Область изобретения
Настоящее изобретение относится к слоистому материалу из термопластичной ткани, который постоянно плотно прилегает к телу пользователя за счет происходящего при необходимости растяжения в поперечном направлении для обеспечения облегания в соответствии с формой тела пользователя и который даже после прекращения действия растягивающей силы в основном остается в своем удлиненном, или растянутом, состоянии, тогда как в продольном направлении растяжение и сокращение обеспечивают разделенные эластичные нити.
Предшествующий уровень техники
Слоистые материалы, в особенности такие, которые являются проницаемыми для паров воды (дышащими), но в основном непроницаемыми для жидкой воды, известны в данной области техники и обычно используются в качестве изнаночного слоя подгузников, другой впитывающей одежды, применяющейся в качестве средств личной гигиены, медицинской одежды и т.п. Эти слоистые материалы могут состоять из дышащей, утонченной посредством вытяжки пленки, содержащей наполнитель, и нетканого материала фильерного способа производства. Дышащую пленку можно получить путем смешивания одного или большего количества полиолефинов с измельченным неорганическим наполнителем, формирования пленки из этой смеси и вытягивания пленки с целью образования полостей вокруг частиц наполнителя. В полученной пленке вокруг частиц наполнителя могут находиться тонкие полимерные мембраны, через которые могут диффундировать молекулы паров воды, тогда как пленка в целом в основном не допускает прохождения жидкой воды или же в ней могут находиться микропоры, проходящие сквозь пленку. Дышащая пленка может быть связана с нетканым материалом, например с нетканым материалом фильерного способа производства, с помощью термического или адгезивного связывания. Нетканый материал фильерного способа производства придает дышащему слоистому материалу прочность и целостность и делает его мягким, тканеподобным наощупь.
Одной тенденцией, влияющей на промышленность по изготовлению впитывающей одежды, применяющейся в качестве средств личной гигиены, и на промышленность по изготовлению медицинских изделий, является спрос и потребность в изделиях с увеличенной дышащей способностью по отношению к парам воды, в которой сохраняется или усиливается способность препятствовать просачиванию воды, крови и других жидких веществ. Эта тенденция отражает потребность в улучшении комфорта для пользователя без ухудшения способности препятствовать просачиванию. Другой тенденцией, влияющей на эти отрасли промышленности, является спрос и потребность в изделиях, обеспечивающих лучшее облегание, которые плотно прилегают в соответствии с формой тела пользователя. В настоящее время большинство исследований, выполняющихся в этой области техники, проводится с использованием эластичных материалов.
Одним затруднением, связанным с использованием эластичных материалов, является то, что многие из таких изделий, в том числе впитывающие предметы одежды, обладают сложной слоистой структурой. Впитывающие предметы одежды обычно включают, по крайней мере, следующие слои: влагопроницаемый верхний слой, впитывающий внутренний слой и дышащий, в основном влагонепроницаемый наружный закрывающий слоистый материал. Если один из этих материалов сделан эластичным, то впитывающий предмет одежды не обязательно будет эластичным. Для того чтобы впитывающий предмет одежды обладал эластичностью, необходимо, чтобы каждый слой или:
а) обладал необходимой минимальной способностью к растяжению и сокращению или
б) не был бы закрепленным (т.е. был бы «свободно плавающим») и не был бы связан с эластичными или растягивающимися слоями.
Когда эластичный предмет одежды растягивается на некоторых участках, чтобы соответствовать форме тела пользователя, растянутые участки предмета одежды будут прилегать более плотно. На участках, где на кожу пользователя будет воздействовать более значительная сокращающая сила эластичного материала, на коже могут образоваться морщины, покраснения или даже сыпь. Эти проявления становятся еще более значительными, если в предмете одежды имеется более одного эластичного слоя. Однако в некоторых случаях может быть весьма желательной эластичность, или способность материала к растяжению и сокращению, хотя бы по одной оси предмета одежды.
В отраслях промышленности по изготовлению впитывающей одежды, применяющейся в качестве средств личной гигиены, и медицинских изделий имеются спрос или потребность в менее дорогостоящих материалах, которые растягиваются для того, чтобы соответствовать форме тела пользователя. Также имеются спрос или потребность в материалах, которые после растяжения не накапливают значительные количества потенциальной энергии и которые не приводят к тому, что на кожу пользователя будет воздействовать чрезмерная сокращающая сила. Короче говоря, имеются спрос или потребность в материалах и предметах одежды, которые постоянно плотно прилегают к телу пользователя в соответствии с его формой за счет сочетания растяжения без сокращения и растяжения с сокращением на выбранных участках предмета одежды.
Краткое описание изобретения
Настоящее изобретение относится к слоистому материалу, включающему, по крайней мере, одно нетканое полотно, изготовленное из термопластичных нитей. Это полотно может быть связано с другими полотнами или, по крайней мере, с одной пленкой, предпочтительно дышащей, по существу влагонепроницаемой пленкой. У слоистого материала (для которого также предпочтительно, чтобы он являлся дышащим) имеются продольное направление (направление формирования во время изготовления материала), которое соответствует основному направлению ориентации нитей, использующихся при изготовлении слоистого материала, и поперечное направление, которое перпендикулярно продольному направлению. Слоистый материал содержит эластичные нити, связанные со слоистым материалом по длине в продольном направлении, но для предотвращения соприкосновения находящиеся на некотором расстоянии друг от друга в поперечном направлении, так чтобы они не создавали значительную упругую или сокращающую силу в поперечном направлении.
При воздействии растягивающей силы дышащий слоистый материал является растягивающимся в поперечном направлении до ширины в растянутом состоянии, которая не менее чем на 25%, больше ширины в исходном, нерастянутом состоянии. После прекращения действия растягивающей силы слоистый материал или не сокращается, или сокращается не более чем на 30% от разности между шириной в растянутом состоянии и исходной шириной.
Если дышащая пленка не требуется, то может быть изготовлен вариант осуществления изобретения, в котором удлиненные эластичные нити расположены между двумя слоями нетканого полотна и связаны с этими слоями, которые растянуты с сужением и являются растяжимыми в поперечном направлении. Слоистый материал может включать дышащую, в основном влагонепроницаемую микропористую пленку, обладающую растяжимостью в поперечном направлении не меньшей, чем растяжимость слоистого материала, и волокнистое нетканое полотно, связанное с пленкой, также обладающее растяжимостью в поперечном направлении не меньшей, чем растяжимость слоистого материала. Альтернативно, пленка может быть изготовлена из полимера, который обладает собственной дышащей способностью. Компонент, который обладает меньшей растяжимостью в поперечном направлении (пленка или полотно), будет ограничивать возможную растяжимость в поперечном направлении для всего слоистого материала. Другими словами, слоистый материал будет растягиваться в такой же или меньшей степени, чем наименее растяжимый слой.
Аналогичным образом, ни пленка, ни полотно не должны обладать намного большей сокращающей силой, чем требующаяся для слоистого материала в целом. Если пленка или полотно должны сокращаться более, чем на 30% от разности ширины в растянутом состоянии и исходной ширины в нерастянутом состоянии, чтобы обеспечить лучшее облегание в области ластовицы подгузника, выкроенного в продольном направлении, то в продольном направлении в весь слоистый материал включают эластичные нити и его не связывают в поперечном направлении, чтобы сокращающая сила действовала на тело пользователя в направлении только одной оси.
В одном варианте осуществления изобретения нетканое полотно, изготовленное из термопластичных нитей, представляет собой вытянутое в шейку нетканое полотно, например вытянутое в шейку нетканое полотно фильерного способа производства. Нетканое полотно, которое изготовлено из относительно неэластичного полимерного материала, растягивают в продольном направлении с образованием сужения полотна в поперечном направлении, или растягивают с сужением. С полотном или внутри полотна связан ряд растянутых эластичных нитей, которые в поперечном направлении находятся на некотором расстоянии друг от друга. Когда полотно находится в растянутом с сужением состоянии, на него накладывают и с ним связывают дышащую микропористую пленку. Пленка содержит хотя бы один термопластичный полимер, который делает пленку растяжимой (но не эластичной, или не сильно сокращающейся) в поперечном направлении. Затем слоистому материалу дают отрелаксировать, и происходящее в продольном направлении сокращение эластичных нитей укорачивает слоистый материал и образует на слоистом материала морщины или складки, которые ориентированы в поперечном направлении. Таким образом, когда слоистый материал растягивается в поперечном направлении, пленка растягивается, и нетканое полотно возвращается в свое исходное, не растянутое с сужением состояние. После выдерживания в растянутом состоянии в течение одной минуты в растянутом слоистом материале имеется слабая сокращающая сила, действующая в поперечном направлении, или эта сила отсутствует. В этом варианте осуществления слоистый материал обладает растяжимостью в поперечном направлении и эластичностью в продольном направлении.
В другом варианте осуществления нетканое полотно необязательно вытянуто в шейку, но изготовлено с использованием растяжимого (но не эластичного, или не сильно сокращающегося) полимерного материала. Пленка также содержит по крайней мере один термопластичный полимер, который делает пленку растяжимой (но не эластичной, или не сильно сокращающейся) в поперечном направлении. Эластичные нити включают в слоистый материал таким образом, как это сделано в предыдущем варианте осуществления. Когда слоистый материал растягивается в поперечном направлении, пленка растягивается и волокна нетканого полотна также растягиваются. В растянутом слоистом материале имеется слабая сокращающая сила, действующая в поперечном направлении, или эта сила отсутствует. Вследствие наличия эластичных нитей слоистый материал будет обладать эластичностью в продольном направлении.
В другом варианте осуществления термопластичное полотно необязательно вытянуто в шейку или изготовлено с использованием растяжимого полимера. Вместо этого нетканое полотно сделано растяжимым посредством придания извитости нитям. Извитые нити по длине обладают волнистостью и/или спиральностью, которые при воздействии растягивающей силы склонны распрямляться, что делает нити удлиняющимися. И в этом случае пленка содержит хотя бы один термопластичный полимер, который делает пленку растяжимой (но не эластичной, или не сильно сокращающейся) в поперечном направлении. Когда слоистый материал растягивается в поперечном направлении, пленка растягивается и извитые волокна нетканого полотна проявляют склонность к распрямлению. И в этом случае эластичные нити включают в слоистый материал таким образом, как это сделано в предыдущих примерах. Таким образом, растянутый слоистый материал обладает небольшой сокращающей силой, действующей в поперечном направлении, или эта сила отсутствует, и эластичностью в продольном направлении.
В еще одном варианте осуществления изобретения термопластичное полотно частично растянуто с сужением, или удлинено, например, на половину его способности удлиняться в продольном направлении. Растяжимая полимерная пленка, такая как эластичная полиолефиновая (ЭПО) или другая эластичная полимерная пленка, также растянута в продольном направлении, но также, например, настолько, насколько она способна удлиняться. После этого путем связывания частично растянутого нетканого полотна и частично растянутой пленки и связывания с ними ориентированных в продольном направлении эластичных нитей получают слоистый материал. Затем слоистый материал подвергают дополнительному растяжению в продольном направлении, тем самым создавая или формируя морщины или складки на пленочном компоненте слоистого материала. Когда после этого растянутый слоистый материал растягивают в поперечном направлении, складки пленки легко распрямляются под действием очень небольшой растягивающей силы, что приводит к растяжению слоистого материала в поперечном направлении. Следует понимать, что, хотя термин "легко" является относительным, в этом общем контексте он будет применяться к такой растягивающей силе, которая обычно возникает при надевании на тело пользователя готового предмета одежды, в котором использован слоистый материал. Для дополнительного удлинения в поперечном направлении путем растяжения пленки в поперечном направлении до ее утоньшения после полного распрямления складок необходима вторая, более значительная сила. И в этом случае растянутый слоистый материал обладает небольшой сокращающей силой, действующей в поперечном направлении, или эта сила отсутствует, и эластичностью в продольном направлении. В этом варианте осуществления профиль удлиняющей силы полученного слоистого материала можно различным образом менять путем выполнения растяжения до формирования слоистого материала, после формирования слоистого материала или и до, и после его формирования.
С учетом приведенного выше особенностью и преимуществом настоящего изобретения является предоставление (предпочтительно - в основном влагонепроницаемого и дышащего) слоистого материала, который при необходимости растягивается и обладает эластичностью в продольном направлении и небольшой сокращающей силой в поперечном направлении, и благодаря этому постоянно плотно прилегает к телу пользователя в соответствии с его формой.
Особенностью и преимуществом настоящего изобретения также является предоставление слоистого материала, который плотно прилегает к телу пользователя в соответствии с его формой и который по сравнению с эластичными слоистыми материалами предшествующего уровня техники является относительно недорогим в изготовлении.
Особенностью и преимуществом настоящего изобретения также является предоставление различных предметов одежды, предназначенных для использования в качестве средств личной гигиены, и медицинской одежды, которые содержат слоистый материал, соответствующий настоящему изобретению и которые (благодаря тому, что слоистый материал является растяжимым в поперечном направлении и сокращающимся в продольном направлении) постоянно плотно прилегает к телу пользователя в соответствии с его формой.
Указанные выше другие особенности и преимущества станут более понятными из последующего подробного описания представленных предпочтительных вариантов осуществления настоящего изобретения, рассматриваемых совместно с прилагаемыми чертежами. Это подробное описание и чертежи предназначены для иллюстрации, а не для ограничения объема настоящего изобретения, определяемого прилагаемой формулой изобретения и эквивалентами.
Определения
Термин "растяжимый" в настоящем изобретении используется для обозначения материала, который при воздействии растягивающей силы может растягиваться в конкретном направлении до размера в растянутом состоянии (например, ширины), который по крайней мере на 25% больше исходного размера в нерастянутом состоянии. Когда после периода выдерживания в течение одной минуты действие растягивающей силы прекращается, материал не сокращается или сокращается не более чем на 30% от разности между размером в растянутом состоянии и исходным размером. Таким образом, материал, обладающий шириной, равной 1,0 м, который является растяжимым в поперечном направлении, можно растянуть до ширины, равной по крайней мере 1,25 м, когда после периода выдерживания в течение одной минуты действие растягивающей силы прекращается, материал, растянутый до ширины, равной 1,25 м, не будет сокращаться или будет сокращаться до ширины, равной не менее 1,175 м. Растяжимые материалы отличаются от эластичных материалов, поскольку при прекращении действия растягивающей силы последние в большинстве случаев склонны сокращаться до своего исходного размера. Растягивающей силой может быть любая сила, достаточная для растяжения материала без его разрыва на величину, составляющую от 125% от его исходного размера до максимального размера в растянутом состоянии в выбранном направлении (например, в поперечном направлении).
"Сокращение, выраженное в процентах" определяется, когда при использовании процедуры, описанной в Примерах, сокращающая сила для образца шириной 3 дюйма становится меньше 10 г. "Постоянная остаточная деформация, выраженная в процентах" означает 100 минус "сокращение, выраженное в процентах".
Термин "неэластичный" относится и к материалам, которые не растягиваются на 25% или более, и к материалам, которые растягиваются в такой или большей степени, но не сокращаются более чем на 30%. К неэластичным материалам относятся растяжимые материалы, определенные выше, а также материалы, которые не растягиваются, т.е. которые разрываются при воздействии растягивающей силы.
Термин "эластичный" относится к гибким материалам, которые обладают степенями растяжения и сокращения, превышающими таковые, указанные в определении неэластичного материала.
Термин "продольное направление" применительно к нетканому полотну относится к направлению перемещения конвейера, проходящего под фильерой или аналогичным аппаратом для экструзии или формования нитей, при котором нити ориентируются преимущественно в том же направлении. Хотя на отдельном участке нетканого полотна нити могут выглядеть ориентированными непостоянным или даже случайным образом, в целом они обычно обладают продольным направлением ориентации, параллельным перемещению конвейера, который отводит их от аппарата для экструзии или формования.
Термин "продольное направление" применительно к пленке относится к направлению на пленке, которое параллельно направлению перемещения пленки при ее выходе из аппарата для экструзии или формования. Если, например, пленка проходит между зажимными валками или охлаждающими валками, то продольным направлением является направление на пленке, которое параллельно направлению перемещения поверхности валков при их соприкосновении с пленкой.
Термин "продольное направление" применительно к слоистому материалу, включающему хотя бы одну пленку и хотя бы одно нетканое полотно, относится к продольному направлению нетканого полотна, являющегося компонентом слоистого материала.
Термин "поперечное направление" для нетканого полотна, пленки и слоистого материала означает направление, перпендикулярное продольному направлению. Размеры, измеренные в поперечном направлении, называются "шириной", а размеры, измеренные в продольном направлении, называются "длиной".
Термины "дышащая пленка", "дышащий слоистый материал" или "дышащий наружный закрывающий материал" означают пленку, слоистый материал или наружный закрывающий материал, обладающий скоростью просачивания паров воды (СППВ), равной не менее примерно 300 г/м2/24 ч, если она измерена с помощью описанной в настоящем изобретении Методики определения СППВ. Термин "более высокая дышащая способность" просто означает, что у второго материала значение СППВ больше, чем у первого материала. Дышащая способность материалов обычно основывается на молекулярной диффузии паров или прохождении паров через микропоры, и эти материалы являются в основном влагонепроницаемыми.
Термин "материал, проницаемый для жидкой воды" означает материал, состоящий из одного или большего количества слоев, такой как нетканый материал, который является пористым и который является проницаемым для жидкой воды за счет протекания воды и других жидкостей на основе воды через поры. Полости между волокнами или нитями нетканого полотна могут быть достаточно большими и часто являются достаточными для обеспечения просачивания и протекания жидкой воды через материал.
Термин "нетканый материал или полотно" означает полотно, структура которого образована отдельными волокнами или прядями, которые переплетены, но не правильным образом и не таким способом, как трикотажное полотно. Нетканые материалы или полотно формируют с помощью различных способов, таких как, например, аэродинамические способы получения из расплава, фильерные способы производства, способы аэродинамического формования, способы совместного формования и способы изготовления нетканого материала из кардного прочеса. Массу единицы площади нетканых материалов обычно выражают в унциях материала на квадратный ярд (osy) или в граммах на квадратный метр (г/м2), а диаметры волокон обычно выражают в микрометрах. (Отметим, что для перевода значения, выраженного в osy, в значение, выраженное в г/м2, необходимо значение, выраженное в osy, умножить на 33,91).
Термин "микроволокна" означает волокна небольшого диаметра, обладающие средним денье волокна, равным примерно 0,005 -10. Денье волокна определяется, как выраженная в граммах масса 9000 м волокна. Для волокон с круглым сечением количество денье можно рассчитать, как квадрат диаметра волокна, выраженного в микрометрах, умноженный на плотность, выраженную в г/см3, и умноженную на 0,00707. Для волокон, изготовленных из одного и того же полимера, меньшему денье соответствует более тонкое волокно, а большему денье отвечает более толстое или более тяжелое волокно. Например, диаметр полипропиленового волокна, равный 15 мкм, можно перевести в денье, возведя его в квадрат, умножив результат на 0,89 г/см3 и умножив на 0,00707. Таким образом, полипропиленовое волокно диаметром 15 мкм обладает значением денье, равным примерно 1,42, которое рассчитывается по соотношению (152×0,89×0,00707=1,415). За пределами США чаще используют единицу измерения "текс", которая определяется, как выраженная в граммах масса одного километра волокна. Текс можно рассчитать, как денье/9.
Термин "волокна фильерного способа производства" означает волокна небольшого диаметра, которые формируются экструзией расплавленного термопластичного материала в виде элементарных нитей через множество тонких капиллярных каналов фильеры, обладающих круглой или иной формой, причем после этого диаметр экструдируемых элементарных нитей быстро уменьшают, как это показано, например, в патенте США №4340563, выданном Appel et al., и патенте США №3692618, выданном Dorschner et al., в патенте США №3802817, выданном Matsuki et al., в патентах США №3338992 и №3341394, выданных Kinney, в патенте США №3502763, выданном Hartman, в патенте США №3502538, выданном Petersen, и в патенте США №3542615, выданном Dobo et al., которые во всей своей полноте включены в настоящее изобретение путем ссылки. Волокна фильерного способа производства резко охлаждают и наносят на принимающую поверхность. Волокна фильерного способа производства обычно являются непрерывными и часто обладают средними денье, превышающими примерно 0,3, более предпочтительно - примерно от 0,6 до 10.
Термин "волокна, полученные аэродинамическим способом из расплава" означает волокна, сформированные путем экструзии расплавленного термопластичного материала через множество тонких, обычно круглых, капиллярных каналов экструзионной головки в виде тонких нитей или элементарных волокон в сходящиеся высокоскоростные потоки нагретого газа (например, воздуха), которые утончают элементарные нити из расплавленного термопластичного материала для уменьшения их диаметра, который может соответствовать диаметру микроволокна. После этого полученные аэродинамическим способом из расплава волокна переносятся высокоскоростным газовым потоком и укладываются на принимающую поверхность с формированием полотна, состоящего из случайным образом нанесенных волокон, полученных аэродинамическим способом из расплава. Такой способ раскрыт, в частности, в патенте США №3849241, выданном Butin et al. Волокна, полученные аэродинамическим способом из расплава, представляют собой микроволокна, которые могут быть непрерывными или дискретными, обычно тоньше чем 1,0 денье, и при нанесении на принимающую поверхность обычно самопроизвольно связываются.
Термин "пленка" означает термопластичную пленку, полученную способом экструзии пленки, таким как способ литья пленки или экструзии с раздувом. В это понятие входят пленки, которым придана микропористость путем смешивания полимера с наполнителем, формования пленки из смеси и вытяжки пленки.
Термин "микропористая" означает пленки, в которых имеются полости, разделенные тонкими полимерными мембранами, и пленки, в которых имеются микропоры, проходящие через пленки. Полости или микропоры можно сформировать, если смесь полимера и наполнителя экструдировать в пленку и пленку подвергнуть вытяжке в продольном направлении, предпочтительно одноосной. Микропористые пленки склонны пропускать пары воды вследствие молекулярной диффузии паров воды через мембраны или микропоры, но через них в основном заблокировано прохождение жидкостей на основе воды.
Термин "полимер" обычно включает (без наложения ограничений) гомополимеры, сополимеры, такие как, например, блок-сополимеры, привитые, статистические и чередующиеся сополимеры, тройные сополимеры и т.п. и их смеси и модификации. Кроме того, если не введено специального ограничения, то термин "полимер" включает все возможные геометрические конфигурации материала. Такие конфигурации включают (без наложения ограничений) изотактическую, синдиотактическую и атактическую структуры.
Термин "впитывающее изделие" включает впитывающие изделия для личной гигиены и впитывающие медицинские изделия. Термин "впитывающее изделие для личной гигиены" включает (без наложения ограничений) подгузники, тренировочные трусы, одежду для плавания, впитывающее нижнее белье, салфетки для детей, изделия для взрослых, страдающих недержанием, и средства личной гигиены для женщин.
Термин "впитывающее медицинское изделие" включает (без наложения ограничений) впитывающее белье, подкладки, повязки, маски для лица, впитывающие хирургические простыни и медицинские салфетки.
Термины "шейка" и "вытянутые в шейку" являются взаимозаменяемыми и означают, что ткань, нетканое полотно или слоистый материал вытянут таким образом, что он растянут в условиях, при которых его ширина или его поперечный размер уменьшен за счет растяжения в длину или увеличения длины ткани. Регулируемая вытяжка может проводиться при низких температурах, при комнатной температуре или при более высоких температурах и ограничивается увеличением общего размера в направлении вытяжки вплоть до удлинения, необходимого для разрыва ткани, нетканого полотна или слоистого материала, и в большинстве случаев она составляет примерно от 1,2- до 1,6-кратной. После релаксации ткань, нетканое полотно или слоистый материал полностью не возвращаются к своему исходному размеру. Способ вытяжки в шейку обычно включает разматывание листового материала с подающего валка и его прохождение через систему с натяжным валком, работающую с заданной линейной скоростью. Приемный валок или зажим, работающий с линейной скоростью, большей, чем натяжной валок, вытягивает ткань и создает натяжение, необходимое для удлинения ткани и ее вытягивания в шейку. В патенте США №4965122, выданном Morman и переуступленном владельцу настоящего изобретения, который во всей своей полноте включен в настоящее изобретение путем ссылки, раскрыт обратимо вытягивающийся в шейку нетканый материал, который можно сформировать вытяжкой материала в шейку, выполняющимся после этого нагревом вытянутого в шейку материала и последующим охлаждением. Нагревание вытянутого в шейку материала вызывает дополнительную кристаллизацию полимера, что приводит к частичной термической остаточной деформации. Если вытянутый в шейку материал представляет собой нетканый материал фильерного способа производства, то, как показано в патенте США №4965122, во время использовании способа вытяжки в шейку некоторые волокна материала могут приобрести извитость.
Термин "растяжимый с сужением материал" или "растяжимый с сужением слой" означает любой материал или слой, который можно растянуть с сужением, такой как нетканый, тканый или трикотажный материал или слоистый материал, содержащий один из этих материалов. При использовании в настоящем изобретении термин "растянутый с сужением материал" означает любой материал, который растянут хотя бы в одном направлении (например, в длину) с уменьшением поперечного размера (например, ширины), причем при прекращении действия растягивающей силы материал может сократиться с возвратом к исходной ширине. Растянутый с сужением материал обычно обладает большей массой единицы площади, чем не растянутый с сужением материал. После того как растянутый с сужением материал сокращается с возвратом к исходной ширине, он должен обладать примерно такой же массой единицы площади, как не растянутый с сужением материал. Это отличается от вытяжки/ориентирования слоя пленки, при которой пленка утончается и масса единицы площади уменьшается. Предпочтительные нетканые полотна, предназначенные для использования в настоящем изобретении, изготовлены из неэластичного полимера.
Термин "сужение, выраженное в процентах" означает отношение, определенное путем измерения разности между размером в не растянутом с сужением состоянии и размером в растянутом с сужением состоянии материала, растяжимого с сужением, и последующего деления этой разности на размер в не растянутом с сужением состоянии материала, растяжимого с сужением.
Слова, характеризующие количество, такие как "примерно", "в основном" и т. п., применяющиеся в случаях, когда приводятся допустимые пределы значений для способов изготовления и характеристик материалов при указанных обстоятельствах, используются в настоящем изобретении как означающие "равные или близкие к..." и предназначены для предотвращения того, чтобы недобросовестный нарушитель патентных прав злонамеренно использовал раскрытие изобретения, в котором точные или абсолютные значения или утверждения приведены для того, чтобы передать смысл изобретения.
Краткое описание чертежей
На Фиг.1 приведен вид сверху волокнистого нетканого полотна, которое может представлять собой полотно нетканого способа производства, которое не растянуто с сужением.
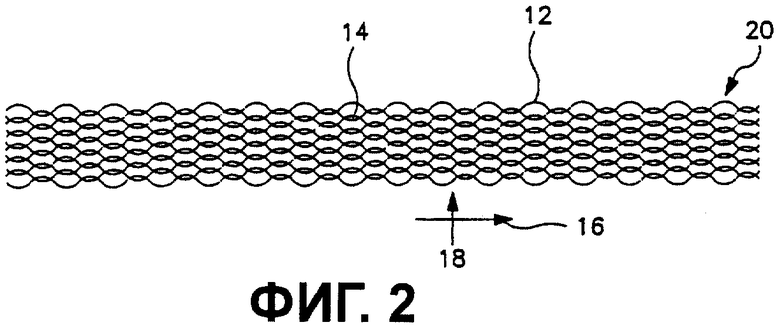
На Фиг.2 приведен вид сверху волокнистого нетканого полотна, которое может представлять собой полотно нетканого способа производства, которое растянуто с сужением.
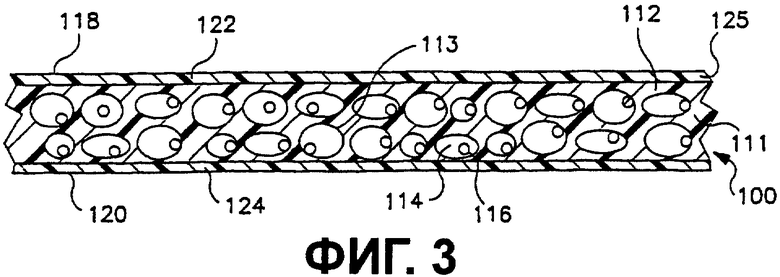
На Фиг.3 приведено сечение дышащей микропористой пленки, которая может образовывать слоистый материал с нетканым полотном, представленным на Фиг.1 или Фиг.2.
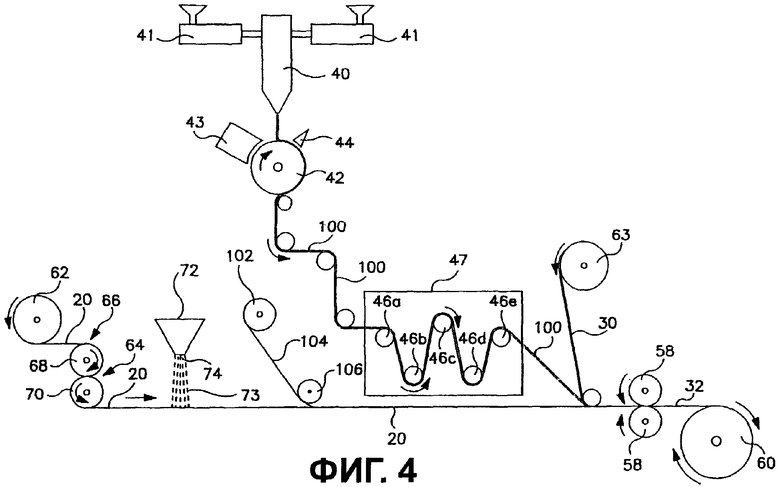
На Фиг.4 схематично представлен способ, который можно использовать для изготовления слоистых материалов, соответствующих настоящему изобретению.
