Настоящее изобретение относится к способу и устройству для изготовления гипсокартона и, более точно, гипсокартонному облицовочному листу с гипсовым сердцевинным слоем, плотность которого изменяется в зависимости от расстояния до поверхности. Известный способ уменьшения веса гипсокартонного облицовочного листа заключает в изготовлении гипсокартонного облицовочного листа с сердцевинным слоем низкой плотности путем введения пенообразователей в раствор. Боковые поверхности этого сердцевинного слоя покрывают поверхностными слоями высокой плотности. Поверхностные слои гипса образуют одно целое с картонными листами. Кроме того, поверхностные слои имеют малый объем пузырьков газа. Следовательно, сцепление этого раствора с картонным листом усиливается. Поверхностные слои также обеспечивают увеличение твердости и жесткости гипсокартонного облицовочного листа.
Следовательно, существует необходимость в способе и устройстве для изготовления гипсокартонного облицовочного листа с сердцевинным слоем, имеющим заданную плотность, и с двумя поверхностными слоями, плотность которых выше плотности сердцевинного слоя. Более того, существует необходимость в способе и устройстве для изготовления данного типа листа, которые обеспечивают возможность уменьшения количеств добавок и пенообразователей, уменьшения количества бракованных изделий во время стадии сушки, усиления сцепления между гипсом и картонными листами, и которые также облегчают управление технологическим процессом и повышают степень готовности к работе производственной установки.
Задача изобретения состоит в обеспечении решения одной или нескольких из данных проблем.
Таким образом, изобретение относится к способу изготовления гипсокартонного облицовочного листа, включающему в себя следующие операции: подачу способного к гидратации сульфата кальция и воды в первый смеситель; подачу способного к гидратации сульфата кальция и воды во второй смеситель; подачу облицовки; приготовление первого гипсового раствора в первом смесителе; приготовление второго гипсового раствора во втором смесителе; нанесение первого гипсового раствора на облицовку и образование сырого поверхностного слоя; нанесение второго гипсового раствора на сырой поверхностный слой и образование сырого сердцевинного слоя с составом, отличающимся от состава сырого поверхностного слоя; приготовление третьего гипсового раствора в третьем смесителе, в который способный к гидратации сульфат кальция и воду подают независимо от двух других смесителей, при этом указанные первый и третий гипсовые растворы приготавливают в отдельных смесителях; образование второго сырого поверхностного слоя с плотностью, превышающей плотность сырого сердцевинного слоя; формование сырого облицовочного листа; гидратацию и сушку облицовочного листа.
В соответствии с одним вариантом осуществления изобретения способ дополнительно включает в себя стадию нанесения второго сырого поверхностного слоя на сырой сердцевинный слой.
Другим возможным вариантом осуществления способа по изобретению является способ, который дополнительно включает в себя перед стадией образования второго поверхностного слоя стадию подачи второй облицовки и нанесения третьего гипсового раствора на вторую облицовку.
В соответствии с вариантом осуществления способа по изобретению третий гипсовый раствор наносят поверх второй облицовки, и способ дополнительно включает в себя после стадии нанесения третьего гипсового раствора стадию переворачивания второй облицовки.
В соответствии с еще одним вариантом осуществления способа по изобретению первый и третий гипсовые растворы образуют в отдельных смесителях.
В соответствии с еще одним вариантом осуществления способа по изобретению стадия образования слоя включает в себя операцию распределения гипсового раствора.
В соответствии с еще одним вариантом осуществления способа по изобретению сырой поверхностный слой имеет плотность от 1,2 до 2.
Сердцевинный слой также может быть образован с плотностью от 1 до 1,2.
В соответствии с вариантом осуществления способа по изобретению поверхностный слой имеет плотность от 0,8 до 1,2 после сушки.
В соответствии с другим вариантом осуществления способа по изобретению сердцевинный слой имеет плотность от 0,6 до 1,2 после сушки.
В соответствии с еще одним вариантом осуществления способа по изобретению отношение плотности поверхностного слоя к плотности сердцевинного слоя составляет от 1 до 1,5 после сушки.
В соответствии с еще одним вариантом осуществления способа по изобретению поверхностный слой имеет количество крахмала, составляющее менее 15 г/м2 после сушки.
Кроме того, также может быть образован поверхностный слой, имеющий толщину от 0,1 до 0,5 мм после формования листа.
В соответствии с вариантом осуществления способа по изобретению используют облицовку, изготовленную из картона или из стекловолоконной основы.
Изобретение также относится к устройству для изготовления гипсокартонного облицовочного листа, содержащему средства для подачи облицовки; первый смеситель для приготовления первого гипсового раствора; средства для нанесения первого гипсового раствора на облицовку; средства для образования сырого поверхностного слоя на облицовке; второй смеситель для приготовления второго гипсового раствора; средства для нанесения второго гипсового раствора на сырой поверхностный слой; средства для образования сырого сердцевинного слоя на сыром поверхностном слое; третий смеситель для приготовления третьего гипсового раствора, в который способный к гидратации сульфат кальция и воду подают независимо от двух других смесителей; средства для подачи второй облицовки; средства для образования второго сырого поверхностного слоя; средства для формования облицовочного листа.
В соответствии с одним вариантом осуществления изобретения устройство дополнительно содержит средства для нанесения третьего гипсового раствора поверх второй облицовки.
В соответствии с еще одним вариантом осуществления изобретения устройство содержит средства для переворачивания второй облицовки.
В определенном варианте осуществления изобретения устройство дополнительно содержит средства для образования второго сырого поверхностного слоя.
В соответствии с вариантом осуществления изобретения устройство дополнительно содержит средства для нанесения второго сырого поверхностного слоя на сырой сердцевинный слой.
В соответствии с другим вариантом осуществления изобретения устройство содержит средства для перемещения облицовки и сырых слоев.
В соответствии с еще одним вариантом осуществления устройства по изобретению зона нанесения первого гипсового раствора, средства для образования первого сырого поверхностного слоя, зона нанесения второго гипсового раствора и средства для образования сырого сердцевинного слоя расположены одно за другим вдоль направления перемещения, при этом средства для образования первого сырого поверхностного слоя являются первыми в ряду.
В соответствии с еще одним вариантом осуществления устройства по изобретению расстояние между смесителем и зоной нанесения гипсового раствора составляет менее 1,50 метра.
Устройство также может содержать схему циркуляции для подачи, по меньшей мере, способного к гидратации сульфата кальция в смесители, при этом, по меньшей мере, часть указанной схемы является общей для смесителей.
В соответствии с вариантом осуществления изобретения устройство дополнительно содержит средства для калибрования слоя сырого гипса.
В соответствии с другим вариантом осуществления изобретения устройство дополнительно содержит установку для гидратации и установку для сушки гипсокартонного облицовочного листа, который образован.
В соответствии с еще одним вариантом осуществления изобретения, по меньшей мере, смеситель для приготовления первого раствора содержит ротор, вращающийся в смесительной камере; средства для подачи воды рядом с осью ротора; канал для выпуска гипсового раствора, который сообщается с соответствующими средствами для нанесения гипсового раствора.
В соответствии с еще одним вариантом осуществления изобретения каждый смеситель имеет средства для подачи в него воды; средства для подачи в него добавок; независимые средства для регулирования выпуска из средств для подачи воды или средств для подачи добавок.
Фиг.1 представляет собой вид сбоку установки для изготовления гипсокартонных облицовочных листов.
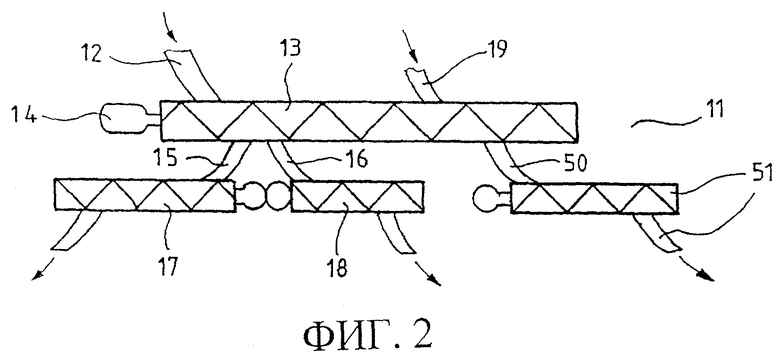
Фиг.2 представляет собой вид сбоку устройства для подачи способного к гидратации сульфата кальция в смесители.
