Изобретение относится к сталеплавильному производству и может быть использовано при выплавке стали в конвертерах с комбинированной продувкой металла технологическими газами через верхнюю и донную фурмы.
Известен способ комбинированной продувки расплава металла в конвертере включающий завалку лома, заливку чугуна и продувку расплава металла сверху кислородом, а снизу - инертным газом, при этом кислород вводят в конвертер через верхнюю водоохлаждаемую фурму, а инертный газ - через трубчатые сопла или пористые блоки в днище конвертера, причем струи обеих продувочных агентов направляют симметрично относительно вертикальной оси конвертера [1].
В известном способе, верхняя продувка кислородом вызывает конвективные потоки металла в конвертерной ванне, направленные вниз вдоль стенок конвертера и вверх в центре ванны. В то же время, донный подвод инертного газа вызывает потоки расплава металла у боковых стенок конвертера вверх, а в конце ванны - вниз.
Недостаток известного способа заключается в том, что из-за встречного взаимодействия и взаимного торможения потоков расплава металла существенно снижается эффективность перемешивания ванны и использования кислорода, что приводит к повышению содержания окислов железа в шлаке, потерям выхода годного металла и низкому качеству стали. Кроме этого, из-за выбросов металла и шлака при выходе пузырей инертного газа на поверхность расплава стойкость футеровки снижается.
Известен также способ комбинированной продувки расплава металла в конвертере, выбранный авторами в качестве прототипа изобретения, включающий выгрузку твердой шихты, заливку жидкого чугуна и одновременную продувку металла снизу газообразным дутьем через днище конвертера и сверху кислородом, при этом продувку расплава кислородом осуществляют с помощью струй, ориентированных под острым углом к оси конвертера и истекающих их сопел, расположенных равномерно по окружности, соосной конвертеру, а проекция реакционных зон верхнего и нижнего дутья чередуются и отстоят одна от другой на равном расстоянии [2].
Недостатком прототипа является пониженная стойкость футеровки конвертера, поскольку высокая интенсивность перемешивания сопровождается разбрызгиванием металла и шлака, попадающего на поверхность футеровки, что приводит сначала к локальным разрушениям футеровки из-за неравномерного термического и химического воздействия на нее агрессивных сред, а затем к быстрому росту этих разрушений и выходу футеровки из строя.
Целью изобретения является увеличение стойкости футеровки при выплавке стали в конвертере, за счет такой ориентации сопел продувочной фурмы, которая обеспечивает наряду с высокой степенью перемешивания металла в конвертере, также и повышение стойкости его футеровки. Дополнительно решается задача по повышению выхода годного металла за счет уменьшения выноса брызг расплава из конвертера.
Поставленная задача решается тем, что способ комбинированной продувки расплава металла в конвертере, включающий подачу кислорода и рафинирующего или перемешивающего газа через фурмы верхнего и нижнего дутья, перемещение соосно конвертеру фурмы верхнего дутья для ориентирования на поверхности расплава зоны воздействия струй кислорода верхнего дутья, оси которых ориентированы под одинаковым углом к плоскости условного уровня расплава металла в конвертере и равномерно расположены по периметру фурмы верхнего дутья, согласно изобретению верхнюю продувку осуществляют пространственно ориентированными кислородными струями, оси которых пересекаются с горизонтальными плоскостями, расположенными на уровне истока струй из фурмы и условного уровня расплава металла в конвертере по точкам на окружностях, образующих симметричную конусную поверхность с углом при вершине этой поверхности, составляющим 9-19o, угол между осью какой-либо струи и перпендикуляром, опущенным из точки пересечения оси струи с симметричной конусной поверхностью на условную носкость расплава, составляет от 14 до 20o, отношение диаметров сечений конической поверхности и рабочей поверхности конвертера с плоскостью условного уровня расплава составляет 0,15-0,30, а отношение диаметров сечений симметричной конической поверхности, перпендикулярными к оси конвертера плоскостями, на уровне истока струй и условном уровне расплава составляет 0,3-0,5. Предпочтительно, чтобы зона пересечения струй нижнего дутья с плоскостью условного уровня расплава была расположена в зоне пересечения струй верхнего дутья с этой же плоскостью.
