Настоящее изобретение касается способа упаковывания сигарет в мягкие пачки. Изобретение может предпочтительно использоваться в машинах для изготовления сигаретных пачек, к которым относится последующее описание, при этом не ограничивая объем изобретения.
Обычно мягкие сигаретные пачки имеют, по существу, форму параллелепипеда и состоят из первой, полной внутренней обертки, выполненной из бумаги или металлизированной бумаги (фольги), размещенной непосредственно вокруг группы сигарет, также параллелепипедной формы, и второй, наружной обертки или этикетки.
Вторая обертка выполнена из отрезка оберточного материала, обычно бумаги, имеющего два продольных края и размещенного частично вокруг первой обертки, так чтобы оставить верхнюю поверхность последней свободной, с образованием передней, задней и двух боковых сторон пачки, а также загнута на низ первой внутренней обертки с образованием дна пачки.
Когда вторая обертка или этикетка уже согнута вокруг первой обертки, этикетка имеет свободный продольный край, продолжающийся вдоль образованного по периметру участка, поперечного пачке и смежного ее верхней поверхности, выполненного из фольги.
Обычно имеется акцизная марка, нанесенная так, чтобы перекрыть верх внутренней обертки, причем два ее конца приклеены на верхнем крае этикетки (второй обертки).
Поверхность этикетки должна быть видимой и на ней обычно отпечатаны декоративные изображения и логотипы, составляющие характерное цветное графическое изображение, идентифицирующее сорт и органолептические свойства сигарет внутри пачки.
Наконец, сигаретные пачки этого типа обычно также обертывают и запечатывают в защитную внешнюю обертку, выполненную из прозрачной пластиковой пленки, например полипропилена, и снабженную отрывной полосой для легкого разрывания внешней обертки, чтобы получить доступ к наружной обертке для открывания пачки.
Упаковочная машина, используемая для изготовления описанных мягких пачек, описанных выше, по существу содержит упаковочную линию, вдоль которой предварительно образованные группы сигарет подают к упаковочному рабочему месту, на котором соответствующий отрезок бумаги или металлизированной бумаги сгибают и обертывают вокруг каждой группы сигарет с образованием внутренней обертки. Затем каждую группу, обернутую первой оберткой, подают ко второй упаковочной линии, где соответствующую этикетку (вторую обертку) сгибают вокруг первой обертки, охватывающей группу сигарет. Когда операции упаковки завершены и нанесена акцизная марка, мягкие пачки обычно подают к другой машине, которая обертывает и запечатывает каждую отдельную пачку в защитную внешнюю обертку, выполненную из прозрачной пластиковой пленки.
Известны также мягкие сигаретные пачки, состоящие из единственной обертки. Эта единственная обертка имеет отпечатанный участок с хорошо определенным цветным графическим изображением для образования этикетки и служит для обертывания четырех боковых поверхностей и одной нижней поверхности группы сигарет и второй участок, имеющий вид металлической фольги, выполненный для покрывания верха сигаретной группы. Пачки этого типа обеспечивают очевидные экономические выгоды не только вследствие экономии оберточного материала, но также вследствие того, что упаковочные машины, используемые для их выполнения, являются более простыми, чем традиционная машина, описанная выше.
В патенте США №4508218 описана мягкая пачка из одной заготовки, выполненная в виде одной детали и также имеющая отпечатанный участок для образования этикетки и для обертывания четырех боковых и одной нижней поверхностей группы сигарет и второй участок, имеющий вид металлической фольги и служащий для покрывания верхнего торца сигаретной группы.
На разделительной линии, отделяющей первый участок от второго, и по всей ее длине заготовка имеет Z-образную складку, выполненную путем сгибания на 180° друг на друга двух продольных участков заготовки на указанной разделительной линии и размещения их друг на друге с образованием усиленного участка вдоль самой разделительной линии. Когда выполненная таким образом заготовка согнута и обернута вокруг сигаретной группы, усиленный участок размещается наверху пачки и смежно ему, непосредственно вокруг ее поперечного периметра. Этот Z-образный сгиб, кроме упрочнения пачки, также имитирует присутствие внутренней обертки и придает пачке вид традиционной мягкой пачки с двумя обертками.
Очевидно, заготовка оберточного материала, используемого для изготовления пачки этого типа, должна быть значительно шире заготовки, не имеющей такого Z-образного сгиба. Это означает, что требуется значительное количество дополнительного материала, что значительно повышает стоимость производства.
Задача настоящего изобретения состоит в создании мягкой пачки, выполненной из единственной обертки, способной имитировать присутствие внутренней и наружной оберток, чтобы она выглядела как традиционная мягкая пачка с двумя обертками, и требующей меньше бумажного оберточного материала, чем пачки с единственной оберткой уровня техники, кратко описанные выше, при этом одновременно имеющей участки, упрочняющие саму пачку.
Другая задача настоящего изобретения состоит в обеспечении возможности простым и экономичным способом использовать упаковочные машины упрощенного типа для осуществления всех стадий изготовления этой пачки.
Соответственно, изобретение предлагает способ упаковывания сигарет в мягкие пачки из единственной обертки, имеющей первый участок, образующий этикетку и частично обертывающий соответствующую группу сигарет, по существу, параллелепипедной формы с образованием передней, задней, двух боковых и нижней сторон пачки, и второй участок, обертывающий остальную часть группы сигарет с образованием верхней поверхности пачки; предлагаемый способ характеризуется тем, что предусматривает следующие стадии: подачи вдоль первого участка упаковочной машины первого и второго полотна упаковочного материала; наложения и прикрепления первого полотна ко второму полотну вдоль соответствующих соединительных участков, чтобы получить единое скрепленное полотно; разрезания скрепленного полотна поперечно на отдельные заготовки, каждая из которых образует единственную обертку пачки; сгибания и обертывания каждой отдельной заготовки вокруг соответствующей группы сигарет с образованием мягкой пачки с одной оберткой.
Настоящее изобретение также касается мягкой пачки из единственной обертки.
Изобретение предлагает мягкую сигаретную пачку, содержащую единственную обертку из оберточного материала, имеющего первый участок, образующий этикетку и частично обертывающий соответствующую группу сигарет, по существу, параллелепипедной формы с образованием передней, задней, двух боковых и нижней сторон пачки, и второй участок, обертывающий остальную сигаретную группу с образованием верхней поверхности пачки, причем первый участок ограничен вторым участком вдоль определенного (заданного) периметрического участка, смежного верху пачки; и эта пачка характеризуется тем, что указанная единственная обертка состоит из одной заготовки, содержащей первый отрезок и второй отрезок оберточного материала, полученного из первого и второго полотна оберточного материала, причем первый отрезок совмещен со вторым отрезком и прикреплен к нему вдоль соответствующих участков соединения и прикрепления, которые, когда пачка готова, расположены вдоль указанного периметрического участка, смежного верхней поверхности пачки.
Изобретение далее описывается со ссылкой на сопровождающие чертежи, на которых показаны предпочтительные варианты выполнения изобретения.
Фиг.1 - вид в перспективе, на котором некоторые части для ясности удалены, мягкой пачки с единственной оберткой по изобретению.
Фиг.2 - плоская развертка обертки по фиг.1.
