластичного полимерного материала через фильеру с получением волокон. Когда расплавленный полимер выходит из фильеры, подаваемая под высоким давлением текучая среда, такая как нагретый воздух или пар, утончает расплавленные полимерные нити с образованием тонких волокон. Вокруг потока горячего воздуха подают холодный воздух, чтобы охладить волокна и вызвать их затвердевание. Затем волокна случайным образом осаждают на перфорированную поверхность и получают материал. Материал обладает целостностью, но при необходимости может дополнительно быть подвергнут связыванию.
Однако следует понимать, что кроме материалов, полученных аэродинамическим способом из расплава, в соответствии с настоящим изобретением можно использовать и другие волокнистые материалы. Например, в альтернативном варианте реализации эластичные материалы фильерного способа производства также можно получить из волокон фильерного способа производства. Материалы фильерного способа производства обычно получают нагреванием термопластичной полимерной смолы до температуры, не меньшей температуры ее размягчения, последующим ее экструдированием через многоканальный мундштук с образованием непрерывных волокон, которые затем можно пропускать через блок вытяжки волокон. Волокна, выходящие из блока вытяжки волокон, распределяют по перфорированной поверхности, где они формируются в материал и затем связываются, например, с помощью химических термических или ультразвуковых средств.
В одном из вариантов реализации эластичный элемент может представлять собой вытянутый и вытянутый в шейку слоистый материал. При использовании в настоящем изобретении вытянутый и вытянутый в шейку слоистый материал означает слоистый материал, изготовленный из комбинации слоистого материала, сформированного с вытяжкой в шейку, и слоистого материала, сформированного с вытяжкой. Примеры вытянутых и вытянутых в шейку слоистых материалов раскрыты в патентах США №№5114781 и 5116662, которые включены в настоящее изобретение для ссылки. Особым преимуществом является то, что вытянутый и вытянутый в шейку слоистый материал может растягиваться в продольном и поперечном направлениях. Кроме того, вытянутый и вытянутый в шейку слоистый материал можно изготовить с нетканой подложкой, которая является текстурированной. В частности, вытянутый и вытянутый в шейку слоистый материал можно изготовить таким образом, чтобы он включал нетканый лицевой слой, который сосборивается, так что образуется текстурированная поверхность. Таким образом, вытянутый и вытянутый в шейку слоистый материал можно использовать для формирования всего напальчника, обладающего растяжимостью в двух направлениях и текстурированной поверхностью, предназначенной для очистки зубов и десен пользователя.
Наряду с включением неэластичного компонента или эластичного компонента напальчник, соответствующий настоящему изобретению, может дополнительно содержать влагонепроницаемый барьерный элемент, который включается в материал подложки, соответствующий настоящему изобретению, или приклеивается к нему. Такой барьерный элемент может предотвращать или хотя бы сводить к минимуму протекание с наружной стороны напальчника путем создания барьера для прохождения жидкости с напальчника на находящийся в нем палец. Например, как показано на ФИГ.4, может быть предоставлен слой материала или пленка, образующая влагонепроницаемый барьерный элемент 50, который может выступать в качестве барьера между наружной частью напальчника 10 и пальцем. Кроме того, как показано на ФИГ.4, в этом варианте реализации влагонепроницаемый барьерный элемент 50 может выступать в качестве подкладки только для второй секции 30, когда первая секция 20 такой подкладкой не обладает. Однако также следует понимать, что влагонепроницаемый барьерный элемент 50 может выступать в качестве подкладки и для первой секции 20, и для второй секции 30. Кроме того, влагонепроницаемый барьерный элемент 50 можно нанести на напальчник асимметрично или неравномерно, так чтобы один участок напальчника являлся в основном влагонепроницаемым, а другой - нет. Следует понимать, что влагонепроницаемый барьерный элемент 50 можно наносить на напальчник 10 в виде слоя материала подложки или в виде наружной подкладки для материала подложки. Кроме того, также следует понимать, что влагонепроницаемый барьерный элемент 50 может составлять единое целое со структурой материала подложки, так чтобы он не образовывал на нем отдельную подкладку.
В одном конкретном случае применения влагонепроницаемый барьерный элемент может использоваться для прикрепления щетинок к материалу подложки. Например, в одном из вариантов реализации щетинки или петлеобразные щетинки могут быть сформированы на материале подложки путем прокалывания иглами. В соответствии с этим способом в материале подложки могут быть проделаны отверстия, которые будут позволять жидкости проникать через поверхность напальчника во внутреннюю часть напальчника. В этом случае применения влагонепроницаемый барьерный элемент можно наносить на материал подложки в виде внутренней подкладки не только для того, чтобы сделать материал подложки влагонепроницаемым, но и для прикрепления щетинок к поверхности материала подложки.
В одном из вариантов реализации настоящего изобретения влагонепроницаемый барьерный элемент 50 можно изготовить из влагонепроницаемых пластмассовых пленок, таких как полиэтиленовые или полипропиленовые пленки. Обычно такие пластмассовые пленки являются непроницаемыми для газов и паров воды, а также для жидкостей.
Хотя полностью влагонепроницаемые пленки могут предотвратить перетекание жидкости с наружной стороны напальчника на палец, использование таких влаго- и паронепроницаемых барьерных элементов иногда может привести к относительно неудобному уровню влажности, создающемуся в напальчнике 10.
Поэтому в некоторых вариантах реализации желательно использовать дышащие влагонепроницаемые барьерные элементы. При использовании в настоящем изобретении термин "дышащий" означает, что барьерный элемент или пленка является проницаемой для паров и газов. Другими словами, "дышащие барьерные элементы" и "дышащие пленки" допускают прохождение через себя паров воды и газов, но не обязательно жидкостей.
Например, некоторые подходящие дышащие влагонепроницаемые барьерные элементы могут включать барьерные элементы, такие как раскрытые в патенте США №4828556, который во всей своей полноте включен в настоящее изобретение для ссылки. Дышащий барьерный элемент является многослойным тканеобразным барьерным элементом, состоящим не менее чем из трех слоев. Первым слоем является пористый нетканый материал; вторым слоем, который связан с одной стороной первого слоя, является непрерывная пленка из поливинилового спирта (ПВС); а третьим слоем, который связан или со вторым слоем, или с другой стороной первого слоя, которая не связана со вторым слоем, является другой пористый нетканый материал. Второй слой сплошной пленки из ПВС не является микропористым, что означает, что он в основном не содержит пустот, которые соединяют верхнюю и нижнюю поверхности пленки.
В других случаях для того, чтобы пленки стали дышащими, их можно сделать микропористыми. Микропоры образуют то, что часто называют извилистыми проходами сквозь пленку. Жидкость, попавшая на одну сторону пленки, не может прямо просочиться через пленку. Напротив, сетка микропористых каналов, находящихся в пленке, препятствует просачиванию воды, но допускает прохождение паров воды.
В некоторых случаях дышащие влагонепроницаемые барьерные элементы изготавливаются из полимерных пленок, которые содержат какое-либо подходящее вещество, такое как карбонат кальция. Пленки делаются дышащими путем вытяжки пленок с наполнителем для создания микропористых каналов, которые образуются при отрыве полимера от карбоната кальция во время вытяжки. В некоторых вариантах реализации можно использовать слои дышащей пленки толщиной от примерно 0,01 до примерно 5 мил (1 мил = 0,001 дюйма), а в других вариантах реализации - от примерно 0,01 до примерно 1,0 мил.
Пример дышащего, но стойкого к проникновению жидкости материала раскрыт в патенте США №5591510, который включен в настоящее изобретение для ссылки. Текстильный материал содержит дышащий наружный слой из бумажной массы и слой дышащего влагонепроницаемого нетканого материала. Материал также включает термопластичную пленку, в которой имеется множество отверстий, которые позволяют пленке быть дышащей, но не допускают непосредственного просачивания жидкости.
В дополнение к указанным выше пленкам в настоящем изобретении можно использовать различные другие дышащие пленки. Один тип пленки, которую можно использовать, представляет собой непористую сплошную пленку, которая вследствие своей молекулярной структуры может образовывать паропроницаемый барьер. Различные полимерные пленки, относящиеся к этому типу, включают пленки, изготовленные с использованием количества поливинилового спирта, поливинилацетата, этиленвинилового спирта, полиуретана, этиленметилакрилата и этиленметилакриловой кислоты, достаточного для того, чтобы сделать их дышащими. Хотя авторы настоящего изобретения не намерены приходить к заключению об определенном механизме действия пленок, предполагается, что пленки, изготовленные из таких полимеров, солюбилизируют молекулы волы и обеспечивают перенос этих молекул с одной стороны пленки на другую. В связи с этим для того, чтобы сделать такие пленки влагонепроницаемыми, но паропроницаемыми, они могут быть изготовлены в достаточной степени сплошными, т.е. непористыми.
Другие дышащие влагонепроницаемые барьерные элементы, которые можно использовать в настоящем изобретении, раскрыты в патентной заявке США, порядковый номер 08/928787 с названием "Breathable, Liquid-Impermeable Apertured Film/Nonwoven Laminate and Process for Making the Same", которая во всей своей полноте включена в настоящее изобретение для ссылки. В частности, в настоящем изобретении можно использовать дышащие пленки и/или перфорированные пленки. Такие пленки можно включить в слоистую структуру. В одном из вариантов реализации дышащий, влагонепроницаемый, перфорированный слоистый материал вида пленка/нетканый материал можно образовать из слоя нетканого материала, слоя перфорированной пленки и слоя дышащей пленки. Слои могут быть расположены так, что слой перфорированной пленки или слой дышащей пленки присоединен к слою нетканого материала.
В частности, в другом варианте реализации настоящего изобретения можно использовать перфорированную пленку, которая изготовлена из термопластичной пленки, включая пленки, выполненные из полиэтилена, полипропилена, сополимеров пропилена или этилена, и пленки с карбонатом кальция в качестве наполнителя. Конкретные методики перфорирования, использующиеся для получения слоя перфорированной пленки, могут быть разными. Пленка может формироваться в виде перфорированной пленки или может формироваться в виде сплошной, неперфорированной пленки и затем подвергаться операции механического перфорирования.
При изготовлении напальчника, соответствующего настоящему изобретению, влагонепроницаемые барьерные слои, описанные выше, можно использовать по отдельности или включать в слоистый материал. При включении в слоистый материал этот слоистый материал может включать различные нетканые материалы в комбинации с влагонепроницаемым барьерным слоем. Например, влагонепроницаемые барьерные слоистые материалы можно формировать с помощью различных способов, таких как например, аэродинамические способы формирования из расплава, фильерные способы, способы совместного формования, способы (фильерный способ производства)/(аэродинамический способ формирования из расплава)/(фильерный способ производства) (SMS), (фильерный способ производства)/(аэродинамический способ формирования из расплава) (SM), и способы формирования из кардного прочеса. Например, в одном варианте реализации нетканый слой влагонепроницаемого слоистого барьерного материала, соответствующий настоящему изобретению, представляет собой материал с конфигурацией (фильерный способ производства)/(аэродинамический способ формирования из расплава)/(фильерный способ производства) (SMS) и/или (фильерный способ производства) /(аэродинамический способ формирования из расплава) (SM). Материал SMS описан в патенте США №4041203, который во всей своей полноте включен в настоящее изобретение для ссылки. Другие продукты и способы SMS описаны, например, в патентах США №№5464688, 5169706 и 4766029, которые во всей своей полноте включены в настоящее изобретение для ссылки. Обычно материал SMS содержит материал, полученный аэродинамическим способом из расплава, расположенный между двумя наружными материалами фильерного способа производства. Такие слоистые материалы SMS выпускает компания Kimberly-Clark Corporation под названием Spunguard® и Evolution®. Слои фильерного способа производства в материалах SMS придают долговечность, а внутренний барьерный слой, полученный аэродинамическим способом из расплава, придает пористость и при прикосновении придает дополнительное ощущение, похожее на ощущение от ткани. По аналогии со слоистым материалом SMS, слоистый материал SM представляет собой слой фильерного способа производства, соединенный со слоем, полученным аэродинамическим способом из расплава.
При формировании напальчника, соответствующего настоящему изобретению, с влагонепроницаемым барьерным элементом барьерный элемент может быть связан с другими слоями изделия для протирания целым рядом различных способов. Термическое связывание, клеевое связывание, ультразвуковое связывание, экструзионное нанесение и т.п. являются просто примерами различных способов связывания, которые можно использовать в настоящем изобретении для соединения влагонепроницаемого барьерного элемента с волокнистым слоем напальчника.
В некоторых вариантах реализации любой из указанных выше слоев и/или материалов также может быть окрашен или ему может быть придана окраска, так чтобы сформировать материал подложки или влагонепроницаемый барьерный элемент, обладающий конкретным цветом. Например, в одном из вариантов реализации влагонепроницаемый барьерный элемент 50 может обладать цветным фоном. В частности, можно использовать белые пучки ворса, цветные пучки ворса и/или белый оксид титана в качестве фона.
Как показано выше, напальчник, соответствующий настоящему изобретению, можно изготовить из различных компонентов, которые обладают различными особенностями. Например, напальчник может включать неэластичный компонент, эластичный компонент и влагонепроницаемый барьерный элемент. При необходимости на напальчнике может находиться текстурированная поверхность, предназначенная для облегчения протирания и очистки зубов и десен. Кроме того, напальчник может быть изготовлен из однослойных материалов или многослойных материалов, а также из различных материалов и волокон. Теперь будет обсужден один конкретный вариант реализации напальчника, изготовленного в соответствии с настоящим изобретением, представленный на ФИГ.2.
В этом варианте реализации напальчник 10 включает первую секцию 20, термически связанную со второй секцией 30. Вторая секция 30 предназначена для соприкосновения с зубами и деснами пользователя, а первая секция 20 изготовлена из эластичного слоистого материала, предназначенного для придания напальчнику способности приобретать облегающую форму.
Точнее, в этом варианте реализации вторая секция представляет собой трехслойный слоистый материал. Этот слоистый материал включает внутренний полипропиленовый слой фильерного способа производства, средний влагонепроницаемый барьерный слой и наружный двухкомпонентный слой, полученный аэродинамическим способом из расплава, который образует наружную поверхность напальчника.