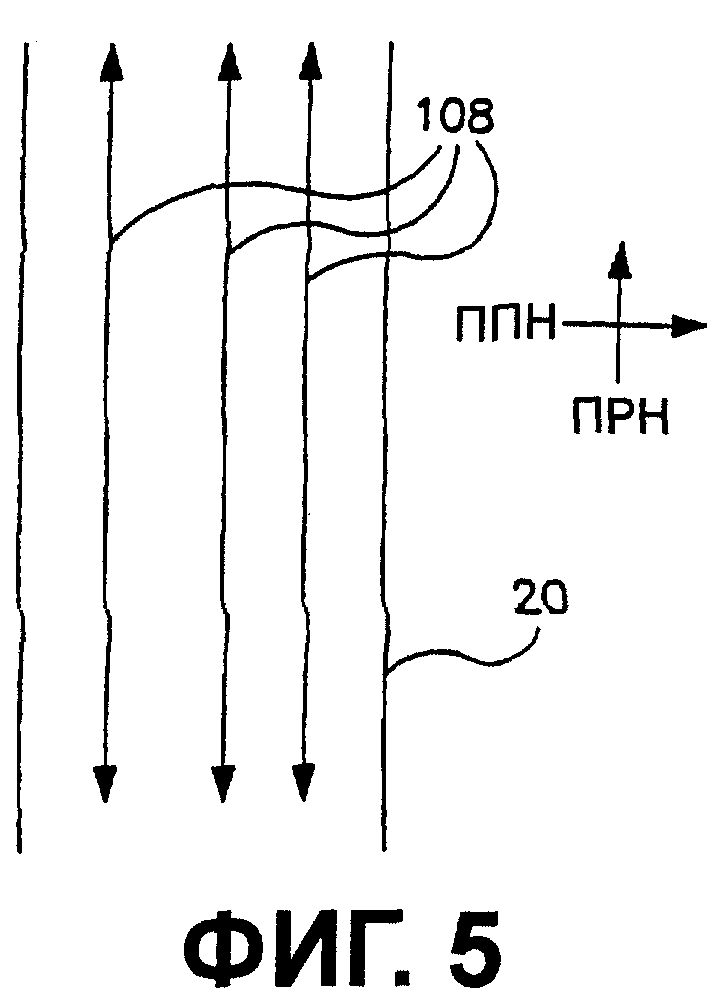
На Фиг.5 представлено растянутое нетканое полотно с расположенными на нем и находящимися на некотором расстоянии друг от друга эластичными нитями.
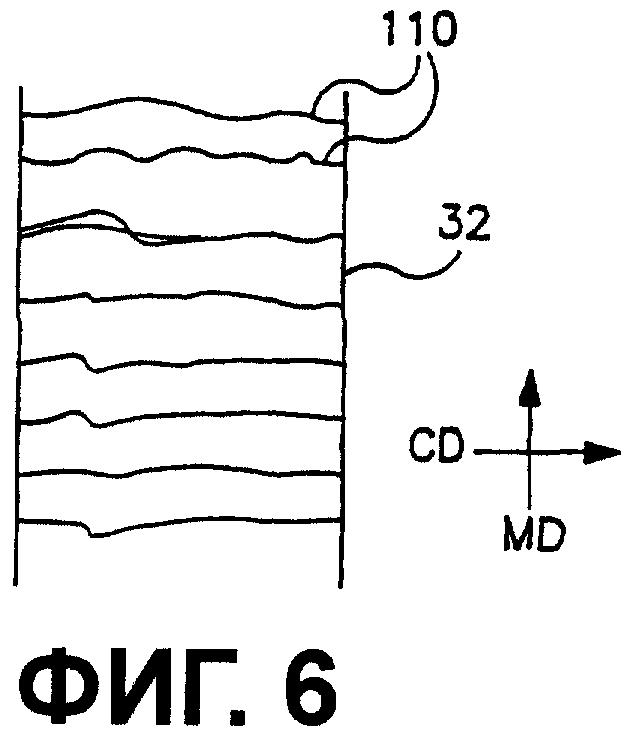
На Фиг.6 представлено полотно, приведенное на Фиг.5, со складками, образовавшимися вследствие сокращения в продольном направлении.
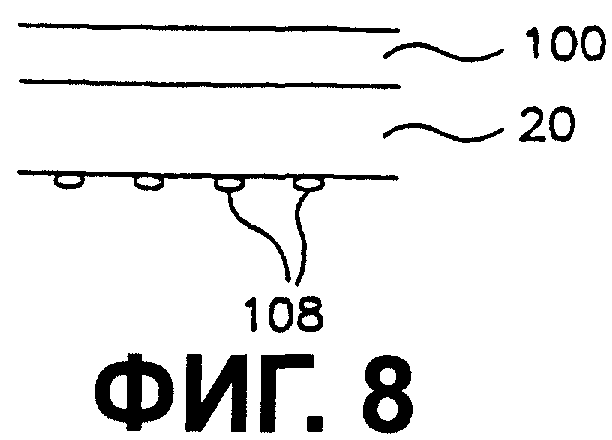
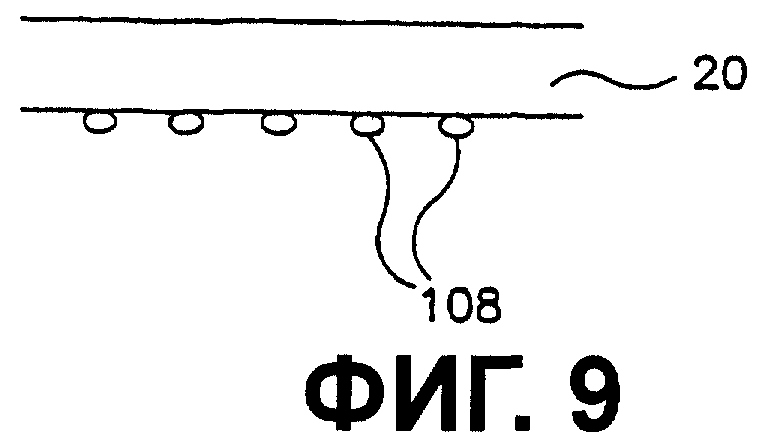
На Фиг.7-9 представлены различные варианты осуществления компонентов слоистого материала, соответствующего настоящему изобретению.
Подробное описание предпочтительных вариантов осуществления настоящего изобретения
Представленное на Фиг.1 нетканое полотно 10, которое может быть нетканым полотном фильерного способа производства, включает множество отдельных элементов 12 из термопластичного волокна, периодически связанных друг с другом с помощью узора связывания, который в этом случае содержит множество точечных связей 14. При рассмотрении в микроскопическом масштабе представляется, что отдельные волокна 12 обладают непостоянной или в определенной степени случайной ориентацией. При рассмотрении в макроскопическом масштабе, когда видна вся длина волокон 12, волокна 12 в целом ориентированы преимущественно в направлении, которое параллельно продольному направлению, указанному стрелкой 16. Если нетканое полотно является материалом фильерного способа производства, его можно специально изготовить таким образом, чтобы нити в значительной степени были ориентированы в продольном направлении и термические связи были преимущественно ориентированы в продольном направлении. Это приведет к получению нетканого полотна фильерного способа производства, обладающему характерной растяжимостью в поперечном направлении, что очень сходно с растяжимостью обычного нетканого материала из кардного прочеса.
Предпочтительно, чтобы нетканое полотно 10 представляло собой нетканый материал фильерного способа производства, но оно также может представлять собой нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал из кардного прочеса, материал, сформированный аэродинамическим способом, или слоистый материал, или композиционный материал, содержащий один или большее количество нетканых материалов. Нетканое полотно также может быть сформировано или модифицировано с использованием способа гидропереплетения. В одном варианте осуществления нетканое полотно или содержащий его слоистый материал является растягивающимся с сужением в соответствии с приведенным выше определением. На Фиг.2 приведен вид сверху нетканого материала 20, растянутого с сужением, который может представлять собой нетканое полотно 10, растянутое в продольном направлении 16, так чтобы произошло удлинение полотна в продольном направлении 16 и сужение, или растяжение с сужением, в поперечном направлении 18.
Как показано на Фиг.2, растяжение с сужением приводит к тому, что отдельные нити 12 в большей степени выровнены друг относительно друга и расположены ближе друг к другу. Если используется растягивающееся с сужением нетканое полотно или слоистый материал, он должен обладать сужением, выраженным в процентах, равным не менее примерно 15%, более предпочтительно - примерно 25-75%, а наиболее предпочтительно - примерно 35-65%. До растяжения с сужением нетканое полотно 10 должно обладать массой единицы площади, равной примерно 0,05-4,0 унций на квадратный ярд (osy), предпочтительно - примерно 0,3-2,0 osy, а более предпочтительно - примерно 0,4-1,0 osy.
Если используется растяжимое с сужением нетканое полотно, то нетканое полотно может быть изготовлено из растяжимого или нерастяжимого полимера. Примеры пригодных для использования нерастяжимых полимеров включают (без наложения ограничений) полиолефины, полиамиды и сложные полиэфиры. К предпочтительным полимерам относятся полиолефины, такие как полипропилен и/или полиэтилен. К другим пригодным для использования полимерам относятся сополимеры, содержащие в основном этилен и альфа-олефины с 3-12 атомами углерода, обладающие плотностью, равной примерно 0,900-0,935 г/см3, известные под названием линейных полиэтиленов низкой плотности. В указанный перечень также включаются сополимеры, содержащие не менее 90% масс. пропилена и не более 10% масс. альфа-олефинов с 2 или 4-12 атомами углерода. Растяжимые полимеры (описанные ниже), которые являются предпочтительными, когда нетканое полотно 10 не вытянуто в шейку или волокна являются извитыми, также можно использовать в случае, когда оно вытянуто в шейку. Также пригодны для использования полиолефины, полученные с помощью одноцентровых катализаторов (т.е. с помощью металлоценовых катализаторов или катализаторов со стерическими ограничениями). В зависимости от плотности и содержания мономера эти полимеры могут быть растяжимыми и нерастяжимимы. Полиолефины, полученные с помощью одноцентровых катализаторов, описаны в патентах США №5571619, №5322728 и №5272236, раскрытие которых включено в настоящее изобретение для ссылки.
Полимеры, полученные с помощью одноцентровых катализаторов, обладают очень узким диапазоном молекулярных масс. У полимеров, полученных с помощью металлоценовых катализаторов, индекс полидисперсности (средневесовая молекулярная масса/среднечисловая молекулярная масса) может составлять менее 4 или даже менее 2. По сравнению с в остальном сходными полимерами, полученными с помощью катализаторов типа Циглера-Натта, эти полимеры также обладают регулируемым распределением короткоцепной разветвленности. При использовании металлоценовых катализаторов также можно очень точно регулировать изотактичность полимера. Обычно полимеры и сополимеры этилена, обладающие плотностью, равной 0,900 г/см3 или выше, склонны быть менее растяжимыми или нерастяжимыми, тогда как обладающие плотностью, равной менее 0,900 г/см3, являются более растяжимыми. Обычно полимеры пропилена и сополимеры, содержащие 0-10% этилена или другого альфа-олефинового сомономера, склонны быть менее растяжимыми или нерастяжимыми, тогда как сополимеры пропилена с альфа-олефинами, содержащие более 10% сомономера, являются более растяжимыми.
Промышленное производство полимеров с помощью одноцентровых катализаторов является до некоторой степени ограниченным, но растущим. Такие полимеры выпускает компания Exxon Chemical Company of Baytown, Texas под торговыми названиями ACHIEVE для полимеров на основе пропилена и EXACT и EXCEED для полимеров на основе этилена. Компания Dow Chemical Company of Midland, Michigan выпускает полимеры, продающиеся под названием AFFINITY. Эти материалы, по-видимому, получают с использованием нестереоспецифических металлоценовых катализаторов. Компания Exxon обычно называет использующиеся в ее технологии катализаторы одноцентровыми или металлоценовыми катализаторами, а компания Dow называет их катализаторами "с геометрическими ограничениями" под названием INSITE, чтобы отличить их от традиционных катализаторов Циглера-Натта, у которых имеется множество реакционных центров. В этой области также действуют другие изготовители, такие как компании Fina Oil, BASF, Amoco, Hoechst и Mobil, и предполагается, что в следующем десятилетии доступность полимеров, изготовленных по этой технологии, существенно улучшится.
Во втором варианте осуществления растяжимое в поперечном направлении нетканое полотно 10 не вытянуто в шейку. В этом варианте осуществления нетканое полотно 10 изготовлено из растяжимого полимерного материала, т.е. из материала, который допускает растяжение отдельных волокон 12 не менее чем на 25% от их исходной длины, и после прекращения действия растягивающей силы не сокращается более чем на 30% от разности между длиной в растянутом состоянии и длиной в нерастянутом состоянии. Предпочтительным является растяжимый полимер, который допускает растяжение отдельных волокон 12 по крайней мере на 35% (например, на 35-300%) от их исходной длины, и после прекращения действия растягивающей силы не сокращается более чем на 30% от разности между длиной в растянутом состоянии и длиной в нерастянутом состоянии. Более предпочтительно, чтобы растяжимый полимер допускал растяжение отдельных волокон 12 не менее чем на 50% (например, на 50-200%) от их длины в исходном, нерастянутом состоянии, и после прекращения действия растягивающей силы не сокращался более чем на 30% от указанной разности. Растяжимые волокна 12 могут состоять из смеси или другой комбинации растяжимого и нерастяжимого полимера, так чтобы растяжимый полимер содержался в количестве, достаточном для того, чтобы сделать волокна растяжимыми.
Примеры растяжимых полимеров включают некоторые эластичные полиолефины, например полимеры на основе пропилена, содержащие в главной полимерной цепи и атактические, и изотактические группы. Эластичные полиолефины (ЭПО) продает компания Rexene Corporation. В указанный перечень также включаются гетерофазные сополимеры пропилена с этиленом, продающиеся компанией Himont Corporation под названиями "catalloys". Гетерофазные полимеры представляют собой реакторные смеси, получаемые путем проводимого на разных стадиях прибавления в реактор различных количеств пропилена и этилена. Гетерофазные полимеры обычно содержат примерно 10-90% масс. первого полимерного сегмента А, примерно 10-90% масс. второго полимерного сегмента В и примерно 0-20% масс. третьего полимерного сегмента С. Полимерный сегмент А является кристаллическим по крайней мере примерно на 80% и содержит примерно 90-100% масс. пропилена в виде гомополимера или является статистическим сополимером, содержащим до 10% масс. этилена. Полимерный сегмент В является кристаллическим менее чем примерно на 50% и содержит примерно 30-70% масс. пропилена, статистически сополимеризованного примерно с 30-70% масс. этилена. Необязательный полимерный сегмент С содержит примерно 80-100% масс. этилена и 0-20% масс. статистически сополимеризованного пропилена.
К другим растяжимым сополимерам относится полиэтилен очень низкой плотности (ПЭОНП), который представляет собой сополимер этилена с альфа-олефином и обладает плотностью, равной менее 0,900 г/см3, предпочтительно - примерно 0,870-0,890 г/см3. Предпочтительными ПЭОНП являются полимеры, полученные с помощью одноцентровых катализаторов. К другим растяжимым сополимерам относятся статистические сополимеры пропилена с альфа-олефинами, содержащие более 10% масс. сомономера с 2 или 4-12 атомами углерода, предпочтительно - примерно 15-85% масс. сомономера, причем предпочтительным сомономером является этилен.
В третьем варианте осуществления растяжимое в поперечном направлении нетканое полотно 10 изготовлено из волокон 12, которые являются извитыми. В данной области техники известно много способов придания волокнам извитости. Извитые волокна обладают участками волнистости или микроволнистости гармошкообразной или пружино-образной формы, так что при растяжении волокон эти участки распрямляются и/или уменьшается амплитуда волнистости. При использовании извитых волокон не требуется, чтобы применяющийся для их изготовления полимер был растяжимым, т.е. он может быть растяжимым или нерастяжимым.
В еще одном варианте осуществления нетканый материал изготавливается таким образом, чтобы очень много волокон было ориентировано в продольном направлении (ПРИ) и очень мало - в поперечном направлении (ППН). Затем волокна связывают таким образом, чтобы свести к минимуму связывание волокон в ППН. Это позволяет материалу растягиваться в ППН. Примером такого материала является нетканый материал из кардного прочеса (НКП), который обладает сильной растягиваемостью в ППН и слабой растягиваемостью в ПРН. Другие нетканые материалы, такие как нетканые материалы фильерного способа производства, изготовить такими, чтобы они обладали характеристиками, сходными с характеристиками НКП, можно путем формования волокон нетканого материала фильерного способа производства таким образом, чтобы эти волокна были в значительной степени ориентированы в ПРН, и связывания волокон с помощью такого узора связывания, чтобы этот материал можно было легко растянуть в ППН. В таком узоре связывания относительная площадь связывания является небольшой (менее 25%), и участки связывания расположены преимущественно в ПРН. Таким образом, имеются столбцы волокон в ПРН, которые не связаны с имеющимися соседними столбцами волокон в ПРН. Несвязанные волокна позволяют нетканому материалу легко растягиваться в ППН, а связанные волокна придают материалу прочность и стойкость к истиранию. Материалы НКП дополнительно описаны в работе Encyclopedia of Polymer Science and Engineering. Vol.10, pages 211-212, Wiley & Sons (1987), которая включена в настоящее изобретение путем ссылки.
На Фиг.3 представлен один вариант осуществления растяжимой пленки, в данном случае дышащей растяжимой микропористой пленки, которую можно использовать для изготовления слоистого материала с растянутым в шейку нетканым полотном, нетканым полотном на основе растяжимого полимера, нетканым полотном, состоящим из волнистых волокон или с высокоориентированным нетканым материалом фильерного способа производства с волокнами НА, волокнами в нетканом материале из кардного прочеса и т.п. Дышащая микропористая пленка 100 может содержать первичный микропористый внутренний слой 112, расположенный между двумя более тонкими поверхностными слоями 122 и 124, которые используются для связывания. Альтернативно, пленка 100 может содержать первичный микропористый внутренний слой 112 и только один поверхностный слой 122, или 124, или не содержать поверхностных слоев.
Микропористый слой 112 включает полимерную матрицу 111, множество содержащихся в матрице полостей 114, окруженных относительно тонкими микропористыми мембранами 113, образующими извилистые пути, и одну или большее количество частиц наполнителя 116, находящихся в каждой полости 114. Слой 112 является микропористым и дышащим, и находящиеся в нем микропористые мембраны 113, расположенные между полостями, легко допускают молекулярную диффузию паров воды с первой поверхности 118 на вторую поверхность 120 пленки 100. Альтернативно, сквозь пленку могут проходить некоторые или все микропоры или они могут быть соединены друг с другом, образуя сквозные проходы.
Полимерную матрицу 111 можно сформировать из любого растяжимого пленкообразующего термопластичного полимера. Примеры пригодных для использования полимеров включают (без наложения ограничений) любой один или большее количество растяжимых полимеров, указанных выше при описании второго варианта осуществления нетканого полотна, содержащего растяжимые волокна. Растяжимый полимер должен быть такого типа и содержаться в таком количестве, чтобы при воздействии растягивающей силы обеспечить для пленки 100 растяжимость в поперечном направлении на величину, составляющую по крайней мере примерно 25% от исходной ширины в нерастянутом состоянии. После прекращения воздействия растягивающей силы пленка должна сокращаться в такой степени, чтобы не вызвать сокращение слоистого материала, составляющее более чем 30% от разности между шириной в растянутом состоянии и исходной шириной в нерастянутом состоянии. Предпочтительно, чтобы пленка 100 обладала растяжимостью в поперечном направлении на величину, составляющую по крайней мере примерно 35% (например, 35-300%) от исходной ширины, более предпочтительно - по крайней мере примерно 50% (например, 50-200%). Растяжимый полимер может быть смешан с нерастяжимым полимером, но так, чтобы пленка обладала необходимой растяжимостью. Для матрицы 111 предпочтительными полимерами являются полученные с помощью одноцентровых катализаторов сополимеры этилена и эластичные полиолефины (ЭПО), описанные выше.
Частицы наполнителя 116 могут представлять собой любой пригодный для использования неорганический или органический наполнитель. Предпочтительно, чтобы частицы наполнителя 116 были небольшими, так чтобы они приводили к образованию микропор, и пленка 100 сохраняла барьерную способность по отношению к жидкой воде. Обычно частицы наполнителя должны обладать средним диаметром частиц, равным примерно 0,1-7,0 мкм, предпочтительно - примерно 0,5-5,0 мкм, а наиболее предпочтительно - 0,8-2,0 мкм. К пригодным для использования наполнителям относятся (без наложения ограничений) карбонат кальция, ненабухающие глины, диоксид кремния, оксид алюминия, сульфат бария, карбонат натрия, тальк, сульфат магния, диоксид титана, цеолиты, сульфат алюминия, диатомовая земля, карбонат магния, карбонат бария, каолин, слюда, уголь, оксид кальция, оксид магния, гидроксид алюминия и измельченные полимеры. Для настоящего изобретения предпочтительным наполнителем является карбонат кальция.
Частицы наполнителя 116 могут быть покрыты небольшим количеством (например, до 2 мас.%) жирной кислоты или другого материала, обеспечивающего их легкое диспер-гирование в полимерной матрице. К пригодным для использования жирным кислотам относятся (без наложения ограничений) стеариновая кислота и жирная кислота с более длинной цепью, такая как бегеновая кислота. Количество частиц наполнителя 116 во внутреннем слое 112 пленки 100 должно составлять примерно 10-55% от общего (полимера и наполнителя) объема слоя 112, предпочтительно - примерно 15-45% об., а наиболее предпочтительно - примерно 25-45% об. Аналогичным образом, полимерная матрица 111 должна составлять примерно 45-90% об. от объема среднего слоя 112, предпочтительно - примерно 55-85% об., а наиболее предпочтительно - примерно 60-75% об. Термин "объем" относится к общему объему, занимаемому полимером и наполнителем, и исключает воздушное пространство в полостях или микропорах.
Состав полимера, содержание наполнителя, размер частиц наполнителя и степень растяжения являются факторами, которые способствуют приданию растяжимой микропористой пленке 100, входящей в слоистый материал, дышащей способности и способности препятствовать просачиванию жидкости. Обычно ориентированная микропористая пленка 100 обладает толщиной, равной менее примерно 50 мкм, предпочтительно - менее примерно 30 мкм, а наиболее предпочтительно - менее примерно 20 мкм. Для придания дышащей способности пленка 100 может быть подвергнута одноосному растяжению примерно в 1,1-7,0 раз по сравнению со своей исходной длиной, предпочтительно - примерно в 1,5-6,0 раз по сравнению со своей исходной длиной, а наиболее предпочтительно - примерно в 2,5-5,0 раз по сравнению со своей исходной длиной. Альтернативно, пленка может быть подвергнута двуосному растяжению с помощью обычных способов, известных специалистам в данной области техники. Предпочтительно, чтобы пленка была подвергнута одноосному растяжению в ее продольном направлении и связана с нетканым полотном, так чтобы продольное направление пленки совпадало с продольным направлением полотна. В зависимости от конкретного используемого полимера температура, при которой происходит растяжение, может меняться примерно от 38 до 150°С, а предпочтительно - примерно от 70 до 95°С. Дышащую растяжимую пленку 100 можно изготовить с помощью отливки или совместной экструзии слоев пленки с раздувом, путем экструзионного нанесения покрытия или с помощью любого обычного способа наслаивания.
В варианте осуществления, представленном на Фиг.3, в двух- или трехслойной растяжимой пленке 100 слой микропористой дышащей пленки 112 расположен рядом с двумя относительно тонкими поверхностными слоями 122 и 124. Включение одного или двух поверхностных слоев улучшает обрабатываемость пленки, а также может способствовать приданию дышащей растяжимой пленке 100 способности к термическому свариванию. Полимеры, содержащиеся в наружных слоях 122 и 124, могут быть такими же, как и полимеры, содержащиеся в микропористом слое 112, или быть другими. Предпочтительно, чтобы полимеры, содержащиеся в наружном слое или наружных слоях, были растяжимыми, обладали меньшей температурой размягчения, чем полимеры, содержащиеся в микропористом слое 112, и придавали пленке 100 способность к термическому свариванию. Для придания дышащей способности поверхностные слои 122 и 124 могут содержать измельченный наполнитель в любом количестве вплоть до такого же количества, как и содержащееся в микропористом внутреннем слое 112, и после ориентирования пленки поверхностные слои также могут стать микропористыми.
Кроме того, толщина и состав наружных слоев 122 и 124 должны быть подобраны таким образом, чтобы в основном не ухудшать прохождения паров воды через дышащую пленку 100. В этом случае микропористый внутренний слой 112 может определять дышащую способность пленки в целом. Для обеспечения этого поверхностные слои 122 и 124 обычно обладают толщиной, равной менее примерно 10 мкм, предпочтительно - менее примерно 5 мкм. В сумме толщина поверхностных слоев должна составлять не более 25% от полной толщины пленки, а предпочтительно - составлять примерно 2-15% от толщины пленки, более предпочтительно - 3-5% от полной толщины пленки. К предпочтительным растяжимым полимерам для поверхностного слоя, обладающим низкими температурами размягчения, относятся изготовленные с помощью металлоценовых катализаторов или катализаторов Циглера-Натта аморфные сополимеры этилена с альфа-олефиновым сомономером с 3-20 атомами углерода, обладающим плотностью, равной менее примерно 0,89 г/см3. Пригодными для использования также являются аморфные поли-альфа-олефины (АПАО), которые могут представлять собой статистические сополимеры или тройные сополимеры этилена, пропилена и бутена, и другие в основном аморфные или полукристаллические сополимеры пропилена с этиленом. В указанный перечень также включаются этиленвинилацетаты, пропиленвинилацетаты, этиленметилакрилаты и смеси любых указанных выше полимеров.
Растяжимая в поперечном направлении микропористая пленка 100 после растжения должна обладать скоростью просачивания паров воды (СППВ), измеренной по описанной ниже методике, равной не менее 300 г/м2-24 ч. Предпочтительно, чтобы пленка 100 обладала значением СППВ, равным не менее 1200 г/м2-24 ч, а более предпочтительно - не менее 2000 г/м2-24 ч.
На Фиг.4 представлен объединенный способ формирования многослойного слоистого материала, содержащего необходимые эластичные нити, расположенные в продольном направлении, и включающего дышащую пленку. Пленка 100 формируется с помощью аппарата 40 для совместной экструзии пленки, такого как установка отливки или формования с раздувкой, который может быть встроенным в производственную линию или автономным. Обычно аппарат 40 содержит два или три экструдера 41. Для изготовления внутреннего слоя смола с наполнителем, включающая материал полимерной матрицы и наполнитель, готовится в смесителе (не показан) и направляется в экструдер 41. Для изготовления каждого поверхностного слоя аналогичные аппараты для смешивания (не показаны) и аппарат для экструзии 41 можно использовать для смешивания несовместимых полимерных компонентов и их экструдирования в качестве поверхностного слоя на одну или обе стороны средних слоев. Многослойная пленка 100 экструдируется на охлаждающий валок 42, который охлаждает пленку 100. Вакуумная камера 43, расположенная рядом с охлаждающим валком, создает вакуум на поверхности охлаждающего валка, чтобы способствовать удерживанию пленки близко к поверхности охлаждающего валка. Воздушные ракели или электростатические направляющие устройства 44 также продвигают пленку 100 вдоль поверхности валка.
Из экструзионного аппарата 40 или с автономных подающих валков многослойная пленка 100 направляется в блок 47 растягивания пленки, который может представлять собой аппарат для ориентирования в продольном направлении, продающийся различными поставщиками, включая Marshall and Williams Co. of Providence, Rhode Islang. В аппарате 47 имеется множество растягивающих валков 46 а-е, которые постепенно растягивают и утончают пленку в продольном направлении, являющемся направлением перемещения пленки. Валки 46 а-е, которые нагреты до температуры, необходимой для растягивания, создают определенную нагрузку и постепенно растягивают многослойную пленку 100 до длины в растянутом состоянии, при которой внутренний слой 112 становится микропористым и дышащим, а поверхностные слои 122 и 124 становятся достаточно тонкими и, возможно, микропористыми, чтобы не ухудшать дышащую способность пленки. Хотя аппарат 47 представлен в варианте с пятью растягивающими валками 46 а-е, количество валков может быть большим или меньшим в зависимости от необходимой степени растягивания и степени растягивания между каждой парой валков.
Желательно, чтобы с использованием растяжения при повышенной температуре в соответствии с приведенным выше описанием пленку 100 можно было подвергнуть одноосному растяжению примерно в 1,1-7,0 раз по сравнению с ее исходной длиной, предпочтительно - примерно в 1,5-6 раз по сравнению с ее исходной длиной, более предпочтительно - примерно в 2,5-5 раз по сравнению с ее исходной длиной. Повышенную температуру при растягивании можно поддерживать путем нагрева некоторых или всех растягивающих валков 46 а-е. Оптимальная температура растягивания меняется в зависимости от полимеров, использующихся в среднем слое и поверхностном слое пленки 100, и обычно ниже температуры плавления матричного полимера среднего слоя 112.
Подающий валок 102, расположенный на технологической линии до подающего аппарата, подает полотно 104 или слой отдельных эластичных элементов, например прядей или нитей, перемещающихся в продольном направлении и находящихся на некотором расстоянии друг от друга в поперечном направлении, на валок 106 натяжения эластичных элементов, который растягивает эластичные элементы и склеивает их с первым нетканым полотном 20, которое в этом варианте осуществления при растяжении в продольном направлении является сужающимся в соответствии с приведенным выше описанием. Эластичные детали или элементы могут представлять собой эластичные пряди, изготовленные, например, из материалов spandex, KRATON® и т.п.;
тонкие эластичные ленты или пеноматериалы, например изопрен, натуральный каучук, KRATON® и т.п., которые уложены таким образом, чтобы находиться на некотором расстоянии друг от друга в поперечном направлении, так, чтобы не уменьшать эластичность слоистого материала в этом направлении. В экспериментальном примере пряди материала LYCRA® толщиной 470 децитекс, растянутые на 100%, вклеивают между двумя слоями растянутого с сужением лицевого материала и придают объекту настоящего изобретения необходимые характеристики растяжимости в поперечном направлении и эластичности в продольном направлении. Представленные на Фиг.5 эластичные элементы, совместно обозначенные номером 108, в данном варианте осуществления представляющие собой нити, растянутые под действием натяжения в продольном направлении (ПРН), расположены на растянутом с сужением полотне 20 и находятся на некотором расстоянии друг от друга в поперечном направлении (ППН), так чтобы они не придавали эластичность готовому слоистому материалу в этом поперечном направлении.
В одном из вариантов осуществления (см. Фиг.4) растягивающееся с сужением нетканое полотно 20, которое может представлять собой нетканое полотно фильерного способа производства, сматывается с подающего валка 62. Затем растягивающийся с сужением материал 20 проходит через зазор 64 в S-образной группе валков 66, образованной блоком валков 68 и 70, перемещаясь по зеркально-симметричной S-образной траектории, показанной стрелками. Валки 68 и 70 вращаются с большей окружной скоростью, чем расположенный перед ними подающий валок 62, что приводит к натяжению и растяжению с сужением полотна 20. Натянутый растянутый с сужением материал можно провести под устройством для распыления 72 (например, экструдером для аэродинамического распыления расплава), которое через экструзионную головку 74 распыляет клей 73 на поверхность полотна 20. С проведением или без проведения обработки клеем после этого растянутое с сужением полотно 20 можно объединить с растянутым эластичным материалом 104 и многослойной пленкой 100 и связать, пропустив между каландрами 58, которые при необходимости можно нагреть.
Многослойную пленку 100, если она является нужным компонентом готового слоистого материала, можно связать с одной или большим количеством подложек, таких как нетканое полотно, с использованием обычных способов клеевого связывания или термического связывания, известных в данной области техники. Тип подложки и связывания будет меняться в зависимости от конкретного назначения материала. Обращаясь повторно к Фиг.4, с помощью представленного способа пленку 100 можно связать с нетканым полотном 20, содержащим эластичные нити 108, в слоистый материал сразу же после растяжения пленки. На Фиг.4 пленка 100 на своей второй стороне одновременно связывается со вторым растяжимым в ППН материалом 30, поступающим с подающего валка 63. Второй растяжимый материал 30 может представлять собой второе нетканое полотно или слой другой пленки. Полученный слоистый материал 32 сматывают и хранят на подающем валке 60. Кроме описанных способов связывания можно использовать другие способы связывания (например, другие способы термического, клеевого или ультразвукового связывания). Если для готового слоистого материала дышащий пленочный компонент не требуется, разумеется его можно не использовать.
Необходимую растяжимость слоистого материала 32 в поперечном направлении предпочтительно обеспечить путем расположения растяжимой дышащей пленки 100 и растяжимых в поперечном направлении полотен 20 и 30 таким образом, чтобы во время связывания они перемещались в соответствующих продольных направлениях и продольные направления пленки и полотна были в основном параллельны друг другу. Если нетканое полотно 20 представляет собой растянутое с сужением полотно, то растяжимость слоистого материала в поперечном направлении обеспечивается путем возврата полотна в его исходное, не растянутое с сужением состояние, когда пленка и полотно были растянуты в поперечном направлении. Если нетканое полотно не растянуто с сужением, но изготовлено из растяжимого полимера, то при растяжении пленки в поперечном направлении его волокна растягиваются. Если нетканое полотно изготовлено из извитых волокон, то при растяжении пленки в поперечном направлении его волокна в основном становятся менее извитыми или неизвитыми. Волокна могут одновременно быть извитыми и изготовленными из растяжимого полимера или содержаться в нетканом материале из кардного прочеса. Поскольку дышащая пленка до формирования слоистого материала уже была растянута в своем продольном направлении, то после формирования слоистого материала склонность этой пленки к расширению в поперечном направлении является более значительной, чем склонность к дополнительному расширению в продольном направлении.
Рассмотрим Фиг.6. При прекращении действия растягивающей силы на слоистый материал 32 он укоротится в продольном направлении вследствие сокращения эластичных нитей. Это приведет к сосбориванию слоистого материала 32 с образованием складок или морщин 110, ориентированных в поперечном направлении (ППН) и находящихся на некотором расстоянии друг от друга в продольном направлении (ПРИ).
Если обратиться к Фиг.7-9, то на этих сечениях, сделанных вдоль поперечных осей слоистого материала, можно видеть что в соответствии с настоящим изобретением возможны различные расположения компонентов слоистого материала. На Фиг.7 показаны эластичные нити 108, расположенные между двумя неткаными полотнами 20. На Фиг.8 представлены слоистый материал, содержащий дышащую пленку 100, одно нетканое полотно 20 и эластичные нити 108. На Фиг.9 представлено одно нетканое полотно 20 с эластичными нитями 108.
В целом слоистый материал 32 обладает растяжимостью в поперечном направлении, на которую влияет растяжимость и пленки, и нетканого полотна. Предпочтительно, чтобы при воздействии растягивающей силы слоистый материал мог растягиваться в поперечном направлении по крайней мере на 25% от своей исходной ширины, более предпочтительно - по крайней мере на 35% от своей исходной ширины, еще более предпочтительно - по крайней мере на 50% от своей исходной ширины без разрыва слоистого материала или какого-либо из его компонентов. Когда после периода выдерживания в течение одной минуты действие растягивающей силы прекращается, слоистый материал не сокращается или сокращается не более чем на 30% от разности между размером в полностью растянутом состоянии и исходным размером. В продольном направлении слоистый материал будет обладать определенной степенью эластичности, которая зависит от конструкции и расположения эластичных элементов, ориентированных в продольном направлении.
Другим способом описания характеристик слоистого материала, соответствующего настоящему изобретению, является использование выраженного в процентах уменьшения сокращающей силы, происходящего во время периода выдерживания в растянутом состоянии в течение одной минуты. Методика измерения выраженного в процентах уменьшения сокращающей силы описана ниже в Примерах. Вкратце она заключается в следующем: образец слоистого материала растягивают в поперечном направлении на 50% от его исходной ширины. Сокращающую силу измеряют немедленно после растяжения материала на 50% и после периода выдерживания в растянутом состоянии в течение одной минуты. Выраженное в процентах уменьшение силы рассчитывают следующим образом:

Для того чтобы сокращения находилось в пределах, требующихся в соответствии с настоящим изобретением, выраженное в процентах уменьшение силы для слоистого материала должно составлять по крайней мере примерно 35%, предпочтительно - по крайней мере примерно 45%.
Методика определения СППВ
Ниже описана методика определения скорости просачивания паров воды (СППВ) для пленок, соответствующих настоящему изобретению, выполняющаяся в условиях обычной комнатной температуры и влажности. СППВ измеряют способом, сходным со Стандартным методом исследования просачивания паров воды для материалов ASTM (Американское общество по испытаниям и материалам), обозначенным, как Е96-80, и выполняют следующим образом. Для задач настоящего изобретения из исследуемого материала и контрольного материала CELGARD® 2500 (производства Hoechst Celanese Corporation) вырезают круглые образцы диаметром в 3 дюйма (76 мм). CELGARD® 2500 представляет собой микропористую полипропиленовую пленку толщиной 0,0026 см. Готовят по два или три образца каждого материала. Испытательные цилиндры, используемые при определении, изготовлены из литого алюминия, обладают фланцами, глубиной, равной 5,1 см, и поступают с механическими уплотняющими устройствами и неопреновыми прокладками. Цилиндры поставляет компания Thwing-Albert Instrument Company, Philadelphia, Pennsylvania под названием цилиндры Vapometer no. 68-1. В каждый цилиндр Vapometer наливают сто миллилитров дистиллированной воды и на верхние части каждого цилиндра помещают отдельные образцы исследуемых материалов и контрольного материала. Фланцы на резьбе затягивают, создавая по краям каждого цилиндра уплотнение, так чтобы окружающая атмосфера воздействовала на круговой участок исследуемого материала или контрольного материала диаметром 62 мм (площадь участка, на который оказывается воздействие, равна примерно 30 см2). Затем цилиндры взвешивают и помещают в печь с принудительной циркуляцией воздуха, установленную на температуру 100°F (38°С). Печь представляет собой термостат, поддерживающий постоянную температуру, с принудительной циркуляцией наружного воздуха, предотвращающей накопление паров воды внутри термостата. Подходящей печью с принудительной циркуляцией воздуха является, например, печь Blue М Power-O-Matic 60, поставляемая компанией Blue M Electric Co. of Blue Island, Illinois. Через 24 часа цилиндры извлекают из печи и повторно взвешивают. Предварительные значения СППВ для исследуемого образца рассчитывают следующим образом:
СППВ для исследуемого образца = [(массопотеря за 24 часа в граммах)×7571]÷24.
Относительную влажность внутри печи специально не регулируют. При предварительно установленных условиях - 38°С и относительной влажности окружающей среды - значение СППВ для CELGARD 2500 найдено равным 5000 г/м2-24 ч. Соответственно CELGARD 2500 используется в качестве контрольного образца при каждом исследовании и полученные значения корректируют в соответствии с изменениями для контрольного образца по сравнению с известным для него значением СППВ.
