Настоящее изобретение касается способа формирования пачки сигарет.
В частности, настоящее изобретение касается способа формирования по существу жесткой пачки сигарет с шарнирной крышкой, содержащей полужесткую наружную обертку, внутреннюю обертку, обычно образованную листом фольги, обернутым вокруг соответствующей группы сигарет, и накладку, контактирующую с наружной поверхностью внутренней обертки.
В табачной промышленности используют упаковочную машину, содержащую конвейер с гнездами для подачи последовательности групп сигарет к передающему колесу, которое последовательно принимает и подает группы ко второму колесу через рабочее место подачи непрерывного ряда внутренних листов оберточного материала, обычно листов фольги. Каждый внутренний лист сгибают U-образно вокруг соответствующей группы, когда группа перемещается от первого колеса ко второму, а затем еще больше сгибают вокруг группы, когда группу подают дальше на втором колесе. Сгибание каждого внутреннего листа вокруг соответствующей группы сигарет обычно завершается, когда группа передается на третье колесо, на котором группа вместе с полностью сформированной внутренней оберткой подается дальше и принимает соответствующую накладку, U-образно согнутую вокруг группы, когда группа передается на четвертое колесо. Совокупность, образованная группой, соответствующей внутренней оберткой и соответствующей накладкой, затем передается четвертым колесом к конечному упаковочному колесу, обеспечивающему формирование наружной обертки.
Европейская патентная заявка ЕР-А1-716016 раскрывает сигаретно-упаковочную машину вышеупомянутого типа, в которой сгибание внутреннего листа вокруг соответствующей группы сигарет завершается на обертывающем колесе так, чтобы получить полностью сформированную внутреннюю обертку. Затем полностью сформированная внутренняя обертка подается к соответствующем месту последовательно обертывающего колеса, на который были предварительно поданы и U-образно согнуты соответствующая накладка и соответствующий купон.
Хотя и тщательно испытанная при использовании на самых современных упаковочных машинах вышеупомянутая последовательность колес имеет несколько недостатков, заключающихся обычно в размере и высокой стоимости упаковочных машин вследствие использования большого количества колес.
Задача настоящего изобретения состоит в том, чтобы обеспечить способ упаковки, устраняющий вышеупомянутые недостатки.
Согласно настоящему изобретению обеспечивается способ формирования пачки сигарет, как изложено в п.1 формулы.
В описанном выше способе указанную накладку, указанный внутренний лист оберточного материала и указанную группу сигарет предпочтительно подают к указанному одному и тому же месту последовательно и в этом же порядке. Согласно предпочтительному варианту выполнения способа, описанного выше, по меньшей мере часть накладки и по меньшей мере часть внутреннего листа сгибают вместе вокруг соответствующей группы сигарет и внутри указанного места.
Настоящее изобретение также касается устройства для формирования пачки сигарет.
Согласно настоящему изобретению обеспечивается устройство для формирования пачки сигарет, как изложено в п.8 формулы.
Неограничивающий вариант выполнения изобретения будет описан в качестве примера со ссылкой на сопровождающие чертежи, на которых:
фиг.1 - схематичный вид сбоку, с удаленными для большей ясности частями, предпочтительного варианта выполнения устройства по настоящему изобретению;
фиг.2 - вид в перспективе в увеличенном масштабе детали по фиг.1;
фиг.3 - виды в вертикальном разрезе, с частями в сечении и с удаленными для большей ясности частями детали по фиг.2 в двух различных рабочих положениях;
фиг.4 и 5 - виды сбоку, с частями в сечении и с удаленными для большей ясности частями детали по фиг.2 в двух других различных рабочих положениях;
фиг.6 - вид сверху детали по фиг.2;
фиг.7 - последовательность рабочих стадий, осуществляемых устройством по фиг.1.