Полипропиленовый слой фильерного способа производства изготовлен из полипропиленовых нитей фильерного способа производства и может обладать поверхностной плотностью, равной от примерно 0,3 до примерно 1,0 osy, а предпочтительно может обладать поверхностной плотностью, равной примерно 0,5 osy. С другой стороны, влагонепроницаемый барьерный слой может представлять собой пленку, изготовленную из линейного полиэтилена низкой плотности, содержащего карбонат кальция в качестве наполнителя. Пленка может быть подвергнута вытяжке для образования пор, делающих пленку дышащей, но остающейся в основном влагонепроницаемой. Влагонепроницаемый барьерный слой может обладать поверхностной плотностью, равной от примерно 0,2 до примерно 1,0 osy, а предпочтительно может обладать поверхностной плотностью, равной примерно 0,5 osy. Полипропиленовый слой фильерного способа производства может быть связан с влагонепроницаемым барьерным слоем с помощью клея.
В альтернативном варианте реализации внутренний полипропиленовый слой фильерного способа производства можно заменить на нетканый материал, изготовленный из двухэлементных полипропилен/полиэтиленовых волокон. С другой стороны, средний влагонепроницаемый барьерный слой может представлять собой пленку, изготовленную из смеси полимеров, такую как пленка CATALLOY, продаваемая компанией Pliant Corporation.
Наружный слой может представлять собой материал фильерного способа производства или материал, связанный путем продувки воздуха, изготовленный из двухэлементных полипропилен/полиэтиленовых нитей в параллельной конфигурации. Наружный слой может обладать поверхностной плотностью, равной от примерно 1,0 до примерно 5,0 osy, а предпочтительно может обладать поверхностной плотностью, равной от примерно 2,0 до примерно 4,0 osy. Альтернативно, сам наружный слой может обладать слоистой структурой. Например, можно использовать двухрядный способ, при котором слой волокон большего диаметра формируется на слое волокон меньшего диаметра.
Наружный двухэлементный слой фильерного способа производства может быть соединен с другими слоями с помощью способа термического точечного связывания, такого как способ точечного фасонного разрыхления. Точнее, слои можно подвергнуть точечному разрыхлению с образованием текстурированной поверхности. Например, как показано на ФИГ.2, режим точечного разрыхления можно сделать таким, чтобы круглые пучки ворса выступали из поверхности слоистого материала.
Как отмечено выше, первая секция 20 представляет собой эластичный слоистый материал. Например, первая секция 20 может представлять собой листовой слоистый материал, сформированный с вытяжкой. Листовой слоистый материал, сформированный с вытяжкой, может включать эластичные пряди, изготовленные из эластомерного материала, расположенные между двумя полипропиленовыми слоями фильерного способа производства. Эластичные пряди можно, в частности, изготовить из блок-сополимера стирол-(этилен-бутилен)-стирол, такого как KRATON G 2740 производства компании Shell Chemical Company. Слоистый материал, сформированный с вытяжкой, может обладать поверхностной плотностью, равной от примерно 1,0 до примерно 5 osy, предпочтительно - от примерно 1,5 до примерно 3,5 osy, а более предпочтительно - от примерно 2,0 до примерно 3,0 osy.
Вместо листового слоистого материала, сформированного с вытяжкой, первая секция 20 может представлять собой листовой слоистый материал, сформированный с вытяжкой в шейку. Листовой слоистый материал, сформированный с вытяжкой в шейку, может включать эластичную полиэтиленовую пленку, полученную с помощью металлоценового катализатора, расположенную между двумя полипропиленовыми слоями фильерного способа производства. Слои и фильерного способа производства могут обладать поверхностной плотностью, до вытяжки равной примерно 0,45 osy. С другой стороны, полиэтиленовая пленка может обладать поверхностной плотностью, равной от примерно 0,5 до примерно 1,5 osy.
Первую секцию 20 можно присоединить к второй секции 30 с помощью разных способов. Например, как показано на ФИГ.2, первую секцию 20 можно с помощью ультразвукового способа связать со второй секцией 30 по противоположным краям, чтобы образовался карман для размещения пальца.
После того как первая секция 20 и вторая секция 30 связаны друг с другом, излишек материала можно отрезать и удалить из напальчника. Обычно для удаления излишка материала можно использовать любой подходящий способ резки. Например, материал можно отрезать с помощью струи воды высокого давления, известной под названием водяного ножа, или можно отрезать с помощью обычного механического устройства, такого как резак или ножницы. В одном из вариантов реализации первую секцию 20 и вторую секцию 30 можно одновременно связать друг с другом и отрезать от материалов, из которых они изготавливаются. Например, для связывания и резки материалов за одну стадию можно использовать ультразвуковую энергию.
Размеры напальчника, который формируется в соответствии с настоящим изобретением, будут зависеть от конкретного применения и цели, с которой должен использоваться напальчник. Например, напальчник может быть изготовлен таким, чтобы подходить для пальца взрослого человека или для пальца ребенка. Кроме того, напальчник может быть изготовлен таким, чтобы надеваться на два пальца. Для большинства напальчников, предназначенных для одного пальца, изделие для протирания должно обладать длиной, равной от примерно 1 до примерно 5 дюймов, со средней шириной в уплощенном состоянии, равной от примерно 0,5 до примерно 1,5 дюйма. При изготовлении для надевания на два пальца в зависимости от эластичности изделия для протирания напальчник может обладать средней шириной, равной от примерно 0,75 до примерно 2,5 дюйма.
На ФИГ.11-13 представлены три других варианта реализации напальчников, изготовленных в соответствии с настоящим изобретением. В этих вариантах реализации текстурированный материал представляет собой петлеобразный материал. Например, на ФИГ.1 в общем виде представлен напальчник 110. Напальчник 110 включает первую секцию 120, термически связанную, пришитую или присоединенную другим способом к второй секции 130. Вторая секция 130 включает текстурированную поверхность, которая представляет собой петлеобразный материал, содержащий множество щетинок 132.
В этом варианте реализации петлеобразный материал 130 представляет собой трикотажный материал. Петлеобразные щетинки 132 расположены на этом материале регулярным образом. В частности, петлеобразные щетинки 132 образуют ряды на поверхности напальчника 110.
Как показано на ФИГ.11, щетинки 132 расположены по всей поверхности второй секции 130. Однако следует понимать, что петлеобразные щетинки могут располагаться на конкретном участке, например, только на конце напальчника или на всех поверхностях напальчника. Например участок, занятый петлеобразными щетинками, может обладать круглой, овальной или любой другой подходящей формой.
Первая секция 120 может быть изготовлена из различных материалов. Например, в одном из вариантов реализации первая секция 120 может быть изготовлена из эластичного материала, такого как слоистый материал, сформированный с вытяжкой. На ФИГ.12 в общем виде представлена другой альтернативный вариант реализации напальчника 210. В этом варианте реализации напальчнику 210 придана такая форма, чтобы он надевался на два пальца 212.
Напальчник 210 включает первую секцию 220 и вторую секцию 230. Вторая секция 230 представляет собой петлеобразный материал, содержащий петлеобразные щетинки 232. В этом варианте реализации петлеобразные щетинки 232 плотно упакованы на петлеобразном материале 230 и размещены случайным образом. Петлеобразный материал 230 аналогичен части застежки на ленте-липучке, обладающей петлями. Как показано на чертеже, петлеобразный материал 230 включает не только петлеобразные щетинки 232, но и слой подложки 234. Слой подложки 234 может быть изготовлен из различных материалов, включая эластичные материалы, такие как материалы спандекс.
На ФИГ.13 в общем виде представлен другой альтернативный вариант реализации напальчника 310. В этом варианте реализации напальчник 310 включает первую секцию 320, связанную со второй секцией 330. На второй секции 330 имеется множество крючков 334. В одном из вариантов реализации поверхность, содержащую крючки, можно использовать для очистки соседней поверхности.
В альтернативном варианте реализации напальчник 310 дополнительно включает петлеобразный материал 312, содержащий петлеобразные щетинки 332. Как показано на чертеже, петлеобразные щетинки 332 расположены на обеих сторонах петлеобразного материала 312. В этом случае одна сторона петлеобразного материала 312 может быть присоединена к второй секции 330 с помощью застегивания, такого как застегивание ленты-липучки. Нанесенный на вторую секцию 330 петлеобразный материал затем можно использовать в качестве чистящей поверхности.
В этом варианте реализации петлеобразный материал 312 можно снять с напальчника 310 и при необходимости заменить. Поэтому такой вариант реализации обычно называется напальчником, обладающим сменным компонентом.
В альтернативной варианте реализации напальчника, представленном на ФИГ.13, вторая секция 330 вместо включения множества крючков 334 может быть изготовлена из нетканого материала, на котором имеется петлеобразная застегивающая поверхность. В этом варианте реализации материал 312 может включать петлеобразные щетинки 332 с одной стороны материала и может включать застегивающиеся крючки на противоположной стороне этого же материала. В этом случае крючки, расположенные на материале 312, можно соединить с поверхностью второй секции 330.
В вариантах реализации, представленных на ФИГ.11, 12 и 13, материал, содержащий петлеобразные щетинки, может быть неэластичным или эластичным. Однако при использовании эластичного материала, содержащего петлеобразные щетинки, из этого материала может быть изготовлен весь напальчник. Например, эластичному материалу, содержащему петлеобразные щетинки, такому как VELSTRETCH Таре, 9999 или MEDFLEX Таре, 9399 производства компании VELCRO, USA, Inc., можно придать трубчатую форму и затем соединить по краям. Полученное изделие будет обладать способностью приобретать облегающую форму и включать наружную протирающую поверхность, содержащую петлеобразные щетинки.
В еще одном варианте реализации крючкообразные структуры могут быть приклеены к подложке эластичного материала, содержащей петлеобразные щетинки, как это показано выше. В этом варианте реализации эластичный петлеобразный материал можно обернуть вокруг пальца и скрепить с самим собой с помощью крючкообразных структур. После закрепления на пальце материал можно использовать для протирания соседней поверхности.
На ФИГ.16 в общем виде представлен еще один вариант реализации напальчника 410, изготовленного в соответствии с настоящим изобретением. Как показано на чертеже, изделие для протирания зубов 410 представляет собой изделие для протирания зубов, надевающееся на два пальца. Точнее, напальчник 410 включает два изделия для протирания зубов, надевающихся на один палец, которые соединены друг с другом, так что одновременно можно очищать обе стороны зубов. Каждое из изделий для протирания включает первую секцию 420, соединенную со второй секцией 430, на которой имеется текстурированная поверхность. Два изделия для протирания соединены друг с другом с помощью соединительного участка 450. В одном из вариантов реализации соединительный участок 450 можно изготовить из нити для очистки межзубных промежутков.
Обычно на напальчник также можно нанести различные химические добавки. Например, на напальчник, соответствующий настоящему изобретению, можно нанести любой материал, химикат или добавку, обычно наносимую на ватные шарики, тампоны или марлю. Примеры таких добавок могут включать (но не ограничиваются только ими) лекарственные препараты, мази против пеленочного дерматита, спирты, пероральные анестетики, реагенты для удаления макияжа и т.п. Кроме того, на напальчник, соответствующий настоящему изобретению, можно нанести различные другие добавки, химикаты и материалы. Например, некоторые добавки можно наносить, когда напальчник используется в качестве изделия для очистки рта. Например, в одном из вариантов реализации на напальчник можно нанести катионогенные полимеры. Катионогенные полимеры могут способствовать очистке зубов и/или десен, поскольку они обычно обладают хорошей способностью притягивать отрицательно заряженные бактерии и вредные кислотные побочные продукты, которые накапливаются в зубном налете. Одним примером катионогенного полимера, пригодного для использования в настоящем изобретении, является хитозан (поли-N-ацетилглюкозамин, производное хитина) и соли хитозана. Хитозан и его соли являются натуральными биополимерами, которые обладают и гемостатическими, и бактериостатическими характеристиками. Вследствие этого хитозан может способствовать уменьшению кровотечения, уменьшать количество зубного налета и ослаблять гингивит.
Кроме хитозана и солей хитозана на напальчник, соответствующий настоящему изобретению, можно нанести любой другой катионогенный полимер. Например, в одном из вариантов реализации в настоящем изобретении используются катионогенные крахмалы. Одним таким подходящим катионогенным крахмалом является, например, COBOND, выпускающийся компанией National Starch. В другом варианте реализации можно использовать катионогенные материалы, представляющие собой олигомерные соединения. В некоторых вариантах реализации можно использовать комбинации катионогенных материалов.
Кроме отмеченных выше химических добавок, на напальчник, соответствующий настоящему изобретению, можно нанести различные другие добавки. Например, можно использовать другие хорошо известные стоматологические реагенты. Примеры таких стоматологических реагентов включают (но не ограничиваются только ими) альгинаты, растворимые соли кальция, фосфаты, фториды, такие как фторид натрия (NaF) и фторид двухвалентного олова (SnF2) и т.п. Кроме того, на напальчник, соответствующий настоящему изобретению, можно нанести масло мяты и смеси масел мяты. Например, в одном варианте реализации на напальчник можно нанести масло мяты перечной. Кроме того, в другом варианте реализации можно нанести смесь масло мяты/этанол. Также можно использовать компоненты масла мяты (например, ментол, карвон). В дополнение к этому на напальчник можно нанести различные увлажняющие реагенты. Примеры увлажняющих реагентов включают пероксиды и источники пероксидов in situ, такие как пероксид карбамида.
Кроме того, в некоторых вариантах реализации напальчник также может содержать противоязвенный компонент. В частности, один из вариантов реализации настоящего изобретения может включать компонент, предназначенный для борьбы с Н. pylori. Обычно в настоящем изобретении можно использовать любое соединение, известное в данной области техники в качестве противоязвенного или уничтожающего H. pylori. Например, в одном из вариантов реализации можно использовать соли висмута. Одна особенно эффективная соль висмута, основной цитрат висмута, более подробно описана в патенте США №5834002, который во всей своей полноте включен в настоящее изобретение для ссылки. Другим примером подходящей соли висмута является PEPTO-BISMOL, продаваемый компанией The Procter & Gamble Company и содержащий основной салицилат висмута. Кроме солей висмута, другие примеры подходящих противоязвенных добавок включают (но не ограничиваются только ими) тетрациклин, эритромицин, клоритромицин и другие антибиотики. Кроме того, можно использовать и другие добавки, применимые для лечения пептической язвы, такие как Н2-блокаторы, омепразол, сукралфат и метронидазол.