Методика исследования однократного растяжения с выдерживанием
Вырезают образец слоистого материала длиной 3 дюйма (ПРН) и шириной 6 дюймов (ППН). Для оценки постоянной остаточной деформации материала используют прибор MTS Sintec Model 1/S (Serial # 1S/062196/197). Длина исследуемой части материала равна 3 дюймам и площадь исследуемого материала равна 9 квадратным дюймам (3×3 дюйма). Для моделирования растяжения, которое испытывает материал при надевании подгузника, скорость движения направляющей головки устанавливают равной 1000 мм/мин. При полном удлинении материал выдерживают в течение 60 с. Цикл удлинения устанавливают на различные необходимые степени удлинения. Удлинение устанавливают на 3% меньшим, чем реальное необходимое удлинение, поскольку обнаружено, что прибор Sintec немного завышает заданное удлинение из-за высокой скорости движения направляющей головки. Например, если необходимы удлинение на 50% и выдерживание, то цикл удлинения устанавливают на 47%.
Материал закрепляют в зажимных губках. Материал растягивают по длине образца (поперечное направление материала) до необходимого удлинения (25, 50,100,150 или 200%) и в удлиненном состоянии выдерживают в течение 60 с. Затем зажимные губки возвращают в исходное положение.
Данные накапливают и регистрируют с помощью компьютера для всех трех стадий процедуры: 1) удлинения); 2) выдерживания и 3) возвращения к нулю. Обычно анализируют следующие данные: 1) силу, действующую на образец в последний момент перед остановкой направляющей головки на стадии удлинения; 2) силу, действующую на образец непосредственно перед началом возврата направляющей головки к нулю; 3) реальное удлинение образца и 4) удлинение образца в момент, когда сила, действующая на образец на стадии "возвращения к нулю", уменьшится до значения, равного 10 г или менее.
Растяжимый в поперечном направлении, дышащий слоистый материал можно использовать в самых различных впитывающих средствах личной гигиены и медицинских изделиях. К впитывающим изделиям (без наложения ограничений) относятся подгузники, тренировочные трусы, одежда для плавания, впитывающее нижнее белье, изделия для взрослых, страдающих недержанием, средства личной гигиены для женщин и т.п. К медицинским изделиям относятся медицинская одежда, маски для лица, подкладки, повязки, хирургические простыни, медицинские салфетки и т.п.
Растяжимый в поперечном направлении, дышащий слоистый материал обладает тем преимуществом, что он избирательно растягивается только на тех участках, на которых необходимо растяжение, и прилегает в соответствии с формой тела пользователя. В частности, подгузник или впитывающий предмет одежды типа трусов, в котором слоистый материал используется в качестве наружного слоя, можно сделать меньшим с использованием меньшего количества материала, чем подгузник, который не является растягивающимся. Когда впитывающий предмет одежды надевается на пользователя, то для обеспечения соразмерного облегания он растягивается в поперечном направлении только на тех участках, на которых это необходимо (например, на переднем и заднем участке пользователя). Поскольку сокращающую силу можно сделать минимальной и действующей только по продольной оси, в основном преодолеваются затруднения, связанные с образованием следов и сыпи на участках кожи, где происходило наибольшее растяжение.
Хотя варианты осуществления настоящего изобретения, раскрытые в этом описании, в настоящее время считаются предпочтительными, без отклонения от объема и сущности настоящего изобретения могут быть сделаны различные модификации и улучшения. Объем настоящего изобретения указан в прилагаемой формуле изобретения, и подразумевается, что все изменения, которые соответствуют смыслу и диапазону эквивалентов, входят в объем настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОНИЦАЕМЫЙ ДЛЯ ВОЗДУХА СЛОИСТЫЙ МАТЕРИАЛ, ПОСТОЯННО ПРИНИМАЮЩИЙ ФОРМУ, СОГЛАСУЮЩУЮСЯ С КОНТУРАМИ ТЕЛА ПОЛЬЗОВАТЕЛЯ | 2000 |
|
RU2266138C2 |
| РАСТЯЖИМЫЙ ЛАМИНАТ С УЛУЧШЕННЫМИ СВОЙСТВАМИ РАСТЯЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2325283C2 |
| МЕХАНИЧЕСКАЯ СИСТЕМА КРЕПЛЕНИЯ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2002 |
|
RU2305530C2 |
| ПРЕДПОЧТИТЕЛЬНО РАСТЯЖИМЫЕ СЛОИСТЫЕ МАТЕРИАЛЫ С ПЕРФОРИРОВАННЫМИ СЛОЯМИ | 2003 |
|
RU2325282C2 |
| СТАБИЛЬНОЕ ДЫШАЩЕЕ ЭЛАСТИЧНОЕ ИЗДЕЛИЕ | 1998 |
|
RU2201257C2 |
| ВПИТЫВАЮЩИЙ МАТЕРИАЛ, ОБЛАДАЮЩИЙ ХОРОШИМИ ХАРАКТЕРИСТИКАМИ ВПИТЫВАНИЯ И КАПИЛЛЯРНОГО ВПИТЫВАНИЯ | 2001 |
|
RU2279267C2 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОФУНКЦИОНАЛЬНОГО ЭЛАСТИЧНОГО СЛОИСТОГО МАТЕРИАЛА | 2005 |
|
RU2368501C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ЭЛАСТОМЕРНЫМ МАТЕРИАЛОМ | 2003 |
|
RU2326639C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ЭЛАСТОМЕРНЫМ МАТЕРИАЛОМ | 2003 |
|
RU2328258C2 |
| ОДНОРАЗОВОЕ НИЖНЕЕ БЕЛЬЕ, ИМЕЮЩЕЕ НАРУШЕНИЕ НЕПРЕРЫВНОСТИ, И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2336064C2 |

Группа изобретений относится к слоистому материалу из термопластичной ткани, который плотно прилегает к телу пользователя. Слоистый материал является эластичным в продольном направлении и растяжимым, но не эластичным, в поперечном направлении и включает первое нетканое полотно, которое при воздействии растягивающей силы является растяжимым в поперечном направлении до ширины в растянутом состоянии, которая по крайней мере на 25% больше ширины в нерастянутом состоянии, и через 60 секунд после прекращения действия растягивающей силы является сокращающимся на величину, составляющую от 0 до не более 30% от разности между шириной в растянутом и в нерастянутом состоянии; множество связанных с нетканым полотном эластичных элементов, удлиняющихся в основном в продольном направлении, в котором эластичные элементы связаны со слоистым материалом во множестве расположенных на некотором расстоянии друг от друга положений и эластичные элементы находятся в растянутом состоянии для придания слоистому материалу эластичности в продольном направлении, не придавая слоистому материалу эластичность в поперечном направлении. В другом варианте выполнения слоистый материал, являющийся эластичным в продольном направлении и растяжимым, но не эластичным, в поперечном направлении, включает пленку, которая при воздействии растягивающей силы является растяжимой в поперечном направлении до ширины в растянутом состоянии, которая по крайней мере на 25% больше ширины в нерастянутом состоянии, и через 60 секунд после прекращения действия растягивающей силы является сокращающейся на величину, составляющую от 0 до не более 30% от разности между шириной в растянутом и в нерастянутом состоянии, и множество связанных с пленкой эластичных элементов, удлиняющихся в основном в продольном направлении, в котором эластичные элементы связаны со слоистым материалом во множестве расположенных на некотором расстоянии друг от друга положений и эластичные элементы находятся в растянутом состоянии для придания слоистому материалу эластичности в продольном направлении, не придавая слоистому материалу эластичность в поперечном направлении. Слоистый материал избирательно растягивается только на тех участках, на которых необходимо растяжение, и прилегает в соответствии с формой тела пользователя. 2 н. и 20 з.п. ф-лы, 9 ил.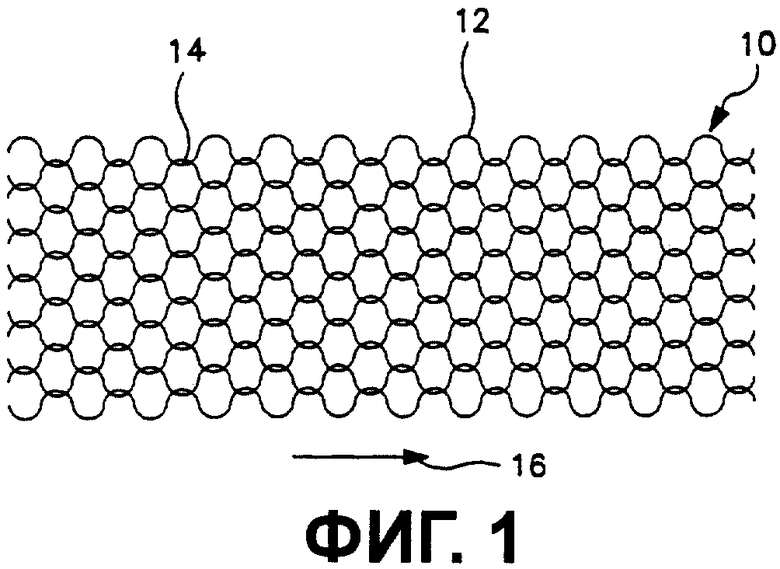
первое нетканое полотно, которое при воздействии растягивающей силы является растяжимым в поперечном направлении до ширины в растянутом состоянии, которая по крайней мере на 25% больше ширины в нерастянутом состоянии, и через 60 с после прекращения действия растягивающей силы является сокращающимся на величину, составляющую от 0 до не более 30% от разности между шириной в растянутом и в нерастянутом состоянии; и
множество связанных с нетканым полотном эластичных элементов, удлиняющихся в основном в продольном направлении;
в котором эластичные элементы связаны со слоистым материалом во множестве расположенных на некотором расстоянии друг от друга положений и эластичные элементы находятся в растянутом состоянии, чтобы таким образом придать слоистому материалу эластичность в продольном направлении, не придавая слоистому материалу эластичность в поперечном направлении.
| US 5468320 A, 21.11.1995.US 5914184 A, 22.06.1999.RU 2117581 C1, 20.08.1998. |

