Настоящее изобретение относится к носителю данных, снабженному защитным элементом, который получен блинтовым тиснением методом металлографской печати, к способу изготовления такого носителя информации и к печатной форме для блинтового тиснения защитного элемента.
В контексте настоящего изобретения под носителями информации подразумеваются защищенные от подделки или ценные документы, такие как банкноты, удостоверения личности, паспорта, бланки банковских и иных чеков, акции, свидетельства, почтовые марки, авиабилеты и аналогичные документы, а также этикетки, печати, упаковки или иные элементы, используемые в качестве признаков подлинности продукции и для ее защиты от подделки. С учетом этого под такими упоминаемыми в последующем описании обобщающими понятиями, как "носитель информации" и "защищенный от подделки или ценный документ", всегда подразумеваются документы указанного выше типа.
Подобные бумаги, коммерческая или практическая ценность которых существенно превышает стоимость материала, из которого они изготовлены, т.е. их материальную ценность, должны обладать определенными признаками, которые позволяли бы идентифицировать такие документы как подлинные и отличать их от подделок или фальшивок. По этой причине такие документы снабжают специальными защитными элементами, подделать которые в идеальном случае невозможно вовсе или возможно лишь при высоких затратах и которые невозможно сфальсифицировать.
Для применения в подобных целях наиболее хорошо зарекомендовали себя такие защитные элементы, которые можно идентифицировать и распознать как подлинные без использования вспомогательных средств, но изготовление которых в то же время связано с высокими затратами. При этом речь идет, например, о водяных знаках, которые можно выполнить в носителе информации только при производстве используемой для его изготовления бумаги, или о получаемых методом металлографской печати изображениях, которые отличаются характерной для них различимой на ощупь рельефностью, которую невозможно воспроизвести с помощью копировальных или копировально-множительных устройств.
Отличительной особенностью метода глубокой печати является использование в нем специальной печатной формы, печатающие, т.е. обеспечивающие перенос краски на запечатываемый носитель, участки которой представляют собой выполненные в ее поверхности углубления. Такие углубления выполняют соответствующим гравировальным инструментом или травлением. Перед собственно процессом печатания на гравированную печатную форму наносится печатная краска, излишек которой удаляется с поверхности печатной формы ракелем или стирающим валиком, в результате чего краска остается только в углублениях печатной формы. После этого основа, обычно бумага, прижимается к печатной форме и затем вновь отделяется от нее, при этом краска за счет ее адгезионных свойств остается на поверхности основы, образуя на ней печатное изображение или оттиск. При использовании полупрозрачных красок толщиной нанесенного на основу слоя краски определяется цветовой тон оттиска.
Методы глубокой печати подразделяют на автотипную глубокую печать и металлографскую печать. Углубления в печатной форме для автотипной глубокой печати выполняют, например, электронным лучом, лазерным лучом или штихелем. Отличительная особенность автотипной глубокой печати состоит в том, что передача в оттиске различных серых тонов и цветовых тонов обеспечивается с помощью упорядоченно расположенных на поверхности печатной формы ячеек, выполняемых с различной плотностью их размещения, с различными размерами и/или с различной глубиной.
В отличие от автотипии для металлографской печати используются печатные формы, углубления в поверхности которых для получения оттиска выполняют в виде линий. При изготовлении печатной формы для металлографской печати механической обработкой обычно используются гравировальные инструменты с конически заостренным концом, и поэтому с увеличением глубины погружения гравировального инструмента в обрабатываемый материал ширина формируемой им линии также увеличивается. Помимо этого с увеличением глубины гравирования увеличивается и заполняемый краской объем выгравированного в виде линии углубления, а тем самым возрастает и непрозрачность напечатанной линии. При изготовлении печатных форм для металлографской печати травлением пробельные участки печатной формы покрывают химически инертным лаком. В процессе последующего травления материал с поверхности изготавливаемой печатной формы удаляется на не покрытых защитным лаком участках с образованием заполняемых при печати краской углублений, при этом глубина таких имеющих вид линий углублений зависит прежде всего от продолжительности травления и ширины этих линий.
В процессе металлографской печати материал основы под действием высокого давления прижима (натиска) дополнительно подвергается тиснению, в результате чего и обратная сторона основы приобретает рельефную (тисненую) структуру. Если в процессе металлографской печати использовать печатную форму без нанесения на нее краски, то соответствующая основа подвергается так называемому блинтовому тиснению, в результате которого поверхности носителя информации придается характерная рельефная структура.
Таким образом, метод металлографской печати и прежде всего метод металлографской печати со стальных гравюр позволяют получать характерное, легко распознаваемое даже непрофессионалом печатное, соответственно тисненое изображение, которые невозможно воспроизвести иными распространенными методами печатания. Связано это с тем, что при достаточной глубине выгравированных в печатной форме углублений на запечатываемой методом металлографской печати основе носителя информации в результате ее тиснения и переноса на нее краски получают оттиск с различимой на ощупь рельефной структурой. По этой причине метод металлографской печати со стальных гравюр предпочтительно использовать для запечатывания тех носителей информации и прежде всего тех защищенных от подделки и ценных документов, таких, например, как банкноты, акции, облигации, свидетельства, банковские чеки и иные аналогичные документы, которые должны удовлетворять высоким требованиям касательно степени их защиты от подделки.
Из заявки WO 97/48555 известен способ механизированного изготовления печатных форм, позволяющий с воспроизводимым качеством изготавливать печатные формы для металлографской печати. С этой целью собирают информацию о линиях штрихового оригинала и точно определяют площадь занимаемой каждой линией поверхности. После этого гравировальным инструментом, например вращающимся штихелем или лазерным лучом, сначала гравируют наружный контур этой поверхности с целью четко ограничить ее.
Затем с помощью этого же или другого гравировального инструмента с ограниченного таким путем участка поверхности на заданную глубину снимают или удаляют материал, получая четко выгравированную по всей занимаемой ей площади в соответствии со штриховым оригиналом линию. В зависимости от формы гравировального инструмента и параметров его направленного перемещения донной поверхности, образующейся в результате удаления материала с печатной формы, придается шероховатость с определенным рисунком, обеспечивающим удержание печатной краски.
Для блинтового тиснения также уже предлагалось использовать печатные формы, предназначенные для металлографской печати. Из уровня техники известно также выполнение блинтового тиснения в слое металла. Однако все такие известные блинтовые тиснения имеют наипростейшее исполнение и характеризуются лишь заданной высотой, соответственно глубиной тиснения. Иными словами, для подобного тиснения используется печатная форма, имеющая лишь одноступенчатую гравировку точно определенной постоянной глубины. При этом предназначенные для тиснения участки формы, выгравированные на различную глубину, например линии различной глубины, всегда разделены негравированными участками. Получаемые с использованием подобных форм тиснения визуально различимы только под совершенно определенными, острыми углами зрения, и поэтому подобный признак подлинности часто не воспринимается глазом человека, что уменьшает вероятность распознавания возможных подделок. Помимо этого такие тиснения обычно не производят на человека запоминающегося впечатления.
В основу настоящего изобретения была положена задача повысить степень защиты носителей информации от подделки за счет нанесения на носитель информации более сложного по структуре защитного элемента, который было бы труднее подделать и который был бы визуально хорошо различим и создавал бы необычное оптическое впечатление.
Эта задача решается с помощью отличительных признаков независимых пунктов формулы изобретения. Различные варианты осуществления изобретения приведены в зависимых пунктах формулы.
Предлагаемый в изобретении носитель информации отличается наличием защитного элемента, который допускает возможность по меньшей мере визуального его контроля и имеет по меньшей мере на отдельном участке тиснение, которое представляет собой полутоновое блинтовое тиснение, полученное металлографской печатью без подачи краски.