Кроме добавок, указанных выше, на напальчник можно наносить и другие добавки. Такие материалы могут включать (но не ограничиваться только ими) вкусовые добавки, противомикробные реагенты, консерванты, полирующие реагенты, гемостатические реагенты, поверхностно-активные вещества и т.п. Примеры подходящих вкусовых добавок включают различные сахара, реагенты, освежающие дыхание и искусственные подсластители, а также натуральные вкусовые добавки, такие как корица, ваниль и цитрусы. Кроме того, в одном из вариантов реализации в качестве вкусовой добавки можно использовать ксилит, который при растворении во рту создает холодящий эффект и является противокариесным средством. Как отмечено выше, на напальчник, соответствующий настоящему изобретению, можно наносить консерванты, такие как метилбензоат или метилилпарабен. Эти добавки можно нанести на напальчник в чистом виде или их можно капсулировать для консервирования добавок и/или для предоставления добавки замедленного выделения.
Рекомендованные полирующие реагенты включают (но не ограничиваются только ими) бикарбонат кремния и натрия. Рекомендованные противомикробные или антибактериальные реагенты включают (но не ограничиваются только ими) триклозан, тимол, эвкалиптол, ментол, метилсалицилат, хлоргексидин, гексетидин, пероксид водорода и пероксид карбамида. Рекомендованные противокариесные реагенты включают (но не ограничиваются только ими) триклозан, ксилит и фториды. Рекомендованные реагенты для удаления зубного налета включают (но не ограничиваются только ими) триклозан, ментол, тимол, эвкалиптол, метилсалицилат и цетилпиридинийхлорид.
Кроме того, на напальчник, соответствующий настоящему изобретению, можно нанести различные другие добавки и их комбинации. В частности, примерами различных материалов, которые можно использовать в настоящем изобретении в качестве добавок, являются добавки, описанные в патентах США №№3902509, 5445825, которые включены в настоящее изобретение для ссылки. Хотя различные конкретные добавки специально указаны выше, следует понимать, что на напальчник, соответствующий настоящему изобретению, обычно можно нанести любую добавку. Эти добавки можно нанести на напальчник в чистом виде или их можно капсулировать для консервирования добавок и/или для предоставления добавки замедленного выделения.
Обычно химические добавки, описанные выше, можно нанести на напальчник, соответствующий настоящему изобретению, с помощью целого ряда способов, известных в данной области техники. Например, добавки можно нанести на напальчник с использованием насыщающей системы, такой как раскрытая в патенте США №5486381, который включен в настоящее изобретение для ссылки. Кроме того, добавки можно нанести путем печати, валиком, шпателем, путем распыления, распылительной сушки, в виде пены, кистью и т.д., что хорошо известно в данной области техники. Кроме того, добавки можно нанести в виде смеси расплавленных солей или совместно экструдировать на напальчник. В дополнение к этому, в другом варианте реализации химическими добавками можно пропитать материал при его изготовлении, что хорошо известно в данной области техники. Следует понимать, что при нанесении на напальчник, как это показано выше, добавки можно наносить на материал подложки до или после того, как материал подложки вырезается или связывается с образованием напальчника, соответствующего настоящему изобретению. Кроме того, также следует понимать, что при необходимости различные добавки, растворы и химикаты потребитель может нанести на напальчник непосредственно перед его использованием.
В другом варианте реализации добавка капсулируется, а затем наносится на напальчник. Капсулирование представляет собой процедуру, с помощью которой материал или смесь материалов покрывают другим материалом или смесью материалов или включают в них. Этот способ обычно используется в пищевой и фармацевтической промышленности. Материал, на который наносится покрытие или который включается в другие материалы, обычно является жидкостью, хотя он может быть и твердым веществом или газом и в настоящем изобретении называется материалом ядра. Материал, который образует покрытие, называется материалом-носителем. В данной области техники известно множество способов капсулирования, которые могут использоваться в настоящем изобретении, включая распылительную сушку, распылительное охлаждение, коацервацию, нанесение покрытия в псевдоожиженном слое, захват липосомами, ротационное суспензионное разделение и экструзию.
Для капсулирования пищевых продуктов и вкусовых добавок обычно используют распылительную сушку. Для подготовки материала к распылительной сушке материал-носитель растворяют в воде. К этому раствору прибавляют компонент ядра и тщательно перемешивают. Обычно соотношение материала носителя к материалу ядра составляет 4:1, хотя можно использовать более значительные или меньшие отношения. Смесь гомогенизируют и затем направляют в аппарат для распылительной сушки, в котором он распыляется в поток горячего воздуха. Вода испаряется и остаются высушенные частицы, содержащие материал ядра, включенный в матрицу носителя.
Подходящие материалы-носители включают (но не ограничиваются только ими) камеди, гуммиарабик, модифицированные крахмалы, желатин, производные целлюлозы и маль-тодекстрины. Подходящие материалы ядра наряду с различными добавками, отмеченными выше, включают (но не ограничиваются только ими) вкусовые добавки, натуральные масла, добавки, подсластители, стабилизаторы.
Независимо от способа, использующегося для нанесения химических добавок на напальчник, добавки можно наносить на напальчник в виде водного раствора, неводного раствора, масла, лосьона, крема, суспензии, геля и т.п. При использовании водного раствора он может содержать различные жидкости, такие как различные растворители и/или воду. Кроме того, раствор часто может содержать более одной добавки. В некоторых вариантах реализации добавки, наносимые с помощью водного раствора или другим способом составляют примерно менее 80% от массы напальчника. В других вариантах реализации добавки можно наносить в количестве, составляющем менее примерно 50% от массы напальчника.
Кроме того, в некоторых вариантах реализации добавки можно наносить на напальчник асимметрично, чтобы снизить затраты и довести до максимума рабочие характеристики напальчника. Например, в одном из вариантов реализации на плоский листовой материал подложки асимметрично наносят покрытие из конкретного вещества, а затем вырезают и связывают с формированием напальчника, соответствующего настоящему изобретению, так что добавками покрыта только поверхность, использующаяся для очистки зубов. В другом варианте реализации напальчник вырезается и связывается, а затем на него асимметрично наносится покрытие из конкретного реагента.
Перед отправкой и продажей напальчник, соответствующий настоящему изобретению, можно поместить в различную герметичную упаковку, так чтобы сохранить добавку, нанесенную на напальчник или для того, чтобы содержать напальчник в стерильной среде. Различные упаковочные материалы, которые можно использовать, включают пленки из сополимера этилена с виниловым спиртом (ЭВС), слоистые материалы, состоящие из пленки и фольги, металлизированные пленки, многослойные пластмассовые пленки и т.п. В зависимости от назначения упаковка может быть полностью непроницаемой или может быть избирательно проницаемой для ароматизаторов.
Настоящее изобретение может быть лучше понято, если обратиться к приведенным ниже примерам:
ПРИМЕРЫ
Испытаны различные напальчники, изготовленные в соответствии с настоящим изобретением. Напальчники изготовлены с использованием различных материалов в соответствии с описаниями в последующих примерах. Напальчники изготовлены из материалов с использованием ультразвуковой сварки для формирования швов. В каждом из последующих примеров, если не указано иного, каждый напальчник изготовлен из формы, обладающей длиной, равной от примерно 2,75 до примерно 3,0 дюйма. Напальчники изготовлены с открытым концом для вставки пальца и с закрытым концом. Ширина напальчника в уплощенном состоянии уменьшается на конус от открытого конца к закрытому концу. Ширина формы на открытом конце находится в диапазоне от 1,063 до 1,25 дюйма. Ширина на закрытом конце находится в диапазоне от 0,8 до 0,9 дюйма. После формирования напальчники нарезаются на куски длиной от 1,0 до 3,0 дюйма. Ширина отверстия обычно находится в диапазоне от 0,6 до 1,0 дюйма (ширина внутренней части). При наличии натягивающего язычка длина язычка находится в диапазоне от 0,2 до 0,8 дюйма.
ПРИМЕР 1
Напальчник, соответствующий настоящему изобретению, формируется следующим образом. А именно, первая секция, изготовленная из слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению, с помощью ультразвуковой сварки связывается с листовым слоистым материалом, сформированным с вытяжкой (SBL) с использованием аппарата для ультразвуковой сварки Branson 920 IW. Слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, образует переднюю часть напальчника, а листовой SBL образует заднюю часть напальчника.
Слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, получают термическим связыванием полипропиленового материала фильерного способа производства, листа дышащей пленки и двухэлементного материала фильерного способа производства. Лист дышащей пленки помещают между материалами фильерного способа производства.
Полипропиленовый материал фильерного способа производства обладает поверхностной плотностью, равной 0,5 osy. Двухэлементный материал фильерного способа производства изготовлен из двухэлементных нитей, обладающих полиэтиленовым элементом и полипропиленовым элементом, находящимися в параллельной конфигурации. Двухэлементный материал фильерного способа производства обладает поверхностной плотностью, равной 2,5 osy. Лист дышащей пленки изготовлен из линейного полиэтилена низкой плотности, содержащего карбонат кальция в качестве наполнителя. Пленка подвергнута вытяжке для образования микропористой пленки. Пленка обладает поверхностной плотностью, равной 0,5 osy.
Двухэлементный материал фильерного способа производства термически связан с пленочным слоистым материалом путем точечного разрыхления, которое приводит к текстурированию. В частности, на стороне слоистого материала, на которой находится двухэлементный материал фильерного способа производства, образованы круглые пучки ворса. Во время связывания верхний связывающий валик, создающий точечное разрыхление, нагревают до 260°F, а нижний связывающий валик нагревают до 240°F.
С другой стороны, листовой материал SBL включает волокна эластичного материала, расположенные между двумя полипропиленовыми слоями фильерного способа производства. Использованный эластичный материал представляет собой блок-сополимер KRATON G2740 S-EB-S производства компании Shell Oil Company. Листовой материал SBL обладает поверхностной плотностью, равной 2,5 osy. Для ультразвукового связывания листового материала SBL со слоистым материалом фильерного способа производства, подвергнутым точечному разрыхлению, в качестве опоры использована фасонная магниевая связывающая пластина.
При проведении ультразвуковой сварки двухэлементный слой фильерного способа производства материала фильерного способа производства, подвергнутого точечному разрыхлению, размещают рядом со слоем листового материала SBL, так чтобы выпуклости текстуры располагались по другую сторону от листового материала SBL. После ультразвуковой сварки излишек материала обрезают по краям и напальчник выворачивают наизнанку, так чтобы швы располагались внутри, а выпуклости текстуры - снаружи. На напальчник наносят масло мяты перечной и затем напальчник используют для очистки зубов взрослого человека.
ПРИМЕР 2
Напальчник, описанный в Примере 1, изготовлен и пропитан маслом мяты перечной. Затем напальчник используется взрослым для очистки рта ребенка, начинающего ходить.
ПРИМЕР 3
Изготовлен напальчник, соответствующий Примеру 1. Напальчник погружен в сок от нарезанного мяса и затем используется взрослым для очистки рта собаки.
ПРИМЕР 4
Изготовлен напальчник, соответствующий Примеру 1. Однако в этом примере двухэлементный листовой материал фильерного способа производства слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению, обладает поверхностной плотностью, равной 3,6 osy. Во время проведения точечного разрыхления верхний связывающий валик нагревают до 270°F, а нижний связывающий валик нагревают до 240°F. После изготовления напальчник выворачивают наизнанку и обрабатывают маслом мяты перечной. Затем напальчник используется для очистки зубов взрослого человека.
ПРИМЕР 5
Изготовлен напальчник, аналогичный напальчнику, описанному в Примере 1. Однако в этом варианте реализации двухэлементный листовой материал фильерного способа производства слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению, представляет собой связанный путем продувки воздуха двухэлементный волокнистый материал, обладающий поверхностной плотностью, равной 1,8 osy. Двухэлементные нити содержат полиэтиленовый элемент и полипропиленовый элемент, находящиеся в параллельной конфигурации. Во время проведения точечного разрыхления верхний связывающий валик нагревают до 260°F, а нижний связывающий валик нагревают до 240°F. После изготовления напальчник выворачивают наизнанку, так чтобы выступы текстуры, описанные в Примере 1, находились на наружной стороне.
ПРИМЕР 6
Напальчник изготовлен в соответствии с описанием в Примере 5. Однако в этом примере связанный путем продувки воздуха двухэлементный волокнистый материал обладает поверхностной плотностью, равной 2,5 osy. Кроме того, двухэлементный материал окрашен в желтый цвет.
ПРИМЕР 7
Напальчник изготовлен в соответствии с описанием в Примере 1. Однако в этом примере слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, заменен на многослойный слоистый материал, который включает слоистый материал вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства), который приклеен к полосе петлеобразного материала, являющегося компонентом застежки на ленте-липучке. Слоистый материал вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства) обладает полной поверхностной плотностью, равной 1,0 osy. Слоистый материал включает внутренний слой, полученный аэродинамическим способом из расплава, с поверхностной плотностью, равной 0,4 osy, изготовленный из полипропиленовых волокон. Два наружных слоя фильерного способа производства также изготовлены из полипропилена.
Петлеобразный материал представляет собой материал VELCRO loop 2000 производства компании VELCRO, USA, Inc.
Полученный многослойный материал с помощью ультразвуковой сварки связывают со слоистым материалом, сформированным с вытяжкой, описанным в Примере 1, так что слой материала вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства) располагается рядом со слоем слоистого материала, сформированного с вытяжкой. Петлеобразный материал образует лицевую сторону напальчника. Напальчник обрабатывают ароматизирующей композицией, включающей масло мяты курчавой и мяты перечной и затем используется для очистки рта взрослого человека.
ПРИМЕР 8
Напальчник изготовлен в соответствии с описанием в Примере 1 и использован для удаления макияжа. Однако в этом примере слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, заменен на листовой материал, полученный совместным формованием. Листовой материал, полученный совместным формованием, представляет собой материал, полученный аэродинамическим способом из расплава, содержащий 50 мас.% целлюлозных волокон и 50 мас.% полипропиленовых волокон. Листовой материал, полученный совместным формованием, обладает поверхностной плотностью, равной 1,2 osy. Листовой материал, полученный совместным формованием, с помощью ультразвуковой сварки связывают со слоистым материалом, сформированным с вытяжкой, описанным в Примере 1.
В этом примере напальчник не выворачивают наизнанку. Кроме того, секция напальчника, изготовленная из листового материала, полученного совместным формованием, длиннее секции, изготовленной из слоистого материала, сформированного с вытяжкой, и образует натягивающий язычок. Затем напальчник погружают в спирт и используют для удаления макияжа.
ПРИМЕР 9
Изготовлен напальчник, аналогичный напальчнику, описанному в Примере 1. В этом примере двухэлементный материал фильерного способа производства, содержащийся в слоистом материале фильерного способа производства, подвергнутом точечному разрыхлению, обладает поверхностной плотностью, равной 3,5 osy. Во время проведения точечного разрыхления верхний связывающий валик нагревают до 270°F, а нижний связывающий валик нагревают до 250°F.
Однако, в отличие от Примера 1, вместо использования листового слоистого материала, сформированного с вытяжкой, слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, с помощью ультразвуковой сварки связывают со слоистым материалом, сформированным с вытяжкой в шейку. Слоистый материал, сформированный с вытяжкой в шейку, получают вклеиванием полиуретановой пленки, обладающей поверхностной плотностью, равной 15 г/м2, между двумя лицевыми слоями полипропиленового материала фильерного способа производства. Для изготовления слоистого материала, сформированного с вытяжкой в шейку, используется клей Findley Н2525А производства компании Findley, Inc. Лицевые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,5 osy. Лицевые материалы фильерного способа производства вытянуты в шейку до ширины, составляющей 30% от их исходной ширины.
После связывания слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению, со слоистым материалом, сформированным с вытяжкой в шейку, напальчник выворачивают наизнанку, так чтобы выступы текстуры образовывали наружную поверхность напальчника. На напальчник наносят масло мяты перечной и затем его используют для очистки рта взрослого человека.
ПРИМЕР 10
Изготовлен напальчник, аналогичный напальчнику, описанному в Примере 1, с использованием того же слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению. Однако, в отличие от Примера 1, в качестве эластичного материала вместо слоистого материала, сформированного с вытяжкой, используют слоистый материал, сформированный с вытяжкой. Слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, с помощью ультразвуковой сварки связывают со слоистым материалом, сформированным с вытяжкой.
Слоистый материал, сформированный с вытяжкой в шейку, содержит полиэтиленовую пленку с поверхностной плотностью, равной 15 г/м2, полученную с помощью металлоценового катализатора, вклеенную между двумя лицевыми слоями полипропиленового материала фильерного способа производства. Лицевые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,5 osy. Лицевые материалы фильерного способа производства вытянуты в шейку до ширины, составляющей 45% от их исходной ширины.
После связывания слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению, со слоистым материалом, сформированным с вытяжкой в шейку, напальчник выворачивают наизнанку, так чтобы выступы текстуры образовывали наружную поверхность напальчника. На напальчник наносят масло мяты перечной и затем его используют для очистки рта взрослого человека.
ПРИМЕР 11
Изготовлен напальчник, аналогичный напальчнику, описанному в Примере 9. Однако в этом примере листовой слоистый материал, сформированный с вытяжкой в шейку, формируют путем вклеивания полиамидной эластичной пленки (пленки РЕВАХ-2533 производства компании Elf Atochem), обладающей поверхностной плотностью, равной 15 г/м2, между двумя лицевыми слоями двунаправленно растяжимого полипропиленового материала фильерного способа производства. Лицевые полипропиленовые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,3 osy. При связывании с эластичной пленкой лицевые полипропиленовые материалы фильерного способа производства вытягивают в шейку до ширины, составляющей 40% от их исходной ширины, а затем делают их извитыми, так чтобы их длина уменьшилась на 50%.
Слоистый материал, сформированный с вытяжкой в шейку, с помощью ультразвуковой сварки связывают со слоистым материалом фильерного способа производства, подвергнутым точечному разрыхлению. Полученный напальчник выворачивают наизнанку и обрабатывают маслом мяты перечной. Обнаружено, что листовой слоистый материал, сформированный с вытяжкой в шейку, обладает эластичностью в двух направлениях. Напальчник затем используют для очистки рта взрослого человека.
ПРИМЕР 12
Напальчник, описанный в Примере 1, изготовлен из слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению, с помощью ультразвуковой сварки связанного со слоистым материалом, сформированным с вытяжкой. Полная поверхностная плотность листового материала фильерного способа производства, подвергнутого точечному разрыхлению, равна 0,3 osy.
На напальчник нанесена следующая добавка.
После погружения в указанный выше водный раствор напальчнику дают высохнуть и запаивают в пластмассовую пленку. По истечении некоторого периода времени напальчник, предназначенный для протирания, извлекают и используют для обработки рта пользователя.
ПРИМЕР 13
Изготовлен напальчник, аналогичный описанному в Примере 1. В этом примере слоистый материал, подвергнутый точечному разрыхлению, обладает полной поверхностной плотностью, равной 2,75 osy. Затем вместо сваривания со слоистым материалом, сформированным с вытяжкой, слоистый материал, подвергнутый точечному разрыхлению, склеивают с эластомерным сополимером простого и сложного эфира, обработанным аэродинамическим способом из расплава (сополимер простого и сложного эфира ARNITEL ЕМ400 производства компании DSM Enginering Plastics). Материал, изготовленный из сополимера простого и сложного эфира, обработанного аэродинамическим способом из расплава, обладает поверхностной плотностью, равной примерно 2 osy.
ПРИМЕР 14
Изготовлен напальчник, аналогичный описанному в Примере 1. В этом варианте реализации слоистый материал, подвергнутый точечному разрыхлению, обладает поверхностной плотностью, равной 2,75 osy.
В этом примере слоистый материал, подвергнутый точечному разрыхлению, сварен со слоистым материалом вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства), который склеен с тонкой полоской эластичного материала, обычно использующегося в качестве резинки для ног в подгузниках. А именно, слоистый материал вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства) обладает полной поверхностной плотностью, равной 1,0 osy, причем внутренний слой, полученный аэродинамическим способом из расплава, обладает поверхностной плотностью, равной 0,4 osy. Эластичная полоска обладает шириной 1 см и приклеена к слоистому материалу вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства). Эластичная полоска включает эластичные пряди, расположенные между двумя полипропиленовыми лицевыми слоями фильерного способа производства.
Полученный напальчник, изготовленный сваркой слоистого материала вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства) с листовым материалом фильерного способа производства, подвергнутым точечному разрыхлению, является эластичным вследствие наличия эластичной полоски, присоединенной к слоистому материалу вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства). Эластичная полоска не является равномерно эластичной. Напальчник изготовлен таким образом, чтобы после всовывания пальца в напальчник эластичная полоска оставалась между первым и вторым суставами пальца взрослого человека.
ПРИМЕР 15
Альтернативный вариант реализации напальчника, изготовленного в соответствии с настоящим изобретением, получают следующим образом. В этом примере напальчник включает первую секцию, изготовленную из слоистого материала вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства), сваренную со второй секцией, изготовленной из слоистого материала, сформированным с вытяжкой в шейку. Слоистый материал вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства) образует переднюю сторону напальчника, а слоистый материал, сформированный с вытяжкой в шейку, образует заднюю сторону.
Слоистый материал вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства) изготовлен из полипропилена и обладает полной поверхностной плотностью, равной 0,8 osy.
С другой стороны, слоистый материал, сформированный с вытяжкой в шейку, аналогичен слоистому материалу, сформированному с вытяжкой в шейку, описанному в Примере 10, за тем исключением, что он обладает более тяжелой пленкой и более тяжелым лицевым слоем. Кроме того, лицевые слои вытянуты в шейку до ширины, составляющей 40% от их исходной ширины. Слоистый материал обладает общей поверхностной плотностью, равной 4,2 osy.
Эти две секции термическим способом соединяют друг с другом в форме напальчника, а излишек материала обрезают по краям изделия для протирания. Затем напальчник выворачивают наизнанку, так чтобы швы оказались внутри. Секция напальчника, изготовленная из слоистого материала вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства), длиннее секции, изготовленной из слоистого материала, сформированного с вытяжкой в шейку, так что образуется натягивающий язычок, предназначенный для облегчения надевания изделия для протирания на палец. Точнее, длина секции, изготовленной из слоистого материала вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства), равна примерно 5 см, тогда как длина слоистого материала, сформированного с вытяжкой в шейку, равна примерно 4 см. После уплощения напальчника ширина нижней части изделия для протирания равна примерно 2,4 см.
ПРИМЕР 16
Альтернативную реализацию напальчника, изготовленного в соответствии с настоящим изобретением, получают следующим образом. В этом примере напальчник включает первую секцию, изготовленную из слоистого материала вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства), сваренную со второй секцией, изготовленной из слоистого материала, сформированным с вытяжкой в шейку. Слоистый материал вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства) образует переднюю сторону напальчника, а слоистый материал, сформированный с вытяжкой в шейку, образует заднюю сторону.
Слоистый материал вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства) изготовлен из полипропилена и обладает полной поверхностной плотностью, равной 0,8 osy.
С другой стороны, слоистый материал, сформированный с вытяжкой в шейку, аналогичен слоистому материалу, сформированному с вытяжкой в шейку, описанному в Примере 10, за тем исключением, что он обладает более тяжелой пленкой и более тяжелым лицевым слоем, так что он обладает общей поверхностной плотностью, равной 4,2 osy. Кроме того, лицевые слои вытянуты в шейку до ширины, составляющей 40% от их исходной ширины.
Эти две секции термическим способом соединяют друг с другом в форме напальчника, а излишек материала обрезают по краям изделия для протирания. Затем напальчник выворачивают наизнанку, так чтобы швы оказались внутри. Секция напальчника, изготовленная из слоистого материала вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства), длиннее секции, изготовленной из слоистого материала, сформированного с вытяжкой в шейку, так что образуется натягивающий язычок, предназначенный для облегчения надевания изделия для протирания на палец. Точнее, длина секции, изготовленной из слоистого материала вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства), равна примерно 5 см, тогда как длина слоистого материала, сформированного с вытяжкой в шейку, равна примерно 4 см. После уплощения напальчника ширина нижней части изделия для протирания равна примерно 2,4 см.
ПРИМЕР 17
Напальчник изготовлен аналогично напальчнику Примера 1 в том, что эластичный материал сварен с текстурированной поверхностью с образованием изделия в форме на-пальчника. Однако, в отличие от Примера 1, вместо слоистого материала, сформированного с вытяжкой, в качестве эластичного материала используют слоистый материал, сформированный с вытяжкой в шейку. Слоистый материал, сформированный с вытяжкой в шейку, содержит полиэтиленовую пленку, с поверхностной плотностью, равной 1,0 osy, полученную с помощью металлоценового катализатора, вклеенную между двумя лицевыми слоями полипропиленового материала фильерного способа производства. Лицевые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,5 osy. Лицевые материалы фильерного способа производства вытянуты в шейку до ширины, составляющей 42% от их исходной ширины.
Также в отличие от Примера 1, текстурированный материал представляет собой не нетканый материал, подвергнутый термическому точечному разрыхлению, а трикотажный найлоновый материал, обладающий петлеобразными щетинками длиной, равной примерно 3-4 мм. Этот трикотажный материал обладает поверхностной плотностью, равной примерно 2,5 osy. Щетинки включают плотный направленный компонент, позволяющий выполнять протирание в направлении с относительно большим или малым коэффициентом трения, т. е. вдоль или против ориентации щетинок. Петлеобразные щетинки являются довольно однородными по размеру и распределению и обычно их концы отстоят от поверхности на 3 - 4 мм. Петли щетинок изготовлены из множества нитей.
Текстильный материал с помощью ультразвуковой сварки связывается со слоистым материалом, сформированным с вытяжкой в шейку. Затем на напальчник наносят масло мяты перечной и после этого его используют для очистки рта взрослого человека.
ПРИМЕР 18
Напальчник изготовлен аналогично напальчнику Примера 1 в том, что эластичный материал сварен с текстурированной поверхностью с образованием изделия в форме напальчника. Однако, в отличие от Примера 1, вместо слоистого материала, сформированного с вытяжкой, в качестве эластичного материала используют слоистый материал, сформированный с вытяжкой в шейку. Слоистый материал, сформированный с вытяжкой в шейку, содержит полиэтиленовую пленку с поверхностной плотностью, равной 1,0 osy, полученную с помощью металлоценового катализатора, вклеенную между двумя лицевыми слоями полипропиленового материала фильерного способа производства. Лицевые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,5 osy. Лицевые материалы фильерного способа производства вытянуты в шейку до ширины, составляющей 42% от их исходной ширины.
Также в отличие от Примера 1, текстурированный материал представляет собой не нетканый материал, подвергнутый термическому точечному разрыхлению, а трикотажный найлоновый материал, обладающий петлеобразными щетинками длиной, равной примерно 3 мм. Этот трикотажный материал обладает поверхностной плотностью, равной примерно 2,5 osy, и с помощью ультразвуковой сварки присоединен по периметру дышащего пленочного слоистого материала (1,0 osy) с образованием слоистого материала вида (нетканый материал)/(трикотажный материал), содержащего петлеобразные щетинки и влагонепроницаемый барьерный элемент.
Этот слоистый материал вида (нетканый материал)/(трикотажный материал), содержащий петлеобразные щетинки, с помощью ультразвуковой сварки присоединяют к слоистому материалу, сформированному с вытяжкой в шейку (NBL), так что петлеобразные щетинки находятся рядом с NBL. Напальчник выворачивают наизнанку, так что шов располагается внутри, а щетинки снаружи. Затем на напальчник наносят продажную зубную пасту для детей (GERBER Tooth & Gum Cleanser) и после этого его используют для очистки рта ребенка, начинающего ходить.
ПРИМЕР 19
Изготовлен напальчник, аналогичный напальчнику Примера 1. Слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, с помощью ультразвуковой сварки связывают со слоистым материалом, сформированным с вытяжкой в шейку. Слоистый материал, сформированный с вытяжкой в шейку, содержит полиэтиленовую пленку с поверхностной плотностью, равной 1,0 osy, полученную с помощью металлоценового катализатора, вклеенную между двумя лицевыми слоями полипропиленового материала фильерного способа производства. Лицевые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,5 osy. Лицевые материалы фильерного способа производства вытянуты в шейку до ширины, составляющей 42% от их исходной ширины.
Однако, в отличие от Примера 1, текстурированный материал представляет собой содержащую петли часть обычной застежки на ленте-липучке, VELCRO Med-Flex Tape 9399, содержащую найлон и спандекс. Этот материал является эластичным. Петлеобразные щетинки являются мононитевыми и отстоят от поверхности на 0,5 - 3 мм в нерастянутом состоянии и удлиняются примерно до 10 мм при приложении растягивающего усилия. Текстильный материал с помощью ультразвуковой сварки связывается со слоистым материалом, сформированным с вытяжкой в шейку. Затем на напальчник наносят масло мяты перечной и после этого используют для очистки рта взрослого человека.
