Настоящее изобретение касается устройства для регулирования и накладывания воска для получения слепков и шаблонов, в частности, используемых в стоматологии для получения моделей натуральных зубов.
В стоматологии часто создают восковые шаблоны натуральных зубов, чтобы затем наиболее точно выполнить из них протезы или имплантаты. В настоящее время воск, используемый для этих целей, обычно продается в специальных контейнерах, где он находится в твердом, или во всяком случае, в плотном состоянии. Наиболее распространенная технология создания этих форм, доступная в текущее время, заключается в нанесении расплавленного воска на гипсовую культю, где воск охлаждается и затвердевает, образуя таким образом шаблон. Это обычно выполняется с использованием металлической лопатки, которую нагревают, обычно над пламенем, и затем погружают в контейнер с твердым воском, чтобы расплавить его небольшую часть. Затем из него удаляют количество, пропорциональное размерам лопатки, и до того, как воск снова охладится и затвердеет, наносят на гипсовую культю, где ее моделируют соответственно конструкции, которую нужно получить. Конечную форму получают выполнением ряда последующих дополняющих операций.
В основном процесс имеет определенные недостатки, которыми нельзя пренебрегать. Во-первых, существует проблема выполнения правильного подогрева кончика лопатки: фактически, недостаточный подогрев приводит к тому, что количество наносимого воска слишком мало, непосредственным следствием чего является учащенное добавление воска, а чрезмерный подогрев приводит к слишком большому количеству воска на лопатке, что может вызвать пролив воска на рабочий стол из-за небольших размеров лопатки или может привести к образованию неровных кромок в шаблоне.
Чтобы преодолеть эти недостатки, недавно на коммерческий рынок поступила лопатка с электрическим подогревом. Этот инструмент содержит блок питания и регулирования, с помощью которого температура лопатки регулируется реостатом, на основании реальных потребностей в данный момент, чтобы более эффективно программировать количество воска, расплавляемого в каждом случае. Блок питания и регулирования затем передает установленный ток на резистор, который окружает удлиненный конец кончика лопатки внутри рукоятки. Эта лопатка сильно и очень целесообразно уменьшает неравномерность нагрева лопатки, но не способна решить не менее важные проблемы.
Сначала также надо удалить воск из обычных контейнеров, в которых он продается. Поэтому требуется каждый раз удалять из них воск понемногу, что приводит к значительной потере времени. Кроме того, несмотря на регулирование температуры, случается, что относительно большие количества воска проливаются между контейнером и культей, поскольку воск переносится в жидком состоянии на поверхность, например, лопатки, которая по существу плоская. Наконец, как уже упоминалось, согласно всем этим способам шаблон получают путем последовательных добавлений небольших количеств воска, так что можно получить только слоистую конечную конструкцию, а не сплошную компактную конструкцию.
В US-A-3364577 описан инструмент с электрическим подогревом для формирования и подачи воска, имеющий быстросъемные наконечники. Некоторые наконечники являются формообразующими, а другие являются насадками, которые подают и формируют воск.
Настоящее изобретение, которое касается устройства для регулирования и накладывания воска для получения слепков и шаблонов, содержит наконечник в форме лопатки, который установлен на полой рукоятке, и блок управления, отличающееся тем, что указанная полая рукоятка внутри имеет корпус, содержащий кусок твердого воска наподобие сменного картриджа, тем, что указанный корпус сообщается с каналом для перемещения воска в непосредственную близость к указанному наконечнику в форме лопатки, и тем, что обеспечены средства подогрева вокруг указанного корпуса, также содержащего средства дозирования воска, отличающееся тем, что указанные средства дозирования воска содержат нажимную кнопку, расположенную снаружи рукоятки и проходящую внутрь указанной рукоятки, чтобы образовать горизонтальный штифт, который шарнирно соединен с вертикальным штифтом, который, в свою очередь, шарнирно закреплен на оси шарнира и шарнирно соединен с другим горизонтальным штифтом, который заканчивается наподобие пробки в днище корпуса для воска, причем горизонтальный штифт и нажимная кнопка при перемещении преодолевают воздействие пружины.
Далее изобретение описано более подробно со ссылкой на сопутствующие чертежи, которые показывают его предпочтительные примеры реализации и на которых:
Фиг.1 - схематическое изображение, показывающее вид устройства для регулирования и накладывания воска согласно изобретению,
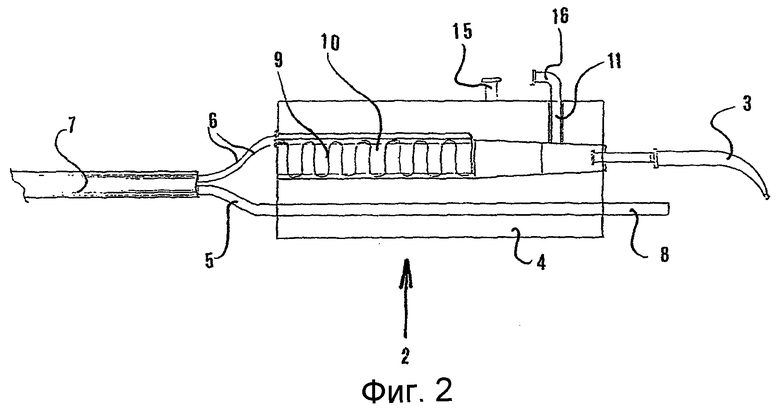
Фиг.2 - вид в поперечном разрезе, показывающий лопатку устройства согласно предпочтительному примеру реализации изобретения,
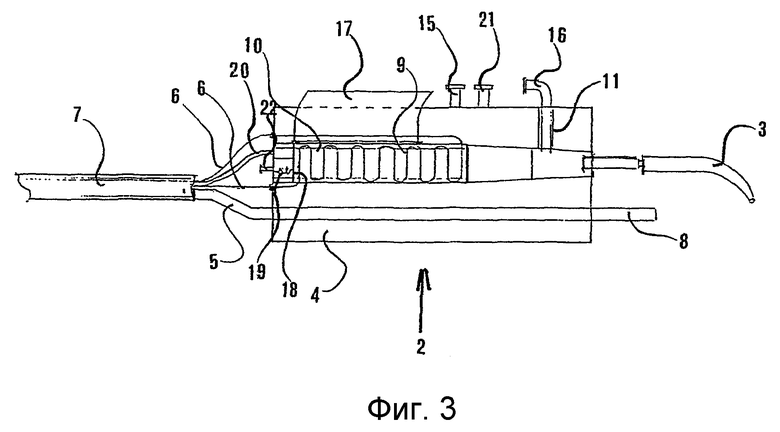
Фиг.3 - вид, подобный Фиг.2, показывающий альтернативный пример реализации настоящего изобретения,
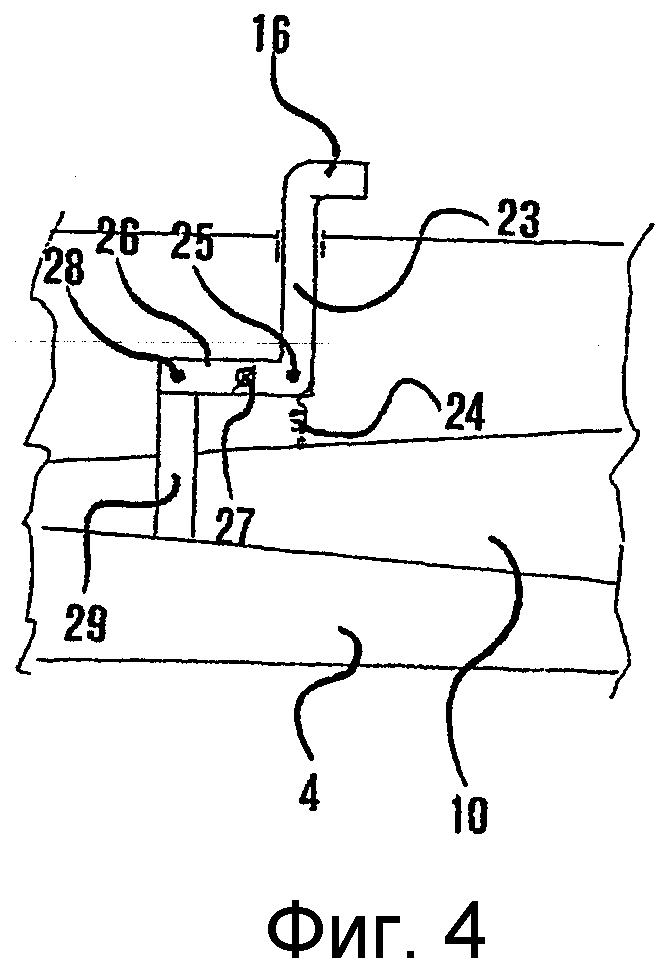
Фиг.4 - вид в поперечном сечении детали лопатки согласно примеру реализации настоящего изобретения,
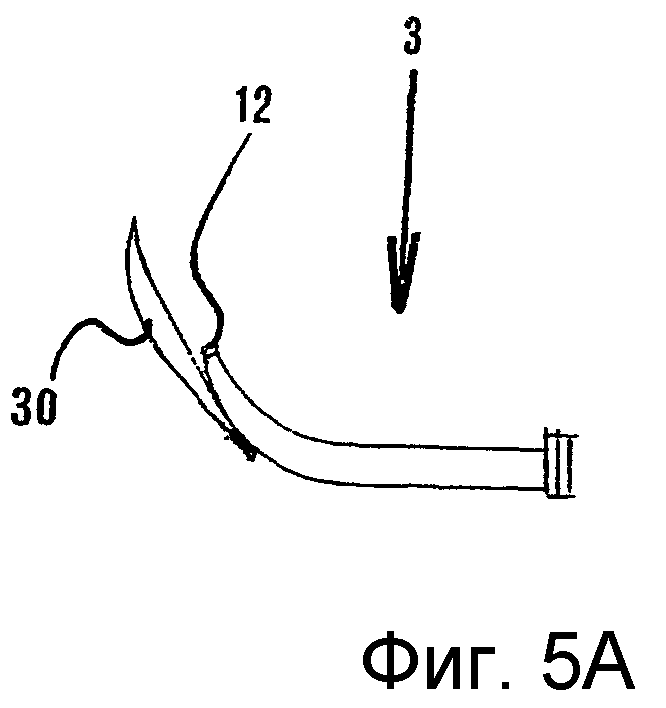
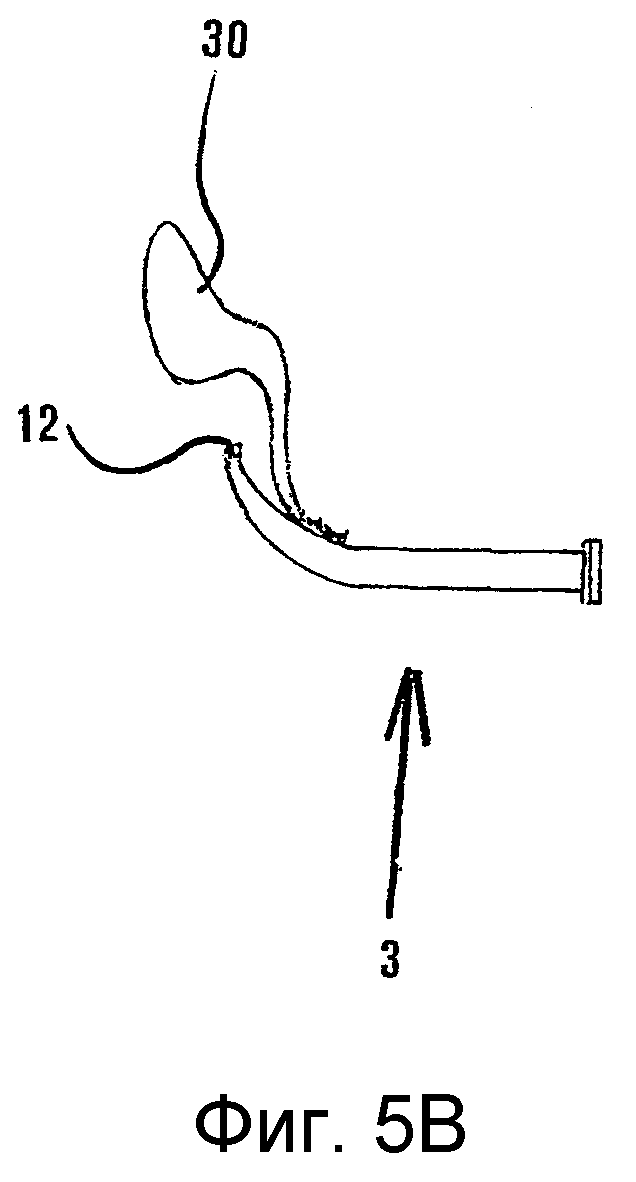
Фиг.5А и 5В - две альтернативные вспомогательные детали для лопатки устройства согласно настоящему изобретению, и
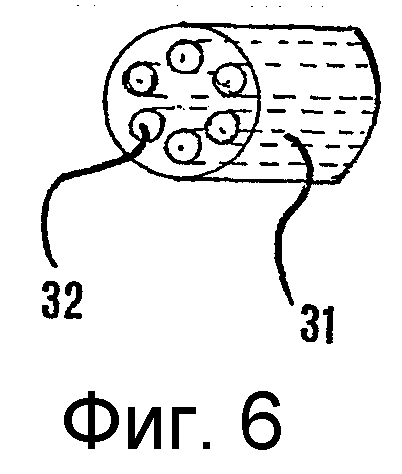
Фиг.6 - вспомогательная деталь для предпочтительного примера реализации настоящего изобретения.
Устройство для регулирования и накладывания воска согласно настоящему изобретению состоит из блока 1 управления и блока 2 накладывания воска. Блок 2, в свою очередь, образован лопаткой 3, которой можно манипулировать с помощью рукоятки 4. Рукоятка 4 соединена с блоком 1 управления небольшой трубкой 5 для сжатого воздуха и электрическим кабелем 6, которые расположены внутри соединительной оболочки 7.
Трубка 5 для сжатого воздуха заканчивается в сопле 8, расположенном вблизи лопатки 3. Согласно примеру реализации изобретения, показанному на Фиг.2, электрический кабель 6 имеет функцию подачи электроэнергии на электрический резистор 9, который обвивает наподобие спирали неподвижный корпус 10, внутрь которого может вводиться небольшая круглая вставка из воска в плотном или твердом состоянии, как картридж, например, сверху через специальное отверстие, для последующего накладывания. Вокруг корпуса 10 может быть обеспечено любое известное средство подогрева, например пьезоэлектрическое, для управления температурой подогрева, или подобное. Днище корпуса 10 обеспечено средством 11 известного типа для дозированной подачи расплавленного воска. Расплавленный воск затем подается из специального сопла 12 лопатки 3. Указанное сопло 12 подобно игле шприца, и могут быть предусмотрены сопла различных размеров, которые могут сменять друг друга.
Блок 1 управления снабжен ручкой 13 для регулирования температуры плавления воска и редуктором 14 давления для регулирования давления и, следовательно, потока воздуха, выходящего из сопла 8. Наличие или отсутствие потока воздуха, выходящего из сопла 8, определяется с помощью нажимной кнопки 15, в то время как другая нажимная кнопка 16 приводит в действие дозирующее средство 11.
Пример реализации, показанный на Фиг.3, является усовершенствованием примера реализации, показанного на Фиг.2. Согласно этому примеру реализации корпус 10 имеет небольшую крышку 17, которую можно открыть и через которую можно ввести восковую вставку. Кроме того, перед вставкой из воска обеспечен поршень 18, который можно привести в движение по оси внутри корпуса 10, преодолевая воздействие возвратной пружины 19, благодаря потоку сжатого воздуха, который подается из дополнительной трубки 20. Также обеспечены нажимная кнопка 21 для приведения в действие поршня 18 и нажимная кнопка 22 для освобождения указанного поршня.
Дозирующее средство 11 согласно настоящему изобретению подробно показано на Фиг.4. Нажимная кнопка 16 имеет продолжение внутри рукоятки 4 в виде горизонтального штифта 23, который заканчивается против пружины 24, где он входит в шарнирное соединение 25 с вертикальным штырем 26. Штырь 26, в свою очередь, также шарнирно закрепляется на оси 27 шарнира и соединяется в позиции 28 со вторым горизонтальным штифтом 29, который в положении покоя закрывает дно картриджа 10 наподобие пробки.
На Фиг.5А и 5В лопатка 3 под соплом 12 имеет связанную с ней вспомогательную деталь и сменную моделирующую пластину 30, которая может иметь различные размеры и форму в зависимости от использования.
Особенно интересный пример реализации настоящего изобретения предусматривает наличие барабана 31 (Фиг.6) с множеством осевых гнезд 32, каждое из которых может вместить небольшую круглую восковую вставку, отличающуюся от других. Указанный барабан установлен с возможностью вращения, чтобы в каждом случае перемещать гнездо 32 в место, где находится корпус 10, который обвит резистором 9 вокруг рукоятки 4. Очевидно, внутренняя полость рукоятки 4 в этом случае модифицируется так, чтобы расположить средства подогрева, которые также модифицированы (относительно Фиг.2 и 3), вокруг гнезда 32 в каждом случае использования.
Когда нужно получить слепок или шаблон, например, состоящий из одного или более зубов, внутрь корпуса 10 вводится восковая вставка требующегося типа. Если необходимо использовать несколько различных типов воска, можно использовать барабан 31, тогда можно вращать барабан до тех пор, пока гнездо 32, соответствующее нужному типу воска, не переместится в место, где находится корпус 10, который обвит резистором 9. Если нужно сменить вставку, достаточно вращать барабан 31 до тех пор, пока другое гнездо 32 не встанет в положение, соосное резистору 9, и т.д.
После того как восковая вставка введена внутрь корпуса 10, выполняется подогрев указанного воска с помощью специальной ручки 13 на блоке 1, при этом, устанавливая более высокую температуру, достигается большая степень плавления воска и, следовательно, более высокая скорость дозированного накладывания воска, в то время как более низкие температуры приводят к меньшей степени плавления воска и, следовательно, снижению скорости дозированного накладывания воска. В любом случае, при инициировании подогрева воска воск постоянно расплавляется.
Особых преимуществ можно достигнуть с помощью примера реализации изобретения, показанного на Фиг.3. Во-первых, когда поршень 18 разряжается, можно открыть крышку 17 и ввести восковую вставку в корпус 10. Это все, очевидно, после того, как открывается соответствующая крышка, находящаяся снаружи рукоятки 4.
Как только начинается нагрев воска, нажатие нажимной кнопки 21 заставляет сжатый воздух выходить из трубки 20. Сжатый воздух оказывает давление на поршень 18 до тех пор, пока не будет преодолено взаимное сопротивление расплавленного воска и возвратной пружины 19. В это время поршень 18 движется и толкает вставку, ускоряя выброс расплавленного воска. Давление внутри трубки 20 и, следовательно, на поршне 18 может регулироваться специальным редуктором давления, находящимся на блоке 1 управления, а источником сжатого воздуха может быть тот же источник, к которому подсоединена трубка 6.
Пользуясь устройством, показанным на Фиг.3, можно вытеснять из сопла 12 также воск, который расплавился не полностью, что особенно подходит для определенных операций обработки.
В любом случае, используя рукоятку 4 блока 2 накладывания воска, лопатку 3 подводят к гипсовой культе (или другой точке, куда должен накладываться воск), чтобы осуществить его накладывание. Для этого необходимо нажать нажимную кнопку 16, которая приводит в действие дозирующее средство 11, удерживая ее в этом положении в течение всего периода времени, когда воск должен выделяться, и отпуская, чтобы прекратить дозированное накладывание.
Нажатие кнопки 16 перемещает горизонтальный штифт 23 средства 11 в том же направлении против действия пружины 24. С помощью пружины 24 можно более эффективно гарантировать усилие, прикладываемое к нажимной кнопке, и, соответственно, более точно отрегулировать перемещение штифта 23. Шарнир 25 передает движение на вертикальный штифт 26, который, в свою очередь, посредством оси 27 шарнира и шарнира 28 перемещает горизонтальный штифт 29 в противоположном направлении. Указанный штифт 29, перемещаясь, оставляет открытым проход на днище корпуса, который увеличивается с увеличением нажатия на нажимную кнопку 16, действуя наподобие пробки. Таким образом, воск получает возможность течь в направлении выходного отверстия потоком, который увеличивается с увеличением прохода, открытого в днище корпуса 10, в зависимости от увеличения нажатия на нажимную кнопку 16.
Таким образом, воск может выходить из сопла 12, чтобы его распределяли и моделировали. Пластина 30 лопатки 3, которая находится в качестве вспомогательной (необязательной) детали под соплом 12, способствует более эффективному моделированию.
Небольшой поток сжатого воздуха низкого давления можно использовать, чтобы заставить воск скорее затвердевать по мере его постепенного нанесения и затвердевания. Блок 1 управления может быть соединен с системой сжатого воздуха (например, с цилиндром или компрессором). Поток воздуха регулируется с помощью редуктора 14 давления, находящегося в блоке 1. Воздух течет через трубку 5 и выходит с требующейся скоростью из сопла 8, ударяясь о поступающий воск. Это позволяет получать быстрое затвердевание воска, предотвращающее утечку материала или образование нежелательной окружающей кромки на приготовляемом слепке или модели.
Когда операцию надо прервать, сначала отпускают нажимную кнопку 16. В результате пружина 24 выталкивает штифт 23 и нажимную кнопку 16 наружу. Таким образом штифт 23 устанавливает штифт 26 и штифт 29 в положение покоя, показанное на Фиг.4, перекрывая наподобие пробки днище корпуса 10, чтобы сразу остановить выходящий поток воска. Затем временно приостанавливают подогрев и поток сжатого воздуха, установив ручку 13 на "0" и освободив редукторы давления.
Если используется устройство согласно примеру реализации, показанному на Фиг.3, также нажимают на нажимную кнопку 22 для отвода сжатого воздуха перед поршнем 18, чтобы его освободить. Затем последний устанавливается в положение покоя возвратной пружиной 19.
Из приведенного выше описания очевидно, что устройство для регулирования и накладывания воска согласно настоящему изобретению способно достигать преимуществ, которые до сих пор были немыслимы в этой технологии. Действительно, воск накладывают таким образом, что внимание должно быть сосредоточено только на получении слепка или шаблона, не тратя времени на расплавление и снятие каждый раз необходимого количества воска. В результате, можно работать не только быстрее, но также гораздо чище, без утечек материала.
Кроме того, благодаря сочетанию средства 11 для дозирования воска со средством подогрева можно добиться непрерывной и равномерной обработки, в результате чего получают продукт гораздо более высокого качества по сравнению со слоистым продуктом, который используется сейчас. Следующее усовершенствование заключается в дополнительном потоке сухого воздуха, который останавливает стекание воска, способствуя более точному моделированию. Наконец, благодаря конструкции узла, состоящего из лопатки 3 с соплом 12 и моделирующими пластинами 30, можно обеспечить несколько взаимозаменяемых лопаток 3, что значительно увеличит универсальность. Наконец, использование барабана, например, такого, который указан цифровой позицией 31 на Фиг.6, дает возможность использовать несколько различных типов воска максимально быстро в течение одной операции с использованием одного устройства. В основном, при помощи устройства согласно настоящему изобретению можно получить полный контроль над воском, с начала до конца технологического процесса его обработки, что означает революцию в области стоматологии, сравнимую с переходом от гусиного пера к перьевой авторучке.
Понятно, что настоящее изобретение может иметь другие модификации и варианты, не выходящие за рамки объема изобретения. В частности, системы регулирования скорости потока воздуха и воска могут отличаться от описываемых систем, а также средство подогрева может быть любого известного типа. Кроме того, поршень 18 может приводиться в действие другим способом, отличным от описанного. Наконец, все органы управления были описаны как механические, но понятно, что они могут быть любого другого типа, например электронные, и нажимные кнопки, расположенные на рукоятке 4, могут быть также сгруппированы на блоке 1 управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ложка для снятия слепка и одномоментного определения протетической плоскости | 2022 |
|
RU2790776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ОБТУРАТОРА РЕЗЕКЦИОННОГО ПРОТЕЗА ВЕРХНЕЙ ЧЕЛЮСТИ | 2001 |
|
RU2197919C2 |
| Многодозовая пипетка | 1980 |
|
SU1088650A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБТУРАТОРА РЕЗЕКЦИОННОГО ПРОТЕЗА ВЕРХНЕЙ ЧЕЛЮСТИ И КЮВЕТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2183438C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПУТЕМ ИНЖЕКТИРОВАНИЯ ВОСКА | 2011 |
|
RU2584839C2 |
| ЗУБНЫЕ ПРОТЕЗЫ, ЗУБНЫЕ ДУГИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2510252C2 |
| ДОЗАТОР ОХЛАЖДЕННЫХ ПОКРЫТИЙ ДЛЯ ДЕСЕРТОВ | 2007 |
|
RU2448024C2 |
| ТРУБКА ДЛЯ ВСПЕНИВАНИЯ | 2016 |
|
RU2710414C2 |
| ЗУБОТЕХНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ РАБОТЫ С ВОСКОМ | 2012 |
|
RU2508917C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ВЗБИВАНИЯ МОЛОКА | 2014 |
|
RU2678011C2 |
Изобретение относится к области медицины, в частности к ортопедической стоматологии, и может быть использовано при изготовлении протезов. Устройство для регулирования и накладывания воска для получения слепков и шаблонов, содержащее наконечник в форме лопатки, установленный на полой рукоятке, внутри которой расположен корпус, содержащий кусок твердого воска и сообщающийся с каналом для перемещения воска к наконечнику, средства подогрева воска, расположенные вокруг корпуса, средства дозирования воска и блок управления. Средства дозирования воска имеют нажимную кнопку, расположенную снаружи рукоятки и проходящую внутрь рукоятки с образованием горизонтального штифта, шарнирно соединенного с вертикальным штифтом, который шарнирно закреплен на оси и шарнирно соединен с другим горизонтальным штифтом, конец которого выполнен в виде пробки в днище корпуса для воска, причем горизонтальный штифт и нажимная кнопка выполнены с возможностью преодоления усилия воздействия пружины при перемещении. Технический результат изобретения заключается в возможности получения полного контроля над воском с начала до конца технологического процесса его обработки. 8 з.п. ф-лы, 6 ил.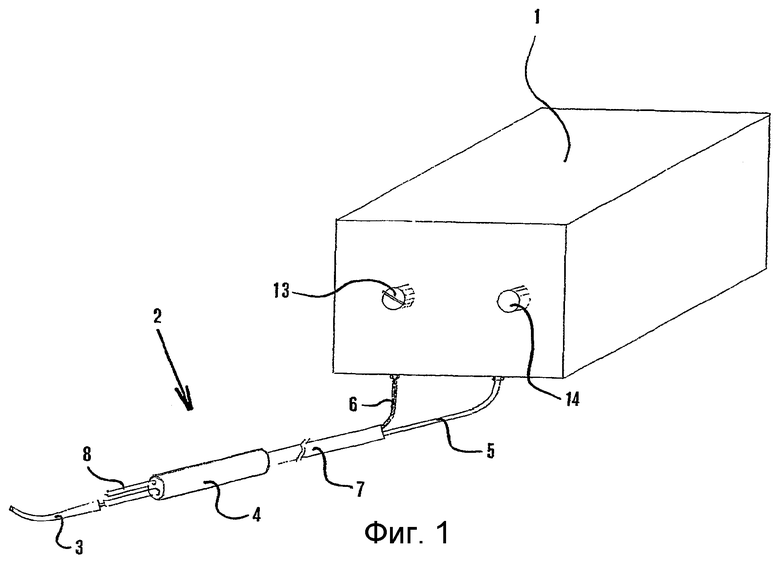
| US 3364577 А, 23.01.1968 | |||
| US 5073696 А, 17.12.1991 | |||
| Устройство для формирования восковыхзАгОТОВОК | 1979 |
|
SU827056A1 |