Такое полутоновое блинтовое тиснение представляет собой блинтовое тиснение, тисненые элементы которого имеют различную высоту, соответственно глубину тиснения и предпочтительно непосредственно переходят один в другой. Подобное полутоновое блинтовое тиснение предпочтительно представляет собой объемную репродукцию с трехмерного оригинала, например скульптуры или рельефной структуры. В другом варианте за исходный можно брать двухмерный оригинал и преобразовывать его на основании соответствующей исходной информации, например в зависимости от присутствующих в двухмерном изображении-оригинале цветов, полутонов, ширины линий и иных характерных параметров, в трехмерный оригинал. На следующей стадии на основании такого трехмерного оригинала, предназначенного для его репродуцирования в виде тиснения, создается полутоновое изображение, которое специально согласовано с последующим процессом фрезерования печатной формы и различным оттенкам серого, в котором ставится в соответствие различная глубина гравирования выполняемых в печатной форме углублений.
При этом с теми участками, которые в тисненом изображении должны выступать в пространство на наибольшую величину, предпочтительно соотносить наиболее темные оттенки серого и тем самым гравировать их на наибольшую глубину, а с участками, выступающими в пространство на меньшую величину, соотносить более светлые оттенки серого и тем самым гравировать их на меньшую глубину. В процессе преобразования полутонового изображения в гравюру в гравируемой поверхности формной пластины создается трехмерный рельеф. При этом гравировальный инструмент можно перемещать таким образом, чтобы глубина гравируемых углублений изменялась непрерывно. Резкое и четкое изображение можно получить на бумаге прежде всего за счет выделения контура изображения.
В простейшем варианте в качестве оригинала можно использовать буквенно-цифровые знаки и/или простые графические элементы, расположенные в виде текста или аналогичным образом. Такие знаки и/или элементы имеют рельеф различной высоты, придавая тем самым поверхности носителя информации "модулированную" структуру. Подобный эффект дополнительно усиливается в том случае, если указанные знаки и/или элементы имеют также различные размеры.
Согласно одному из предпочтительных вариантов в качестве оригинала предлагается использовать изображение, например портрет, которое можно преобразовать в изображение со множеством различных полутонов или оттенков серого. Полученным в результате такого преобразования отдельным оттенкам серого или группам этих оттенков серого затем ставится в соответствие различная глубина гравирования печатной формы. Так, например, максимальная глубина гравировки соответствует черному, а минимальная - белому цвету. Иными словами, в отношении, например, носа изображенного на портрете человека, который (нос) обычно имеет в оригинале светлый блестящий участок, сказанное означает, что кончик носа должен иметь в полутоновом изображении черный цвет, и поэтому печатная форма гравируется на этом участке на большую глубину, а полученный с этого участка печатной формы участок тисненого изображения рельефно выступает над поверхностью бумаги.
Аналогичным образом и все остальные части портретного изображения преобразуются в соответствующие оттенки серого. В последующем информация о глубине гравирования, полученная в результате преобразования оригинала в такое полутоновое изображение, используется для управления гравировальным инструментом. При этом выфрезерованные на различную глубину участки печатной формы непосредственно примыкают один к другому. Иными словами, такие участки не отделены один от другого расположенными на уровне поверхности печатной формы промежуточными участками. Глубина выгравированных углублений может достигать при этом 300 мкм и более, предпочтительно может достигать 250 мкм. В принципе для гравирования печатных форм может использоваться, как уже упоминалось выше, и лазерное гравирование.
Изготовленная описанным выше способом печатная форма для металлографской печати, имеющая трехмерный выгравированный рельеф, в последующем используется для тиснения носителя информации, на поверхности которого, в свою очередь, в результате тиснения также образуется трехмерный рельеф. Такой процесс тиснения по существу представляет собой обычный процесс печатания, который, как очевидно, не сопровождается переносом краски на основу. При этом, однако, носитель информации, как и при обычной металлографской печати, вдавливается в выгравированные в печатной форме углубления и под действием высокого давления прижима необратимо деформируется, т.е. подвергается тиснению. При контакте носителя информации с теми участками печатной формы, на которых выгравированные углубления имеют наибольшую глубину, на его поверхности образуются тисненые или рельефные элементы наибольшей высоты, т.е. образуются участки, на которых бумага подвергается наибольшей деформации, тогда как при контакте носителя информации с теми участками печатной формы, на которых выгравированные углубления имеют наименьшую глубину, на его поверхности образуются тисненые или рельефные элементы наименьшей высоты. Под действием высокого давления прижима бумага, контактирующая с негравированными участками печатной формы, соответственно формы для тиснения, равномерно сжимается и уплотняется по меньшей мере на ее поверхности, благодаря чему после металлографской печати эти участки поверхности носителя информации приобретают повышенный глянец.
На степень этого глянца, соответственно на визуальное впечатление, создаваемое тиснеными участками изображения, также можно оказывать целенаправленное влияние. Как уже указывалось выше при описании известной из заявки WO 97/48555 технологии гравирования, выбором формы гравировального инструмента и параметров его направленного перемещения донной поверхности, образующейся в результате удаления материала с печатной формы, можно целенаправленно придавать шероховатость с определенным рисунком. В процессе блинтового тиснения эта шероховатость, имеющаяся у формы для тиснения, влияет на визуальное впечатление, создаваемое тиснеными участками. Так, например, использование гравировальных инструментов, рабочая часть которых имеет большой радиус в основании и круглую геометрическую форму, и их перемещение в процессе удаления материала с поверхности печатной формы по расположенным близко друг к другу (например, на расстоянии приблизительно 10 мкм) траекториям обеспечивает получение гравюр с гладкой донной поверхностью, позволяющих получать гладкие и скорее зеркально отражающие тиснения. И наоборот, использование гравировальных инструментов, рабочая часть которых имеет малый радиус в основании с остроконечной геометрией режущей кромки, и их перемещение в процессе удаления материала с поверхности печатной формы по удаленным на большее расстояние друг от друга (например, на расстояние приблизительно 50 мкм) траекториям обеспечивает получение гравюр с шероховатой, профилированной донной поверхностью, позволяющих получать матовые и диффузно рассеивающие свет тиснения.
Альтернативная или дополнительная возможность варьировать характер рассеяния света тисненой основой состоит в том, чтобы в процессе гравирования углублений в печатной форме, соответственно в штампе для тиснения изменять направление удаления или съема материала на отдельных участках. Углубления, выгравированные в печатной форме за счет перемещения гравировального инструмента по линейным, но, например, повернутым друг относительно друга на 90° траекториям, позволяют получать на основе визуально отличимые друг от друга тисненые структуры, которые характеризуются различным отражением от них света. Сказанное справедливо и в отношении гравированных углублений, полученных перемещением гравировального инструмента по прямым или меандрообразным траекториям, в сравнении с гравированными углублениями, выполненными перемещением гравировального инструмента по спиральным или концентрическим траекториям. Подобные эффекты позволяют не только придать блинтовому тиснению более привлекательный или создающий необычное оптическое впечатление вид, но и одновременно повысить степень защиты такого тиснения от подделки. Целенаправленное использование подобной техники гравирования позволяет накладывать на тисненый рельеф структуры, четко различимые лишь под определенными углами зрения, соответственно отражения. Так, например, в случае банкнот или иных ценных документов на полутоновое блинтовое тиснение, воспроизводящее некоторый портрет, можно накладывать гравированные субструктуры, воспроизводящие номинал банкноты или номинальную стоимость ценного документа.
Тисненое изображение является трехмерным и имеет сравнительно сложную структуру. При этом на размеры площади, занимаемой полутоновым блинтовым тиснением, не накладывается никаких ограничений.
Предпочтительно, однако, чтобы занимаемая полутоновым блинтовым тиснением площадь составляла от 0,25 до нескольких квадратных сантиметров.
Полутоновым блинтовым тиснением может воспроизводиться любой геометрический элемент, например с круглым, треугольным, четырехугольным или асимметричным контуром, графический знак, шрифтовой знак или иной символ. Наиболее предпочтительно, однако, воспроизводить полутоновым блинтовым тиснением портретное изображение, поскольку человек в силу его особенностей по восприятию окружающего мира способен акцентировать свое внимание на мельчайших деталях и нюансах именно портретного изображения, что существенно увеличивает узнаваемость и распознаваемость подобного защитного элемента. Существует также возможность комбинировать между собой полутоновые блинтовые тиснения в любом их количестве и любой формы.
С целью дополнительно повысить степень защиты защитного элемента от подделки полутоновое блинтовое тиснение можно комбинировать с фоновым оттиском, получаемым отличным от металлографской печати методом. Такой фоновый оттиск наносится на основу на отдельной стадии печатания до выполнения полутонового блинтового тиснения. Фоновый оттиск предпочтительно выполнять сплошным. Подобный фоновый оттиск можно выполнять, например, трафаретной печатью, офсетной печатью, типографским офсетом, высокой печатью или цифровой печатью.
Для получения фонового оттиска могут использоваться любые печатные краски, однако предпочтительно использовать создающие определенный оптический эффект (декоративные) краски, которые благодаря их физическим свойствам дополнительно повышают степень защиты ценного документа от подделки и которые сложно сымитировать. Наиболее целесообразно использовать в этих целях краски с металлическим эффектом, содержащие металлический пигмент краски и содержащие интерференционные пигменты краски, такие, например, как краска IRIODINE® фирмы Merck.
В другом варианте фоновый оттиск может представлять собой металлический слой, наносимый на носитель информации, например, методом горячего тиснения.
Полутоновое блинтовое тиснение предпочтительно полностью располагать на участке, занимаемом фоновым оттиском. В одном из конкретных вариантов осуществления изобретения фоновый оттиск предлагается выполнять в виде металлического оттиска овальной или круглой формы. Затем на этот фоновый оттиск металлографской печатью наносят полутоновое блинтовое тиснение. При этом оптимальным является расположение полутонового блинтового тиснения по центру фонового оттиска, благодаря чему визуальное впечатление, создаваемое таким полутоновым блинтовым тиснением при его наложении на обладающий металлическим блеском фоновый оттиск становится аналогичным визуальному впечатлению, создаваемому монетой.
Очевидно, что между фоновым оттиском и полутоновым блинтовым тиснением, поскольку их наносят на основу на различных стадиях процесса печатания, может возникнуть рассогласование в приводке. Подобное рассогласование в приводке можно сделать незаметным за счет комбинирования с оформленными соответствующим образом цветными участками, расположенными с точным соблюдением приводки относительно полутонового блинтового тиснения, благодаря чему у человека создается впечатление, что полутоновое блинтовое тиснение расположено точно по центру фонового оттиска с точной приводкой к нему. При этом цветной участок, соответственно цветные участки предпочтительно располагать с некоторым отступом от полутонового блинтового тиснения, если только элементы блинтового тиснения не должны целенаправленно вплотную подходить к цветным участкам, соответственно продолжаться на них и тем самым визуально восприниматься как переходящие в них.
Цветные участки располагают таким образом, чтобы они накладывались на фоновый оттиск или перекрывали его, а их форму и цвет подбирают с таким расчетом, чтобы край фонового оттиска визуально воспринимался как "размытый", т.е. чтобы исключить наличие у фонового оттиска ровных, четко очерченных контуров, что позволяет эффективно скрыть, соответственно завуалировать возможные отклонения размеров и формы фонового оттиска от номинальных. Цветные участки наиболее целесообразно выполнять в виде узоров из линий, например гильошированных узоров или рисунков, однако их можно выполнять и в виде сплошных оттисков, прежде всего сплошных оттисков, толщина красочного слоя которых достаточна для того, чтобы скрыть фоновый оттиск на перекрывающихся с ним участках, или которые имеют тот же, что и фоновый оттиск, цветовой тон.
Согласно одному из предпочтительных вариантов цветной участок образует обрамление, окаймляющее полутоновое блинтовое тиснение. Такому обрамлению можно придавать любые контурные очертания. Предпочтительно, однако, придавать такому обрамлению овальную или круглую форму и располагать его вокруг блинтового тиснения с заданным отступом от него таким образом, чтобы блинтовое тиснение находилось по центру цветного участка. Подобное обрамление может быть непрерывным или прерывистым. Равным образом такое обрамление можно выполнить сплошным либо в виде некоторых узоров или рисунков. Предпочтительно выполнять обрамление в виде гильошей или колец с оптически размытыми внутренними краями, вдоль которых можно, например, расположить обращенные к центру зубчики. Равным образом обрамление может быть составлено из шрифтовых знаков или иметь геометрические узоры, такие как гильоши, скомбинированные, например, со шрифтовыми знаками. Аналогичным образом можно оформить и край фонового оттиска. В том случае, когда для придания краям фонового оттиска оптической размытости используется некоторая упорядоченная структура с периодически повторяющимися элементами, например зубчиками, гильошами, дугами окружностей или иными элементами, предусмотренными и на цветном участке, и по краю фонового оттиска, расположение периодически повторяющихся элементов упорядоченной структуры, предусмотренной у фонового оттиска, с некоторым угловым смещением относительно периодически повторяющихся элементов упорядоченной структуры, предусмотренной у цветного участка, или расположение повторяющихся элементов упорядоченной структуры, предусмотренной у фонового оттиска, с периодичностью, отличной от периодичности расположения повторяющихся элементов упорядоченной структуры, предусмотренной у цветного участка, позволяет достичь оптимального эффекта "оптической размытости" краев фонового оттиска, соответственно оптимально завуалировать их.
Точную приводку между полутоновым блинтовым тиснением и цветным отпечатком наиболее просто обеспечить выполнением их обоих металлографской печатью. В этом случае в печатной форме для металлографской печати за одну технологическую операцию выполняют гравюру, предназначенную для выполнения полутонового блинтового тиснения, и гравюру, предназначенную для печатания цветных участков. При этом в процессе металлографской печати основу наиболее предпочтительно запечатывать красочными слоями большой толщины, которые позволяют эффективно скрыть уже возможно присутствующий на основе фоновый оттиск.
Подобную печатную форму для металлографской печати, равно как и все иные предлагаемые в изобретении печатные формы для металлографской печати, предпочтительно изготавливать гравированием с использованием быстро вращающегося штихеля с заостренным на конус концом. При этом в поверхности печатной формы в соответствии с контуром запечатываемой, соответственно подвергаемой блинтовому тиснению поверхности гравировальным инструментом выполняются углубления с целенаправленным варьированием глубины их гравирования. Если гравируемые участки, одни из которых предназначены для полутонового блинтового тиснения, а другие - для выполнения цветных участков, в определенных местах непосредственно примыкают друг к другу, то на таких граничных участках в материале печатной формы целесообразно оставлять разделительные перегородки с заостренными верхними кромками, как это известно из DE 19845436 А1, которые позволяют предотвратить попадание печатной краски на предназначенную для выполнения полутонового блинтового тиснения часть формы, соответственно затекание печатной краски на подвергаемую блинтовому тиснению часть основы.
Перед процессом печатания краской заполняются не все выгравированные в поверхности печатной формы углубления, а лишь та их часть, которая предназначена для выполнения цветных участков. В процессе печатания основа одновременно прижимается и к несущим печатную краску, и к не несущим печатную краску гравированным участкам печатной формы. При этом печатная краска из несущих ее гравированных участков переносится на основу. Одновременно с этим основа подвергается обычному для металлографской печати тиснению. На тех же участках, которые прижимаются к не несущим печатную краску участкам печатной формы, основа подвергается только тиснению. С необработанных, т.е. негравированных участков поверхности печатной формы, краска на основу не переносится.
При запечатывании, соответственно тиснении носителя информации описанным непосредственно выше способом его поверхность приобретает рельефную или тисненую структуру, которая соответствует вышеописанной гравюре, выполненной в печатной форме, при этом на некоторой части этих тисненых участков присутствует печатная краска. Размеры покрытых красочным слоем участков оттиска, такие как их ширина и толщина присутствующего на них красочного слоя, зависят от глубины и ширины выгравированных в предлагаемой в изобретении печатной форме углублений, а также от используемой при печатании печатной краски.