ПРИМЕР 20
Изготовлен напальчник, аналогичный напальчнику Примера 1. Однако, в отличие от Примера 1, вместо слоистого материала, сформированного с вытяжкой, в качестве эластичного материала используют слоистый материал, сформированный с вытяжкой в шейку. Слоистый материал, сформированный с вытяжкой в шейку, содержит полиэтиленовую пленку с поверхностной плотностью, равной 1,0 osy, полученную с помощью металлоценового катализатора, вклеенную между двумя лицевыми слоями полипропиленового материала фильерного способа производства. Лицевые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,5 osy. Лицевые материалы фильерного способа производства вытянуты в шейку до ширины, составляющей 42% от их исходной ширины.
Также в отличие от Примера 1, текстурированный материал представляет собой обычную застежку на ленте-липучке, VELCRO Loop 002 Таре 0599, обладающий поверхностной плотностью, равной 0,5 osy, и состоящий из найлона, приклеенного к дышащему пленочному слоистому материалу (1,0 osy). Текстурированный материал с помощью ультразвуковой сварки присоединяют к слоистому материалу, сформированному с вытяжкой в шейку. Затем на напальчник наносят продажную зубную пасту для детей (GERBER) и после этого его используют для очистки рта ребенка, начинающего ходить.
ПРИМЕР 21
Изготовлен напальчник, аналогичный напальчнику Примера 1. Однако, в отличие от Примера 1, вместо слоистого материала, сформированного с вытяжкой, в качестве эластичного материала используют слоистый материал, сформированный с вытяжкой в шейку. Слоистый материал, сформированный с вытяжкой в шейку, содержит полиэтиленовую пленку с поверхностной плотностью, равной 1,0 osy, полученную с помощью металлоценового катализатора, вклеенную между двумя лицевыми слоями полипропиленового материала фильерного способа производства. Лицевые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,5 osy. Лицевые материалы фильерного способа производства вытянуты в шейку до ширины, составляющей 42% от их исходной ширины. Также в отличие от Примера 1, текстурированный материал представляет собой нетканую подложку, перфорированную иглами, обладающую поверхностной плотностью, равной примерно 5 osy.
Текстурированный материал с помощью ультразвуковой сварки связывается со слоистым материалом, сформированным с вытяжкой в шейку. Затем на напальчник наносят масло мяты перечной и после этого используют для очистки рта взрослого человека.
ПРИМЕР 22
Продемонстрирована возможность предохранительного средства, соответствующего настоящему изобретению, присоединяться к зубной щетке-напальчнику. Зубную щетку-напальчник, соответствующий настоящему изобретению, изготавливают следующим образом. А именно, первую секцию, изготовленную из полипропиленового материала фильерного способа производства, подвергнутого точечному разрыхлению, с помощью ультразвуковой сварки связывают с листовым слоистым материалом, сформированным с вытяжкой (SBL), с использованием аппарата для ультразвуковой сварки Branson 920 IW. Слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, образует переднюю часть зубной щетки-напальчника, а листовой SBL образует заднюю часть зубной щетки-напальчника.
Материал фильерного способа производства, подвергнутый точечному разрыхлению, обладает поверхностной плотностью, равной примерно 2,7 osy. Материал фильерного способа производства подвергают связыванию термическим способом с образованием узора точечного разрыхления, что придает текстуру. В частности, на материале фильерного способа производства формируются круглые пучки ворса. Во время связывания верхний связывающий валик, обладающий узором точечного разрыхления, нагревают до 330 -360°F, а нижний связывающий валик нагревают до 300°F.
С другой стороны, листовой материал SBL включает волокна эластичного материала, расположенные между двумя полипропиленовыми слоями фильерного способа производства. Использованный эластичный материал представляет собой блок-сополимер KRATON G2740 S-EB-S производства компании Shell Oil Company. Листовой материал SBL обладает поверхностной плотностью, равной 2,5 osy. Для ультразвукового связывания листового материала SBL со слоистым материалом фильерного способа производства, подвергнутым точечному разрыхлению, в качестве опоры использована фасонная магниевая связывающая пластина.
Полученная структура обладает формой напальчника с расположением более скругленного участка в верхней части и прямыми сторонами, расходящимися в виде конуса, так что внутренняя ширина, равная 3,7 см, в верхней части становится равной примерно 1,8 см. Излишки материала обрезают по шву и получают текстурированую зубную щетку-напальчник с натягивающим язычком (со стороны SBL).
Узкую (0,6 см) полоску SBL сгибают в кольцо (диаметром 1,5 см) со свободным концом и кольцо термическим способом связывают. Свободный конец (5 см) термическим способом связывают с натягивающим язычком зубной щетки-напальчника и получают зубную щетку-напальчник с присоединенным предохранительным кольцом. Зубную щетку-напальчник обрабатывают маслом мяты перечной (5 мкл) и ее использует маленький ребенок.
ПРИМЕР 23
Продемонстрирована пригодность напальчника, соответствующего настоящему изобретению, для нанесения противоязвенного компонента. Напальчник, соответствующий настоящему изобретению, изготавливают следующим образом. А именно, первую секцию, изготовленную из слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению, с помощью ультразвуковой сварки связывают с листовым слоистым материалом, сформированным с вытяжкой (SBL), с использованием аппарата для ультразвуковой сварки Branson 920 IW. Слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, образует переднюю часть напальчника, а листовой SBL образует заднюю часть напальчника.
Слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению получают с помощью термического связывания друг с другом первого полипропиленового материала фильерного способа производства, листа дышащей пленки и второго полипропиленового материала фильерного способа производства. Лист дышащей пленки помещают между материалами фильерного способа производства.
Первый полипропиленовый материал фильерного способа производства обладает поверхностной плотностью, равной 0,5 osy. Второй полипропиленовый материал фильерного способа производства обладает поверхностной плотностью, равной 2,8 osy, со средним диаметром волокна, равным 7,05 денье. Лист дышащей пленки изготовлен из линейного полиэтилена низкой плотности, содержащего карбонат кальция в качестве наполнителя. Пленка подвергнута вытяжке для образования микропористой пленки. Пленка обладает поверхностной плотностью, равной 0,5 osy.
Материал фильерного способа производства подвергают связыванию термическим способом с образованием узора точечного разрыхления, что придает текстуру. В частности, на втором материале фильерного способа производства формируются круглые пучки ворса. Во время связывания верхний связывающий валик, обладающий узором точечного разрыхления, нагревают до 350°F, а нижний связывающий валик нагревают до 300°F.
С другой стороны, листовой материал SBL включает волокна эластичного материала, расположенные между двумя полипропиленовыми слоями фильерного способа производства. Использованный эластичный материал представляет собой блок-сополимер KRATON G2740 S-EB-S производства компании Shell Oil Company. Листовой материал SBL обладает поверхностной плотностью, равной 2,5 osy. Для ультразвукового связывания листового материала SBL со слоистым материалом фильерного способа производства, подвергнутым точечному разрыхлению, в качестве опоры использована фасонная магниевая связывающая пластина.
Во время проведения ультразвуковой сварки второй слой полипропиленового материала фильерного способа производства, подвергнутого точечному разрыхлению, помещают рядом с листовым материалом SBL, что приводит к расположению выступов текстуры по другую сторону от листового материала SBL. После ультразвуковой сварки излишки материала обрезают по краям и напальчник выворачивают наизнанку, так чтобы швы располагались внутри, а выпуклости текстуры - снаружи.
Полученное изделие для протирания обладает формой напальчника с расположением более скругленного участка в верхней части и прямыми сторонами, расходящимися в виде конуса, так что ширина связанного участка на расстоянии 1 см от верхней части равна 2,3 см, а на расстоянии 4,5 см от верхней части равна 2,8 см.
Затем на напальчник наносят тетрахлорид тетрациклина и масло мяты перечной (20 мкл). Используют тетрахлорид тетрациклина производства компании Apothecon, филиала компании Bristol-Myers Squibb, лекарственный препарат, продающийся под названием SUMYCIN. Тетрахлорид тетрациклина наносят на напальчник в виде раствора в количестве 100 мкл раствора препарата SUMYCIN в воде концентрации 40 мг/мл.
ПРИМЕР 24
Продемонстрирована пригодность напальчника, соответствующего настоящему изобретению, для нанесения указанного ниже противоязвенного компонента. Напальчник, полученный в Примере 1, обрабатывают метронидазолом и маслом мяты перечной (20 мкл). Используют метронидазол в форме геля для местного применения под названием METROGEL, продаваемого компанией Galderma. На напальчник наносят 200 мг METROGEL, что соответствует нанесению на изделие для протирания 1,5 мг метронидазола.
ПРИМЕР 25
Продемонстрирована пригодность напальчника, соответствующего настоящему изобретению, для нанесения указанного ниже противоязвенного компонента. Напальчник, полученный в Примере 1, обрабатывают основным салицилатом висмута, являющимся активным компонентом препарата PEPTO-BISMOL, продаваемого компанией Procter and Gamble. На напальчник наносят 300 мкл PEPTO-BISMOL и затем его используют для очистки рта пользователя.
ПРИМЕР 26
Продемонстрирована пригодность напальчника, соответствующего настоящему изобретению, для нанесения указанного ниже противоязвенного компонента. Напальчник, полученный в Примере 1, обрабатывают суспензией основного салицилата висмута (200 мкл препарата PEPTO-BISMOL), метронидазола (50 мг лосьона METROGEL), тетрациклина (10 мг препарата SUMYCIN) и на напальчник наносят масло мяты перечной (20 мкл) и затем его используют для очистки рта пользователя.
ПРИМЕР 27
Слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, формируют путем термического связывания (с использованием точечного узора разрыхления) трех материалов: двухэлементного материала фильерного способа производства (ПЭ/ПП (полиэтилен/полипропилен), параллельная конфигурация, 0,45 osy), пленки (0,0007 пленка CATALLOY производства компании Pliant Corporation) и материала, связанного путем продувки воздуха (ПЭ/ПП, параллельная конфигурация, 3,5 osy) при давлении связывания, линейной скорости и температуре, достаточных для обеспечения необходимой степени связывания и текстуры. В этом случае верхний фасонный валик, нагревают до 256°F, а нижний связывающий валик нагревают до 248°F. Полученный листовой слоистый материал фильерного способа производства, подвергнутый термическому точечному разрыхлению, с помощью ультразвуковой сварки связывается с листовым слоистым материалом, сформированным с вытяжкой в шейку (NBL), с использованием аппарата для ультразвуковой сварки Branson 920 IW. Слоистый материал, сформированный с вытяжкой в шейку, содержит полиэтиленовую пленку с поверхностной плотностью, равной 1,0 osy, полученную с помощью металлоценового катализатора, вклеенную между двумя лицевыми слоями полипропиленового материала фильерного способа производства. Лицевые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,5 osy. Лицевые материалы фильерного способа производства вытянуты в шейку до ширины, составляющей 42% от их исходной ширины.
Для получения формы напальчника при ультразвуковом связывании в качестве опоры используют фасонную связывающую пластину из нержавеющей стали. Во время проведения ультразвуковой сварки слой двухэлементного слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению, помещают рядом с листовым материалом NBL (это означает, что при проведении сварки выступы текстуры прижимаются и располагаются по другую сторону от листового материала SBL). После ультразвуковой сварки излишки материала обрезают по краям и напальчник выворачивают наизнанку, так чтобы швы располагались внутри, а выпуклости текстуры - снаружи. На напальчник наносят ароматизатор из масла мяты перечной (37 мкл) и затем его упаковывают в слоистый упаковочный материал, который в течение некоторого времени в основном сохраняет ароматизатор. Через месяц упаковку вскрывают и изделие используют для очистки рта взрослого человека.
ПРИМЕР 28
Слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, формируют путем термического связывания (с использованием точечного узора разрыхления) трех материалов: двухэлементного материала фильерного способа производства (ПЭ/ПП, параллельная конфигурация, 0,45 osy), пленки (0,0007 пленка CATALLOY производства компании Pliant Corporation) и материала, связанного путем продувки воздуха (ПЭ/ПП, параллельная конфигурация, 3,5 osy) при давлении связывания, линейной скорости и температуре, достаточных для обеспечения необходимой степени связывания и текстуры. В этом случае верхний фасонный валик, нагревают до 256°F, а нижний связывающий валик нагревают до 248°F. Полученный листовой слоистый материал фильерного способа производства, подвергнутый термическому точечному разрыхлению, с помощью ультразвуковой сварки связывается с листовым слоистым материалом, сформированным с вытяжкой в шейку (NBL), с использованием аппарата для ультразвуковой сварки Branson 920 IW. Слоистый материал, сформированный с вытяжкой в шейку, содержит полиэтиленовую пленку с поверхностной плотностью, равной 1,0 osy, полученную с помощью металлоценового катализатора, вклеенную между двумя лицевыми слоями полипропиленового материала фильерного способа производства. Лицевые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,5 osy. Лицевые материалы фильерного способа производства вытянуты в шейку до ширины, составляющей 42% от их исходной ширины.
Для получения формы напальчника при ультразвуковом связывании в качестве опоры используют фасонную связывающую пластину из нержавеющей стали. Во время проведения ультразвуковой сварки слой двухэлементного слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению, помещают рядом с листовым материалом NBL (это означает, что при проведении сварки выступы текстуры прижимаются и располагаются по другую сторону от листового материала SBL). После ультразвуковой сварки излишки материала обрезают по краям и напальчник выворачивают наизнанку, так чтобы швы располагались внутри, а выпуклости текстуры - снаружи. На напальчник наносят суспензию капсулированных ароматизаторов в масле (200 мг суспензии, приготовленной из 300 мг капсулированного винтергринового масла производства компании Flavors Of Notrh America, Inc. в качестве ароматизатора, 220 мг капсулированного ароматизатора из натуральной мяты производства компании Flavors Of Notrh America, Inc., 120 мг ксилита производства компании Cultor Corporation и 2 г подсолнечного масла). Продукт упаковывают, герметизируют и через 48 часов упаковку вскрывают и используют для очистки рта взрослого человека.
ПРИМЕР 29
Повторяют Пример 28. Однако вместо использования подсолнечного масла капсулированные ароматизаторы смешивают с пищевым пропиленгликолем.