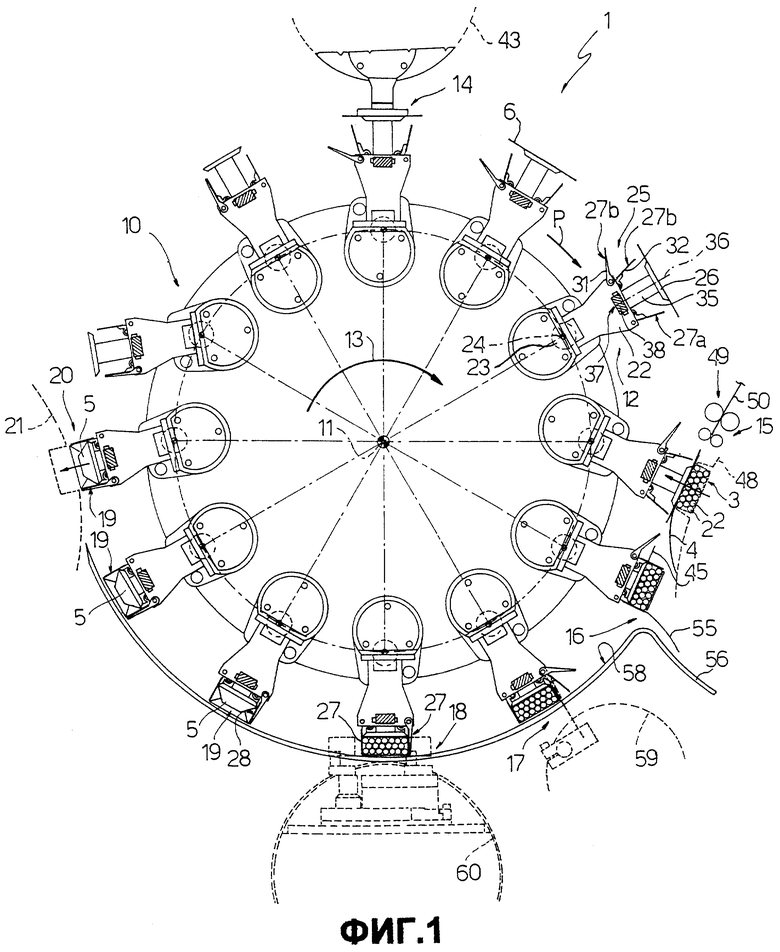
Позицией 1 на фиг.1 обозначено в целом устройство для упаковки сигарет 2 в жесткие пачки (не показаны) с шарнирной крышкой.
Каждая жесткая пачка (не показана) содержит: группу 3 сигарет 2, внутренний лист 4 оберточного материала, обернутый вокруг группы 3 с образованием внутренней обертки 5, и накладку 6 на наружной стороне внутренней обертки 5.
Каждая группа 3 имеет по существу форму параллелепипеда с по существу прямоугольными участками (фиг.7а и 7b), имеет продольную ось 3а, параллельную оси сигарет 2, и имеет две параллельные большие боковые поверхности 7, две параллельные меньшие боковые поверхности 8, перпендикулярные поверхностям 7, и две параллельные торцевые поверхности 9, перпендикулярные поверхностям 7 и 8.
Устройство 1 содержит обертывающее колесо 10, установленное с возможностью вращения на фиксированной раме (не показана) и вращаемое, предпочтительно непрерывно, известным двигателем (не показан) относительно рамы (не показана) вокруг оси 11, перпендикулярной плоскости фиг.1.
Колесо 10 содержит несколько транспортирующих и обертывающих узлов 12, которые разнесены на равные расстояния по периферии колеса 10, продолжаются радиально наружу и питаются колесом 10 вдоль по существу круговой траектории, продолжающейся вокруг оси 11 и имеющей участок, образующий определенный обертывающий путь Р.
Как показано на фиг.1, путь Р продолжается в направлении перемещения 13 - в показанном примере, по часовой стрелке - от подбирающего рабочего места 14, на котором каждый узел 12 принимает соответствующую накладку 6. Вдоль пути Р также расположены в следующем порядке: рабочее место 15 подачи, на котором каждый узел 12 последовательно принимает лист 4 оберточного материала, предпочтительно фольги, и группу 3 сигарет 2; несколько рабочих мест 16, 17, 18 сгибания, на которых лист 4 и накладка 6 сгибаются вокруг соответствующей группы 3 с образованием комплекта 19, образованного группой 3, соответствующей внутренней оберткой 5 и соответствующей накладкой 6, U-образно согнутой вокруг внутренней обертки 5; передающее рабочее место 20, на котором комплект 19 передается от соответствующего узла 12 к конечному упаковочному колесу 21.
Каждый узел 12 содержит раму 22, которая продолжается радиально наружу от периферии колеса 10 и внутренним концом установлена на валу 23, проходящем через колесо 10 с возможностью вращения так, чтобы качаться относительно колеса 10, посредством кулачкового приводного устройства (не показано) вокруг оси 24, параллельной оси 11.