Толщиной красочного слоя определяется также кроющая способность обычных печатных красок для металлографской печати, которые с учетом этого можно наносить на основу в виде кроющих красок либо в виде в определенной степени полупрозрачных и просвечивающих красок. Нанесение на основу печатной краски слоем определенной толщины при соответствующем образом выбранном цвете фона позволяет получать цветовые тона различной яркости и насыщенности цвета. При достаточно большой разнице в толщине красочных слоев можно добиться хорошо различимого глазом человека без каких-либо вспомогательных средств контраста между отдельными элементами печатного изображения. При этом предполагается наличие нормальных условий освещения и нормального расстояния между глазом человека и находящимся в поле его зрения объектом (носителем информации).
Для повышения стабильности носителя информации может оказаться целесообразным наносить на выступающую с лицевой стороны защитного элемента рельефную или тисненую структуру покрытие, например лаковое покрытие, одновременно заполняющее промежутки между ее выступающими элементами. В состав такого лака могут входить определенные вещества, наличие у которых характерных особенностей позволяет использовать их в качестве признаков подлинности, такие как люминофоры и аналогичные вещества, либо иные создающие определенный оптический эффект пигменты, например жидкокристаллические пигменты. Помимо этого такой лак может быть матовым или блестящим. Кроме того, защитный лаковый слой позволяет также усилить эффект глянца и защитить тиснение.
Снабженный подобным сложным защитным элементом носитель информации отличается благодаря контрастной игре между светом и тенью, создаваемой многоступенчатым полутоновым блинтовым тиснением, повышенной степенью защиты от подделки. Сочетание же такого блинтового тиснения с выполненными металлографской печатью цветными оттисками, которые помимо всего прочего могут быть различимы на ощупь и которые расположены с точным соблюдением приводки относительно полутонового блинтового тиснения и перекрываются с фоновым оттиском, дополнительно позволяет повысить степень защиты носителя информации от фальсификации и подделки.
Другая возможность повысить степень защиты носителя информации от подделки состоит в том, чтобы несколько раз воспроизводить на носителе информации изображение, передаваемое полутоновым блинтовым тиснением, но в каждом случае различными методами. Так, например, одно и то же по содержанию изображение можно воспроизвести в виде водяного знака и/или классического цветного оттиска, выполненного металлографской печатью. То же самое изображение можно повторно воспроизвести и в фоновом оттиске, в тисненой голограмме, с помощью флуоресцентных или обладающих оптически переменными свойствами красок (например, с помощью содержащих интерференционные или жидкокристаллические пигменты красок) или в виде так называемого скрытого изображения, а также с использованием любой комбинации указанных альтернативных методов.
При этом предлагаемый в изобретении защитный элемент может быть нанесен либо на одиночный носитель информации, либо на основы, на которых размещено большое количество однотипных носителей информации и которые в последующем разрезаются на отдельные носители информации.
В качестве подобных основ, соответственно материалов для изготовления носителей информации могут использоваться все пригодные для металлографской печати материалы, такие как бумага, полимерные пленки, кашированная или покрытая полимерными пленками бумага, а также многослойные композиционные материалы. Предлагаемый в изобретении способ может использоваться прежде всего для запечатывания носителей информации, которые должны удовлетворять высоким требованиям касательно их защищенности от подделки и к которым относятся защищенные от подделки и ценные документы, такие, например, как банкноты, акции, облигации, свидетельства, банковские чеки и т.п.
Другие варианты выполнения и преимущества изобретения более подробно рассмотрены ниже со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - банкнота в виде в плане,
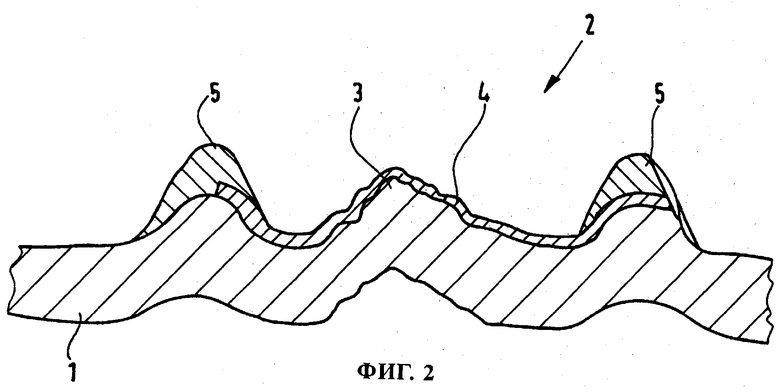
на фиг.2 - вид в сечении плоскостью А-А по фиг.1,
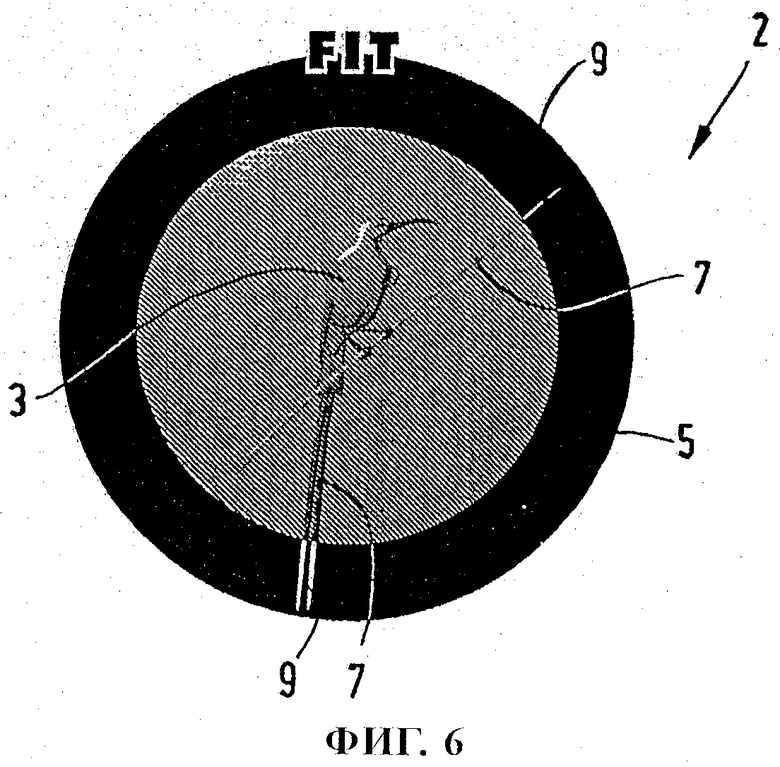
на фиг.3-6 - различные варианты выполнения предлагаемого в изобретении защитного элемента,
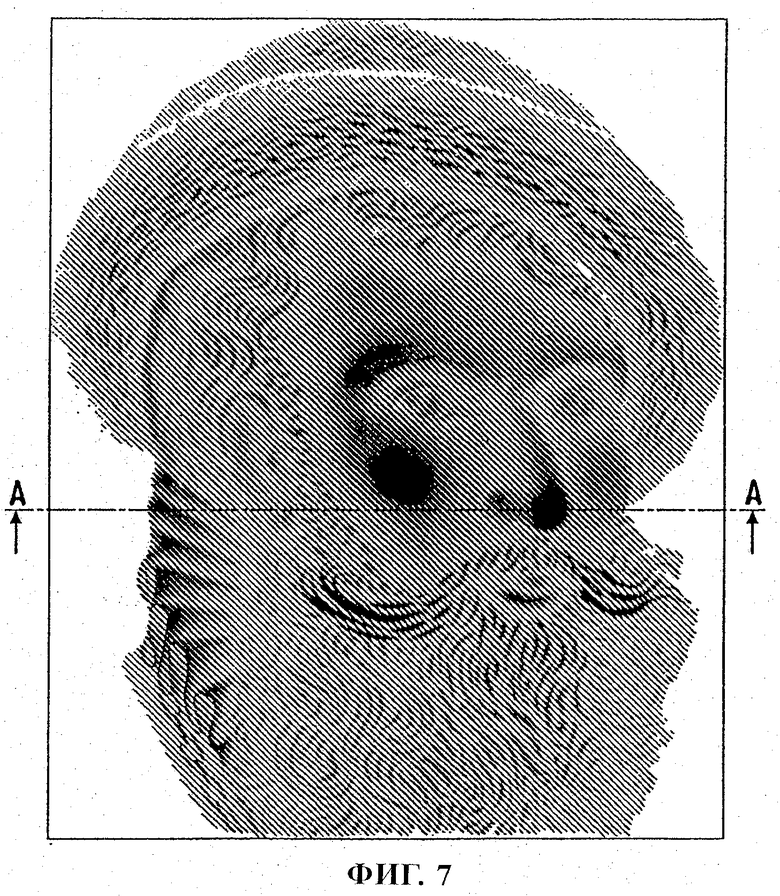
на фиг.7 - полутоновое изображение, используемое для полутонового блинтового тиснения предлагаемым в изобретении способом,
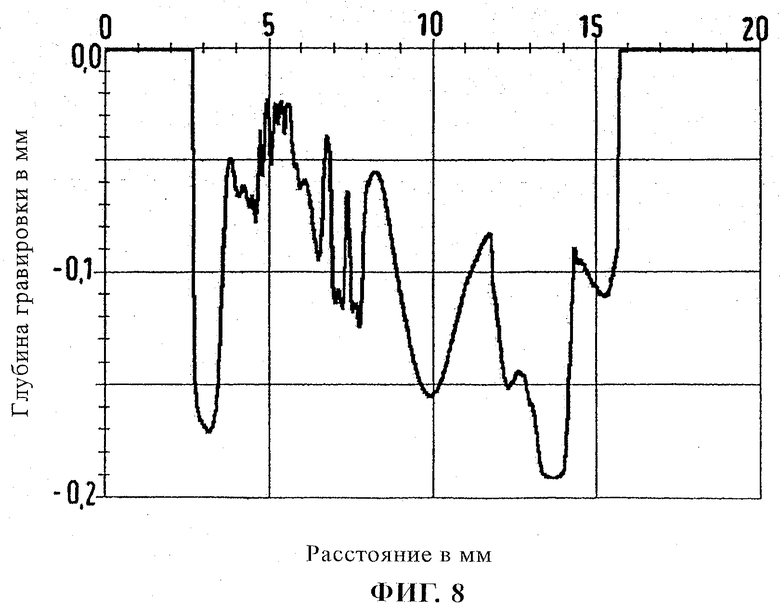
на фиг.8 - график, отражающий изменение глубины гравировки углублений в предлагаемой в изобретении печатной форме для металлографской печати в плоскости сечения А-А по фиг.7,
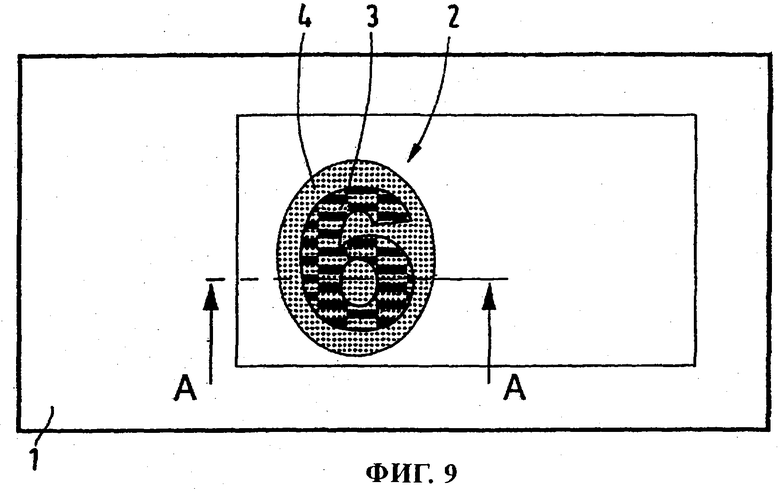
на фиг.9 - носитель информации, снабженный защитным элементом, выполненным по другому варианту,
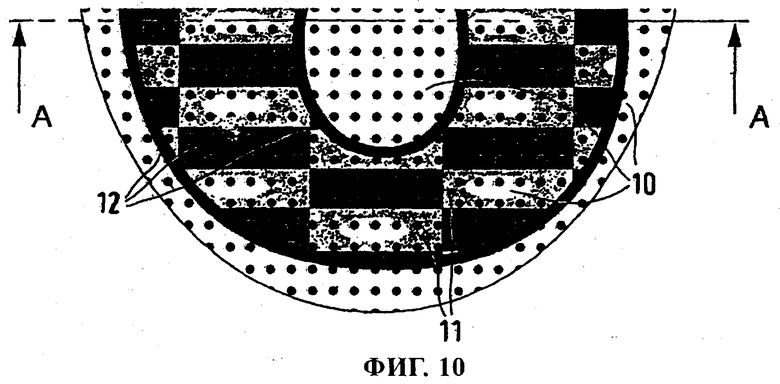
на фиг.10 - увеличенное изображение фрагмента защитного элемента, показанного на фиг.9,
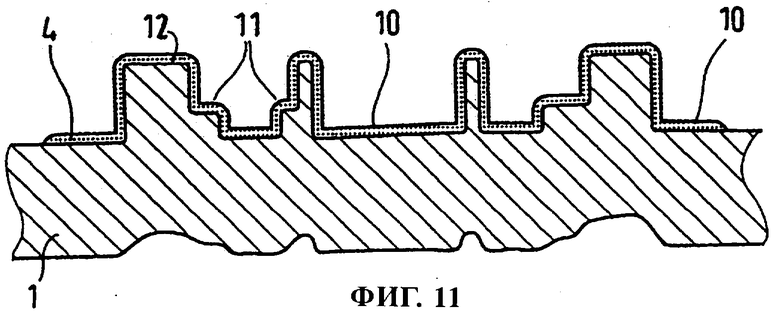
на фиг.11 - вид в сечении плоскостью А-А по фиг.9,
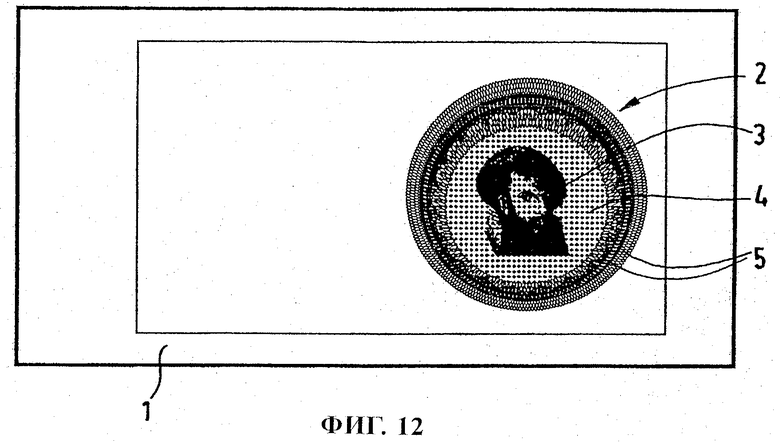
на фиг.12 - предлагаемый в изобретении носитель информации в виде в плане и
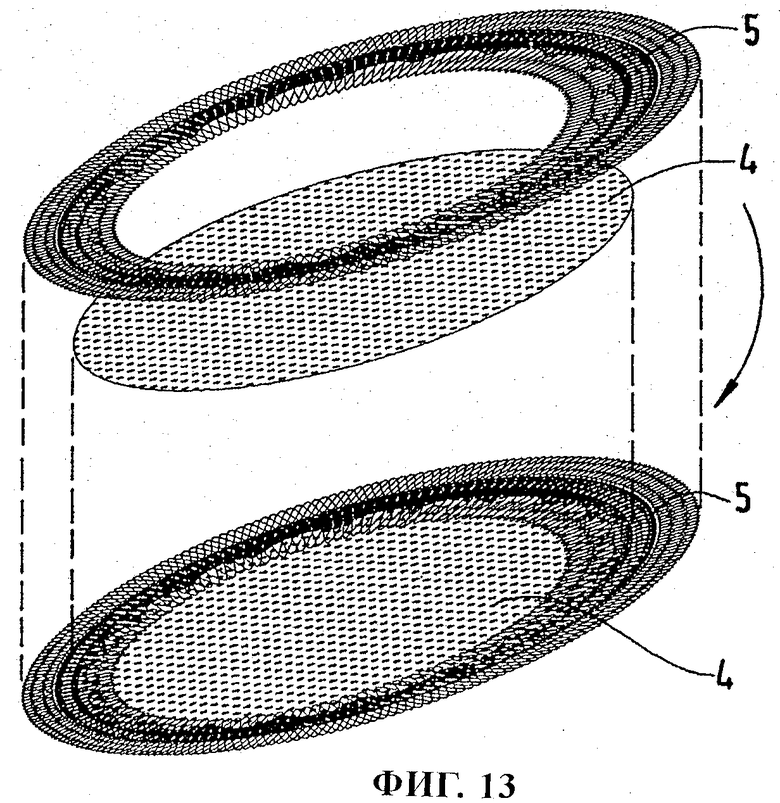
на фиг.13 - изображение, поясняющее взаимное расположение фонового оттиска и цветного участка.