Преимущество предложенного способа заключается в том, что за счет пространственной ориентации кислородных струй, в верхнем слое расплава, формируется вращающийся стационарный вихревой слой, энергия на вращение которого поступает из кольцеобразной поверхности зоны, на которую воздействуют продувочные струи. При этом внешняя граница турбулизированной области, включая верхний слой расплава с расположенной над ним областью пространства конвертера, заполненного газошлакопылевой эмульсией, располагается на определенном расстоянии от поверхности футеровки конвертера, которое определяется предложенной ориентацией продувочных сопел фурмы. За счет этого в поверхностном слое расплава происходит рассеивание энергии брызгообразования расплава и шлака при выходе на поверхность газовых пузырей донного дутья, брызги от которых захватываются вихрем и направляются им обратно в расплав. Кроме того, в поверхностном слое расплава, в пристеночной зоне конвертера образуется стационарное течение, равномерно омывающее футерованную поверхность конвертера и обеспечивая этим, при том же расходе кислорода, равномерный износ футеровки, а также оптимальные условия шлакообразования, дожигания CO над поверхностью расплава в конвертере и рециркуляционного осаждения мелких брызг в расплав.
Пространственная ориентация струй верхнего дутья в совокупности с ориентацией нижнего дутья обеспечивает повышение эффективности продувки и защиту футеровки от воздействия турбулентных пульсаций расплава.
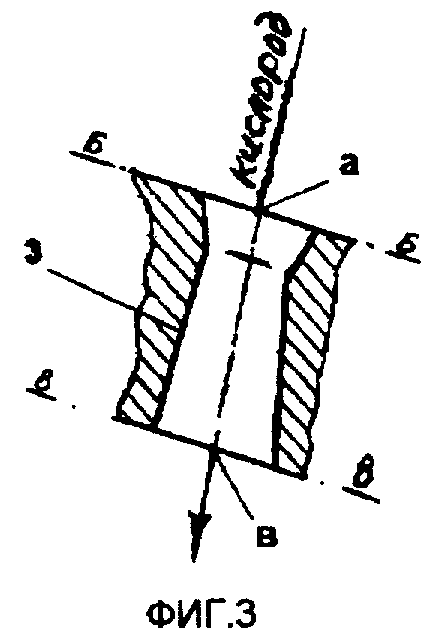
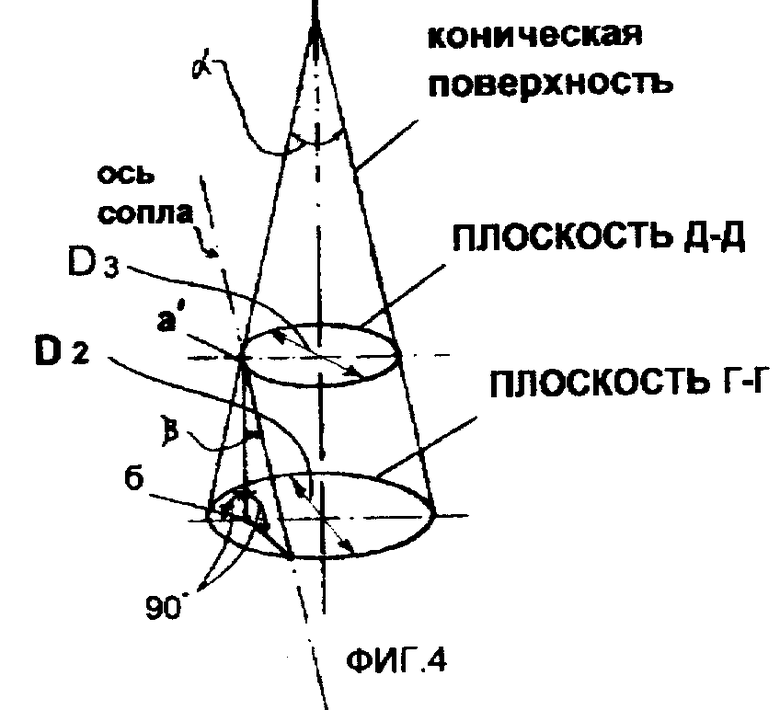
На фиг. 1 показан конвертер, продольный разрез; на фиг. 2 - то же, вид в плане; на фиг. 3 - фрагмент наконечника верхней фурмы с расположенным в нем соплом; на фиг. 4 - схема, поясняющая геометрические построения и соотношения предложенной ориентации струй продувочных агентов.
Способ осуществляют следующим образом.
В конвертер 1 комбинированного дутья заваливают лом и другие твердые компоненты шихты. Затем заливают чугун и одновременно осуществляют продувку металла кислородом сверху и, например нейтральным, перемешивающим газом снизу. При продувке, верхнюю форму 2 с равномерно расположенными по ее периметру соплами 3, перемещают соосно конвертеру 1 для ориентирования на поверхности расплава зоны воздействия струй кислорода, оси которых ориентированы под одинаковым углом альфа к плоскости Г-Г условного уровня расплава металла в конвертере 1. Сопла 3 установлены в фурме 2 таким образом, что оси истекающих из них струй имеют одинаковую пространственную ориентировку. При этом предпочтительно, чтобы точки пересечения струйных осей с горизонтальными плоскостями Д-Д и Г-Г, расположенными соответственно на уровне истока струй из фурмы 2 и условного уровня расплава металла в конвертере 1, находились на окружностях (см. фиг. 4), образующих симметричную конусную поверхность с углом альфа при вершине этой поверхности, составляющим 9-19o, угол между осью какой-либо струи и перпендикуляром а-б, опущенным из точки а пересечения оси струи с симметричной конусной поверхностью на секущую плоскость 1-1, расположенную в плоскости уровня расплава металла, составляет от 14 до 20o, отношение диаметров D1 и D2, соответственно сечений конусной поверхности и рабочей поверхности конвертера 1 с плоскостью условного уровня расплава, составляет 0,15-0,30, а отношение диаметров D3 и D2 сечений симметричной конической поверхности, перпендикулярными к оси конвертера плоскостями, на уровне истока струй и условном уровне расплава, составляет 0,03-0,05. Нижнее дутье подается по каналам 4, соединенным с коллектором 5. Зона пересечения струй нижнего дутья с плоскостью условного уровня расплава (Г-Г) расположена в зоне пересечения струй верхнего дутья с этой же плоскостью. Предпочтительно, чтобы число сопел, расположенных по окружности (периметру) верхней фурмы было более 4.
Такой ориентировкой струй верхнего дутья достигается то, что при продувке (в пределах диапазона разных рабочих положений верхней фурмы) в результате воздействия струй на расплав, в его поверхностном кольцеобразном слое, возбуждается стационарный турбулизированный циркуляционный поток, поддерживаемый энергией продувочного агента. Вращение этого слоя расплава, вблизи поверхности футеровки имеет равномерный характер, чем достигается равномерное омывание футеровки расплавом металла и шлака.
Экспериментально доказано, что при увеличении наклона струй, т.е. увеличения относительной тангенциальной составляющей их скорости на большую величину, снижает эффективность защиты футеровки из-за чрезмерного приближения турбулентного слоя (вихревого кольца) к футеровке. При уменьшении наклона, соответственно уменьшается величина относительной тангенциальной составляющей скорости кислородных струй и эффективность вихревого движения среды над расплавом падает.
Эксперименты показали также, что в пространстве над поверхностью расплава, внутри струйной завесы от верхнего дутья, развиваются взаимодействующие с этой завесой, рециркуляционные потоки от нижнего дутья, что приводит к дополнительной интенсификации процессов дожигания горючих газов, выделяемых из расплава и подавлению выбросов металла и шлак5а на футерованную поверхность конвертера при выходе пузырей продувочного агента (например, инертного газа), подаваемого в конвертер снизу. В результате увеличивается стойкость футеровки конвертера, износ ее поверхности происходит равномерно и повышается выход годного металла за счет снижения уноса продуктов плавки из конвертера.
Таким образом предложенный способ обеспечивает эффективное перемешивание жидкого металла при сохранении высокой стойкости футеровки.

Использование: выплавка стали в конвертерах с комбинированной продувкой металла. Сущность изобретения заключается в том, что верхнюю продувку осуществляют пространственно ориентированными кислородными струями, оси которых пересекаются с горизонтальными плоскостями, расположенными на уровне истока струй из формы и условного уровня расплава металла в конвертере по точкам на окружностях, образующих симметричную конусную поверхность с углом при вершине этой поверхности, составляющим 9-19o, угол между осью какой-либо струи и перпендикуляром, опущенном из точки пересечения оси струи с симметричной конусной поверхностью на условную плоскость расплава, составляет от 14 до 20o, отношение диаметров сечений конической поверхности и рабочей поверхности конвертера с плоскостью условного уровня расплава, составляет 0,15-0,30, а отношение диаметров сечения симметричной конической поверхности, перпендикулярными к оси конвертера плоскостями, на уровне истока струй и условном уровне расплава, составляет 0,03-0,05. Предпочтительно, чтобы зона пересечения струй нижнего дутья с плоскостью условного уровня расплава была расположена в зоне пересечения струй верхнего дутья с этой же плоскостью. 1 з.п. ф-лф, 4 ил.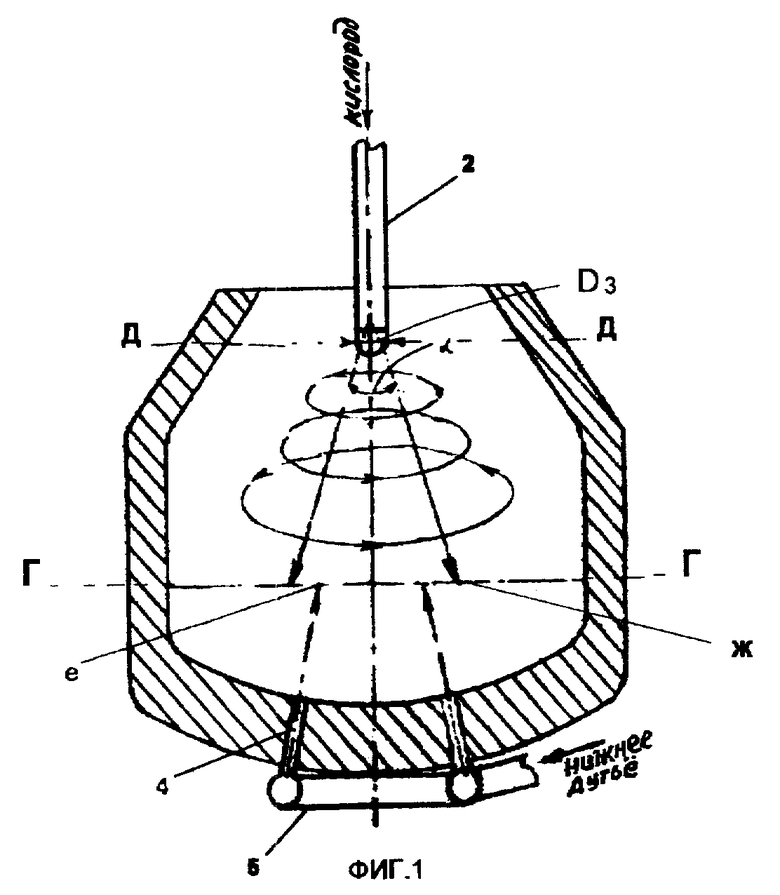
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 4280838, кл | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 931754, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