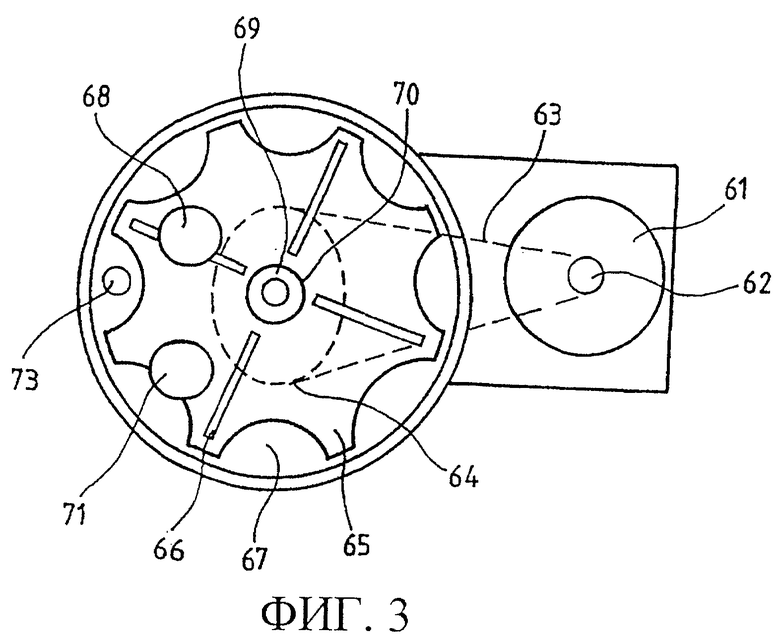
Фиг.3 представляет собой вид сверху внутреннего пространства смесителя согласно изобретению.
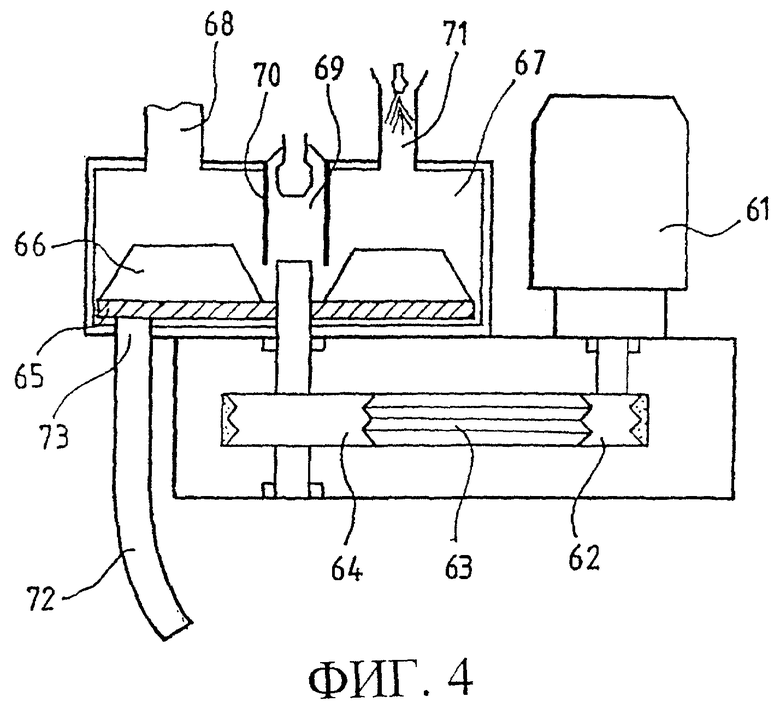
Фиг.4 представляет собой поперечное сечение смесителя по фиг.3.
На фиг.1 изображен вид сбоку установки 1 для изготовления гипсокартонного облицовочного листа. Эта установка имеет три смесителя 2, 3, 4 с вращающимся ротором, в которые подают способный к гидратации сульфат кальция и воду по соответствующим впускным каналам 20, 30 и 40 и которые предназначены для приготовления трех гипсовых растворов. Каждый смеситель имеет канал для выпуска раствора, который сообщается с соответствующим каналом 21, 31 и 41 для нанесения раствора. Первая облицовка 5 перемещается вдоль стола 6, установленного под каналами 21, 31, 41 смесителей 2, 3, 4, предназначенными для выпуска гипсового раствора. Смесители расположены один за другим вдоль направления, в котором перемещается первая облицовка. Гипсовый раствор 22 высокой плотности выходит из первого смесителя, наносится на первую облицовку и преобразуется в калиброванный слой 23 с помощью ролика 24. Этот слой 23 назван первым поверхностным слоем. Гипсовый раствор 32 низкой плотности выходит из второго смесителя, наносится на первый слой 23 и преобразуется в калиброванный слой 33 с помощью ролика 34. Этот слой 33 назван сердцевинным слоем. Центральная плоскость облицовочного листа находится в этом сердцевинном слое. Раствор 42 высокой плотности выходит из третьего смесителя 4 и наносится затем на вторую облицовку 7. Этот раствор 42 преобразуется в калиброванный слой 43 с помощью ролика 44, затем наносится на сердцевинный слой 33. "Сборная" структура, образованная слоями гипса и облицовками, проходит через формующее устройство 8. Из него выходит гипсокартонный облицовочный лист 9. После этого данный лист 9 перемещается дальше и проходит через установку для гидратации и затем через установку для сушки (не показанные).
Таким образом, производственная установка 1, показанная на фиг.1, имеет, по меньшей мере, один смеситель 2 для приготовления гипсового раствора, предназначенного для образования поверхностного слоя 22. Этот смеситель 2 выполнен независимым от второго смесителя 3 для приготовления гипсового раствора, предназначенного для образования сердцевинного слоя 33. Таким образом, существует возможность образования сердцевинного слоя 33 и поверхностного слоя 23 в облицовочном листе, при этом данные слои имеют разные физические свойства. Это преимущество будет описано более подробно далее в описании процесса работы производственной установки. Эта производственная установка также позволяет избирательно изменять состав одного или двух слоев в облицовочном листе, не влияя на свойства остальных слоев. Можно, например, адаптировать состав поверхностного слоя к облицовке, на которую наносится этот слой, путем использования различных коэффициентов смешения в смесителях. Также можно варьировать скорость потока или количество добавки только в одном из слоев. Таким образом, существует, например, возможность изменения характеристик одного слоя в гипсокартонном облицовочном листе, при этом его изготовление продолжается непрерывно. Использование нескольких смесителей обеспечивает возможность применения небольших смесителей. Кроме того, существует возможность использования различных гипсовых порошков в различных смесителях. Более того, таким образом, размер каналов 21, 31 и 41 для нанесения может быть уменьшен за счет подвода смесителей ближе к столу 6. Таким образом, уменьшается риск забивания каналов гипсовым агломератом. Выпускные каналы смесителей предпочтительно расположены на расстоянии от стола 6, составляющем менее 1,5 метра.
Производственная установка содержит средства для перемещения первой облицовки. Таким образом, данная первая облицовка может быть перемещена, например, с помощью ленточного конвейера линии гидратации. Может быть обеспечено перемещение этой первой облицовки 5 вдоль плоского стола 6.
Канал 21 для нанесения обеспечивает перемещение первого гипсового раствора из смесителя на облицовку 5. Канал 21 для нанесения раствора расположен в месте, находящемся наиболее "высоко" по ходу движения вдоль линии, вдоль которой перемещается облицовка. Выход этого канала расположен над облицовкой 5 для нанесения первого раствора из смесителя 2 на эту облицовку.
Ролик 24 расположен за выпускным каналом 21 по ходу движения и позволяет образовать первый поверхностный слой с калиброванной толщиной из первого гипсового раствора, который был нанесен. Предпочтительно используется ролик, скорость вращения которого и/или расстояние которого от стола 6 можно регулировать для обеспечения возможности изменения толщины первого поверхностного слоя. Ролик также обеспечивает возможность распределения раствора по всей ширине облицовки 5.
Канал 31 для нанесения обеспечивает перемещение второго гипсового раствора из смесителя 3 на первый поверхностный слой 23. Канал 31 для нанесения второго гипсового раствора расположен за роликом 24 по ходу движения. Выход этого канала расположен над облицовкой 5 и поверхностным слоем 23.
Ролик 34 расположен за выходом канала 31 по ходу движения. Ролик служит для формования сердцевинного слоя 33 из второго раствора, для "калибрования" толщины этого сердцевинного слоя 33 и для распределения раствора этого слоя и обеспечения его равномерного распределения. Также можно оснастить производственную установку вибрационными элементами 10. Вибрационные элементы 10 обеспечивают возможность равномерного распределения гипсового раствора по всей ширине облицовки. Поскольку количество гипсового раствора, нанесенного для образования сердцевинного слоя, как правило, превышает количество раствора, используемого для поверхностных слоев, особенно предпочтительно, если вибрационные элементы будут установлены у зоны нанесения второго гипсового раствора.
Канал 41 для нанесения обеспечивает перемещение гипсового раствора из смесителя 4 на вторую облицовку 7. Выход канала расположен над облицовкой 7.
Ролик 44 установлен за выходом канала 41 по ходу движения. Ролик также предназначен для формования, "калибрования", распределения раствора и обеспечения равномерного распределения раствора и образования второго поверхностного слоя 43 одинаковой толщины.
Для сцепления поверхностных слоев 23 и 43 с соответствующими им облицовками 5 и 7 предпочтительно использовать производственную установку, в которой соответствующие гипсовые растворы сначала наносятся на облицовки. В примере по фиг.1 сначала обеспечивают перемещение облицовок вдоль по существу противоположных направлений. Таким образом, исходное направление перемещения облицовки 7 противоположно направлению перемещения гипсокартонных облицовочных листов. Свободно вращающиеся ролики или ролики с приводом от двигателя используются для изменения направления перемещения облицовки 7 на противоположное. На фиг.1 показано, что поверхностный слой 43 устанавливают в вертикальное положение и затем переворачивают перед нанесением его на сердцевинный слой 33. Путем образования третьего гипсового раствора с соответствующей вязкостью путем введения, например, добавок или путем изменения коэффициента смешения можно предотвратить отделение поверхностного слоя 43 от облицовки 7 или предотвратить разрушение этого поверхностного слоя.
За роликами 34 и 44 по ходу движения второй поверхностный слой 43 наносят на сердцевинный слой 33. Для выполнения этого можно использовать, например, один или несколько роликов, которые прижимаются к облицовке 7 для осуществления контакта поверхностного слоя 43 с сердцевинным слоем 33. За зоной нанесения второго поверхностного слоя на сердцевинный слой по ходу движения "сборная" структура, образованная слоями гипса и облицовками, проходит через проход между формующей плитой 8 и столом 6. Расстояние между формующей плитой и столом приблизительно определяет толщину облицовочного листа 9, образуемого, когда он проходит через данный проход.
Можно установить устройства 25, 35, 45 для контроля и регулирования слоев. В одном из них, например, может использоваться луч света для измерения количества раствора на уровне формующего ролика. Таким образом, можно измерить расстояние между датчиком и заполнителем из раствора, поданного до ролика 34 по ходу движения. Данные этих измерений затем можно использовать для изменения скорости потока раствора из смесителя или для изменения количества воды или пенообразователя, вводимого в данный смеситель. Таким образом, можно лучше контролировать образование каждого слоя. Следовательно, плотность каждого полученного слоя изменяется в очень незначительной степени во время изготовления гипсокартонных облицовочных листов.
Таким образом, процесс изготовления облицовочных листов является стабильным.
На фиг.2 показан вид сбоку устройства 11 для подачи способного к гидратации сульфата кальция, которое предназначено для смесителей 2, 3 и 4. Способный к гидратации сульфат кальция и, если это необходимо, твердые или жидкие добавки, такие как пенообразователи или вещества, способствующие слипанию, вводят по впускному каналу 12 на винтовой конвейер 13. Винтовой конвейер 13 приводится в действие, например, с помощью двигателя 14. Введенные вещества перемещаются вдоль винтового конвейера 13. Винтовой конвейер 13 также обеспечивает возможность смешивания сульфата кальция и различных добавок.
В показанном варианте осуществления изобретения вдоль длины винтового конвейера 13 имеются два промежуточных выпускных канала 15 и 16. Эти выпускные каналы сообщаются с входом двух других винтовых конвейеров 17 и 18. Винтовые конвейеры 17 и 18 обеспечивают перемещение продуктов соответственно до первого и третьего смесителей 2 и 4.
Первый винтовой конвейер 13 имеет, по меньшей мере, еще один впускной канал 19, расположенный за двумя выпускными каналами по ходу движения. Этот впускной канал 19 обеспечивает возможность введения дополнительных добавок, таких как стекловолокно или пенообразователи. Расположенная ниже по ходу движения концевая часть первого винтового конвейера 13 сообщается с впускным каналом 50 еще одного винтового конвейера 51. Этот винтовой конвейер 51 обеспечивает перемещение исходных продуктов и дополнительных добавок во второй смеситель 3.
В данном варианте осуществления изобретения имеется часть схемы питания, которую одновременно можно использовать для трех смесителей. Данный вариант осуществления также позволяет изменять состав продуктов в зависимости от смесителя, в который эти продукты вводятся. Таким образом, существует возможность введения во второй смеситель 3 только стекловолокон. Следовательно, можно избежать засорения первого и третьего смесителей 2 и 4, которые, как правило, имеют меньшие размеры по сравнению с размерами второго смесителя. Также существует возможность добавления пенообразователей во второй смеситель для уменьшения плотности раствора, образуемого в нем.
Изобретение также относится к смесителю для приготовления раствора. Такой смеситель схематично показан на фиг.3 и 4. Для обеспечения лучшего понимания чертежей на фиг.4 изображено воображаемое поперечное сечение основных элементов по фиг.3. Смеситель имеет приводной двигатель 61, приводной вал 62, ось 64 ротора, приводной ремень, соединяющий вал 62 и ось 64, и ротор 65, выполненный за одно целое с осью 64.
Ротор 65 выполнен, например, с возможностью вращения в цилиндрической смесительной камере 67. Этот ротор имеет, например, плоскую поверхность в виде диска, которая имеет зубья на своих радиальных концевых частях. При необходимости ротор может иметь ребра 66, которые проходят, например, перпендикулярно плоской поверхности для обеспечения лучшего перемешивания гипсового раствора.
Смеситель имеет впускной канал 68 для подачи сульфата кальция и других продуктов, который открыт в направлении смесительной камеры. Он также имеет устройство 69 для подачи воды, которое открыто в направлении смесительной камеры 67. Способный к гидратации сульфат кальция, добавки и вода перемешиваются ротором 65 для образования однородного гипсового раствора.
Устройство 69 подачи расположено так, чтобы обеспечить выпуск воды в центре ротора 65. Вода, например, вводится через гильзу 70, которая свисает над осью ротора. За счет вращения ротора вода, которая введена, перемещается над плоской поверхностью ротора в направлении наружной части смесительной камеры и очищает плоскую поверхность. Таким образом, любые скопления гипсового раствора удаляются с плоской поверхности. Вода также обеспечивает возможность пропитывания сульфата кальция, а также любых добавок.
Второе устройство (не показанное) для подачи воды также может быть добавлено для увеличения потока воды. Это устройство для подачи может, например, вводить воду под давлением на уровне канала 68 для подачи сульфата кальция.
Смеситель также имеет выпускной канал 73, расположенный в нижней части смесительной камеры 67. Этот выпускной канал проходит в радиальном направлении в сторону наружной части смесительной камеры для отвода гипсового раствора, который подвергается центрифугированию за счет вращения ротора. Питающий канал 72 расположен на уровне данного выпускного канала и обеспечивает возможность нанесения образованного гипсового раствора, например, на облицовку.
Смеситель также может иметь вентиляционное отверстие 71, которое открыто в направлении смесительной камеры. Это вентиляционное отверстие 71 расположено над смесительной камерой 67. Его назначение состоит в удалении пыли, находящейся в виде взвеси в смесительной камере. При вращении ротора насыщенный пылью воздух проходит через вентиляционное отверстие и отводится. В вентиляционном отверстии может быть предусмотрено место впрыска воды для придания растворимости пыли и включения ее в гипсовый раствор. Таким образом, воздух, выходящий из вентиляционного отверстия, будет свободен от пыли.
Впускной канал 68 для подачи способного к гидратации сульфата кальция, вентиляционное отверстие 71 и выпускной канал 73 смесительной камеры расположены друг относительно друга предпочтительным образом. Если принять, что ротор вращается в направлении по часовой стрелке на фиг.3, то видно, что канал для впуска сульфата кальция располагается под очень небольшим углом за выпускным каналом камеры. Таким образом, гипсовый порошок и добавка совершат, по меньшей мере, один полный оборот в смесительной камере 67 перед их отводом из камеры. Таким образом, порошок может быть лучше пропитан водой. Кроме того, вентиляционное отверстие 71 предпочтительно расположено под очень небольшим углом перед выпускным каналом смесителя. Таким образом, большая часть пыли, образованной у канала для впуска порошка, будет пропитываться водой перед тем, как она достигнет вентиляционного отверстия. Таким образом, благодаря наличию определенного расстояния между вентиляционным отверстием и каналом для подачи сульфата кальция через вентиляционное отверстие будет проходить меньше пыли.
Смеситель также может иметь устройство для подачи добавки-замедлителя схватывания, которое открыто в направлении смесительной камеры. Смеситель также может иметь отдельное устройство для подачи любых добавок. Также может быть обеспечена регулировка этих подающих устройств по отдельности. Таким образом, все количества добавок можно регулировать непосредственно на уровне смесителя. Следовательно, можно обеспечить очень точное дозирование гипсового раствора, который должен быть образован.
Изобретение также относится к способу изготовления облицовочного листа согласно изобретению. В нижеприведенном описании выражение "сырой гипсовый слой" используется для обозначения гипсового слоя, в котором схватывание или гидравлическое связывание не завершено. Так названы гипсовые слои, которые еще не прошли через стадию сушки.
В соответствии с данным способом способный к гидратации сульфат кальция и воду подают в первый, второй и третий смесители 2, 3 и 4. Таким образом, гипсовые растворы приготавливают в каждом из смесителей. Эти гипсовые растворы приготавливают таким образом, чтобы во втором смесителе получить раствор, плотность которого меньше плотности раствора в первом и третьем смесителях. Несколько гипсовых растворов с идентичной плотностью, но с различными физическими свойствами, например с разным пределом прочности на разрыв или с разными наполнителями, также могут быть приготовлены в пределах объема изобретения. Ряд параметров позволяет получить гипсовые растворы с разной плотностью. Таким образом, существует возможность введения различных пенообразователей, использования разных коэффициентов смешения, или использования разных скоростей вращения смесителей, или использования различных наполнителей.
Затем первый гипсовый раствор из первого смесителя наносят на первую облицовку. Таким образом формируется первый сырой поверхностный слой. Этот слой может быть равномерно распределен и "откалиброван", как описано выше.
После этого второй гипсовый раствор из второго смесителя наносят поверх первого сырого поверхностного слоя. Таким образом формируется сырой сердцевинный слой с более низкой плотностью по сравнению с плотностью первого сырого поверхностного слоя. Этот слой также может быть равномерно распределен и "откалиброван".
Третий гипсовый слой из третьего смесителя наносят на вторую облицовку. Таким образом формируется второй сырой поверхностный слой с плотностью, превышающей плотность сырого сердцевинного слоя. Как показано в примере по фиг.1 и 2, предпочтительно образовывать второй сырой поверхностный слой на второй облицовке заранее. После этого облицовку и образованный поверхностный слой переворачивают и наносят на сердцевинный слой. Эта операция переворачивания может быть выполнена путем использования роликов 46, которые предназначены для изменения направления облицовки и поверхностного слоя на противоположное и обеспечивают возможность отклонения облицовки 7. Эти ролики воздействуют на сторону облицовки, противоположную той стороне, на которую наносят третий гипсовый раствор. Таким образом, ролики 46 не деформируют слой 43. Эти ролики также могут быть выполнены с приводом от двигателя для обеспечения перемещения облицовки 7.
После этого второй сырой поверхностный слой наносят на сырой сердцевинный слой. Затем "сборная" структура может быть подвергнута "калиброванию", как описано выше.
После этого образованный сырой облицовочный лист оставляют для гидратации, при этом обеспечивают возможность схватывания гипса. Затем лист подвергают сушке для удаления избыточной воды из листа.
Данный способ также обеспечивает возможность независимого приготовления гипсовых растворов с сильно различающимися значениями плотности. Таким образом, можно получить поверхностный слой высокой плотности, который способствует адгезии между поверхностным слоем и облицовкой. Таким образом, существует возможность уменьшения количества или устранения добавления склеивающих добавок в гипсовый раствор, предназначенный для образования поверхностного слоя. Следовательно, можно использовать крахмал в количестве, составляющем менее 15 г/м2. Кроме того, поверхностный слой высокой плотности обладает более высокой стойкостью к прокаливанию в установке для сушки. Следовательно, уменьшается риск образования листов с дефектами. Таким образом, можно уменьшить или устранить добавление препятствующих прокаливанию добавок, таких как винная кислота. Поверхностный слой высокой плотности также придает жесткость всему листу. Таким образом, чем выше плотность поверхностного слоя, тем в большей степени можно уменьшить плотность сердцевинного слоя. Таким образом, может быть получен легкий облицовочный лист.
Следовательно, существует возможность приготовления гипсового раствора с плотностью от 1,2 до 1,6 кг/л в первом и третьем смесителях, который затем используется для образования поверхностных слоев. Существует возможность в случае необходимости приготовить гипсовый раствор с плотностью от 1,6 до 2 кг/л. Также существует возможность приготовления во втором смесителе гипсового раствора с плотностью от 1 до 1,2 кг/л, который затем используется для образования сердцевинного слоя. Отношение плотности сырых поверхностных слоев к плотности сердцевинного слоя, составляющее от 1,1 до 1,6, является особенно пригодным.
Такие значения могут быть получены при использовании, например, коэффициента смешения, составляющего 0,57 в первом и третьем смесителях, и коэффициента смешения, составляющего 0,62 во втором смесителе. Предпочтительно используют отношение коэффициентов смешения плотного раствора и менее плотного раствора, составляющее от 0,8 до 1,25.
Гипсокартонный облицовочный лист, полученный после сушки, также отличается значениями плотности разных слоев. Благодаря испарению в процессе сушки конечная плотность слоев будет меньше плотности сырых слоев. Таким образом, получают плотность высушенных поверхностных слоев, составляющую от 0,8 до 1,2. Плотность сердцевинного слоя составляет от 0,6 до 1,2. Отношение плотности поверхностных слоев к плотности сердцевинного слоя также предпочтительно составляет от 1 до 1,5 после сушки.
Испытания показали, что соединение между слоями с различной плотностью иногда разрушается. Это может быть исправлено путем регулирования скоростей гидратации для каждого из слоев при гарантировании того, что скорость гидратации сердцевинного слоя будет больше скорости гидратации поверхностных слоев.
Образованные поверхностные слои предпочтительно имеют толщину от 0,1 до 0,5 мм. Толщина, составляющая 0,3 мм, является особенно пригодной для придания жесткости гипсокартонному облицовочному листу и повышения прочности одной из его сторон.
Облицовки изготавливают, например, из строительного картона. Облицовка также может быть изготовлена из стекловолокна, например из стекловолокнистого мата, для обеспечения хорошей огнестойкости.
Очевидно, что настоящее изобретение никоим образом не ограничено описанными и представленными примерами осуществления изобретения, но оно может быть подвергнуто многочисленным изменениям, которые могут внести специалисты в данной области техники. Несмотря на то что выше была описана производственная установка, содержащая три смесителя, производственная установка, содержащая один смеситель, предназначенный для образования поверхностных слоев, находится в пределах объема приложенной формулы изобретения. Несмотря на то что при описании способа было раскрыто образование двух поверхностных слоев, образование одного поверхностного слоя также находится в пределах объема приложенной формулы изобретения. Кроме того, возможность использования различных поставщиков гипса для различных слоев также находится в пределах объема приложенной формулы изобретения.
Предложены способ изготовления гипсокартонного облицовочного листа и установка для его осуществления, которые включают в себя подачу способного к гидратации сульфата кальция и воды в первый смеситель и во второй смеситель, подачу облицовки, приготовление первого гипсового раствора в первом смесителе, приготовление второго гипсового раствора во втором смесителе, нанесение первого гипсового раствора на облицовку и образование сырого поверхностного слоя, нанесение второго раствора на сырой поверхностный слой и образование сырого сердцевинного слоя с плотностью, которая меньше плотности сырого поверхностного слоя, приготовление третьего гипсового раствора в третьем смесителе, образование второго сырого поверхностного слоя с плотностью, превышающей плотность сырого сердцевинного слоя, и формование гипсокартонного облицовочного листа, гидратацию и сушку листа. Изобретение обеспечивает возможность независимого регулирования образования различных слоев гипса. 2 н. и 25 з.п. ф-лы, 4 ил.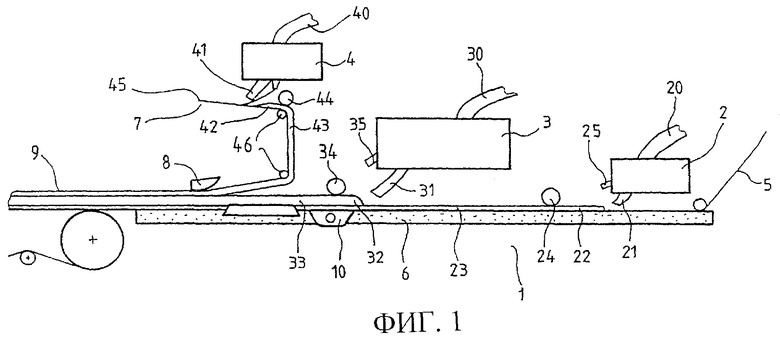
| US 6190476 B1, 20.02.2001.SU 1071674 A1, 07.02.1984.EP 0634255 A1, 07.07.1994.US 2940505 A, 14.06.1960.DE 3604388 A, 13.08.1987. |