На фиг.1 в качестве примера носителя информации показана банкнота 1, снабженная предлагаемым в изобретении защитным элементом 2. Такой защитный элемент 2 состоит из фонового оттиска 4, полутонового блинтового тиснения 3 и цветных участков 5, расположенных с точным соблюдением приводки относительно полутонового блинтового тиснения 3. Для повышения защищенности банкноты 1 от подделки изображение, передаваемое полутоновым блинтовым тиснением 3, несколько раз воспроизведено на банкноте различными методами. В рассматриваемом примере это изображение дополнительно присутствует на банкноте 1, например, в виде портрета 13, напечатанного со стальной гравюры, и в виде водяного знака 14.
В рассматриваемом примере предлагаемый в изобретении защитный элемент 2 имеет вид монеты, в изображении которой полутоновое блинтовое тиснение 3 расположено в пределах фонового оттиска 4, обладающего предпочтительно металлическим эффектом. На этот фоновый оттиск 4 наложен цветной оттиск 5, который может быть многоцветным и/или может быть выполнен в виде определенного узора, рисунка, знака, символа или аналогичных элементов. В показанном на чертеже примере цветные участки 5 выполнены в виде сплошного обрамления, окаймляющего полутоновое блинтовое тиснение 3 и скомбинированного на некоторых участках со шрифтовыми знаками "X Y Z" и словом "medal". Подобные цветные участки 5 в зависимости от глубины гравировки печатной формы могут иметь в отпечатке различимый на ощупь контур.
Вместе с тем такие цветные участки могут иметь и любую иную форму. Так, например, они могут состоять из гильошированных узоров или рисунков. Цветные участки 5 дополнительно могут быть согласованы по цвету с фоновым оттиском 4, и в этом случае край фонового оттиска 4 будет "сливаться" с этими цветными участками, т.е. будет визуально не различимым.
Для выполнения предлагаемого в изобретении защитного элемента 2 на носитель информации на первой стадии наносится фоновый оттиск 4. Такой сплошной фоновый оттиск предпочтительно выполнять трафаретной печатью с использованием краски с металлическим пигментом или пигментом с металлическим эффектом, имеющим золотистый или серебристый оттенок. После этого в зоне фонового оттиска 4 за одну рабочую операцию методом металлографской печати одновременно выполняют полутоновое блинтовое тиснение 3 и цветные участки 5. Иными словами, на этой стадии для металлографской печати используется печатная форма, имеющая гравировку, соответствующую цветным участкам 5, и гравировку, соответствующую полутоновому блинтовому тиснению 3. При этом очевидно, что для процесса печатания краска наносится только на те гравированные участки, которые предназначены для получения цветных участков 5. Тем самым в процессе печатания носитель 1 информации в зоне цветных участков 5 подвергается, как и при обычной металлографской печати, тиснению и запечатыванию краской. В отличие от этого в зоне полутонового блинтового тиснения носитель информации подвергается только тиснению. Под действием высокого давления прижима, с которым носитель 1 информации вдавливается в углубления, выгравированные в стальной печатной форме для глубокой печати, с обратной стороны носителя 1 информации также образуется различимая рельефная, соответственно тисненая структура.
Сказанное проиллюстрировано на фиг.2. На фиг.2 предлагаемый в изобретении защитный элемент 2 показан в сечении плоскостью А-А. На этом чертеже видно, что в зоне полутонового блинтового тиснения 3 носитель 1 информации, соответственно фоновый оттиск 4 подвергается в процессе металлографской печати только тиснению. Поскольку фоновый оттиск 4 наносится на носитель 1 информации на отдельной рабочей операции, между таким фоновым оттиском 4 и полутоновым блинтовым тиснением, соответственно цветными участками 5 может возникать рассогласование в приводке. По этой причине цветные участки 5 с целью скрыть подобное рассогласование в приводке предпочтительно выполнять таким образом, чтобы они накладывались на фоновый оттиск 4 или перекрывали его, как это показано на фиг.2. Как показано далее на фиг.2, фоновый оттиск 4 в левой его части в существенно меньшей степени перекрывается цветными участками 5, чем в правой его части. Поскольку, однако, цветные участки 5 расположены с точным соблюдением приводки относительно полутонового блинтового тиснения 3, это полутоновое блинтовое тиснение визуально воспринимается как расположенное по центру фонового оттиска 4.
Визуально воспринимаемый оптический эффект, создаваемый трехмерной рельефной структурой полутонового блинтового тиснения, усиливается за счет игры между светом и тенью, что проявляется прежде всего при применении фоновых оттисков с металлическим блеском.
Обеспечение точной приводки между выполненными металлографской печатью печатными и тиснеными участками позволяет получать комбинированные изображения, состоящие из печатных и тисненых частей. Так, например, в изображении дерева его ствол и ветви можно выполнять блинтовым тиснением, а его листья, соответственно крону можно запечатывать печатной краской. В случае изображений, представленных в виде текста или иных регулярно расположенных элементов или структур, строки печатных символов или элементов изображения можно также чередовать со строками тисненых символов или элементов изображения с соблюдением при этом точной приводки между такими печатными и тиснеными символами или элементами изображения.
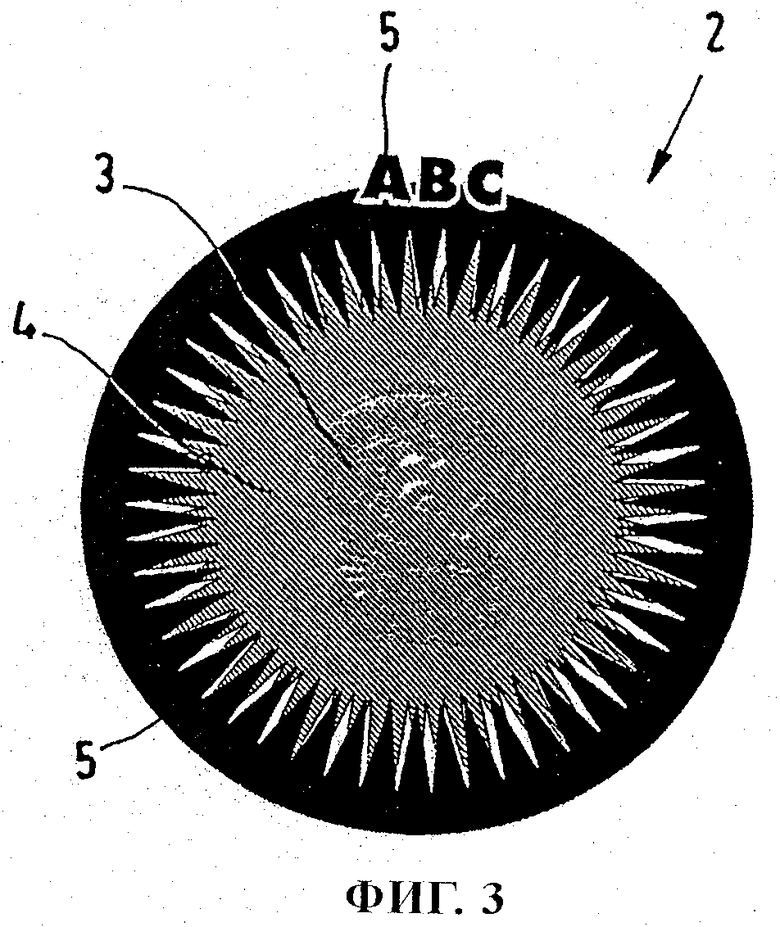
На фиг.3-6 в виде сверху показаны различные варианты выполнения защитного элемента 2. На фиг.3 фоновый оттиск 4 имеет звездообразный наружный контур с обращенными от центра оттиска лучами. В этом варианте цветные участки 5 образуют сплошное кольцевое обрамление, которое напечатано максимально концентрично относительно фонового оттиска 4 и внутренний край которого также имеет звездообразный контур с обращенными к центру кольца лучами. Различная периодичность взаимно входящих в промежутки между ними лучей фонового оттиска и полученного металлографской печатью цветного участка позволяет оптически или визуально скрыть рассогласование в приводке между обоими этими оттисками.
