Настоящее изобретение относится к носителю информации с выполненным методом металлографской печати печатным изображением или оттиском, к способу металлографской печати, а также к печатным формам, предназначенным для осуществления этого способа металлографской печати, и к способу изготовления таких печатных форм.
Характерная особенность глубокой печати состоит в том, что печатающие, т.е. обеспечивающие перенос краски на основу, участки печатной формы выполнены в виде углублений в ее поверхности. Такие углубления получают с помощью соответствующего гравировального инструмента или травлением. Перед собственно процессом печатания на гравированную печатную форму наносят печатную краску, избыток которой удаляют с поверхности печатной формы ракелем или стирающим валиком, в результате чего печатная краска остается лишь в углублениях. После этого к печатной форме прижимают основу, обычно бумагу, которую затем отделяют от этой печатной формы, при этом краска пристает к поверхности основы, образуя на ней оттиск, т.е. печатное изображение. При использовании просвечивающих печатных красок оптическую плотность цветового тона регулируют изменением толщины наносимого слоя краски. Под действием высокого давления прижима материал основы дополнительно подвергается тиснению, приобретая рельефную структуру, которая проступает и с обратной стороны основы.
Методы глубокой печати подразделяют на автотипную глубокую печать и металлографскую печать. Печатные формы для автотипной глубокой печати изготавливают, например, электронным лучом, лазерным лучом или штихелем. Характерная особенность автотипной глубокой печати состоит в том, что передать различные оттенки серого и цветового тона в печатном изображении можно за счет упорядоченного расположения в печатной форме печатающих элементов в виде ячеек с различными плотностью, размером и/или глубиной.
В отличие от автотипной глубокой печати при металлографской печати используют печатные формы, в которых для получения оттиска, соответственно печатного изображения выполняют углубления в виде линий. При механическом изготовлении печатной формы для металлографской печати из-за обычно конического сужения гравировальных инструментов с увеличением глубины гравирования увеличивается ширина линии. Кроме того, с увеличением глубины гравирования возрастает и объем вбираемой гравированной линией краски, а тем самым и непрозрачность напечатанной линии. При изготовлении печатных форм для металлографской печати травлением ее не печатающие участки покрывают химически инертным лаком. В результате последующего травления на не покрытой лаком поверхности формы образуется гравюра, глубина образующих которую линий зависит прежде всего от продолжительности травления и их ширины.
Металлографская печать, прежде всего со стальных печатных форм, называемых в этом случае гравюрами, позволяет получать характерный, легко распознаваемый даже неспециалистом оттиск, который невозможно получить иными распространенными методами печатания. Связано это с тем, что при достаточной глубине углублений выполненной в печатной форме гравюры оттиск на запечатанном методом металлографской печати носителе информации приобретает в результате его тиснения и нанесения на него слоя краски рельефную структуру, различимую на ощупь. По этой причине метод металлографской печати со стальных гравюр является предпочтительным методом печатания прежде всего таких носителей информации, как защищенные от подделки и ценные документы, например банкноты, акции, облигации, свидетельства, банковские чеки, защищенные от подделки этикетки и иные аналогичные документы, которые должны удовлетворять высоким требованиям касательно их защищенности от подделки.
Из WO 97/48555 известен способ, позволяющий изготавливать машинным методом печатные формы для металлографской печати определенными партиями. С этой целью в компьютер вводятся данные о расположении линий на штриховом рисунке, служащем оригиналом, и точно задается площадь каждой отдельной линии. После этого гравировальным инструментом, например вращающимся штихелем или лазерным лучом, вначале гравируется наружный контур этих поверхностей для получения их точного очертания или окантовки. Затем на этом окантованном участке поверхности тем же или иным гравировальным инструментом снимается материал с получением в результате всей линии, точно выгравированной в соответствии со штриховым оригиналом. При этом в зависимости от типа гравировального инструмента и от управления его перемещением донной поверхности на участке, на котором удален материал, придается определенная шероховатость или неровность (шероховатый рисунок), обеспечивающая удержание печатной краски.
Для придания оттиску, получаемому методом металлографской печати, выраженной рельефной структуры, хорошо различимой на ощупь, краску при изготовлении носителя информации известными из уровня техники методами требуется наносить исключительно толстым слоем. Очевидно, однако, что чем толще слой наносимой на запечатываемую основу краски, тем выше расход печатной краски, что в свою очередь приводит к возрастанию производственных расходов. Помимо этого при запечатывании основы по традиционной технологии необходимо увеличивать количество наносимой на печатную форму печатной краски, чтобы покрыть ею все гравированные участки, которые отвечают за наличие в получаемых с них оттиске различимых на ощупь структур. При этом значительно возрастает количество избыточно наносимой на печатную форму краски, которую необходимо удалять с поверхности печатной формы ракелем или стирающим валиком, что приводит к возникновению проблем с утилизацией удаляемых таким путем с печатной формы печатных красок.
В основу настоящего изобретения была положена задача обеспечить возможность экономичного расходования печатной краски, одновременно сохранив, соответственно повысив различимость оттиска на ощупь, без изменения при этом создаваемого им цветового впечатления по сравнению с аналогичным оттиском, полученным традиционным методом металлографской печати.
Указанная задача решается с помощью отличительных признаков, представленных в независимых пунктах формулы изобретения. Предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы.
Предлагаемая в изобретении печатная форма для металлографской печати отличается наличием на ее поверхности по меньшей мере одного гравированного участка, имеющего один или несколько структурных элементов, у которых их краевой участок выгравирован на большую глубину по сравнению с глубиной, на которую выгравирован их внутренний участок, и у которых далее такие краевой участок и внутренний участок непосредственно примыкают друг к другу, соответственно непосредственно переходят один в другой и внутренний участок выполнен в виде площадки, расположенной ниже поверхности печатной формы. Выгравированная в предлагаемой в изобретении печатной форме структура, с которой на запечатываемой основе получают соответствующий оттиск или печатное изображение, предпочтительно имеет несколько подобных структурных элементов.
Различие в глубине, на которую выгравированы краевые участки и внутренние участки, увеличивает различимость на ощупь полученного предлагаемым в изобретении способом оттиска, поскольку запечатанный участок носителя информации имеет по сравнению с полученным известными из уровня техники методами оттиском значительно более сложную рельефную структуру. При этом запечатанный участок имеет в сечении своего рода гофрированный или желобчатый профиль, хорошо различимый на ощупь при проведении по нему пальцем даже при легком касании. За счет частого чередования осязаемых на ощупь краевых участков и внутренних участков дополнительно усиливается характерная для выполненного металлографской печатью оттиска его тактильная различимость. При соответствующих размерах гравированных участков переход между выступами и впадинами в оттиске четко различим на ощупь, и поэтому различные краевые, соответственно внутренние участки различимы индивидуально.
Помимо этого предлагаемое в изобретении решение обеспечивает при неизменной или даже улучшенной различимости оттиска на ощупь экономию печатной краски, поскольку для придания оттиску необходимой тактильной осязаемости более толстым слоем печатную краску достаточно нанести лишь на его краевом участке. На внутреннем же участке на основу требуется перенести только такое количество печатной краски, которое необходимо для достижения требуемого цветового тона. С учетом этого внутренние участки требуется гравировать в печатной форме на меньшую глубину по сравнению с глубиной гравирования краевых участков, в результате чего существенно уменьшается заполняемый печатной краской суммарный объем гравированного участка печатной формы. Предлагаемый в изобретении подход позволяет, кроме того, избежать при печати некоторых проблем, возникающих при заполнении краской больших по размеру, выгравированных на особо большую глубину углублений, и, в частности, таких проблем, как разбрызгивание печатной краски из углублений гравированного участка печатной формы в процессе печати или неполный перенос краски с гравюры на поверхность запечатываемой основы. Краевой участок выгравированного в печатной форме углубления может при этом иметь любую возможную форму в сечении, однако более целесообразно придавать ему клиновидную или трапециевидную в сечении форму. Помимо этого краевому участку можно также придавать в сечении ступенчатую форму, т.е. выполнять сам этот краевой участок с различной глубиной гравировки. При наличии у гравированного участка, с которого получают оттиск, нескольких структурных элементов их краевые участки могут независимо друг от друга иметь идентичную или различную в сечении форму. Так, например, краевой участок одного структурного элемента можно выполнить с клиновидным, а краевой участок другого структурного элемента - с трапециевидным профилем.
В принципе на геометрические параметры клиновидной и трапециевидной формы, которую в сечении могут иметь краевые участки, не накладывается никаких ограничений, т.е. соотношения длин их сторон и величины углов могут выбираться специалистом без каких-либо ограничений.
Как указано выше, внутренний участок выполнен в виде расположенной ниже уровня поверхности печатной формы площадки, имеющей в сечении форму плато, т.е. его поверхность лежит в плоскости, проходящей предпочтительно параллельно поверхности печатной формы. Очевидно, что внутренний участок может иметь и иное исполнение с наклонным расположением его поверхности относительно поверхности печатной формы.
Поверхность внутреннего участка может иметь придающий ей шероховатость рисунок, обеспечивающий удержание печатной краски. Наличие такого шероховатого рисунка целесообразно в том случае, когда длина и ширина внутреннего участка превышают примерно 100 мкм. Определенную шероховатость можно также придавать донной поверхности трапециевидных или прямоугольных в сечении краевых участков, когда ее ширина и длина составляет не менее примерно 100 мкм. Подобный шероховатый рисунок придавать донной поверхности на участке, на котором с поверхности печатной формы удален материал, в процессе ее гравирования можно методом, описанным, например, в WO 97/48555.
Краевой участок и внутренний участок, как указано выше, непосредственно примыкают друг к другу, соответственно переходят один в другой, т.е. не отделены друг от друга перегородками, оканчивающимися на уровне поверхности печатной формы. В соответствии с этим в полученном в последующем оттиске эти краевой и внутренний участки не отделены друг от друга незапечатанными (пробельными) участками.
Глубина и ширина гравировки краевых, соответственно внутренних участков структурного элемента выбирается специалистом с таким расчетом, чтобы в последующем оттиске печатные структурные элементы, получаемые с соответствующих гравированных структурных элементов, имели требуемые ширину, толщину красочного слоя и цветовой тон.
При использовании для металлографской печати имеющихся в продаже печатных красок глубина, на которую выгравирован краевой участок, составляет примерно от 60 до 150 мкм, а глубина, на которую выгравирован внутренний участок, составляет примерно от 10 до 120 мкм.
Более предпочтительно краевой участок гравировать на глубину, составляющую от 100 до 150 мкм, а внутренний участок - на глубину, составляющую от 60 до 100 мкм. При таких значениях глубины гравировки краевого участка и внутреннего участка толщина красочного слоя в оттиске, получаемом с использованием имеющихся в продаже печатных красок для металлографской печати, достигает величин, при которых печатные краски уже становятся кроющими и теряют полупрозрачные свойства, т.е. при которых оттиск, полученный с выгравированной на соответствующую глубину печатной формы, имеет только один цветовой тон. Тем самым появляется возможность получить оттиск, который на всей занимаемой им площади имеет единообразный цветовой тон и который при этом имеет не отличающийся по цвету от остальной его части, но вместе с тем хорошо различимый на ощупь контур.
При глубине гравировки менее примерно 60 мкм печатные краски обладают в оттиске полупрозрачными свойствами. При указанных значениях глубины гравировки печатные краски уже более не являются непрозрачными, т.е. цветовой тон оттиска зависит от толщины красочного слоя. При гравировании в печатной форме углублений, глубина которых соответствует указанным значениям, с такой печатной формы можно получать оттиски с различимым на ощупь и отличающимся по цвету от его внутреннего участка контуром. Существует также возможность комбинировать непрозрачный краевой участок с полупрозрачным внутренним участком.
Помимо этого выполнение внутреннего участка в виде площадки, поверхность которой проходит не параллельно поверхности печатной формы, а наклонно к ней, позволяет при использовании полупрозрачных печатных красок получать на внутреннем участке структурного элемента плавный переход цвета от светлого к темному.
Кроме того, глубину гравировки краевого участка можно плавно, соответственно дискретно увеличивать или уменьшать, например, по длине гравированной линии. При наличии в выполненной в печатной форме гравюре нескольких предлагаемых в изобретении структурных элементов их краевые и внутренние участки могут независимо друг от друга иметь одинаковую или различную глубину гравировки.
Тем самым одно только варьирование глубины гравировки на краевых и внутренних участках предоставляет самые разнообразные возможности по комбинированию между собой печатающих элементов и по оформлению оттиска.
Ширина гравировки краевых и внутренних участков определяется преимущественно особенностями требуемого оттиска. Обычно ширина гравировки краевого участка составляет от 120 до 500 мкм. Внутренний же участок автоматически приобретает в процессе гравирования структурного элемента некоторую ширину, которая определяется шириной гравировки структурного элемента, шириной гравировки краевого участка и глубиной гравировки внутреннего участка.