ПРИМЕР 30
Слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, формируют путем ультразвукового связывания (с использованием точечного узора разрыхления с помощью двух ротационных опор для ультразвукового связывания) двух материалов: пленки (0,0007 пленка CATALLOY производства компании Pliant Corporation) и материала, связанного путем продувки воздуха (ПЭ/ПП, параллельная конфигурация, 3,8 osy) при давлении связывания, линейной скорости и температуре, достаточных для обеспечения необходимой степени связывания и текстуры. Материал, связанный путем продувки воздуха, во время проведения связывания располагается рядом с фасонным валиком. Полученный листовой слоистый материал фильерного способа производства, подвергнутый термическому точечному разрыхлению, с помощью ультразвуковой сварки связывается с листовым слоистым материалом, сформированным с вытяжкой в шейку (NBL), с использованием аппарата для ультразвуковой сварки Branson 920 IW. Слоистый материал, сформированный с вытяжкой в шейку, содержит полиэтиленовую пленку с поверхностной плотностью, равной 1,0 osy, полученную с помощью металлоценового катализатора, вклеенную между двумя лицевыми слоями полипропиленового материала фильерного способа производства. Лицевые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,5 osy. Лицевые материалы фильерного способа производства вытянуты в шейку до ширины, составляющей 42% от их исходной ширины.
Для получения формы напальчника при ультразвуковом связывании в качестве опоры используют фасонную связывающую пластину из нержавеющей стали. Во время проведения ультразвуковой сварки слой двухэлементного слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению, помещают рядом с листовым материалом NBL (это означает, что при проведении сварки выступы текстуры прижимаются и располагаются по другую сторону от листового материала SBL). После ультразвуковой сварки излишки материала обрезают по краям и напальчник выворачивают наизнанку, так чтобы швы располагались внутри, а выпуклости текстуры - снаружи.
На напальчник наносят масло мяты перечной и затем его используют для очистки рта взрослого человека.
ПРИМЕР 31
Слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, формируют путем ультразвукового связывания (с использованием точечного узора разрыхления с помощью 2-дюймовой ротационной опоры для ультразвукового связывания) двух материалов: дышащего листа пленки ((ЛПНП/СаСО3)/полипропилен, 1 osy) и материала, связанного путем продувки воздуха (ПЭ/ПП, параллельная конфигурация, 3,8 osy), при давлении связывания, линейной скорости и температуре, достаточных для обеспечения необходимой степени связывания и текстуры. Полученный листовой слоистый материал фильерного способа производства, подвергнутый термическому точечному разрыхлению, с помощью ультразвуковой сварки связывается с листовым слоистым материалом, сформированным с вытяжкой в шейку (NBL), с использованием аппарата для ультразвуковой сварки Branson 920 IW. Слоистый материал, сформированный с вытяжкой в шейку, содержит полиэтиленовую пленку с поверхностной плотностью, равной 1,0 osy, полученную с помощью металлоценового катализатора, вклеенную между двумя лицевыми слоями полипропиленового материала фильерного способа производства. Лицевые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,5 osy. Лицевые материалы фильерного способа производства вытянуты в шейку до ширины, составляющей 42% от их исходной ширины. Для получения формы напальчника при ультразвуковом связывании в качестве опоры используют фасонную связывающую пластину из нержавеющей стали. Во время проведения ультразвуковой сварки слой двухэлементного слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению, помещают рядом с листовым материалом NBL (это означает, что при проведении сварки выступы текстуры прижимаются и располагаются по другую сторону от листового материала SBL). После ультразвуковой сварки излишки материала обрезают по краям и напальчник выворачивают наизнанку, так чтобы швы располагались внутри, а выпуклости текстуры - снаружи.
ПРИМЕР 32
Слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, формируют путем ультразвукового связывания (с использованием точечного узора разрыхления с помощью 2-дюймовой ротационной опоры для ультразвукового связывания) двух материалов, связанных путем продувки воздуха. Оба материала изготовлены из двухэлементных волокон ПЭ/ПП, обладающих параллельной конфигурацией. Верхний материал, при связывании располагающийся рядом с фасонной опорой, состоит из волокон пятилепестковой формы и обладает поверхностной плотностью, равной 3,5 osy. Нижний материал состоит из обычных круглых волокон и обладают поверхностной плотностью, равной 3,8 osy. Давление связывания (60 фунт-сила/дюйм2) и линейную скорость (80 фут/мин) подбирают для обеспечения необходимой степени связывания, хотя регулировка мощности может позволить использовать другие настройки, обеспечивающие почти эквивалентное связывание. Полученный листовой слоистый материал фильерного способа производства, подвергнутый термическому точечному разрыхлению, с помощью ультразвуковой сварки связывается с листовым слоистым материалом, сформированным с вытяжкой в шейку (NBL), с использованием аппарата для ультразвуковой сварки Branson 920 IW. Слоистый материал, сформированный с вытяжкой в шейку, содержит полиэтиленовую пленку с поверхностной плотностью, равной 1,0 osy, полученную с помощью металлоценового катализатора, вклеенную между двумя лицевыми слоями полипропиленового материала фильерного способа производства. Лицевые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,5 osy. Лицевые материалы фильерного способа производства вытянуты в шейку до ширины, составляющей 42% от их исходной ширины. Для получения формы напальчника при ультразвуковом связывании в качестве опоры используют фасонную магниевую связывающую пластину. Во время проведения ультразвуковой сварки слой двухэлементного слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению, помещают рядом с листовым материалом NBL (это означает, что при проведении сварки выступы текстуры прижимаются и располагаются по другую сторону от листового материала SBL). После ультразвуковой сварки излишки материала обрезают по краям и напальчник выворачивают наизнанку, так чтобы швы располагались внутри, а выпуклости текстуры - снаружи.
ПРИМЕР 33
Слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, формируют путем ультразвукового связывания двух материалов, связанных путем продувки воздуха. Оба материала изготовлены из двухэлементных волокон ПЭ/ПП, обладающих параллельной конфигурацией. Глубина круглых элементов (соответствующих разрыхленным участкам) на фасонной опоре равна 0,060 дюйма. Верхний материал, при связывании располагающийся рядом с фасонной опорой, состоит из волокон пятилепестковой формы и обладает поверхностной плотностью, равной 3,5 osy. Нижний материал состоит из обычных круглых волокон и обладает поверхностной плотностью, равной 3,8 osy. Давление связывания (60 фунт-сила/дюйм2) и линейную скорость (80 фут/мин) подбирают для обеспечения необходимой степени связывания, хотя регулировка мощности может позволить использовать другие настройки, обеспечивающие почти эквивалентное связывание. Полученный листовой слоистый материал фильерного способа производства, подвергнутый термическому точечному разрыхлению, с помощью ультразвуковой сварки связывается с листовым слоистым материалом, сформированным с вытяжкой в шейку (NBL), с использованием аппарата для ультразвуковой сварки Branson 920 IW. Слоистый материал, сформированный с вытяжкой в шейку, содержит полиэтиленовую пленку с поверхностной плотностью, равной 1,0 osy, полученную с помощью металлоценового катализатора, вклеенную между двумя лицевыми слоями полипропиленового материала фильерного способа производства. Лицевые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,5 osy. Лицевые материалы фильерного способа производства вытянуты в шейку до ширины, составляющей 42% от их исходной ширины. Для получения формы напальчника при ультразвуковом связывании в качестве опоры используют фасонную магниевую связывающую пластину. Во время проведения ультразвуковой сварки слой двухэлементного слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению, помещают рядом с листовым материалом NBL (это означает, что при проведении сварки выступы текстуры прижимаются и располагаются по другую сторону от листового материала SBL). После ультразвуковой сварки излишки материала обрезают по краям и напальчник выворачивают наизнанку, так чтобы швы располагались внутри, а выпуклости текстуры - снаружи.
ПРИМЕР 34
Слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, формируют путем ультразвукового связывания двух материалов, связанных путем продувки воздуха. Оба материала изготовлены из двухэлементных волокон ПЭ/ПП, обладающих параллельной конфигурацией. Глубина круглых элементов (соответствующих разрыхленным участкам) на фасонной опоре равна 0,120 дюйма. Верхний материал, при связывании располагающийся рядом с фасонной опорой, состоит из волокон пятилепестковой формы и обладает поверхностной плотностью, равной 3,5 osy. Нижний материал состоит из обычных круглых волокон и обладает поверхностной плотностью, равной 3,8 osy. Давление связывания (60 фунт-сила/дюйм2) и линейную скорость (80 фут/мин) подбирают для обеспечения необходимой степени связывания, хотя регулировка мощности может позволить использовать другие настройки, обеспечивающие почти эквивалентное связывание. Полученный листовой слоистый материал фильерного способа производства, подвергнутый термическому точечному разрыхлению, с помощью ультразвуковой сварки связывается с листовым слоистым материалом, сформированным с вытяжкой в шейку (NBL), с использованием аппарата для ультразвуковой сварки Branson 920 IW. Слоистый материал, сформированный с вытяжкой в шейку, содержит полиэтиленовую пленку с поверхностной плотностью, равной 1,0 osy, полученную с помощью металлоценового катализатора, вклеенную между двумя лицевыми слоями полипропиленового материала фильерного способа производства. Лицевые материалы фильерного способа производства до вытяжки или вытяжки в шейку обладают поверхностной плотностью, равной 0,5 osy. Лицевые материалы фильерного способа производства вытянуты в шейку до ширины, составляющей 42% от их исходной ширины. Для получения формы напальчника при ультразвуковом связывании в качестве опоры используют фасонную магниевую связывающую пластину. Во время проведения ультразвуковой сварки слой двухэлементного слоистого материала фильерного способа производства, подвергнутого точечному разрыхлению, помещают рядом с листовым материалом NBL (это означает, что при проведении сварки выступы текстуры прижимаются и располагаются по другую сторону от листового материала SBL). После ультразвуковой сварки излишки материала обрезают по краям и напальчник выворачивают наизнанку, так чтобы швы располагались внутри, а выпуклости текстуры - снаружи.
ПРИМЕР 35
Напальчник, описанный в Примере 1, изготовлен и использован для нанесения вазелинового масла на младенца при смене подгузника. Однако в этом примере слоистый материал фильерного способа производства, подвергнутый точечному разрыхлению, заменен на слоистый материал вида (материал фильерного способа производства)-(материал, полученный аэродинамическим способом из расплава)-(материал фильерного способа производства). Слоистый материал обладает поверхностной плотностью, равной 1,4 osy, и изготовлен только из полипропиленовых волокон. Слоистый материал с помощью ультразвуковой сварки связывают со слоистым материалом, сформированным с вытяжкой и описанным в Примере 1.
В этом примере напальчник выворачивают наизнанку. Затем напальчник погружают в вазелиновое масло, которое наносят на младенца при смене подгузника.
ПРИМЕР 36
В этом примере напальчник, соответствующий настоящему изобретению, изготавливают из одного листа материала. В частности, слоистый материал, сформированный с вытяжкой и описанный в Примере 1, с помощью ультразвуковой сварки связывают с образованием J-образной формы. Полученный напальчник является закрытым с одного конца и открытым с другого конца, так что образуется карман для всовывания пальца. Для облегчения натягивания напальчника на палец одну сторону открытого конца напальчника оставляют более длинной, чем вторую. Напальчник обладает конусообразной формой. А именно, напальчник обладает длиной, равной примерно 5,7 см, и шириной у отверстия для всовывания пальца, равной примерно 2,4 см (ширина внутренней части).
Хотя настоящее изобретение описано с помощью специальных терминов, изделий и способов, такое описание предназначено только для иллюстрации. Приведенный текст является текстом, содержащим описания, а не налагающим ограничения. Следует понимать, что специалист с общей подготовкой в данной области техники может внести изменения и модификации без отклонения от объема и сущности настоящего изобретения, которые приведены в представленной ниже формуле изобретения. Кроме того, следует понимать, что особенности различных вариантов реализации могут полностью или частично заменяться. Поэтому объем и сущность прилагаемой формулы изобретения не должны ограничиваться описаниями предпочтительных вариантов, содержащимися в настоящем изобретении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОРАЗОВЫЙ НАПАЛЬЧНИК | 2001 |
|
RU2280426C2 |
| ВПИТЫВАЮЩИЙ МАТЕРИАЛ, ОБЛАДАЮЩИЙ ХОРОШИМИ ХАРАКТЕРИСТИКАМИ ВПИТЫВАНИЯ И КАПИЛЛЯРНОГО ВПИТЫВАНИЯ | 2001 |
|
RU2279267C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, ЭЛАСТИЧНЫЙ В ОДНОМ НАПРАВЛЕНИИ И РАСТЯЖИМЫЙ В ДРУГОМ НАПРАВЛЕНИИ | 2001 |
|
RU2270758C2 |
| ПРЕДПОЧТИТЕЛЬНО РАСТЯЖИМЫЕ СЛОИСТЫЕ МАТЕРИАЛЫ С ПЕРФОРИРОВАННЫМИ СЛОЯМИ | 2003 |
|
RU2325282C2 |
| НЕТКАНЫЕ МАТЕРИАЛЫ ИЗ НЕПРЕРЫВНЫХ ДВУХКОМПОНЕНТНЫХ НИТЕЙ, МОДИФИЦИРОВАННЫЕ ВОЛОКНАМИ ИЗ ПУЛЬПЫ | 1999 |
|
RU2208673C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ОБРАБОТАННОЕ СВЯЗАННЫМ ФЕРМЕНТОМ | 2005 |
|
RU2363495C2 |
| ГЕРМЕТИЧНЫЕ ПЕРЕМЕЖАЮЩИЕСЯ УЛЬТРАЗВУКОВЫЕ СОЕДИНЕНИЯ | 2001 |
|
RU2269990C2 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С НЕРАЗДРАЖАЮЩИМИ ЗАСТЕГИВАЮЩИМИСЯ С ВОЗМОЖНОСТЬЮ РАССТЕГИВАНИЯ СОЕДИНИТЕЛЬНЫМИ ЭЛЕМЕНТАМИ | 1999 |
|
RU2240095C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА НЕСОСТАРЕННАЯ ПЛЕНКА-НЕСОСТАРЕННОЕ НЕТКАНОЕ ПОЛОТНО И ИЗДЕЛИЯ, ПОЛУЧАЕМЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2243301C2 |
| ГИБКИЕ СЛОИСТЫЕ СТРУКТУРЫ, ИМЕЮЩИЕ ЗАКРЫТЫЕ ОТДЕЛЬНЫЕ ОБЛАСТИ МАТЕРИАЛА | 2001 |
|
RU2293659C2 |
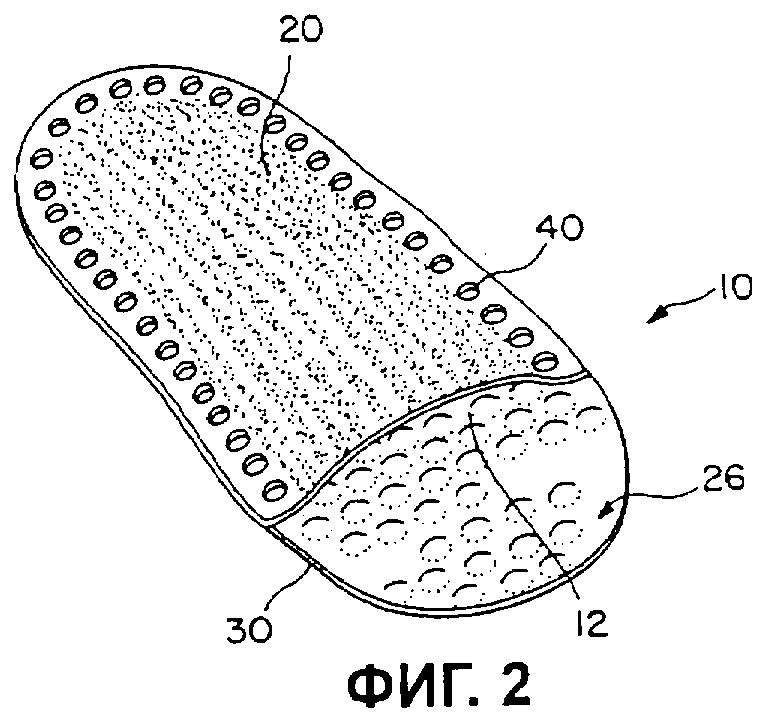
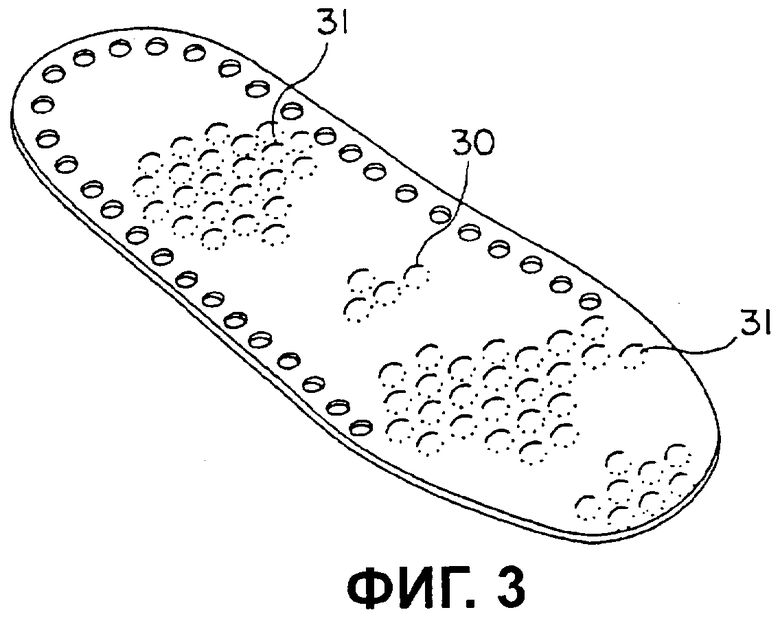
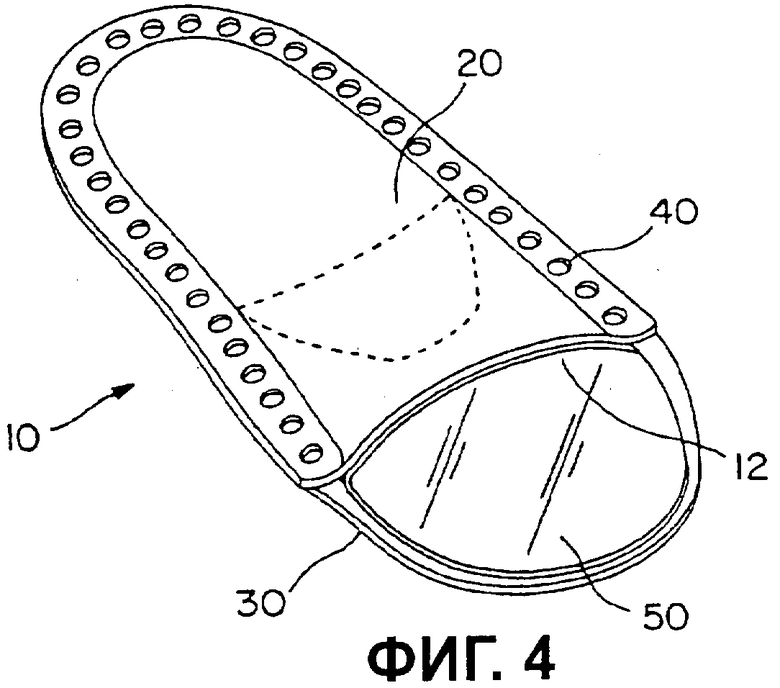
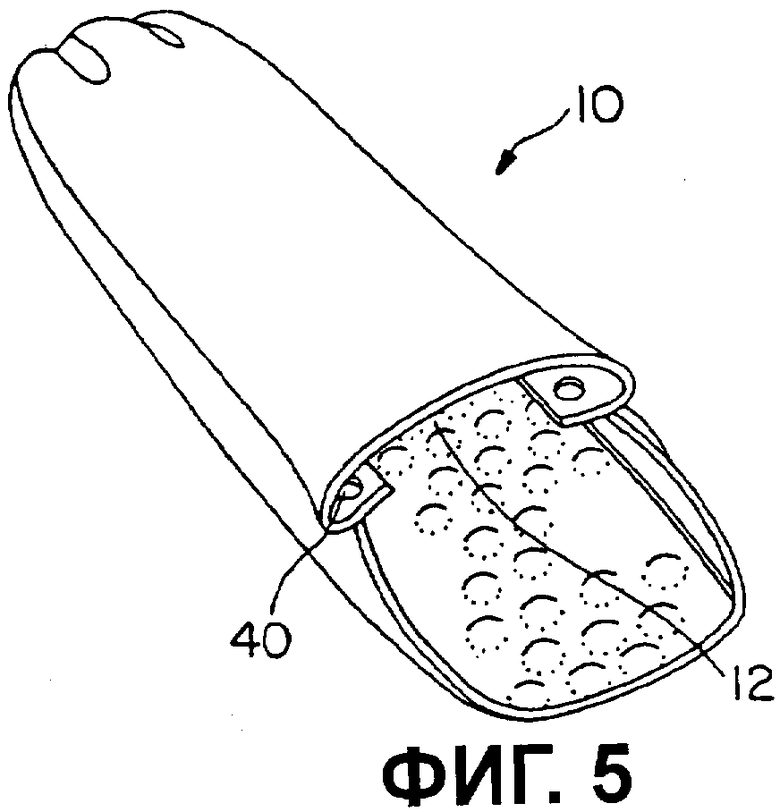
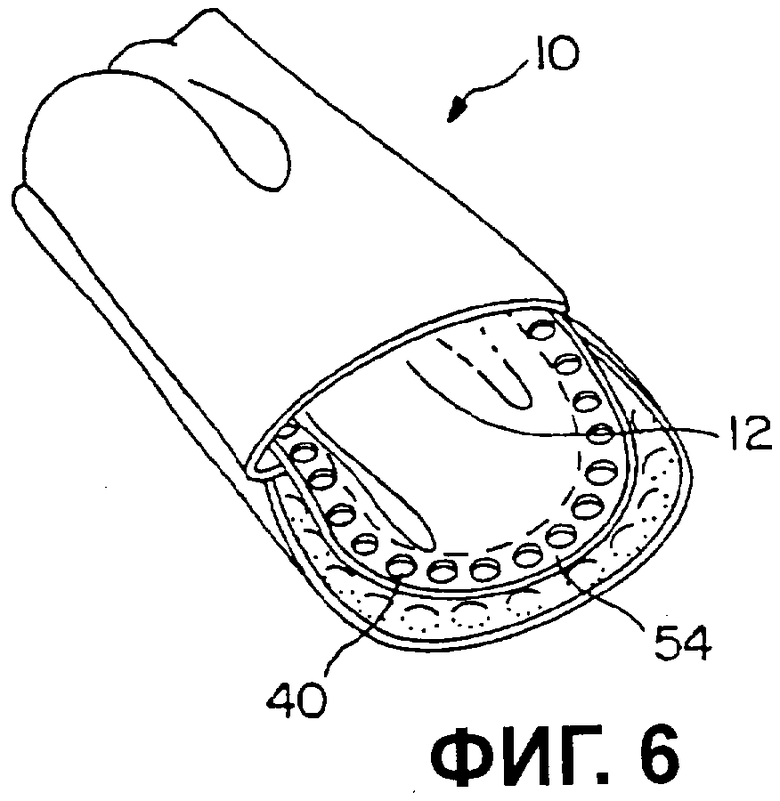
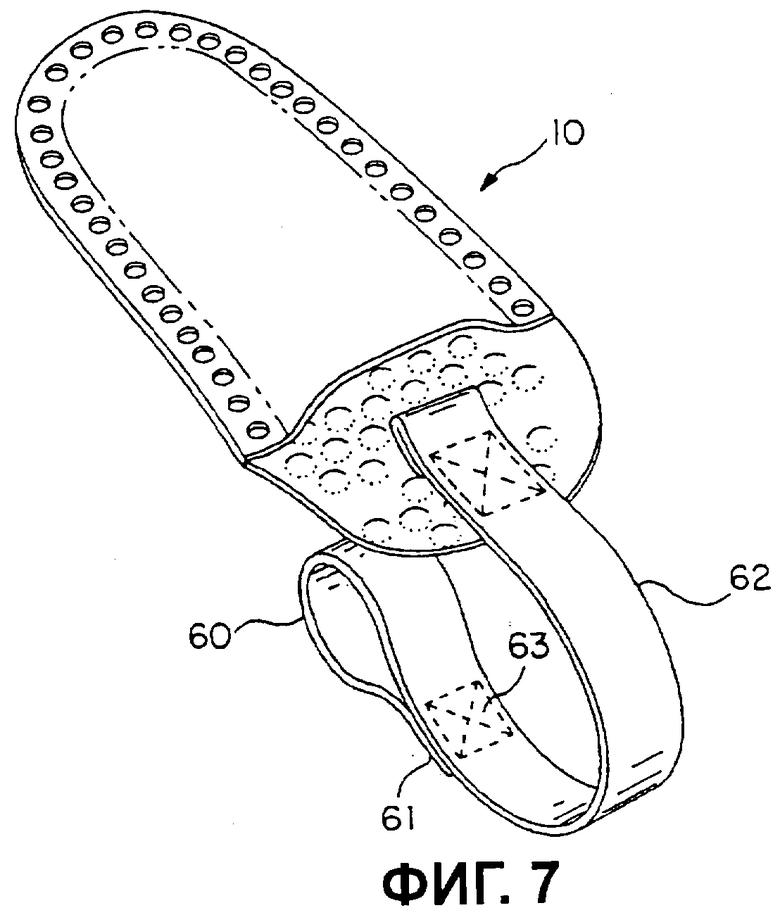
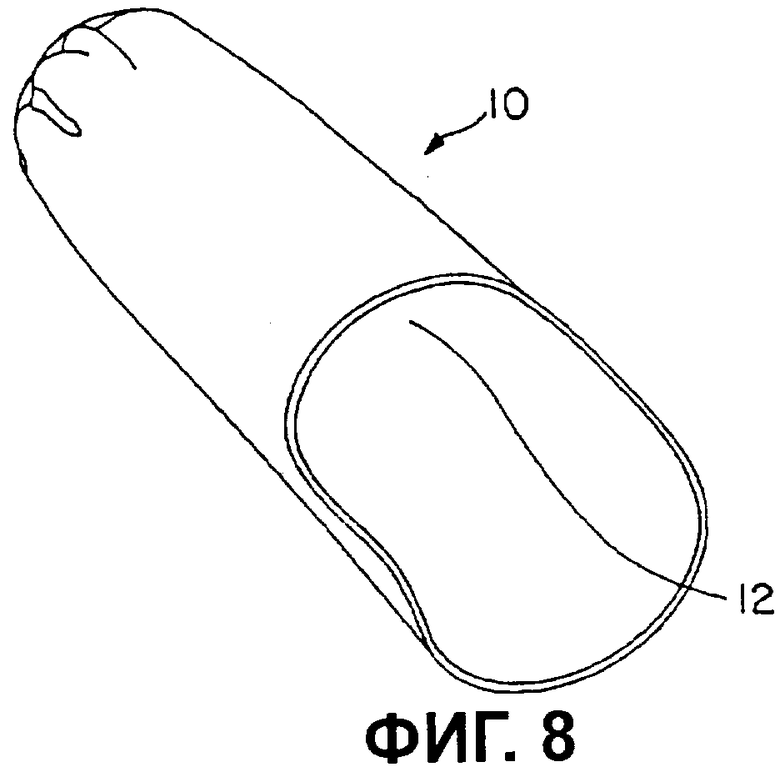
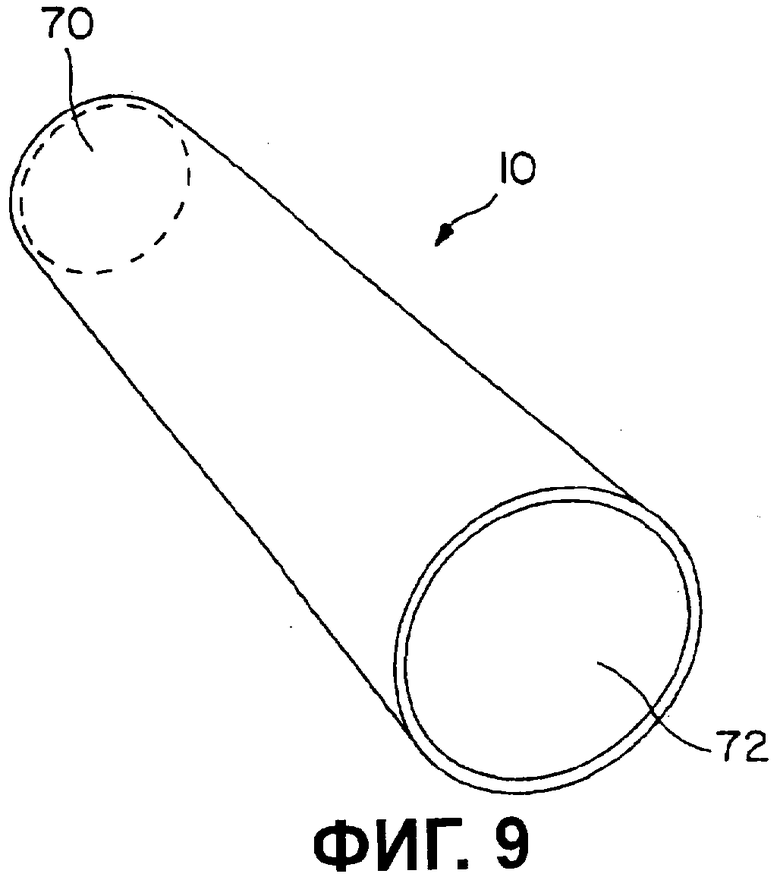
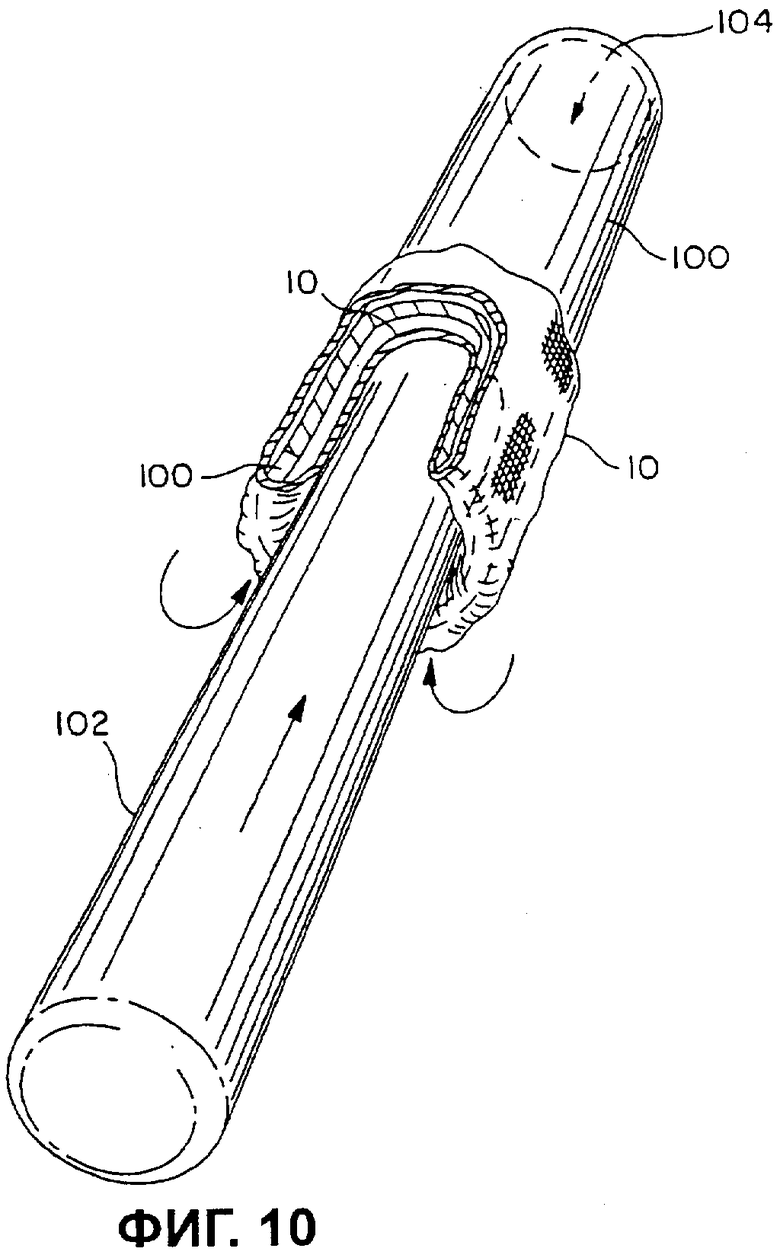
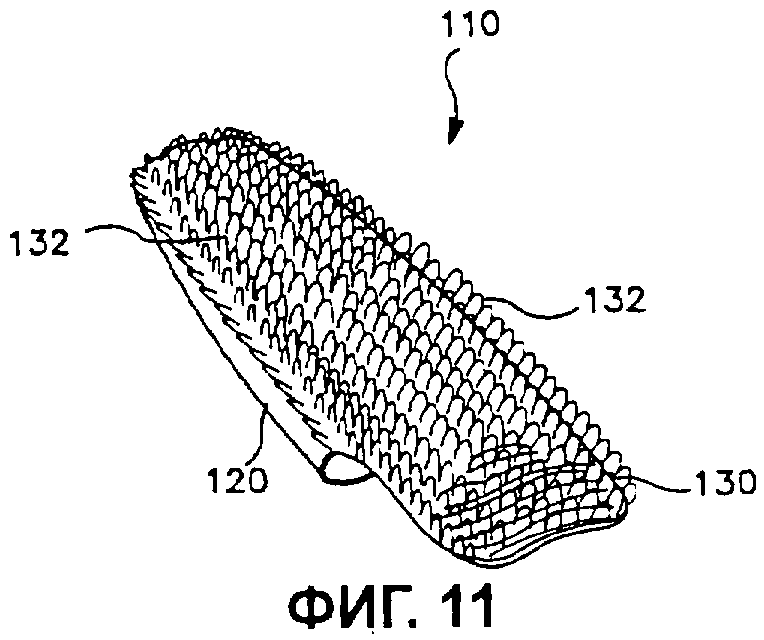
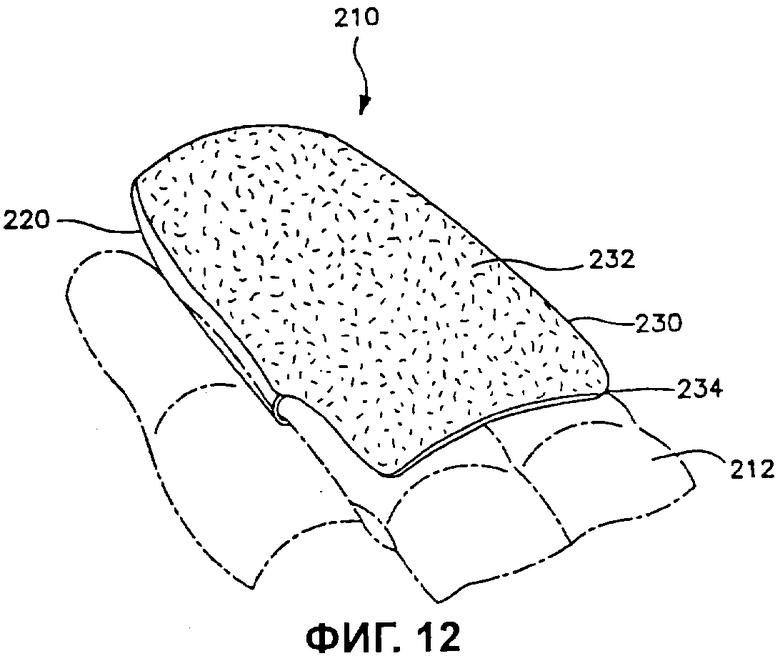
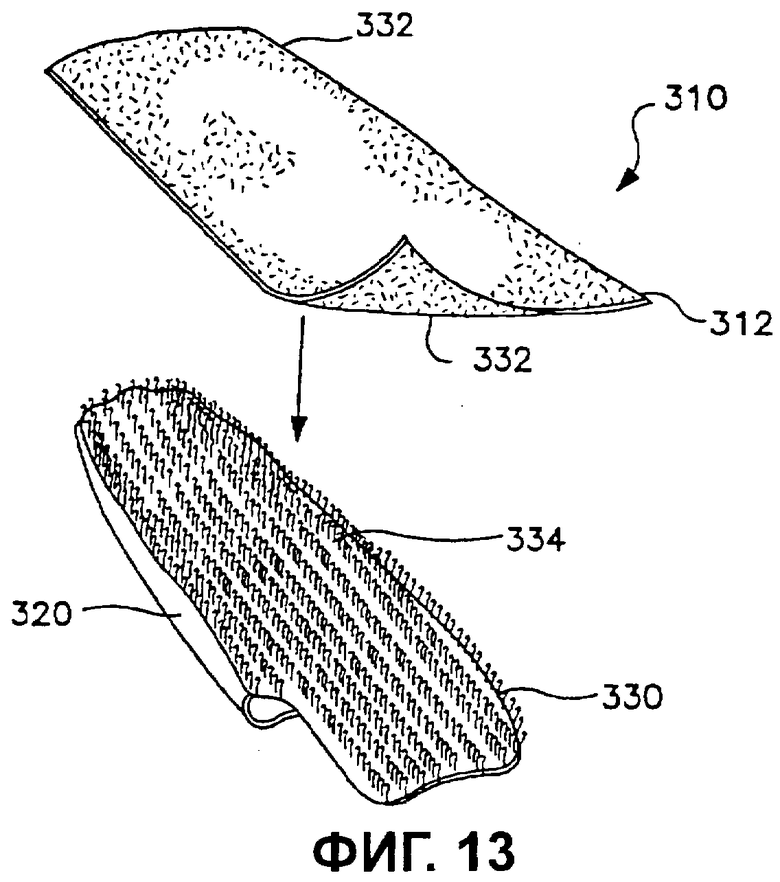
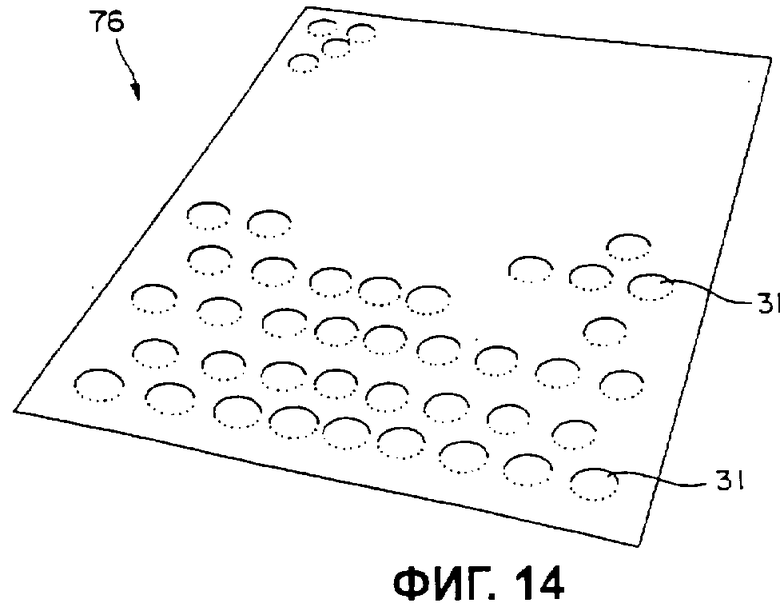
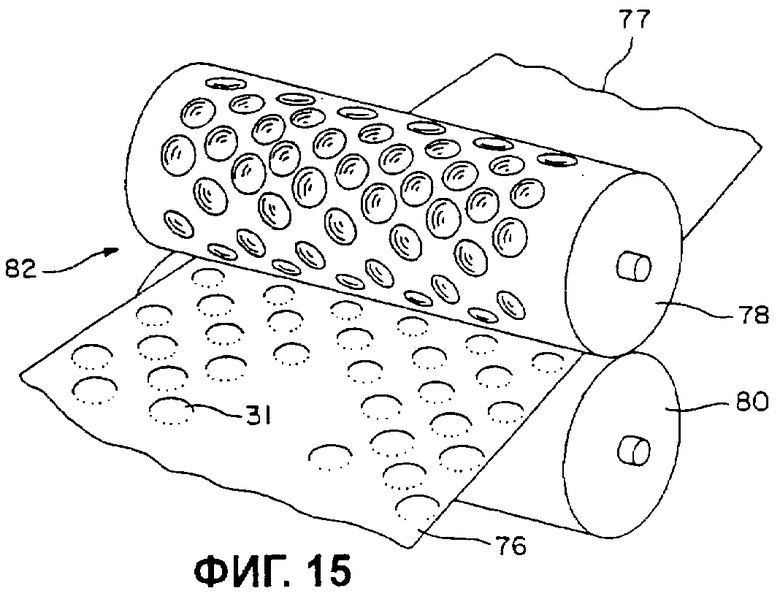
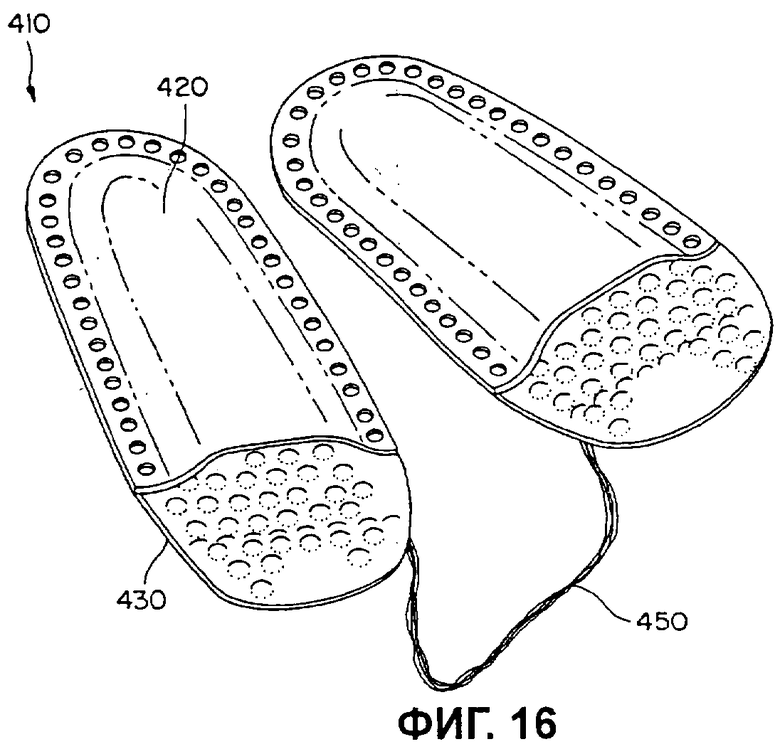
Напальчник содержит полый элемент, имеющий открытый конец для всовывания пальца. Этот элемент включает первую секцию, присоединенную к второй секции. Первая секция состоит из нетканого материала, а вторая секция состоит из эластичного нетканого материала. Первая секция связана со второй секцией с образованием шва. Предусмотрено также два варианта изделия для очистки, включающие полый элемент. 3 н. и 31 з.п. ф-лы, 16 ил.
| US 3675264 A, 11.07.1972.US 4741949 A, 03.05.1988.US 5068941 A, 03.12.1991.RU 2039481 C1, 20.07.1995.RU 2039485 C1, 20.07.1995. |