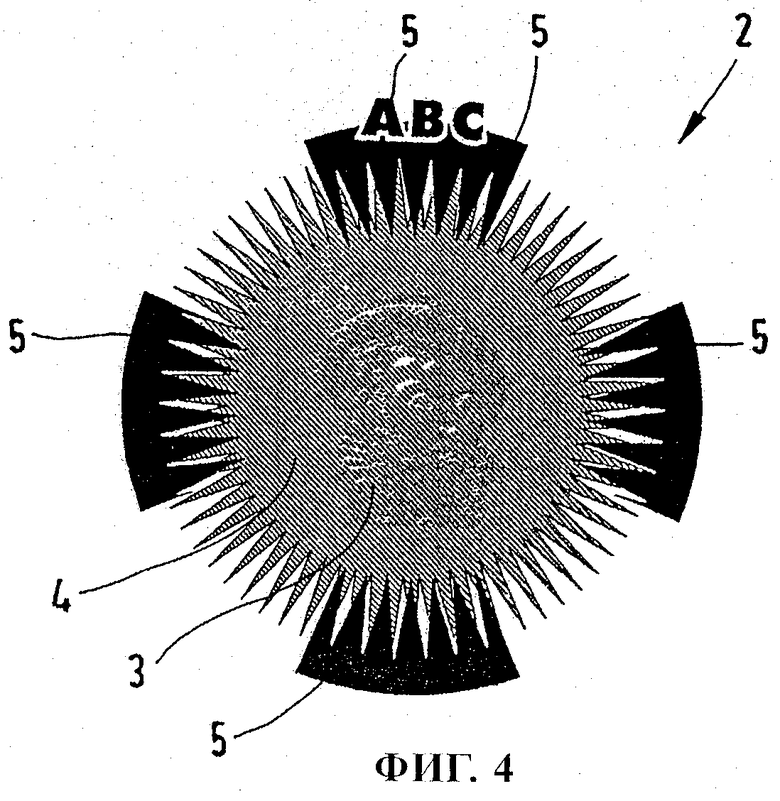
Показанный на фиг.4 защитный элемент отличается от показанного на фиг.3 лишь тем, что обрамление 5 охватывает фоновый оттиск 4 со звездообразным наружным контуром не по всему его периметру, а лишь на отдельных участках.
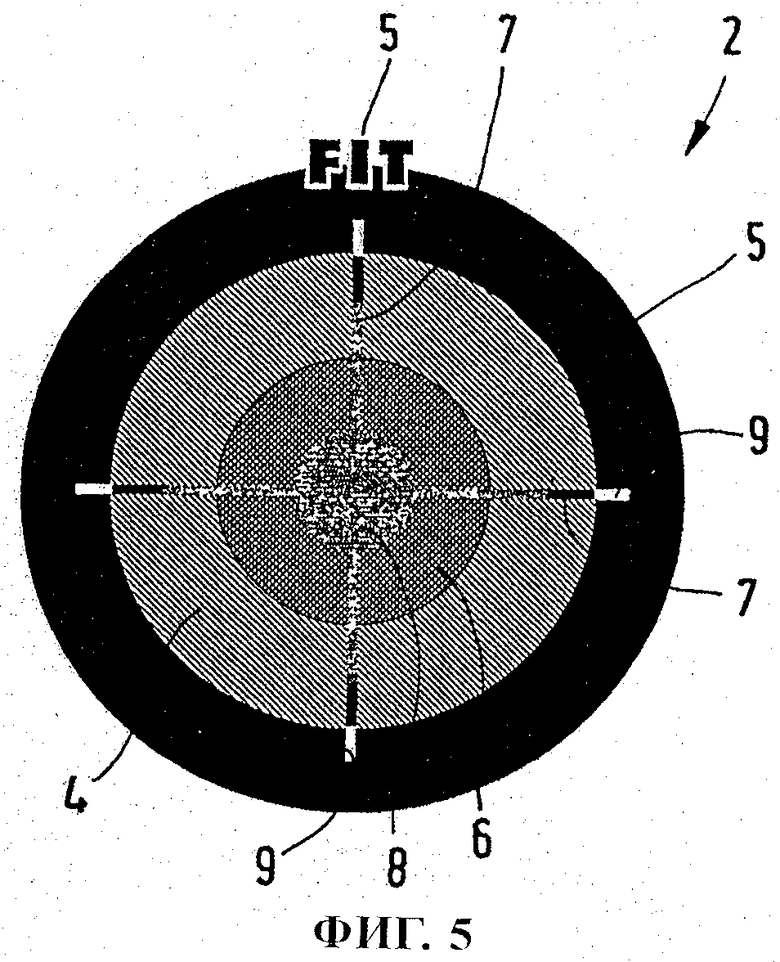
На фиг.5 показан принципиально иной вариант выполнения защитного элемента 2, в котором по меньшей мере некоторые части полутонового блинтового тиснения с точным соблюдением приводки примыкают к цветным участкам 5 и в виде пробельных участков заходят на эти цветные участки 5. В рассматриваемом примере схематично показанное на чертеже полутоновое блинтовое тиснение состоит из имеющих различную штриховку, соответственно оттенок участков 6, 7 и 8. Элементы 7 полутонового блинтового тиснения образуют перекрестие и примыкают к цветному обрамлению 5. При этом лучи такого тисненого перекрестия, образованного тиснеными элементами 7, заходят также на цветное обрамление 5 в виде пробельных участков 9. Обеспечить подобную точную приводку между тиснеными элементами 7 и пробельными участками 9 можно лишь за счет одновременного выполнения тиснения и цветного обрамления 5 за одну рабочую операцию с использованием единой печатной формы для металлографской печати. При возможных попытках подделать защитный элемент, при которых тиснение на участках 6, 7 и 8 и цветные участки 5 выполняются независимо друг от друга, обеспечить столь точную приводку между всеми этими тиснеными и печатными элементами невозможно. Подобные отклонения в приводке достаточно легко распознать визуально, что позволяет простым путем отличить подделку от подлинного документа.
На фиг.6 показан следующий вариант выполнения защитного элемента, который аналогичен показанному на фиг.5. В этом варианте полутоновым блинтовым тиснением 3 воспроизводится изображение птицы на ветке. При этом один конец ветки образован тисненым элементом 7, который доходит до цветного обрамления 5 и далее продолжается на запечатанном участке 5 в виде выворотного изображения, соответственно пробельного участка 9. То же самое относится и к хвостовым перьям птицы. При этом такие хвостовые перья также доходят в виде тисненых элементов 7 до цветных участков 5 и продолжаются на них в виде пробельных участков 9.
На фиг.7 показано полутоновое (растровое) изображение, данные о котором могут использоваться для изготовления предлагаемой в изобретении печатной формы для металлографской печати. Это полутоновое изображение создано с трехмерного оригинала, при этом более темные оттенки серого следует соотносить с теми участками, которые в последующем тисненом изображении должны выступать в пространство на наибольшую величину. Различным оттенкам серого в таком полутоновом изображении ставятся в соответствие различные значения глубины гравировки и полученные данные затем передаются в систему управления фрезерным станком, который оснащен, например, ЧПУ (числовое программное управление) типа CNC, и на котором в соответствии с этой информацией гравируется печатная форма для металлографской печати.
На фиг.8 показан график, отражающий изменение глубины гравировки в плоскости сечения А-А по фиг.7. При этом печатная форма гравируется на наибольшую глубину на участке, соответствующем кончику носа, и на участке, соответствующем жабо, которые на фиг.7 представлены в виде наиболее темных участков. На остальных участках, которые расположены между указанными выше участками и которые предназначены для передачи более светлых полутонов, печатная форма гравируется на меньшую глубину.
На фиг.9 в качестве примера носителя информации схематично изображена банкнота 1, снабженная предлагаемым в изобретении защитным элементом 2, выполненным по другому варианту. В этом случае предлагаемый в изобретении защитный элемент 2 состоит из воспроизводимого черными точками фонового оттиска 4, имеющего форму овального медальона, и нанесенного максимально по центру этого фонового оттиска 4 полутонового блинтового тиснения 3, воспроизводящего цифру "б". Фоновому оттиску 4 для создания визуального впечатления монеты предпочтительно придавать эффект металлического, наиболее предпочтительно золотистого или серебристого, блеска.
На фиг.10 показан увеличенный фрагмент изображенного на фиг.9 защитного элемента 2, охватывающий плоскость сечения А-А и расположенную ниже этой плоскости сечения нижнюю треть цифры "6". В рассматриваемом варианте полутоновое блинтовое тиснение 3 состоит из расположенных на трех различных уровнях 10, 11 и 12 тисненых элементов, образованных в тисненом изображении уступами, лесенкой переходящих один в другой. Очевидно, что подобных уровней расположения тисненых элементов может быть и больше трех. Показанные на фиг.10 белые участки 10 представляют собой те участки, на которых тиснение отсутствует, соответственно имеет лишь мало выраженный рельеф, светло-серые участки 11 представляют собой те участки, на которых тиснение имеет более выраженный рельеф по сравнению с участками 10, а на темно-серых участках 12 тиснение имеет наиболее выраженный рельеф. Лощение материала носителя информации, например бумаги, соответственно фонового оттиска позволяет придать участкам 10, полученным с негравированных или гравированных на исключительно малую глубину участков печатной формы, особый глянец. В отличие от этого участки 11 и 12 создают впечатление матовых.
На фиг.11 носитель 1 информации вместе с имеющимся на нем фоновым оттиском 4 схематично показан в сечении плоскостью А-А по фиг.10. На этом чертеже четко видны расположенные на различных уровнях 10, 11 и 12 тисненые элементы. При этом участки 10 представляют собой наиболее сглаженные, соответственно нерельефные участки, полученные в процессе тиснения с негравированных участков печатной формы. На участках 11 и 12 тиснение, выполненное на носителе информации, имеет средне, соответственно наиболее выраженный рельеф, и такие участки получены с тех участков печатной формы, которые выгравированы на среднюю, соответственно большую глубину.
Дифференцированная градация нескольких уровней расположения тисненых элементов в тисненом изображении и возможность разнообразного комбинирования таких уровней позволяют получить сложный защитный элемент с высокой узнаваемостью.
На фиг.12 еще раз показан предлагаемый в изобретении носитель 1 информации, например банкнота, с защитным элементом 2. В этом случае воспроизводимый точками фоновый оттиск 4 получен типографским офсетом в виде блестящей поверхности золотистого цвета. Затем в процессе металлографской печати одновременно с цветным участком 5 получено полутоновое блинтовое тиснение 3, благодаря чему обеспечивается абсолютно точная приводка во взаимном расположении блинтового тиснения и обрамляющего его цветного оттиска. Цветной участок 5 имеет мелкие гильошированные структуры, которые достаточно сложно воспроизвести без соответствующего оборудования. Цветной оттиск с той целью, чтобы он графически лучше вписывался в окружающий его фон, а также с целью создания более плавного перехода между ним и фоновым оттиском предпочтительно имеет "размытые" наружную и внутреннюю части, на которых расположены тонкие, переплетающиеся линии в виде позитивного изображения, покрывающие лишь незначительную площадь. В отличие от этого центральная часть цветного оттиска занимает значительную его площадь и, например, "испещрена" тонкими линиями в виде выворотного изображения.
Преимущество подобного выполнения и расположения цветного и фонового оттисков поясняется на фиг.13, на которой положение цветного участка 5 относительно фонового оттиска 4 проиллюстрировано в виде поэлементного изображения. Полутоновое блинтовое тиснение на этом чертеже не показано. Цветной участок 5 накладывается на фоновый оттиск 4 таким образом, чтобы центральная, покрывающая значительную площадь часть цветного оттиска 5 располагалась поверх края фонового оттиска 4. Поскольку фоновый 4 и цветной 5 оттиски получают различными методами печатания на не связанных между собой операциях печатания, в приводке между этими оттисками при любых условиях возникает рассогласование, которое может составлять несколько миллиметров и которое может значительно ухудшать общее зрительное впечатление, создаваемое снабженным таким защитным элементом документом. Подобные неточности во взаимном позиционировании обоих оттисков удается скомпенсировать и эффективно скрыть за счет их показанного на фиг.13 выполнения и взаимного расположения.
Изобретение относится к носителю информации, снабженному защитным элементом, который допускает возможность по меньшей мере визуального его контроля и имеет по меньшей мере на отдельном участке тиснение, которое представляет собой полутоновое блинтовое тиснение, полученное металлографской печатью без подачи краски, а также описаны способ изготовления такого носителя информации и печатная форма для выполнения защитного элемента блинтовым тиснением. Изобретение повышает степень защиты носителей информации от подделки за счет нанесения на носитель информации более сложного по структуре защитного элемента, который труднее подделать и который хорошо визуально различим и создает необычное оптическое впечатление. 3 н. и 32 з.п. ф-лы, 13 ил.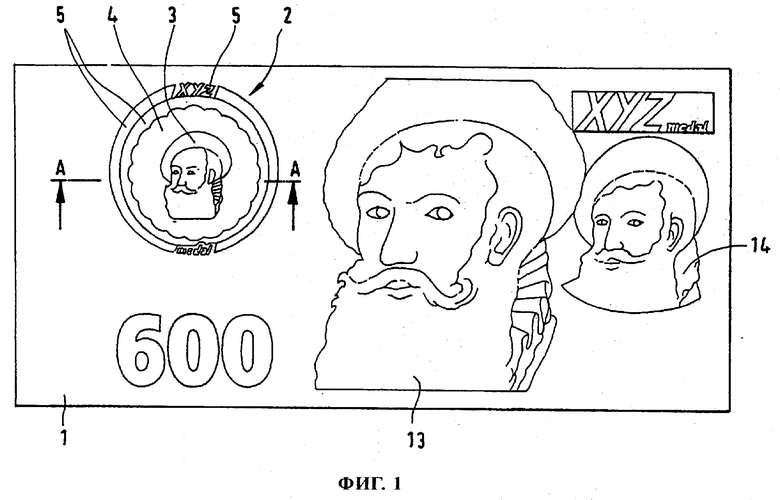
а) подготавливают материал носителя информации,
б) изготавливают печатную форму для металлографской печати, гравируя в поверхности этой печатной формы трехмерный рельеф, и
в) материал носителя информации подвергают блинтовому тиснению с помощью изготовленной на стадии б) печатной формы для металлографской печати.
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |