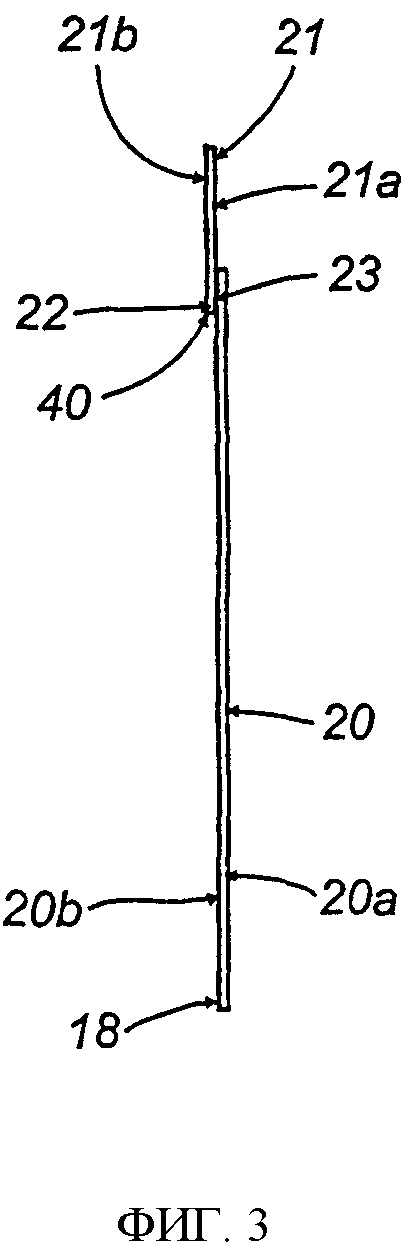
Фиг.3 - вид обертки в сечении по III-III на фиг.2.
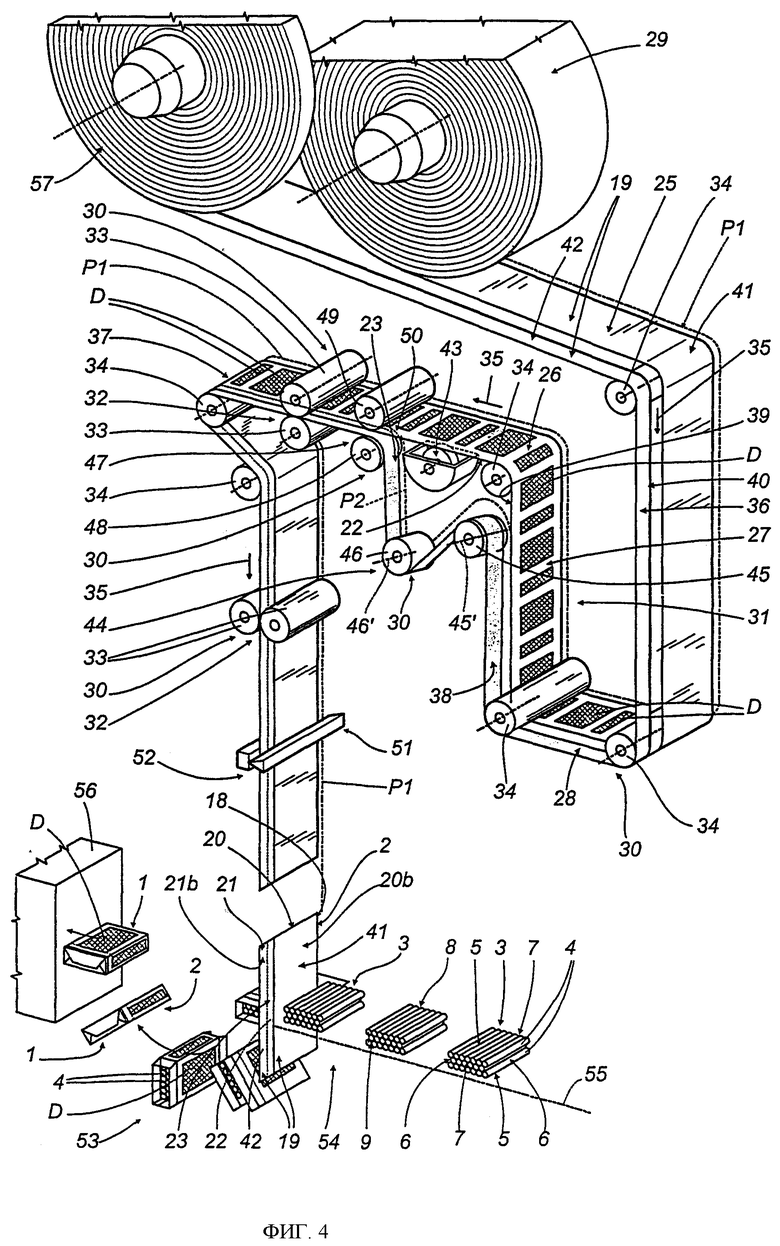
Фиг.4 - схематичный вид в перспективе предпочтительного варианта выполнения участка оберточной машины, пригодной для изготовления обертки по Фиг.2 и мягкой пачки по фиг.1.
На фиг.1 показана мягкая пачка 1, которая состоит из единственной обертки 2 для приема группы 3 сигарет 4. Как показано на фиг.4, каждая группа 3 сигарет 4 имеет, по существу, параллелепипедную форму и имеет две большие боковые поверхности 5, противоположные и параллельные друг другу, две маленькие боковые поверхности 6, противоположные и параллельные друг другу и смежные поверхностям 5, и две торцевые поверхности 7, противоположные и параллельные друг другу и образующие низ 8 и верх 9 самой группы 3.
Пачка 1 имеет первый отпечатанный участок 10, который образует так называемую этикетку 11, обернутую вокруг группы 3 сигарет 4 так, чтобы покрыть боковые поверхности 5, 6 и нижнюю поверхность 8, но не верх 9, с образованием передней 12, задней 13, двух боковых 14 и нижней 15 сторон пачки 1, и второй участок 16, выглядящий как металлическая фольга, обернутый вокруг верха 9 группы 3 с образованием верхней поверхности 17 пачки 1.
Как показано на фиг.2, 3 и 4, обертку 2 каждой пачки 1 выполняют путем обертывания и соответствующего сгибания вокруг группы 3 сигарет 4 одной заготовки 18 оберточного материала, который может быть либо того же типа, что и оберточный материал 19, и в этом случае одна заготовка 18 состоит из первого и второго отрезков 20, 21 оберточного материала 19 одного и того же типа, либо разного типа, причем первый оберточный материал обозначен позицией 41, а второй оберточный материал - позицией 42. В любом случае первый и второй отрезки 20, 21 частично перекрывают друг друга, соединены друг с другом и скреплены вдоль определенных (заданных) соединительных участков 22, 23 (участков соединения и прикрепления).
Как показано на фиг.2 и 3, первый отрезок 20 имеет наружную поверхность 20а, которая, когда пачка 1 готова, является видимой поверхностью и противоположной внутренней поверхности 20b, которая непосредственно контактирует с группой 3 сигарет 4. Наружная поверхность 20а имеет отпечатанные на ней декоративные изображения и логотипы конкретной графической формы, составляющие определенное графическое изображение, схематично представленное на чертежах штриховкой D. Когда второй отрезок 21 выполнен из материала того же типа, что и оберточный материал 19 первого отрезка 20, его наружная поверхность 21а, противоположная внутренней поверхности 21b, непосредственно контактирующей с сигаретами 4, отпечатан так, что он выглядит как металлическая фольга, а когда второй отрезок выполнен из оберточного материала 42, отличного от оберточного материала 41, из которого выполнен первый отрезок 20, то второй отрезок выполнен, например, из металлизированного материала 19, такого как фольга.
Первый отрезок 20 используют для обертывания четырех боковых поверхностей 5, 6 и торцевой поверхности 7, образующей нижнюю часть 8 соответствующей группы 3 сигарет 4, для образования соответствующей этикетки 11 для обертки 2, и, следовательно, для готовой пачки 1, получаемой, когда заготовку 18 полностью обернут вокруг группы 3, при этом второй отрезок 21 используют для обертывания другой торцевой поверхности 7, образующей верх 9 группы 3, для образования верхней поверхности 17 обертки 2 и, следовательно, полученной пачки 1.
Как показано на фиг.1, как только упаковка 1 готова, вышеупомянутые участки 22, 23, которыми отрезок 20 совмещен и скреплен со вторым отрезком 21, расположены вдоль определенного (заданного) периметрического участка пачки 1, схематично показанного для ясности штрих-пунктирной линией 24, смежного верхней поверхности 17 и продолжающегося параллельно четырем краям самой верхней поверхности 17.
Как показано на фиг.4, каждая отдельная заготовка 18, образующая единственную обертку 2 пачки 1, выполнена из двух отдельных полотен оберточного материала, а именно из первого и второго полотен 25 и 36 соответственно.
В варианте выполнения эти два полотна 25 и 36 выполнены из одного и того же оберточного материала 19, и в этом случае первое полотно 25 имеет на своей поверхности 26 соответствующий продольный участок 27, на котором отпечатано вышеупомянутое графическое изображение D, образующий наружную поверхность 20а первого отрезка 20, при этом второе полотно 36 имеет на своей поверхности 38 второй продольный участок 28 из такого же оберточного материала с равномерно нанесенной печатью, чтобы он выглядел как металлическая фольга, образующий наружную поверхность 21а второго отрезка 21.
В другом варианте выполнения два полотна 25 и 36 выполнены из двух разных типов оберточных материалов, то есть полотно 25 выполнено из оберточного материала 41 первого типа, имеющего на своей поверхности 26 соответствующий продольный участок 27, на котором отпечатано упомянутое графическое изображение D, образующий наружную поверхность 20а первого отрезка 20, а второе полотно 36 выполнено из оберточного материала 42 второго типа, состоящего из металлизированного материала или фольги.
Полотно 25 разматывают из рулона 29, а полотно 36 - из рулона 57, и их подают по первому пути Р1 подачи через узел 30, образующий часть первого участка 31 автоматической упаковочной машины (не показана).
В общем варианте выполнения, показанном на фиг.4, узел 30 содержит первое и второе устройство 32 для подачи полотен 25 и 36, каждое из которых содержит пару параллельных, горизонтальных подающих валков 33, работающих совместно друг с другом и расположенных на противоположных сторонах пути Р1, и несколько горизонтальных перемещающих валков 34, на которых полотна 25 и 36 разматываются по мере их перемещения вдоль пути Р1 подачи и в направлении 35 подачи, которое может изменяться на разных участках пути Р1.
Эти два полотна 25 и 36 имеют, соответственно, первый продольный край 39, который ограничивает первую область 27 первого полотна 25, и второй продольный край 40, который, в случае использования двух оберточных материалов 19 одного и того же типа, ограничивает вторую область 28. На первом крае 39, таким образом, образован соответствующий участок 22 первой продольной области 27, и, аналогично, соответствующий участок 23 второй продольной области 28 образован на втором крае 40. Эти два участка 22, 23 затем совмещаются, соединяются и скрепляются для получения единого скрепленного полотна 37.
Подробнее, полотно 25, выполнено ли оно из такого же оберточного материала 19, как и полотно 36, или из оберточного материала 41, отличного от оберточного материала 42, из которого выполнено полотно 36, всегда имеет первую продольную область 27 с отпечатанным цветным графическим изображением D, а второе полотно 36 всегда имеет вторую продольную область 28, которая имеет ровный вид металлической фольги. При этом для ясности следует отметить, что первый и второй соединительные и скрепляющие участки 22, 23 и, аналогично, края 39 и 40 являются одинаковыми, рассматриваем мы первую и вторую продольные области 27, 28 или первое и второе полотна 25, 36, или же мы рассматриваем первый и второй отрезок 20, 32, которые образуют отдельную заготовку 18 из оберточного материала.
Перед первым подающим устройством 32 узел 30 содержит клеевой (обмазывающий) ролик 43 известного типа, установленный на первом пути Р1 подачи для нанесения пленки клея на соединительный и скрепляющий участок 22 первого полотна 25.
Между подающим устройством 32 и обмазывающим роликом 43 узел 30 дополнительно содержит отклоняющий узел 44, содержащий первый направляющий полотно ролик 45, который вращается вокруг оси 45', наклоненной в направлении первого полотна 25 к самому краю 39 первого полотна 25, и второй направляющий полотно ролик 46, ось 46' которого наклонена в направлении первого полотна 25. Отклоняющий узел 44 выполнен для изменения пути подачи второго полотна 36, заставляя его перемещаться по второму пути Р2 подачи, отдельному от первого пути Р1 подачи.
Для полноты описания и лучшего понимания работы отклоняющего узла 44 ниже приводится краткое описание того, что происходит на отклоняющем узле 44 и на обмазывающем ролике 43.
Как показано на фиг.4, после подачи двух полотен 25 и 36 по одному пути Р1 второе полотно 36, когда оно перемещается по второму пути Р2, сначала сталкивается с первым роликом 45, который сдвигает второе полотно ближе к первому полотну 25, а затем со вторым роликом 46, который заставляет полотна сходиться на рабочем месте 50, накладывая второе полотно на первое полотно 25, так чтобы разместить второе полотно 36 в контакте с первым полотном 25 на соответствующих соединительных участках 22 и 23.
На рабочем месте 50 узел 30 снабжен выравнивающим узлом 47, содержащим третий ролик 48 для направления полотна и противоположный ролик 49, которые расположены горизонтально и работают совместно друг с другом на противоположных сторонах первого пути Р1. Третий ролик 48 служит для приема второго полотна 36, которое перемещается над ним, и для выравнивания второго пути Р2 подачи второго полотна 36 с первым путем Р1 подачи первого полотна 25, так чтобы совместить участок 23 второго полотна 36 с участком 22 первого полотна 25, на который обмазывающий узел 43 ранее нанес пленку клея. Отсюда следует, что отклоняющий узел 44 и выравнивающий узел 47 позволяют совместить и скрепить первую продольную область 27 с отпечатанным цветным графическим изображением D со второй продольной областью 28, отпечатанной так, чтобы она выглядела как металлическая фольга, с образованием единой обертки 37, скрепленной вдоль соответствующих соединительных участков 22 и 23 первой и второй продольных областей 27, 28.
Подробнее, противоположный ролик 49 прижимает участок 22 первого полотна 25 ко второму участку 23 второго полотна 36, таким образом обеспечивая правильное скрепление.
Скрепленное полотно 37 продвигается вдоль пути Р1 до рабочего места 51 разрезания, содержащего поперечный режущий узел 52 известного типа, служащий для поперечного разрезания скрепленного полотна 37 на отдельные заготовки 18.
Отдельные заготовки 18 циклично подают по пути Р1 к рабочему месту 53 обертывания второго участка 54 вышеупомянутой упаковочной машины (не показано), где имеется одно оберточное устройство известного типа (не показано), способное сгибать и обертывать каждую отдельную заготовку 18 вокруг каждой группы 3 сигарет 4, которая в это время достигает рабочего места 53 обертывания, перемещаясь вместе с отдельными заготовками 18 вдоль линии 55 образования групп во втором участке 54 упаковочной машины к рабочему месту 53 обертывания.
Как показано на фиг.4 и 1, изготавливаются мягкие пачки 1, состоящие из единственной обертки 2. В таких пачках первый продольный край 39 первой продольной области 27, несущий отпечатанное цветное графическое изображение D, который представляет собой край 39 первого отрезка 20 оберточного материала, и второй продольный край 40 второй продольной области 28, отпечатанный так, чтобы выглядеть как металлическая фольга, который представляет собой край 40 второго отрезка 2 оберточного материала, совмещены и скреплены вдоль вышеупомянутого периметрического участка 24, смежного верхней поверхности 17 пачки 1.
Как показано на фиг.1, когда пачка 1 готова, продольный край 39 первого отрезка 20 оберточного материала, образующий этикетку, является видимым и придает пачке вид традиционной мягкой пачки из двух оберток.
Кроме того, когда пачка 1 готова, первый продольный край 39 первого отрезка 20 оберточного материала и второй продольный край 40 второго отрезка оберточного материала, совмещенные и прикрепленные друг к другу вокруг всего вышеупомянутого периметрического участка 24, смежного верхней поверхности 17 пачки 1, образуют усиление оберточного материала, что упрочняет соответствующий участок самой пачки 1. Готовые пачки 1 затем подают к другой машине известного типа, схематично показанной в виде блока 56. Работа узла 30 ясна из вышеуказанного описания и поэтому не описывается более подробно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПАКОВКИ СИГАРЕТ В МЯГКИЕ ПАЧКИ И МЯГКАЯ ПАЧКА | 2000 |
|
RU2235667C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИГАРЕТНЫХ ПАЧЕК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2228286C2 |
| УПАКОВОЧНАЯ МАШИНА ДЛЯ СИГАРЕТ | 1999 |
|
RU2228887C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПАЧКИ СИГАРЕТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2240266C2 |
| ПАЧКА ДЛЯ СИГАРЕТ | 1999 |
|
RU2250187C2 |
| ЖЕСТКАЯ СИГАРЕТНАЯ ПАЧКА С ШАРНИРНО ПРИКРЕПЛЕННОЙ КРЫШКОЙ И СИГАРЕТНАЯ УПАКОВКА, ВМЕЩАЮЩАЯ НЕСКОЛЬКО УКАЗАННЫХ ПАЧЕК | 2000 |
|
RU2257322C2 |
| УПАКОВКА ДЛЯ СИГАРЕТ | 2005 |
|
RU2353565C2 |
| ЖЕСТКАЯ СИГАРЕТНАЯ ПАЧКА | 2001 |
|
RU2283266C2 |
| СИГАРЕТНАЯ ПАЧКА | 2009 |
|
RU2478545C1 |

Изобретение относится к области упаковывания сигарет в мягкие пачки. Способ упаковывания сигарет в мягкие пачки содержит единственную обертку, имеющую участок, образующий этикетку и частично обертывающий соответствующую группу сигарет параллелепипедной формы с образованием передней, задней, двух боковых и нижней сторон пачки, имеющую второй участок, обертывающий остальную часть группы сигарет с образованием верхней поверхности пачки. Способ предусматривает следующие стадии: подачи вдоль первого участка упаковочной машины первого и второго полотна упаковочного материала, наложения и прикрепления первого полотна ко второму полотну вдоль соответствующих соединительных участков так, чтобы получить единое скрепленное полотно, разрезания скрепленного полотна поперечно на отдельные заготовки, каждая из которых образует единственную обертку пачки, и сгибания и обертывания каждой отдельной заготовки вокруг соответствующей группы сигарет с образованием мягкой пачки с единственной оберткой. Предложена также мягкая пачка, содержащая единственную обертку из оберточного материала, полученная данным способом. Изобретение позволяет использовать упаковочные машины упрощенного типа для изготовления данной пачки с уменьшением бумажного оберточного материала. 2 н. и 17 з.п. ф-лы, 4 ил.
| УПАКОВКА ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ, В ЧАСТНОСТИ СИГАРЕТ, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2129080C1 |
| Механизм выталкивания роторнойТАблЕТОчНОй МАшиНы | 1979 |
|
SU831628A1 |
| US 5035935 A, 30.07.1991 | |||
| US 5876317 A, 02.03.1999 | |||
| US 4508218 A, 02.04.1985. | |||