Структурный элемент может представлять собой имеющий любую геометрическую форму элемент, например иметь вид линий различной ширины, предпочтительно шириной до 3 мм или более, или же вид элементов, например, с круглым, треугольным, четырехугольным или асимметричным контуром, а также иметь вид графического, соответственно изобразительного знака, шрифтового знака или иного символа, при этом в качестве шрифтовых знаков предпочтительны буквенно-цифровые знаки. Помимо этого существует также возможность комбинировать между собой несколько структурных элементов в любом количестве и любой формы. Очевидно, что предлагаемые в изобретении печатные линии и/или элементы можно комбинировать с линиями и/или элементами, напечатанными иными методами, например традиционной металлографской печатью, офсетной печатью и иными распространенными методами печати.
Предлагаемые в изобретении печатные формы для металлографской печати предпочтительно изготавливают путем гравирования быстро вращающимся штихелем с заостренным на конус концом его рабочей части. При этом в соответствии с контуром запечатываемого участка на поверхности печатной формы с помощью гравировального инструмента выполняют соответствующие углубления, глубину которых целенаправленно варьируют, изменяя глубину погружения гравировального инструмента в материал формы, и которые в последующем заполняют для печати краской. В процессе печати происходит перенос печатной краски из углублений в печатной форме на поверхность запечатываемой основы. С необработанных, т.е. с не гравированных, участков поверхности печатной формы краска на основу не переносится.
При запечатывании описанным непосредственно выше методом носителя информации на его поверхности в зависимости от формы описанной выше гравюры, выполненной на предлагаемой в изобретении печатной форме, остается соответствующий оттиск. Такой носитель информации отличается согласно изобретению наличием по меньшей мере одного печатного структурного элемента, который получен методом металлографской печати и у которого красочный слой на его краевом участке и внутреннем участке имеет различную толщину. Такие краевой участок и внутренний участок непосредственно примыкают друг к другу, соответственно непосредственно переходят один в другой, при этом толщина красочного слоя на краевом участке превышает толщину красочного слоя на его внутреннем участке, а внутренний участок выполнен в виде площадки, расположенной ниже уровня поверхности краевого участка. Размеры покрытых красочным слоев участков оттиска, такие как их ширина и толщина присутствующего на них красочного слоя, соответствуют описанными выше значениям глубины и ширины углублений выполненной в предлагаемой в изобретении печатной форме гравюры и зависят от применяемой при печати печатной краски. Очевидно, однако, что переходы между краевыми и внутренними участками оттиска, а также края и углы его печатных участков не могут иметь столь же четко ограниченных контуров, что и у выполненной в печатной форме гравюре. Связано это с тем, что в зависимости от состава конкретно используемой печатной краски и ее вязкотекучести, а также в зависимости от глубины углублений выполненной в печатной форме гравюры указанные переходы между краевыми и внутренними участками оттиска, а также края и углы печатных участков приобретают в оттиске более или менее размытые контуры.
Как уже было отмечено выше, различие в толщине красочного слоя на краевых участках и внутренних участках увеличивает различимость на ощупь полученного предлагаемым в изобретении способом печатного структурного элемента оттиска, поскольку запечатанный участок носителя информации имеет по сравнению с полученным известными из уровня техники методами оттиском значительно более сложную рельефную структуру. При этом запечатанные участки имеют в сечении своего рода гофрированный или желобчатый профиль, лучше различимый на ощупь при проведении по нему пальцем даже при легком касании. При соответствующих размерах гравированных участков переход между выступами и впадинами в оттиске четко различим на ощупь, и поэтому различные краевые, соответственно внутренние участки различимы индивидуально.
Помимо этого предлагаемое в изобретении решение обеспечивает при неизменной или даже улучшенной различимости оттиска на ощупь экономию печатной краски, поскольку на внутренние участки оттиска печатная краска наносится более тонким по сравнению с краевыми участками слоем.
Толщиной красочного слоя на краевых и внутренних участках определяется также кроющая способность обычных печатных красок для металлографской печати, которые с учетом этого можно наносить на основу в виде кроющих красок либо в виде в определенной степени полупрозрачных и просвечивающих красок. Нанесение на основу печатной краски слоем определенной толщины при соответствующем образом подобранном цвете фона позволяет получать цветовые тона различной яркости, соответственно светлоты и насыщенности цвета. При достаточно большой разнице в толщине красочных слоев можно добиться хорошо различимого глазом человека без каких-либо вспомогательных средств контраста между отдельными элементами печатного изображения. При этом предполагается наличие нормальных условий освещения и нормального расстояния между глазом человека и находящимся в поле его зрения объектом (носителем информации).
При использовании для печати предлагаемым в изобретении способом кроющих печатных красок получаемый с их помощью оттиск вне зависимости от толщины красочного слоя имеет единообразный на всей занимаемой им площади цветовой тон и при этом имеет не отличающийся по цвету от остальной его части, но вместе с тем хорошо различимый на ощупь контур.
При использовании для печати предлагаемым в изобретении способом полупрозрачных печатных красок цветовой тон оттиска зависит от толщины красочного слоя. Тем самым в зависимости от толщины красочного слоя можно получать оттиски с различимым на ощупь и отличающимся по цвету от его внутреннего участка контуром либо можно комбинировать в оттиске непрозрачный краевой участок с полупрозрачным внутренним участком.
В остальном применительно к красочным слоям на внутренних и краевых участках оттиска касательно разнообразных возможностей их оформления справедливо все сказанное выше в отношении гравюры, выполненной в печатной форме.
Предлагаемым в изобретении способом можно запечатывать все пригодные для металлографской печати материалы, такие, например, как бумага, полимерные пленки, кашированная полимерной пленкой или лакированная бумага, а также многослойные композиционные материалы. Предлагаемый в изобретении способ может использоваться прежде всего для запечатывания носителей информации, которые должны удовлетворять высоким требованиям касательно их защищенности от подделки и к которым относятся защищенные от подделки и ценные документы, такие, например, как банкноты, акции, облигации, свидетельства, банковские чеки, защищенные от подделки этикетки и иные аналогичные документы.
Другие варианты осуществления изобретения и его преимущества более подробно рассмотрены ниже со ссылкой на прилагаемые чертежи. Следует отметить, что пропорции показанных на этих чертежах элементов не обязательно соответствуют реальным соотношениям размеров, а служат преимущественно для более наглядного пояснения лежащих в основе изобретения принципов.
На прилагаемых к описанию чертежах, в частности, показано:
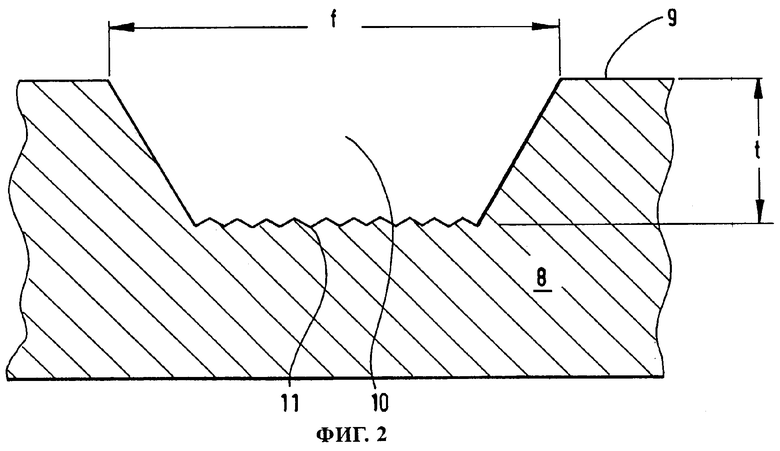
на фиг.1 - фрагмент предлагаемой в изобретении печатной формы в разрезе,
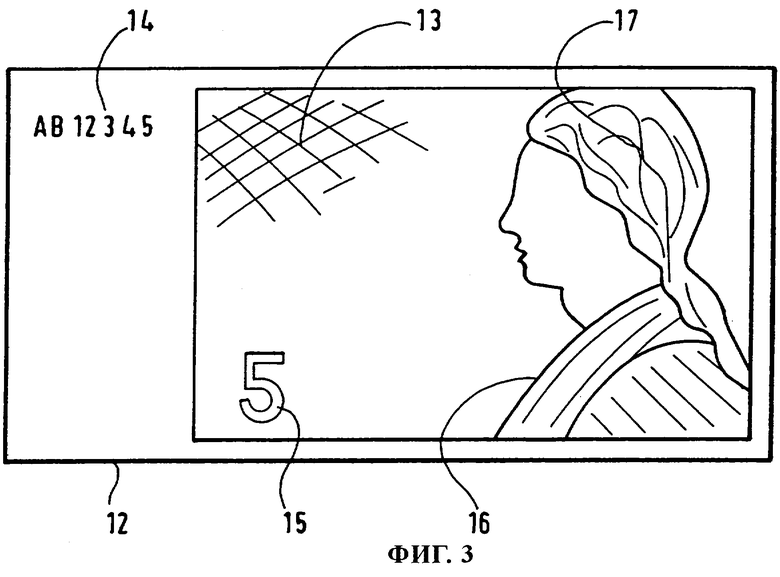
на фиг.2 - фрагмент обычной печатной формы в разрезе,
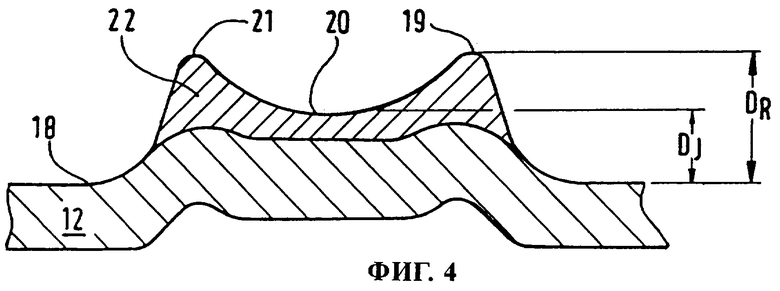
на фиг.3 - вид в плане схематично изображенной банкноты и
на фиг.4 - фрагмент запечатанного носителя информации в разрезе.
На фиг.1 в разрезе показан фрагмент печатной формы 1, в поверхности 2 которой выполнена гравюра 3 шириной а, углубления которой заполняются печатной краской. Ширина а такой гравюры может достигать примерно 3 мм и более. Гравюра состоит из двух краевых участков 4 и 5 и из внутреннего участка 6, при этом краевые участки непосредственно примыкают к внутреннему участку, соответственно непосредственно переходят в него. Донная поверхность внутреннего участка дополнительно имеет придающий ей шероховатость рисунок 7, обеспечивающий удержание краски. Краевой участок 5 имеет клиновидный профиль, а краевой участок 4 имеет трапециевидный профиль. У клиновидного профиля ширина d его донной поверхности равняется 0 мкм, соответственно из-за наличия у штихеля определенной пространственной протяженности близка к 0 мкм и в принципе может достигать 10 мкм. У трапециевидного или имеющего иную прямоугольную форму профиля ширина d его донной поверхности составляет от 10 до 500 мкм. При использовании для гравирования штихеля, рабочая часть которого имеет форму конуса со скругленной вершиной, необходимо учитывать, что гравируемые таким штихелем углубления также будут иметь скругленные углы и края. В соответствии с этим выгравированный подобным штихелем краевой участок будет иметь в сечении, например, геометрическую форму клина со скругленной вершиной. Помимо этого в печатной форме на большую глубину можно также гравировать только одно углубление с получением в результате вместо двух краевых участков лишь одного краевого участка. Такой вариант с одним выгравированным на большую глубину краевым участком наиболее целесообразно использовать, например, в том случае, когда в печатном изображении или оттиске требуется получить проходящую с одной его стороны замкнутую линию произвольной формы либо требуется выделить контур сплошной геометрической фигуры, например круга. Равным образом такой краевой участок, очерчивающий контур гравюры и образуемый гравируемым на большую глубину углублением, можно также предусматривать лишь на некотором отдельном участке. Так, например, у гравюры, имеющий по контуру форму прямоугольника, можно предусмотреть только один выгравированный на большую глубину краевой участок, соответствующий одной из сторон такого прямоугольника. Краевой участок характеризуется далее глубиной и шириной его гравировки, а также углами α и β наклона его боковых поверхностей, при этом при наличии нескольких краевых участков они независимо друг от друга могут иметь одинаковые или разные значения глубины и ширины их гравировки, а также угла наклона их боковых поверхностей. В рассматриваемом примере краевой участок 4 имеет глубину гравировки tR, ширину гравировки b и углы α и β наклона боковых поверхностей. Краевой участок 5 также имеет те же глубину гравировки tR и углы α и β наклона боковых поверхностей, но имеет иную ширину гравировки с. Углы α и β наклона боковых поверхностей относительно 5 перпендикуляра, проведенного к поверхности печатной формы, предпочтительно составляют от 30 до 60° и могут выбираться независимо друг от друга. Краевым участкам целесообразно придавать одинаковую, т.е. трапециевидную или клиновидную, в сечении форму и выполнять их с одинаковыми глубиной и шириной гравировки, а также углами наклона боковых поверхностей. Внутренний участок имеет глубину гравировки tI, которая меньше глубины гравировки tR краевого участка. Ширина гравировки е внутреннего участка определяется шириной а гравюры, геометрическими размерами краевых участков и глубиной их гравировки tI.
На фиг.2 в разрезе показана печатная форма 8 с гравированной согласно уровню техники поверхностью 9. Имеющаяся у такой печатной формы гравюра 10, углубления которой заполняются печатной краской и донная поверхность которой имеет шероховатый рисунок 11, обеспечивающий удержание краски, не имеет предлагаемого в изобретении подразделения на участки с меньшей и большей глубиной гравировки. Эта гравюра имеет постоянную по всей ее ширине глубину t. Различимость такой гравюры на ощупь определяется ее глубиной t и шириной f, которые имеют постоянные значения на всей занимаемой этой гравюрой площади, не имеющей предлагаемого в изобретении ярко выраженного рельефа. У такой гравюры по причине неизменной ее глубины объем заполняемого печатной краской участка больше по сравнению с предлагаемой в изобретении печатной формой на величину, равную объему отсутствующего у этой гравюры среднего участка, и поэтому для получения оттиска с такой же, что и у получаемого с помощью предлагаемой в изобретении печатной формы оттиска, различимостью на ощупь и для создания при применении кроющих красок такого же, что и у получаемого с помощью предлагаемой в изобретении печатной формы оттиска, цветового впечатления требуется значительно большее количество краски.
На фиг.3 в качестве примера носителя 12 информации схематично показана банкнота. Обычно на банкноте предусмотрены оттиски различных типов. Так, например, у показанной на чертеже банкноты имеется выполненный офсетной печатью фоновый узор 13 из тонких линий (гильоши) и выполненный высокой печатью серийный номер 14. На банкноте имеется далее оттиск 15, воспроизводящий цифру "5". Этот оттиск 15 получен обычной металлографской печатью.
Предлагаемый в изобретении оттиск, который можно получить, например, с помощью показанной на фиг.1 печатной формы, предусмотрен у показанной на чертеже банкноты только на одном ее отдельном участке и состоит из запечатанного участка 16, воспроизводящего портретное изображение. Различные полутона такого изображения передаются за счет варьирования расстояния между линиями и/или их ширины. При этом каждая имеющаяся в портретном изображении линия соответствует одному напечатанному предлагаемым в изобретении способом структурному элементу. Краевые участки и внутренний участок каждого из таких структурных элементов непосредственно примыкают друг к другу, т.е. непосредственно переходят друг в друга, и напечатаны металлографской печатью красочными слоями различной толщины, при этом толщина красочного слоя на краевом участке больше толщины красочного слоя на внутреннем участке. При запечатывании носителя информации предлагаемым в изобретении способом эффект, состоящий в экономии печатной краски, наиболее ярко проявляется прежде всего при использовании на запечатываемом участке носителя информации исключительно большого количества имеющих вид линий структур, т.е. при высокой плотности расположения таких имеющий вид линий структур в печатном изображении (оттиске). Примером участка с высокой плотностью расположения печатных линий в показанном на чертеже портретном изображении является, например, участок 17, на котором изображены волосы. Если далее исходить из того, что участок 17, на котором изображены волосы, может в зависимости от конкретного портретного изображения занимать примерно половину от всей площади портретного изображения, которое в свою очередь может занимать от половины до трети от всей площади банкноты, то при изготовлении банкнот в количестве нескольких миллиардов штук значительно снижается расход печатной краски и тем самым существенно сокращаются производственные расходы.
На фиг.4 в разрезе изображен запечатанный согласно изобретению участок носителя информации, полученный, например, при использовании показанной на фиг.1 печатной формы при d=0 мкм для печати отдельных волос в портретном изображении, показанном на фиг.3. В процессе печатания носитель 12 информации прижимается к печатной форме, при этом носитель 12 информации в результате его вдавливания в углубления выполненной в поверхности печатной формы гравюры 3 подвергается тиснению, и одновременно с этим на верхнюю сторону 18 носителя информации из углублений гравюры 3 переносится заполняющая их печатная краска 22. Толщина DR красочного слоя на краевом участке и толщина DI красочного слоя на внутреннем участке определяются расстоянием от не запечатанной поверхности основы до поверхности слоя краски на каждом из участков 19, 20 и 21 соответственно. Таким образом, присутствующий на запечатанном участке носителя информации красочный слой имеет на краевых участках большую толщину по сравнению с его толщиной на внутреннем участке и образует различимый на ощупь оттиск. В рассматриваемом варианте красочный слой на обоих краевых участках 19 и 21 имеет одинаковую толщину и клиновидный профиль. Однако в другом варианте красочный слой может иметь на каждом из краевых участков 19 и 21 различную толщину и/или различный профиль. В зависимости от толщины красочного слоя печатные краски проявляют свойства полупрозрачных, соответственно кроющих, и поэтому краевые участки и внутренний участок воспринимаются глазом человека как однородная поверхность, когда они покрыты исключительно толстым красочным слоем, либо как визуально отличимые один от другого участки, когда они покрыты более тонким красочным слоем.
Преимущество предлагаемого в изобретении подхода состоит в том, что запечатывание внутренних участков оттиска красочным слоем меньшей толщины по сравнению с толщиной красочного слоя, наносимого на краевых участках оттиска, обеспечивает существенную экономию печатной краски. При этом, однако, сохраняется, соответственно повышается различимость оттиска на ощупь, поскольку краевые участки оттиска из-за наличия на них красочного слоя большей по сравнению с внутренним участком толщины делают рельеф оттиска более выраженным. Эффект, состоящий в экономии печатной краски, наиболее ярко проявляется прежде всего при использовании кроющих красок. Начиная с определенной толщины красочного слоя визуально воспринимаемый цветовой тон печатной краски остается неизменным, т.е. даже при увеличении толщины наносимого на основу слоя краски сверх некоторого значения цвет оттиска уже не становится более темным, поскольку степень его насыщенности достигла предельной. В соответствии с этим для создания визуального впечатления однородно окрашенной поверхности внутренний участок оттиска вполне достаточно запечатать красочным слоем непосредственно такой толщины, при которой цветовой тон становится максимально темным. Обеспечиваемая за счет этого экономия печатной краски позволяет существенно снизить производственные расходы.
Изобретение относится к носителю информации с выполненным методом металлографской печати печатным изображением или оттиском, к способу металлографской печати, а также к печатным формам, предназначенным для осуществления этого способа металлографской печати, и к способу изготовления таких печатных форм. Форма для металлографской печати предназначена для получения печатного изображения или оттиска и имеет, по меньшей мере, один гравированный участок на ее поверхности с одним или несколькими структурными элементами. Краевой участок структурных элементов выгравирован на большую глубину по сравнению с глубиной, на которую выгравирован их внутренний участок, краевой участок и внутренний участки непосредственно примыкают друг к другу, соответственно непосредственно переходят один в другой и внутренний участок выполнен в виде площадки, расположенной ниже поверхности печатной формы. Это обеспечивает экономичное расходование печатной краски одновременно с повышением различимости оттиска на ощупь, при этом цветовое ощущение от такого оттиска аналогично цветоощущению от оттиска, полученного традиционным методом металлографской печати. 4 н. и 17 з.п. ф-лы, 4 ил.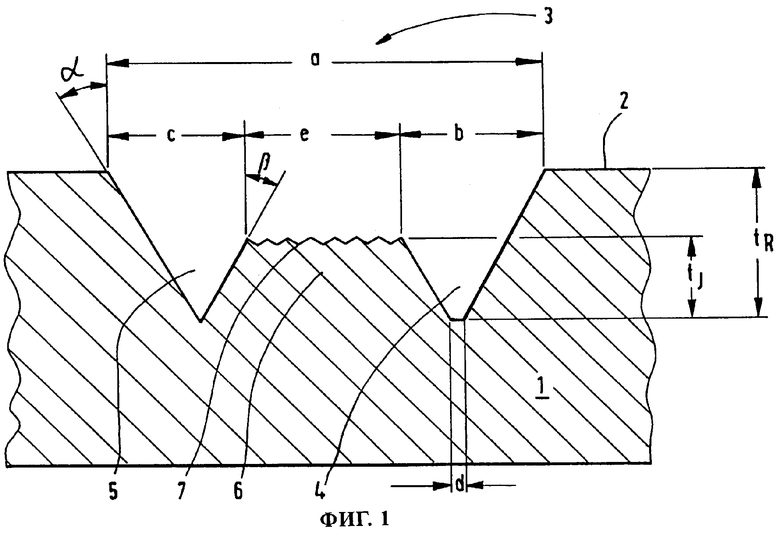
| WO 9748555 A1, 24.12.1997 | |||
| DE 19845440 А, 06.04.2000 | |||
| DE 19845436 А, 06.04.2000 | |||
| US 4597593 А, 01.07.1986 | |||
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |

