Изобретение относится к области слоистых изделий конструкционного назначения, содержащих в основном волокна стекла, и может быть использовано в различных отраслях, например машиностроении и самолетостроении как материал силовых панелей, а также в путевом строительстве железнодорожного транспорта как материал накладок рельсовых стыковых изолирующих соединений.
Наиболее близким техническим решением, принятым за прототип, является техническое решение, описанное в справочнике "Авиационные материалы", Москва, 1976 г., стр.41. Данное слоистое изделие состоит из чередующихся слоев пропитанной связующим стеклоткани и однонаправленного препрега из стеклянного ровинга. Композиционное изделие получают путем выкладки предварительно пропитанной стеклоткани и последующей намоткой жгута ровинга в направлении, перпендикулярном основе стеклоткани "мокрым" методом при соотношении общей толщины уложенных слоев стеклоткани и намотанного стекложгута 2:1.
Существенными признаками, совпадающими с признаками предлагаемого технического решения, является то, что слоистое изделие содержит пропитанные связующим слои каркасной стеклоткани и прядей ровинга.
Включение в слоистый пластик, содержащий каркасную стеклоткань, однонаправленного ровинга (при соотношении их толщин 2:1) позволяет значительно улучшить физико-механические характеристики при продольном (относительно ровинга) приложении нагрузки. Вместе с тем практически в любых конструкционных материалах возникает необходимость изготовления отверстий - для крепления, прокладки коммуникаций и т.п. При этом в районе выполнения отверстий возникают концентрации напряжений, которые вызывают образование трещин (в том числе и между слоями ткани и ровинга), которые значительно снижают прочность конструкции и ее ресурс. Известные способы организации стоперов, например установка пластинчатых стоперов из материала, отличного от основного по модулю упругости (Трунин Ю.П. "Модели статической прочности конструкции с концентратором напряжения, изготовленные из полимерных композиционных материалов со встроенными стоперами трещин". Ученые записки ЦАГИ, том XXIV, 1993 г. №1, стр.145-155) нарушают непрерывность слоистого армирующего элемента, технологически трудно осуществимы и нерентабельны. Кроме того, технология изготовления слоистого изделия, включающего слои стеклоткани и ровинга, является сложной и продолжительной.
Предлагаемым изобретением решается техническая задача максимального сохранения прочности конструкционных композиционных изделий, в которых выполняются отверстия, а кроме того, предлагаемое изобретение направлено на упрощение технологии изготовления изделия.
Для достижения указанной технической задачи в слоистом изделии, содержащем чередующиеся между собой пропитанные связующим слои каркасной стеклоткани и прядей ровинга, слои прядей ровинга и каркасной стеклоткани попарно соединены нитью иглопрошивным способом. При этом наиболее технически целесообразным для достижения необходимого эффекта является соблюдение следующих параметров - диаметр прядей ровинга составляет от 0,9 до 3-х диаметров основы каркасной стеклоткани, а расстояние между прядями ровинга составляет от 1 до 8 мм.
Как правило, исходя из технологической целесообразности, ровинг располагается вдоль основы каркасной стеклоткани. Пришиваемый к стеклоткани ровинг может быть выполнен как однонаправленным, так и, например, витым. Возможно также и варьирование его материалом - кроме стекловолокна это может быть, например, углеродное или базальтовое волокно. Прошивная нить играет роль как технологическую - для предотвращения взаимного смещения ткани и ровинга, так и армирующую - для взаимной передачи нагрузок между тканью и ровингом, а также для предотвращения трещинообразования между ними. Диаметр ее выбирается в диапазоне от 15 до 60 текс, а материалом, кроме стекловолокна, может быть и синтеническая нить, например, капрон. При толщине менее 15 текс возможны нарушения целостности полученной ткани при изготовлении, а при большей 60 текс возможно пережатие прядей ровинга, что может повлиять на прочность. Кроме того, достигается пространственное армирование и между слоями попарно объединенных стеклоткани и ровинга, достигаемое за счет "провисания" слоев стеклоткани между прядями ровинга. Что же касается диаметра ровинга, то при его толщине менее 0,9 диаметра нити основы он мало влияет на общую прочность изделия. При толщине ровинга более 3-х диаметров основы между слоями стеклоткани образуются поры, которые значительно снижают прочность.
Максимальное расстояние между прядями ровинга определяется, исходя из размера возникающих трещин, которое определяется, как правило, опытным путем. При этом изготавливается рабочий образец изделия, в который вносятся концентраторы напряжений (отверстия). После приложения рабочих нагрузок производятся замеры возникших трещин. Как показали испытания, этот размер превышает 8 мм. При расстоянии между прядями ровинга менее 1 мм не происходит пространственного армирования между слоями.
Отличительными признаками предлагаемого технического решения от известного является то, что слои ровинга и каркасной стеклоткани попарно соединены нитью иглопрошивным способом. Кроме того, наиболее технически целесообразным для достижения необходимого эффекта является соблюдение следующих параметров - диаметр ровинга составляет от 0,9 до 3-х диаметров основы каркасной стеклоткани, а расстояние между прядями ровинга составляет от 1 мм до размера возникающих трещин.
Благодаря наличию данных отличительных признаков в совокупности с известными, указанными в ограничительной части формулы, достигается следующий технический результат - сделанные в материале отверстия не оказывают значительного влияния на прочность изделия, а кроме того, предлагаемое изобретение значительно упрощает технологию изготовления изделия.
В результате поиска по источникам патентной и научно-технической информации совокупность признаков, характеризующая предлагаемый слоистый пластик, не была обнаружена. Таким образом, предлагаемое изобретение соответствуют критерию охраноспособности "новое".
На основании сравнительного анализа предложенного технического решения с известным уровнем техники по источникам научно-технической и патентной литературы можно утверждать, что между совокупностью признаков, в том числе и отличительных, и выполняемых ими функций и достигаемых целей существует неочевидная причинно-следственная связь. На основании вышеизложенного можно сделать вывод о том, что техническое решение в предложенном устройстве не следует явным образом из уровня техники, и следовательно, соответствует критерию охраноспособности "изобретательский уровень".
Предложенное изобретение может найти применение в различных отраслях, где используются конструкционные слоистые пластики, а следовательно, данное решение соответствует критерию "промышленно применимо".
Изобретение поясняется чертежом.
Изображенное на чертеже слоистое изделие содержит чередующиеся между собой пропитанные связующим слои каркасной стеклоткани 1, включающей основу 2 и уток 3, и слои прядей ровинга 4, слои ровинга 4 и каркасной стеклоткани 1 попарно соединены нитью 5 иглопрошивным способом.
Предлагаемый слоистый пластик изготавливается следующим образом. Первоначально к каркасной стеклоткани вдоль основы иглопрошивным способом пришивается, например, стеклянный однонаправленный ровинг. Например, номинальная результирующая плотность нитей основы, утка и ровинга составляет 480 текс (диаметр элементарной нити 14 мкм), пошивной нити 60 текс. Расстояние между прядями ровинга выбрано 4 мм (параметр выбран по результатам эксперимента с образцом из каркасной стеклоткани. Полученное полотно шириной, как правило, 0,92 м и длиной 50-150 м на пропиточной машине пропитывается, например, эпокси-полиэфирным связующим ЭПТ-20 60% концентрацией, обеспечивающей нанос связующего 31-33%. Полученный препрег нарезают на заготовки, проводят подпрессовку до половины толщины набранного пакета и укладывают в пресс-форму, отображающую геометрические параметры изделия из расчета 2,6 слоя на 1 мм толщины. Проводят прессование композиционного изделия, осуществляя термообработку по режиму отверждения связующего ЭПТ-20: 160°С, при Руд=3-5 кгс/см2. После чего изделие вынимают из пресс-формы, охлаждают до температуры 25-30°С, выдерживают при температуре цеха не менее 24-х часов, а затем проводят механическую обработку - сверление отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2001 |
|
RU2185964C1 |
| Композиционный материал | 1990 |
|
SU1810227A1 |
| СТЕКЛОПЛАСТИК И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2014 |
|
RU2560419C1 |
| Слоистый гибридный композиционный материал и изделие, выполненное из него | 2017 |
|
RU2641744C1 |
| СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2003 |
|
RU2238850C1 |
| Огнестойкий слоистый металлостеклопластик и изделие, выполненное из него | 2018 |
|
RU2676637C1 |
| СЛОИСТЫЙ ПЛАСТИК И СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА ПЛАСТИНЫ | 1992 |
|
RU2125351C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2001 |
|
RU2221183C2 |
| ТЕКСТИЛЬНОЕ ПОЛОТНО ДЛЯ КОНСТРУКЦИОННОГО МАТЕРИАЛА | 2019 |
|
RU2711882C1 |
| ОДНОНАПРАВЛЕННАЯ НЕИЗВИТАЯ ТКАНЬ И ЕЕ ИСПОЛЬЗОВАНИЕ | 2018 |
|
RU2777410C2 |
Изобретение относится к области получения слоистых изделий конструкционного назначения, содержащих в основном волокна стекла, и может быть использовано в различных отраслях, например машиностроении и самолетостроении как материал силовых панелей, а также в путевом строительстве железнодорожного транспорта как материал накладок рельсовых стыковых изолирующих соединений. Слоистое изделие содержит чередующиеся между собой пропитанные связующим слои каркасной стеклоткани и прядей ровинга. Максимальное сохранение прочности конструкционных композиционных изделий, в которых выполняются отверстия, а также упрощение технологии изготовления изделия достигается за счет попарного соединения нитью иглопрошивным способом слоев прядей ровинга и каркасной стеклоткани. 1 з.п.ф-лы, 1 ил.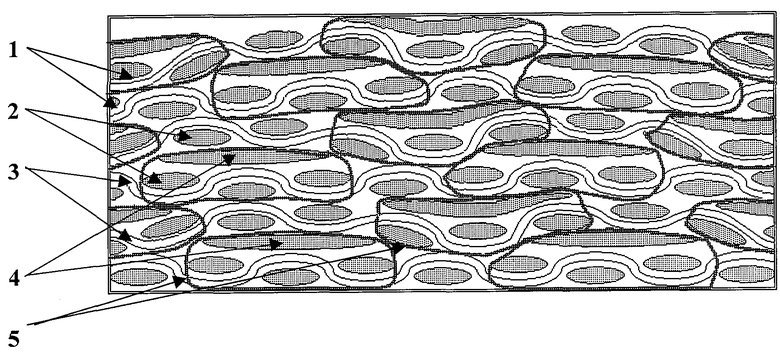
| Авиационные материалы | |||
| Справочник | |||
| - М., 1976, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU379100A1 | |