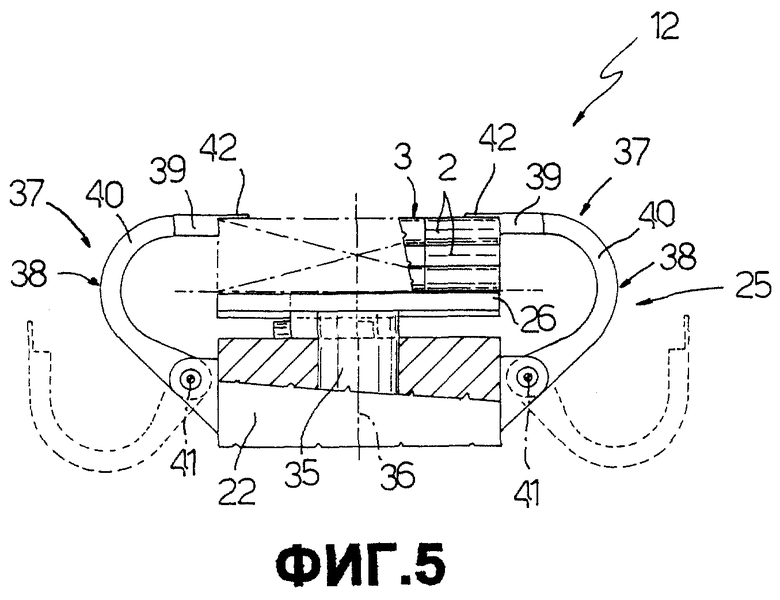
Каждый узел 12 имеет гнездо 25 изменяемой формы, присоединенное к свободному концу соответствующей рамы 22 и имеющий вогнутую поверхность, обращенную радиально наружу.
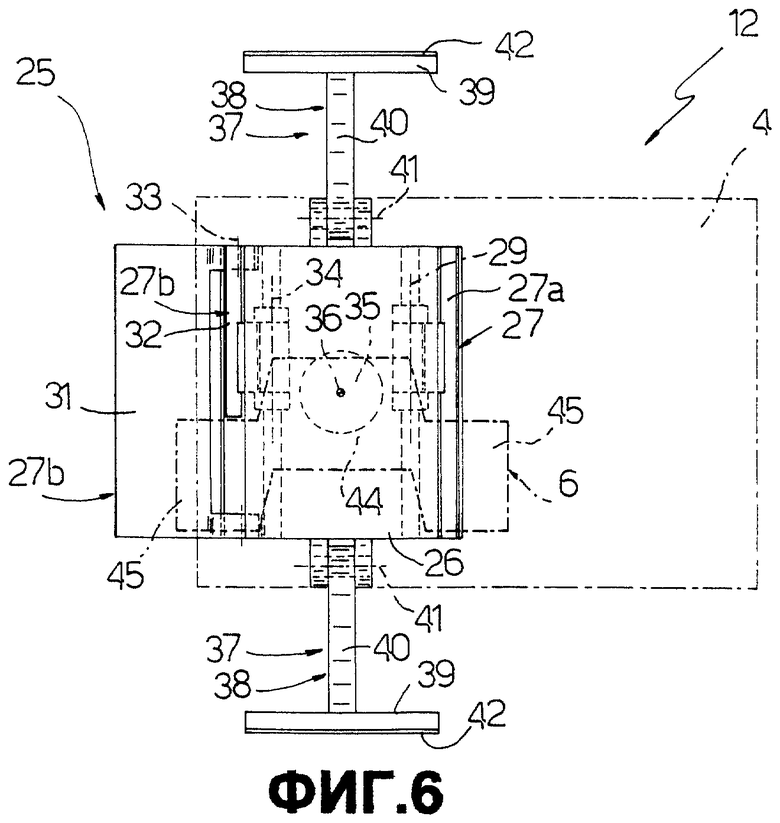
Каждое гнездо 25 содержит нижнюю стенку 26 и две боковые стенки 27, расположенные поперечно направлению 13 перемещения колеса 10. В частности, одна из стенок 27 расположена перед стенкой 26 в направлении 13, и далее упоминается как стенка 27а, тогда как другая стенка расположена сзади стенки 26 в направлении 13 и далее упоминается как стенка 27b.
Стенки 27 каждого гнезда 25 могут перемещаться, подвижны между сближенным положением, в котором стенки 27 по существу перпендикулярны соответствующей стенке 26, и раздвинутым положением, в котором стенки 27 отстоят друг от друга. В сближенном положении стенки 27 образуют полость 28 для размещения соответствующей группы 3, которая для этой цели имеет ширину, измеренную параллельно оси 11, по существу равную большим размерам поверхностей 7, и длину, измеренную поперечно оси 11, по существу равную меньшим размерам поверхностей 7.
Стенка 27а шарнирно соединена со свободным концом рамы 22 для перемещения между указанными сближенным и раздвинутым положениями посредством вращения относительно рамы 22 и с помощью известного приводного устройства (не показано) вокруг оси 29, параллельной оси 11. Стенка 27а образована в виде одной детали с шириной, измеренной параллельно оси 11, по существу равной ширине полости 28, тогда как стенка 27b содержит два участка 31 и 32, причем участок 31 расположен за участком 32 в направлении 13 и имеет ширину, измеренную параллельно оси 11, по существу равную ширине полости 28 и превышающую ширину участка 32.
Эти два участка 31 и 32 шарнирно соединены со свободным концом соответствующей рамы 22 для вращения, по отдельности и независимо друг от друга, между указанными сближенным и раздвинутым положениями. В частности, два участка 31 и 32 вращаются с помощью соответствующих известных приводных устройств и относительно соответствующей рамы 22 вокруг соответствующих осей 33 и 34 параллельно оси 29.
Стенка 26 продолжается параллельно оси 24 и имеет размеры, по существу равные указанным ширине и длине полости 28, и присоединена к валу 35, имеющему ось 36, перпендикулярную оси 24. Вал 35 соединен с возможностью аксиального скольжения с рамой 22 и перемещается с помощью известного приводного устройства (не показано) между оттянутым положением и выдвинутым положением, в котором стенка 26 располагается снаружи полости 28.
Каждый узел 12 также содержит захватывающее устройство 37, которое совместно со стенками 26 и 27 соответствующего гнезда 25 удерживает группу 3 внутри гнезда 25.
Захватывающее устройство 37 содержит два зажима 38, расположенных на противоположных сторонах вала 35 в направлении, параллельном оси 11, причем каждый зажим содержит зажимную головку 39 и изогнутый стержень 40, который шарнирно соединен со свободным концом соответствующей рамы 22 и качается относительно рамы 22 с помощью известного приводного устройства (не показано), и вокруг оси 41, поперечной оси 11 и по существу параллельной направлению 13 - к и от положения захвата, в котором конец соответствующей группы 3 захвачен против у стенки 26 в оттянутом положении между стенками 27.
Каждая головка 39 имеет продольный край 42, который продолжается параллельно соответствующей оси 41 и имеет ширину, измеренную параллельно оси 41, по существу равную меньшему размеру каждой поверхности 7 группы 3 и углубляется внутрь, принимая по существу L-образное поперечное сечение.
В рабочем использовании обертывающее колесо 10 подает каждый узел 12 к подбирающему рабочему месту 14 так, что соответствующее гнездо 25 достигает рабочего места 14 с нижней стенкой 27 в выдвинутом положении и с боковыми стенками 27 в раздвинутом положении.
На рабочем месте 14 известное устройство 43 снабжает гнезда 25 (известным образом) с накладками 6, содержащими центральную стенку 44 и два боковых выступа 45, расположенных на противоположных сторонах стенки 44 и соединенных со стенкой 44 вдоль соответствующих предварительно образованных линий 46 сгиба, продолжающихся параллельно продольной оси симметрии 47 накладки 6. Накладка 6 размещается на стенке 26 в плоской исходной конфигурации, в которой стенка 44 и выступы 45 копланарны друг другу. В этой связи следует заметить, что накладка 6 размещается так, чтобы центральная панель 44 контактировала со стенкой 26, а продольная 47 располагалась поперечно направлению 13 перемещения, и чтобы накладка удерживалась в контакте со стенкой 26 с помощью известных всасывающих устройств (не показано).
Для этого узел 12 подают к рабочему месту 15 подачи синхронно как с конвейером 48 с гнездами для подачи групп 3, так и с известным подающим устройством 49 для формирования непрерывного ряда листов 4 известным образом из непрерывной полосы 50 и для подачи листов 4 последовательно к рабочему месту 15 одновременно с соответствующими накладками 6 и соответствующими группами 3 и в направлении, по существу касательном конвейеру 48.
На рабочем месте 15 нижняя стенка 26 все еще установлена в выдвинутом положении так, чтобы поддерживать накладку 6 в плоской исходной конфигурации; боковые стенки 27 все еще находятся в раздвинутом положении; а устройство 49 и конвейер 48 расположены так, чтобы подать на стенку 26 плоский лист 4, непосредственно контактирующий с накладкой, и группу 3, плоско уложенную так, чтобы большая боковая поверхность 7 непосредственно контактировала с листом 4, а ось 3а располагалась поперечно направлению 13. В частности, лист 4 располагают на стенке 26 так, чтобы центральный участок 52 листа был обращен к стенке 26 и по существу контактировал с ней, относительно большой участок 53 листа выступал вперед, в направлении 13 от стенки 26, а относительно малый участок 54 листа выступал назад от стенки 26.
На рабочем месте 15 стенка 26 в выдвинутом положении поддерживается касательно к контейнеру 48 посредством качания узла 12 управляемым образом вокруг соответствующей оси 24.
Поскольку узел 12 проходит через рабочее место 15, совместная работа известного толкающего устройства (не показано), перемещаемого конвейером 48, и контр-толкателя, образованного стенкой 26 и валом 35, обеспечивает введение накладки 6, листа 4 и группы 3 в соответствующее гнездо 25. В этой связи следует заметить, что в описанном устройстве 1 накладка 6, лист 4 и группа 3 подаются по отдельности к рабочему месту 15 и вводятся в соответствующее гнездо 25 строго в том же порядке, то есть накладка 6 - первой, а группа 3 - последней.
Поскольку группа 3 переносится к соответствующему гнезду 25, стенка 27а и участок 32 стенки 27b перемещаются в сближенное положение, тогда как участок 31 стенки 27b остается в раздвинутом положении.
Когда стенка 27а перемещается в сближенное положение, она одновременно зацепляет и сгибает как лист 4, так и накладку 6 в соответствующие L-образные конфигурации вокруг соответствующей группы 3, тогда как участок 32 при перемещении в сближенное положение, и с учетом его ширины и расположения, только зацепляет лист 4, который вследствие совместной работы участка 32 и стенки 27а сгибается в U-образную конфигурацию (фиг.7с), в которой два участка 53 и 53 расположены перпендикулярно участку 52, часть 55 участка 53 выступает радиально наружу от группы 3, а участок 54 заключается в толще группы 3.
Когда нижняя стенка 26 достигает оттянутого положения, захваты 38 соответствующего захватывающего устройства 37 перемещаются в положение захвата и взаимодействуют со стенкой 26, стенкой 27а и участком 32 для плотного удержания группы 3 внутри гнезда 25. В ходе этого частично изогнутая форма стержней 40 предотвращает их зацепление с участками листа 4, продолжающимися наружу от стенки 26 в направлении, поперечном направлению 13.
Поскольку узел 12 проходит через рабочее место 16, фиксированная пластина 56 сгибает часть 55 участка 53 на свободную поверхность 7 группы 3 (фиг.7d) так, что концевой участок 57 участка 55 выступает назад от группы 3. Пластина 56 коаксиальна обертывающему колесу 10 и образует вместе с колесом 10 канал 58, вдоль которого группы 3 подаются между рабочим местом 16 сгибания и передающим рабочим местом 20.
На рабочем месте 17 сгибания участок 32 постепенно перемещается в открытое положение, чтобы обеспечить постепенное введение известного сгибающего узла 59 между участком 32 и соответствующей поверхностью 8, и таким образом согнуть участок 57 на группе 3 и частично на участке 54 (фиг.7е), чтобы образовать по существу трубчатую обертку.
В этот момент после возвращения участка 32 в сближенное положение участок 31 стенки 27b гнезда 25 также перемещается в сближенное положение для зацепления и сгибания соответствующих боковых выступов 45 накладки 6 в форму под прямым углом к центральной стенке 44 на соответствующую поверхность 8 группы 3 и на наружную сторону листа 4 (фиг.7f).
Затем на сгибающем рабочем месте 18 зажимы 38 перемещаются в открытое положение, и известный сгибающий узел 60 соединяет концы внутренней обертки 5 с завершением образования комплекта 19.
Наконец, на передающем рабочем месте 20 на выходе из канала 58 комплект 19 перемещается известным образом (не показан) к упаковочному колесу 21.



Изобретение касается способа и устройства для формирования жесткой пачки сигарет с шарнирной крышкой, содержащей группу сигарет, внутренний лист оберточного материала, обернутого вокруг указанной группы сигарет с образованием внутренней обертки, и на наружной стороне указанной внутренней обертки. Способ согласно изобретению предусматривает раздельную подачу накладки, внутреннего листа и группы сигарет к одному и тому же месту на одном обертывающем конвейере, причем накладку и внутренний лист раздельно подают к тому же месту в соответствующих плоских исходных конфигурациях. Устройство содержит соответствующие средства подачи, обеспечивающие раздельную подачу накладки, внутреннего листа и группы сигарет к одному месту. Изобретение позволяет уменьшить экономические затраты при формировании пачек сигарет за счет снижения стоимости упаковочной машины, обусловленного уменьшением количества колес. 2 с. и 13 з.п. ф-лы, 7 ил.

| Модулятор света | 1978 |
|
SU716016A1 |
| ФИЗИОТЕРАПЕВТИЧЕСКИЙ КОМПЛЕКС | 2002 |
|
RU2238770C2 |
| US 5353815 А, 11.10.1994. | |||

