Изобретение относится к металлургическому производству, в частности к выплавке стали в мартеновских или электросталеплавильных печах, в которых для интенсификации технологического процесса используется прием продувки ванны кислородом.
Известен, способ производства стали в мартеновской печи, включающий подачу кислорода через стационарные фурмы, расположенные ниже уровня металла, глубина погружения которых 0,01-0,3 глубины ванны. (RU №506886 27.01.1997).
Недостатком известного способа является повышенный темп перемешивания расплава донным дутьевым потоком, который сопровождается активным развитием негативных процессов брызгоуноса и пылеобразования и отсутствия взаимосвязи этих процессов с изменениями параметре процесса возникающих по ходу плавки.
Наиболее близким по технической сущности и достигаемому результату является способ продувки ванны сталеплавильного агрегата подового типа кислородом, внедряемым в расплав с помощью неохлаждаемых двухпроводных фурм, установленных стационарно в боковой огнеупорной стенке рабочего пространства ниже границы поверхности расплава под углом к горизонтали. /Лозин Г.А. и др. // Сталь, 2003, с.41-45/. Заглубление дутья в расплав позволяет значительно повышать эффективность целенаправленного использования окислителя в технологические периоды плавки. Недостатком способа является неоднозначность ее производственных показателей, являющихся тормозом для широкого ее применения и не соответствует требованиям текущего производства. Способ характеризуется пониженной стойкостью огнеупорной кладки продувочного узла в боковой стенке печи и повышенным износом участка подины, примыкающего к нему.
Неоднозначность ее производственных показателей объясняется отсутствием системного подхода к формированию режимов продувки, отсутствие учета факторов, определяющих взаимодействие окислителя и огнеупора подины.
Задачей изобретения является разработка способа продувки расплава в подовом агрегате, повышение эффективности работы.
Ожидаемый технический результат - повышение эффективности продувки газом расплава, увеличение эксплуатационного ресурса дутьевого устройства, стойкости футеровки и производительности печи.
Ожидаемый технический результат достигается тем, что в известном способе продувки металла в ванне подовой сталеплавильной печи, включающем подачу в ванну металла струй кислорода через сопла фурм, установленных в боковой стенке печи ниже уровня жидкого металла горизонтально или под углом к поверхности футерованной огнеупорами подины, при горизонтальном расположении фурмы устанавливают над поверхностью подины на минимальном, предотвращающем воздействие на нее струй кислорода уровне, равном 8-12 диаметров выходного сопла фурмы, при этом сопла фурм, расположенных под углом к поверхности подины, устанавливают на уровне, обеспечивающем расположение конечного участка струи кислорода в жидком металле не ниже уровня расположения струи кислорода, подаваемого при горизонтальной установке фурм.
При максимальном износе футеровки подины сопла фурм, установленных под углом к поверхности подины, можно расположить в боковой стенке печи не выше уровня жидкого металла.
Фурму можно установить стационарно в футеровке ванны или с возможностью перемещения по внутренней поверхности футеровки ванны.
Сущность способа поясняется следующим.
Важнейшим параметром, в целом определяющим эффективность любого метода подачи окислителя в ванну, следует рассматривать величину удельной поверхности зоны взаимодействии сред окислитель - железоуглеродистый расплав. Ее увеличение активизирует окислительные и тепломассообменные процессы в расплаве при существенном повышении степени целенаправленного использования кислорода и интенсивности проведения технологического процесса. Управление величиной поверхности реакционной зоны практически обеспечивается изменением параметров дутья: его интенсивностью, давлением, направленностью и уровнем начального заглубления источника дутья в расплав.
При неизменных аэродинамических качествах глубинного дутья его результативность воздействия на поверхность реакционной зоны в значительной степени определяется уровнем заглубления (месторасположением в боковой кладке сталеплавильного агрегата) и направленностью дутьевой фурмы в расплаве.
Динамика внедрения газообразного окислителя в железоуглеродистый расплав характеризуется известными закономерностями изменения аэродинамических качеств дутьевого потока в окружающей среде. По мере проникновения в ванну динамический напор дутья снижается, происходит дробление газового потока и перемешивание его с расплавом. Окислительный потенциал газа при этом обеспечивает развитие химических реакций обезуглероживания и окисления железа. Температура реакционной поверхности, достигая 2500°С, значительно превышает температуру нагрева окружающего расплава (1350-1600°С) и огнеупорной кладки.
В практике сталеплавильного производства известно применение достаточно широкого диапазона направленности дутья в ванну. При этом выбор угла наклона потока окислителя определяется произвольно, вне взаимосвязи его с уровнем заглубления в расплав, без учета его воздействия, на поверхность реакционной зоны.
Принципиальные закономерности развития процесса взаимодействия газообразного окислителя с расплавом и поверхности их контакта внутри реакционной зоны находятся вне зависимости от метода продувки. Сравнительная оценка влияния направленности и уровня заглубления дутья на величину поверхности зоны в этих условиях может быть обеспечена с помощью известных в научных исследованиях приемов анализа внешних геометрических параметров зоны.
Достаточно близко отражающей практические условия продувки является схема реакционной зоны, включающая наличие организованно направленного газового и восходящего газожидкостного потоков (см. чертеж). Условием поворота дутья является равенство динамического напора в осевой части организованно направленного потока и статического давления расплава на конечной стадии его проникновения в ванну.
Используя уравнение Бернулли, это равновесие выражается математически в виде:

где ω1 и p1 - скорость (м/с) и плотность (кг/м3) на оси потока в конце участка проникновения его в расплав; l - длина проникновения газового потока в расплав (в метрах); p2 -плотность металла, кг/м3; q - ускорение силы тяжести, м/с2.
При горизонтальном направлении дутья в этих условиях происходит самопроизвольный подъем газожидкостного потока под действием архимедовых сил, а при наклонении дутьевого потока происходит его отражение от горизонтального уровня расплава, на котором обеспечивается это равенство.
В рассматриваемой по чертежу геометрии реакционной зоны развитие ее внешней поверхности обеспечивается в основном за счет изменения поверхности боковой проекции условного тела внедрения, образованного глубиной погруженной в расплав фурмы и наружной границей движущегося газожидкостного потока, формируемой длиной (дальнобойностью) проникновения потока в расплав l, углом его направленности, например, к горизонту, "α".
Дальнобойность дутья практически не зависит от направления потока "α" и глубины погружения в расплав и, в первую очередь, определяется динамическим напором потока. Для условий истечения газа из работающего в расчетном режиме сопла Лаваля дальнобойность проникновения потока в расплав рассчитывается, например, по уравнению:

где i - импульс потока, Н; К - коэффициент турбулентности, при давлении газа в диапазоне 0,39-0,59 МПа, равный 0,13.
При использовании в практических условиях фурм с цилиндрическими соплами фактическая длина направленного проникновения дутья в расплав несколько снижается, что, однако, не оказывает принципиального влияния на результативность предлагаемых в изобретении технических приемов.
По мере заглубления источника дутья в ванну при его неизменных аэродинамических параметрах и направленности поверхность реакционной зоны увеличивается практически по линейной зависимости. Т.е., увеличение уровня заглубления фурмы в расплав следует рассматривать высокоэффективным средством для повышения эффективности использования окислителя. При этом во избежание удара, направленного под углом к горизонту окислительного потока в поверхность подины, по мере приближения к ней (источника дутья) фурмы необходимо обеспечивать последовательный переход от наклоненного дутья к горизонтальному.
Сближение горизонтально направленного потока окислителя с поверхностью подины повышает вероятность его агрессивного воздействия на огнеупорную кладку подины при их контактировании. Приближенная оценка этой вероятности может быть установлена на основании результатов расчета изменяющегося диаметра потока по мере его проникновения в расплав

где d0 - диаметр потока на выходе из сопла фурмы, м; β - угол раскрытия потока, равный 18-20°.
Фактический подъем уровня расположения горизонтального потока направленного дутья над поверхностью подины h предлагается поддерживать в диапазоне 8-12 начальных диаметров потока. Во избежание вредного влияния на кладку подины прилегающих к потоку снизу пограничных слоев расплава, вовлекаемых дутьем в спутное турбулентное движение под действием энергии потока, нижняя граница h1 принимается больше расчетного по формуле (3) диаметра потока на конечной стадии его проникновения на 20-30%. Ограничение верхнего значения h2 диктуется целесообразностью максимального развития при этом поверхности реакционной зоны с одновременным исключением негативного влияния дутья на кладку в периоды нерасчетного режима его энергообеспечения и для безопасного обеспечения приемов дутья, рассматриваемых ниже.
При наклоне дутья к горизонту уровень подъема оси выходного сопла фурмы по отношению к исходному уровню горизонтального дутья Н устанавливают с обеспечением условия соприкосновения (стыковки) конечного участка проникновения в расплав наклонного потока (при постоянстве в этих условиях величины l) с установленным уровнем расположения оси горизонтально направленного потока h, (см. чертеж). Причем по мере увеличения угла "α" обеспечивают последовательный подъем фурмы от нижнего уровня горизонтального потока h1 к верхнему h2.
Подъем наклонной фурмы с удалением конечного участка проникновения дутья от оптимального уровня горизонтального потока h2 влечет за собой уменьшение поверхности зоны реакции и эффективности продувки в целом. При снижении уровня месторасположения фурмы до условий проникновения наклонного дутья ниже рекомендуемых значений h1 возникает вероятность его ударения в поверхность подины. Эта вероятность повышается по мере увеличения угла "α".
При направлении дутьевого потока под заданным углом "α" оптимальная величина подъема уровня Н выходного сечения сопла фурмы относительно принятого уровня горизонтальной продувки, например h1, устанавливается по результатам решения прямоугольного треугольника, образованного (см. чертеж) отрезком уровня горизонтального дутья, направленной к нему под острым углом "α", гипотенузой l с известным, не изменяющимся при любом направлении дутья, значением и искомой величиной H1.
Используя известные значения тригонометрических функций, H1 рассчитывается по уравнению:
H1=lsinα
При этом общая величина подъема уровня фурмы над поверхностью подины устанавливается по выражению:
Н1=h1+lsinα
С увеличением угла наклона потока оптимальный уровень подъема фурмы Н2 устанавливается с использованием более высокого уровня расположения горизонтально направленного дутья h2 (чертеж). Месторасположение фурмы Н2 определяется с использованием повышенного значения уровня горизонтально направленного дутья h2.
Заглубление источника кислородного дутья фурмы в расплав в практических условиях, например, электросталеплавильного производства осуществляется с использованием неохлаждаемых двухпроводных фурм, которые устанавливаются стационарно в боковой кладке печи, ниже уровня водоохлаждаемых панелей. Порядок распределения фурм по периметру печи обеспечивает активизацию обезуглероживания расплава в "холодных" зонах ванны. Традиционно отсчет уровня их заглубления в ванну (от 100 до 500 мм) производится от поверхности расплава практически вне зависимости от направления дутьевого потока. При этом его направление изменяют в достаточно широких пределах (от горизонтального до наклоненного к горизонту под углом 45°). Интенсивность подачи кислорода через каждую фурму находится в диапазоне от 100 до 500 м3/ч. Через внешний кольцевой канал фурмы направляется углеводородное топливо, например природный газ, задачей которого является частичная защита устья окислительного потока от его реакционного воздействия на огнеупорную кладку прифурменной зоны.
Как уже было указано, ресурс использования известных методов глубинной продувки лимитируется ограниченной стойкостью при фурменной зоны, вызываемой встречей дутьевого потока с поверхностью подины и встречным отражением его в месторасположение фурмы.
Практический выбор рационального уровня установки дутьевой фурмы в боковой кладке печи по нашему предложению обеспечивается при расчетной оценке ее месторасположения относительно поверхности подины с учетом конкретных данных о направленности и аэродинамических параметрах дутья.
Пример. При глубинной продувке металла в ванне кислородным потоком с интенсивностью 250 м3/ч и давлением 0,588 МПа через фурму с диаметром выходного сечения сопла (равным d0), 10 мм, установленная по формуле (2) дальнобойность дутья в расплав l, составляет 300 мм. При горизонтальном направлении этого дутья оптимальный уровень подъема оси фурмы над поверхностью подины находится в диапазоне 80-120 мм или l/d0=8-12 калибров.
При ограниченном наклоне дутьевого потока горизонту под углом, например, 20 (по формуле (5) устанавливается, что в рассматриваемых условиях оптимальный подъем уровня месторасположения оси выходного сечения сопла фурмы над поверхностью подины составляет 80-185 мм. При дутье под углом 45° это удаление от поверхности подины составляет 350 мм.
По ходу выработки огнеупоров футеровки подины сталеплавильного агрегата происходит постепенное удаление точки истечения струи энергоносителя из выходного отверстия фурмы от поверхности подины в вертикальном направлении. В случае применения наклонной фурмы вышеозначенный процесс удаления газовой струи от подины ускоряется по мере износа самой фурмы и обрамляющей ее огнеупорной кладки стен и откосов печи. При значительной выработке огнеупоров агрегата струя окислителя оказывается выше уровня металла, воздействуя только на шлак, что многократно снижает эффективность продувки.
Таким образом, наиболее предпочтительным условием для эффективного использования кислородного дутья при продувке ванны является горизонтальное расположение сопел фурм, которые должны по мере износа футеровки печи находиться на постоянном уровне от пода печи, не превышающем 8-12 калибров.
Однако выдержать такое условие затруднительно из-за отсутствия механизмов, обеспечивающих опускание дутьевых устройств в соответствии с износом футеровки, например, по откосу печи.
Поэтому представляется целесообразным использовать принцип установки стационарных фурм в футеровке рабочего пространства под углом к подине, при этом угол и высоту расположения фурм над подом выбирать из возможной средней эффективности использования кислородного дутья.
Проведено сравнение эффективности продувки расплава кислородом в подовом сталеплавильном агрегате при установке фурм в футеровке рабочего пространства по прототипу и с учетом условий, вытекающих из предложенного изобретения.
Интенсивность подачи кислорода в обоих случаях 250 м3/ч, при давлении 0,588 МПа и диаметре сопла 10 мм. В качестве защитного газа использован природный газ.
При установке фурм в футеровке рабочего пространства по прототипу: сопла фурм установлены под углом 50° на глубине 300 мм от уровня металла.
При установке фурм в футеровке рабочего пространства по предложению: сопла фурм установлены под углом 20° на расстоянии 180 мм от пода печи.
Проведенные испытания в сравнении с прототипом показали увеличение стойкости фурм на 10%, снижение износа футеровки на 17%, увеличение коэффициента использования кислорода в целом до 97% и повышение производительности печи за счет сокращения периодов плавки в среднем на 5%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ПОДОВОМ АГРЕГАТЕ | 2005 |
|
RU2293122C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2015 |
|
RU2621208C1 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2006 |
|
RU2371484C2 |
| Фурма для продувки кислородом ванны электродуговой печи | 1979 |
|
SU855004A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА В КОНВЕРТЕРЕ | 1997 |
|
RU2103378C1 |
| Подовая сталеплавильная печь | 1988 |
|
SU1567643A1 |
| Способ непрерывной плавки в барботажном слое силикатных материалов для получения теплоизоляционного волокна и устройство для его осуществления | 2017 |
|
RU2663235C1 |
| СПОСОБ КОНВЕРТИРОВАНИЯ ПОЛИМЕТАЛЛИЧЕСКОГО ШТЕЙНА И ФУРМА ДЛЯ КОМБИНИРОВАННОЙ ПРОДУВКИ РАСПЛАВА | 2012 |
|
RU2496893C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА | 1993 |
|
RU2066690C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309182C1 |
Изобретение относится к металлургии, в частности к выплавке стали в мартеновских или электросталеплавильных печах. Способ продувки металла в ванне подовой сталеплавильной печи включает подачу в ванну металла струй кислорода через сопла фурм, установленных в боковой стенке печи ниже уровня жидкого металла горизонтально или под углом к поверхности футерованной огнеупорами подины. При горизонтальном расположении фурмы устанавливают над поверхностью подины на минимальном, предотвращающем воздействие на нее струй кислорода уровне, равном 8-12 диаметров выходного сопла фурмы. Сопла фурм, расположенных под углом к поверхности подины, устанавливают на уровне, обеспечивающем расположение конечного участка струи кислорода в жидком металле не ниже уровня расположения струи кислорода, подаваемой при горизонтальной установке фурм. Фурмы могут быть установлены стационарно в боковой стенке печи или с возможностью перемещения в направлении ванны металла. Технический результат - повышение эффективности продувки газом расплава, увеличение эксплуатационного ресурса дутьевого устройства, стойкости футеровки и производительности печи. 2 з.п. ф-лы, 1 ил.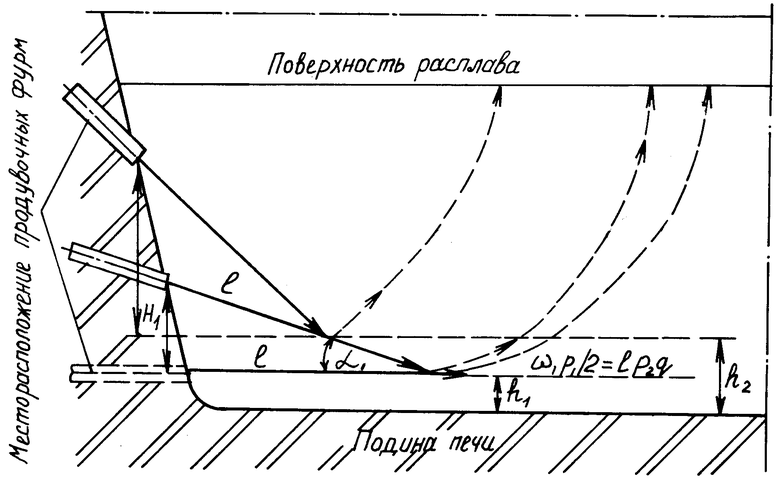
| ЛОЗИН Г.А | |||
| и др | |||
| Новая практика применения глубинной продувки сталеплавильной ванны | |||
| Сталь, №1, 2003, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |

