Изобретение относится к созданию изделий из композиционных материалов, в частности герметичных изделий из армированных материалов, имеющих форму тел вращения, и может быть использовано в различных отраслях техники, например, в химической, нефтехимической и авиационной.
Известны трубы из композиционных материалов с внутренним герметизирующим слоем (авт. св. 885680, опубл. 30.11.81). Однако в процессе эксплуатации таких труб герметизирующий слой изнашивается особенно быстро при наличии в жидкости твердой фазы.
В описании изобретения по авторскому свидетельству 885680 описан способ изготовления труб из композиционных материалов. В данном способе на оправку наматывают герметизирующий слой толщиной 0,1 мм из предварительно пропитанного ровинга на основе бесщелочного стекловолокна и эпоксиуретанового связующего с удлинением 8%. После намотки герметизирующего слоя осуществляют его полимеризацию до гелеобразования и наматывают конструкционный слой из предварительно пропитанного ровинга на основе эпоксидного связующего и высокомодульного стекловолокна ВМ-1. Толщину конструкционного слоя берут 2 мм. Затем отверждают изделие.
Известны трубы из композиционно-волокнистых материалов (патент 2161089, опубл. 27.12.2000) с наружным герметизирующим слоем: на изделие наматывают дополнительный слой поперечно-направленного наполнителя с повышенным содержанием связующего с последующим отверждением этого слоя. В процессе намотки избыток смолы заполняет поры и микротрещины в предыдущем слое, что способствует повышению герметичности.
В этом же патенте описан способ непрерывного изготовления труб из композиционного материала. В данном способе пропитывают связующим волокнистый наполнитель, наматывают наполнитель на формообразующее тело, производят отверждение полимерного материала и обеспечивают непрерывный сход готового изделия. Непрерывный сход готового изделия с формообразующего тела обеспечивают за счет сообщения формообразующему телу в целом или составляющим его отдельным элементам возвратно-поступательного движения. К наружной поверхности изделия со стороны опоры прилагают крутящий момент и осевое усилие за счет сил трения, контактирующих с изделием элементов опоры, совершающих принудительное вращение и поступательное движение, или только прикладывают к наружной поверхности изделия со стороны опоры крутящего момента и осевого усилия за счет сил трения, контактирующих с изделием элементов опоры, совершающих принудительное вращение и поступательное движение.
В трубах из композиционных материалов, изготовленных данным способом при относительно высоком давлении уплотняемой среды >15 МПа, наружная оболочка отслаивается и герметичность нарушается.
Известны многослойные трубы из композиционного материала, авт. св. 1338234, с внутренним слоем с повышенным содержанием связующего, поверх гелькоутного слоя последовательно нанесены: сухой стекломат, который покрывают связующим с одновременной подачей рубленого стекловолокна, затем конструкционный слой, наружный защитный слой стекломата с повышенным содержанием связующего.
В этом же патенте описан способ непрерывного изготовления труб из композиционного материала. Данный способ заключается в том, что на нижнюю часть формообразующей поверхности вращающейся оправки осуществляют нанесение гелькоутного слоя связующего, частично его отверждают, на полученный слой укладывают часть слоев по толщине заготовки и частично отверждают до придания ей каркасности, чтобы использовать в качестве "лайнера". На частично отвержденную заготовку наматывают конструкционные слои, причем их намотку ведут на конце оправки, длиной не менее половины его ширины. Изделие отверждают и режут на мерные отрезки.
Недостатком труб, изготовленных данным способом, является недостаточная герметичность и малая износостойкость, обусловленная гидроабразивным износом при наличии твердых частиц в уплотняемой среде.
Наиболее близким к заявляемому решению по назначению, технической сущности и достигаемому результату при использовании является конструкционный слой трубы из композиционного материала, выполненный из армирующего материала в виде чередующихся конструкционных монослоев с поперечной и продольной структурой армирующего материала, пропитанного, например, термореактивным связующим, при этом в продольном направлении армирующий материал уложен зигзагом, вершины каждой петли зигзага зафиксированы поперечными стеклонитями, образуя косослойную продольно-поперечную структуру (КППН), при которой продольно и поперечно уложенный армирующий материал образует слоистую структуру, в которой каждый последующий монослой смещен относительно предыдущего в продольном направлении и по окружности (Андреев Г.Я., Шершуков Г. Е., Шевченко В.Я., Дардык Я.И. "Изготовление стеклопластиковых труб", Харьков: Издательство ХГУ, 1964 г., 62 с.).
Трубы с описанным выше конструкционным слоем изготавливают методом непрерывной намотки из, например, армированных пластмасс, трубы содержат внутренний армированный слой, конструкционный слой из армирующего материала, пропитанного термореактивным связующим, а также наружный слой с поперечной укладкой армирующего материала, пропитанного связующим.
Способ непрерывной намотки описан в книге "Изготовление стеклопластиковых труб" (Андреев Г.Я., Шершуков Г.Е., Шевченко В.Я., Дардык Я.И., Харьков: Издательство ХГУ, 1964 г., 62 с.). Способ непрерывного изготовления труб из композиционного материала включает формование части по толщине заготовки многослойной трубы на вращающейся и поступательно перемещающейся формообразующей поверхности оправки, пропитку связующим, частичное отверждение заготовки до придания ей жесткости, съем с оправки, окончательное отверждение, мерную резку трубы. Все перечисленные операции производят при непрерывном сходе изделия с оправки.
Трубы указанной конструкции недостаточно герметичны, что вызвано большими внутренними напряжениями в полимерном материале при ускоренных режимах его отверждения. Вследствие этих напряжений зачастую образуются открытые или полуоткрытые микропоры, обусловливающие негерметичность труб даже при весьма малых внутренних давлениях уплотняемой среды. Особенно большие внутренние напряжения могут возникнуть при значительных толщинах труб (более 7 мм), при изготовлении которых обычно возникают расслоения в материале. Как показывает практика, продольная арматура хуже пропитана связующим (ее пропитывает избыточная смола в кольцевых нитях).
Предлагаемым изобретением решается задача повышения герметичности труб из композиционных материалов.
Для достижения указанного технического результата труба из композиционных материалов, выполненная из армирующего материала в виде чередующихся монослоев с поперечной и продольной укладкой армирующего материала, пропитанного, например, термореактивным связующим, при этом в продольном направлении армирующий материал уложен зигзагом, вершины каждой петли зигзага зафиксированы прижимными стеклонитями, образуя косослойную продольно-поперечную структуру, при которой продольно и поперечно уложенный армирующий материал образует слоистую структуру, в которой каждый последующий монослой смещен относительно предыдущего в продольном направлении и по окружности и состоит из внутреннего и наружного конструкционных слоев, разделенных барьерным слоем с повышенным содержанием связующего, барьерный слой образован намоткой низкоплотной тканой или нетканой ленты, причем, толщина барьерного слоя составляет 0,5-1 мм, а толщина внутреннего конструкционного слоя равна 20-40% от оставшейся толщины трубы.
Отличительными признаками предлагаемой трубы из композиционных материалов от указанной выше известной, наиболее близкой к ней, является то, что она состоит из внутреннего и наружного конструкционных слоев, разделенных барьерным слоем с повышенным содержанием связующего, причем толщина барьерного слоя составляет 0,5-1 мм, а толщина внутреннего конструкционного слоя равна 20-40% от оставшейся толщины трубы, барьерный слой образован намоткой, низкоплотной тканой или нетканой ленты.
Для достижения данного технического результата предлагается способ изготовления труб или иных длинномерных полых изделий, согласно которому пропитывают связующим наполнитель, наматывают наполнитель на формообразующее тело, производят отверждение полимерного материала, обеспечивают непрерывный сход трубы с формообразующего тела, а сходящее изделие поддерживают на опоре, намотку ведут в 3 стадии: на первой стадии образовывают (создают) внутренний конструкционный слой с укладкой продольного и поперечного наполнителя, затем этот слой отверждают, на второй стадии наматывают барьерный слой с укладкой продольного и поперечного наполнителя с последующим отверждением, на третьей стадии образовывают наружный конструкционный слой с укладкой продольного и поперечного наполнителя с последующим отверждением, причем, третья стадия намотки производится после схода трубы с оправки.
Отличительные признаки способа заключаются в том, что намотку ведут в 3 стадии: на первой стадии образовывают (создают) внутренний конструкционный слой с укладкой продольного и поперечного наполнителя, затем этот слой отверждают, на второй стадии наматывают барьерный слой с укладкой продольного и поперечного наполнителя с последующим отверждением, а на третьей стадии образовывают наружный конструкционный слой с укладкой продольного и поперечного наполнителя с последующим отверждением, причем, третья стадия намотки производится после схода трубы с оправки. Барьерный слой является естественным препятствием для проникновения через него уплотняемой среды.
Наличие барьерного слоя, обогащенного смолой, способствует заполнению микропор в материале, возникающих в предыдущей стадии скоростной полимеризации. Практика показывает, что этот прием позволяет значительно повысить герметичность изготовляемых труб.
Благодаря наличию этих признаков повышается герметичность труб из композиционных материалов, повышается их качество.
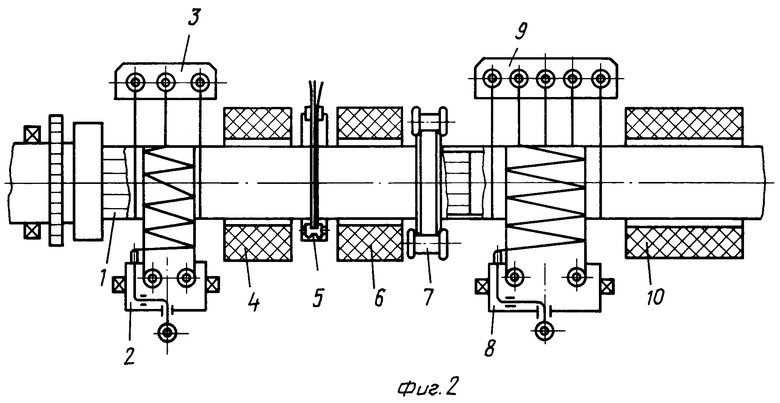
Предлагаемая труба из композиционных материалов иллюстрируется фиг.1.
Труба из композиционных материалов состоит из внутреннего 1 и наружного конструкционного слоя 3, между которыми расположен барьерный слой 2 с повышенным содержанием связующего. Барьерный слой образован намоткой низкоплотной тканой или нетканой ленты.
Изобретение поясняется примером.
Труба из композиционных материалов имеет внутренний конструкционный слой 1, выполненный из армирующего материала способом КППН, барьерный слой 2, образованный намоткой низкоплотной тканой или нетканой ленты с повышенным содержанием связующего, толщина которого составляет 0,5-1 мм, и наружный слой 3, выполненный из армирующего материала способом КППН. Толщина внутреннего конструкционного слоя равна 20-40% от оставшейся толщины трубы. Наличие барьерного слоя в трубе из композиционных материалов исключает появление сквозных микротрещин и пор, повышается прочность, износостойкость и качество труб.
Изобретение как способ поясняется конкретным вариантом его выполнения по фиг.2.
На фиг.2 изображены: самоподающая оправка 1, узел намотки первой стадии, состоящий из шпулярника продольной арматуры 2 и шпулярника поперечной арматуры 3, печь 4 для полимеризации внутреннего слоя трубы, узел намотки второй стадии 5, печь 6 для полимеризации барьерного слоя трубы, опора 7, узел намотки третьей стадии, состоящий из укладки продольной арматуры 8 и шпулярника 9, печь для полимеризации третьего (основного) слоя трубы. На фиг.2 опора установлена после печи 6 полимеризации второго слоя. Третий слой наматывается после схода трубы с оправки. Как вариант, опора может быть расположена между печью 4 и узлом намотки барьерного слоя 5. Тогда вторая и третья стадии намотки образуются на трубе после ее схода с оправки.
Намотка, согласно заявленному способу, производится в три стадии: на первой стадии образовывают (создают) внутренний конструкционный слой с укладкой продольного и поперечного наполнителя, затем этот слой отверждают, на второй стадии образовывают поперечный слой намоткой кольцевого ровинга, низкоплотной тканой или нетканой ленты с последующим его отверждением, а на третьей стадии образовывают наружный конструкционный слой с укладкой продольного, третья стадия намотки производится после схода трубы с оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2317468C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2006 |
|
RU2327568C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2369479C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1998 |
|
RU2161089C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ПОЛОЙ ОБОЛОЧКИ | 2020 |
|
RU2740963C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ОБОЛОЧЕК (ОБОЛОЧЕК ВРАЩЕНИЯ) ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2458791C2 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2013 |
|
RU2542051C2 |
| Способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа | 2018 |
|
RU2697334C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТОГО МАТЕРИАЛА | 2004 |
|
RU2279601C2 |
Изобретение относится к созданию изделий из композиционных материалов, в частности герметичных изделий из армированных материалов, имеющих форму тел вращения, и может быть использовано в различных отраслях техники, например в химической, нефтехимической и авиационной. Техническим результатом изобретения является повышение герметичности труб из композиционных материалов. Труба из композиционных материалов имеет внутренний конструкционный слой, барьерный слой с повышенным содержанием связующего и наружный конструкционный слой. Намотку ведут в 3 стадии: на первой стадии образовывают (создают) внутренний конструкционный слой с укладкой продольного и поперечного наполнителя, затем этот слой отверждают, а на третьей стадии образовывают наружный конструкционный слой с укладкой продольного и поперечного наполнителя с последующим отверждением. 2 с. и 5 з.п. ф-лы, 2 ил.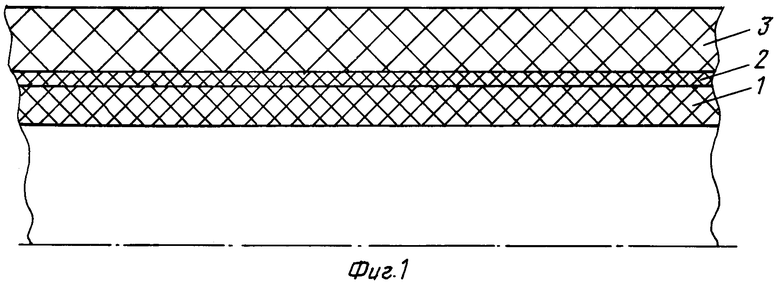
| АНДРЕЕВ Г.Я | |||
| Изготовление стеклопластиковых труб | |||
| - Харьков: изд | |||
| ХГУ, 1964, с.62 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1998 |
|
RU2161089C1 |
| КОНСТРУКЦИОННЫЙ СЛОЙ ТРУБЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2167357C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ АРМИРОВАННЫХ ПЛАСТИКОВ | 0 |
|
SU378327A1 |
| Труба из композиционных материалов | 1979 |
|
SU885680A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |

