Настоящее изобретение относится к способу производства сигаретных пачек с откидной крышкой.
Сигаретные пачки с откидной крышкой обычно производят на автоматических машинах, содержащих шаговые конвейеры и использующих различные способы, которые основаны на двух противоположных принципах: первый, в котором группу сигарет и плоскую заготовку подают вместе, и заготовка свертывается вокруг группы сигарет, чтобы заключить группу внутри заготовки; и второй, в котором заготовку свертывают с образованием гнезда, группа вставляется в гнездо, и чтобы заключить группу сигарет внутри заготовки, выполняют дополнительные сгибы.
Способы, основанные на втором принципе, широко использовались ранее и имеют преимущество в том, что ускоряют производство сигаретных пачек посредством того, что позволяют параллельно осуществлять отдельные операции с заготовками и группами сигарет перед их объединением, так чтобы оставалось сделать относительно мало сгибов, когда группы сигарет уже вставлены в заготовки. Способы, основанные на втором принципе, однако, требуют очень точного введения группы сигарет в гнездо, чтобы избежать повреждения группы или заготовки, и по этой причине было доказано, что они не подходят для использования на автоматических машинах непрерывного действия, на которых очень высокая скорость, с которой вместе подают группы и заготовки, не позволяет поддерживать группу и заготовку обращенными друг к другу достаточно долго для того, чтобы обеспечить правильное введение группы в гнездо из заготовки.
Способы, основанные на первом принципе, безусловно, больше подходят для использования на автоматических машинах непрерывного действия тем, что любая неточность при объединении вместе группы и заготовки не причиняет повреждений ни той, ни другой и может быть исправлена позднее при сгибании заготовки сгибающими устройствами. Тем не менее, такие способы при использовании на автоматических машинах непрерывного действия также имеют недостатки, поскольку они требуют того, чтобы эти машины были оборудованы большим количеством подвижных сгибающих устройств, которые усложняют машину и работают, только когда группы сигарет и заготовки соединены вместе.
DE-3536791 раскрывает автоматическую упаковочную машину для непрерывного производства и заполнения пачек с откидной крышкой. В машине, раскрытой в DE-3536791, заготовки подают из множества накопителей с помощью непрерывно перемещающегося подающего конвейера к также непрерывно вращающемуся сгибающему конвейеру; уже предварительно согнутые заготовки вставляют посредством подающего колеса непосредственно в гнезда гнездовой цепи и при транспортировке таких гнезд предварительно изготовленные блоки сигарет перемещаются к гнездам и заготовкам в них посредством диагональных конвейеров; в результате почти согнутые в готовое состояние пачки с откидными крышками выталкиваются из гнезд сопровождающими конвейерами таким же способом.
DE-3536791 раскрывает упаковочную машину непрерывного действия, которая частично сгибает заготовки перед подачей соответствующего блока сигарет к такой заготовке; однако машина, раскрытая в DE-3536791, оказалась относительно сложной и громоздкой и, таким образом, дорогой.
Задача настоящего изобретения состоит в создании способа производства сигаретных пачек с откидной крышкой, сконструированных так, чтобы исключить недостатки известных устройств, и который, в частности, подходит для использования на автоматических машинах непрерывного действия.
Данная задача решается за счет того, что в способе производства сигаретных пачек с откидными крышками на автоматической машине непрерывного действия, в которой заготовка закрывается вокруг группы сигарет, причем заготовка имеет продольную ось, заднюю стенку, первые клапаны, соединенные с задней стенкой, и второй и третий клапаны, соединенные с первыми клапанами, согласно изобретению заготовку подают непрерывно по заданному пути продольной осью заготовки поперек пути, а первые клапаны отгибают относительно указанной задней стенки таким образом, что второй и третий клапаны размещаются так, чтобы перехватываться фиксированными отгибающими устройствами, расположенными вдоль пути.
Предпочтительно первые клапаны шарнирно соединены с задней стенкой по первым линиям сгиба, параллельным продольной оси заготовки, а второй и третий клапаны шарнирно соединены с первыми клапанами по соответствующим второй и третьей линиям сгиба, перпендикулярным продольной оси заготовки.
Предпочтительно второй и третий клапаны отгибают под прямым углом относительно первых клапанов.
Предпочтительно первые клапаны отгибают для образования заданного угла, меньшего 90°, относительно задней стенки и для установки второго и третьего клапанов в положение перехвата.
Предпочтительно группу сигарет загружают на заднюю стенку заготовки после отгибания второго и третьего клапанов под прямым углом относительно первых клапанов.
Предпочтительно первые клапаны размещают по существу компланарно с задней стенкой перед тем, как группу загружают на заднюю стенку.
Предпочтительно при отгибании первых, второго и третьего клапанов относительно задней стенки вводят заготовку в гнездо, имеющее боковые стенки, противоположные первым клапанам, и проталкивают заднюю стенку на нижнюю стенку гнезда.
Предпочтительно второй и третий клапаны выступают на противоположные стороны от боковых стенок.
Предпочтительно фиксированные отгибающие устройства представляют собой два спиральных отгибающих устройства, расположенных вдоль заданного пути, так что подвижные стенки каждого гнезда вводятся между спиральными отгибающими устройствами.
Предпочтительно первые клапаны отгибают на группу сигарет с образованием прямого угла с задней стенкой.
Предпочтительно второй и третий клапаны отгибают на прямой угол относительно соответствующих первых боковых клапанов перед загрузкой группы сигарет на заднюю стенку, и первые боковые клапаны отгибают для создания заданного угла перед тем, как загружают группы сигарет на заднюю стенку.
Предпочтительно заданный угол составляет 45° или прямой угол.
Предпочтительно после того, как группа сигарет загружена на заднюю стенку, первые боковые клапаны сгибаются на прямые углы относительно стенки и контактируют с группой сигарет, при этом поддерживая второй и третий клапаны по существу перпендикулярными соответствующим первым боковым клапанам.
Предпочтительно первые клапаны частично отгибаются таким образом, что второй и третий клапаны размещаются так, чтобы перехватываться фиксированными отгибающими устройствами.
Предпочтительно заготовку перемещают непрерывно с помощью первого конвейера, образующего первый путь, вдоль которого расположены первая позиция переноса для перемещения заготовок к первому конвейеру, и вторая позиция переноса для перемещения групп сигарет к первому конвейеру; при этом второй и третий клапаны отгибают вдоль участка пути, проходящего между первой и второй позициями переноса.
Предпочтительно на каждую заготовку наносят клей посредством разбрызгивающего устройства нанесения клея, расположенного между первой и второй позициями переноса.
Предпочтительно каждую заготовку подают к первому конвейеру в плоском состоянии.
Данная задача решается и за счет того, что машина для производства сигаретных пачек с откидными крышками, в которой заготовка, содержащая продольную ось, заднюю стенку, первые клапаны, соединенные с задней стенкой, и второй и третий клапаны, соединенные с первыми клапанами, закрывается вокруг группы сигарет, согласно изобретению содержит первый конвейер непрерывного действия, имеющий гнезда и подающий заготовки по заданному пути продольной осью заготовки поперек пути; и фиксированные отгибающие средства, расположенные вдоль пути, причем каждое гнездо имеет боковые стенки для отгибания первых клапанов относительно задней стенки так, что второй и третий клапаны размещены таким образом, чтобы перехватываться фиксированными отгибающими устройствами.
Предпочтительно боковые стенки каждого гнезда выполнены с возможностью поворота вокруг соответствующих осей, поперечных указанному пути, при этом фиксированные отгибающие устройства проходят параллельно пути для отгибания второго и третьего клапанов под прямым углом относительно первых клапанов.
Предпочтительно каждое гнездо содержит нижнюю стенку для удерживания задней стенки, причем боковые стенки каждого гнезда выполнены с возможностью поворота вокруг осей относительно нижней стенки для отгибания первых клапанов на заданный угол, менее 90°, относительно задней стенки и для установки указанных второго и третьего клапанов в положение перехвата.
Предпочтительно машина содержит второй конвейер для подачи заготовок к первому конвейеру, причем второй конвейер содержит головки для перемещения соответствующих плоских заготовок, и при этом каждая головка вводится в соответствующее гнездо для переноса заготовки и одновременно отгибания первых клапанов на заданный угол относительно задней стенки.
Предпочтительно машина содержит третий конвейер для перемещения группы сигарет на заднюю стенку заготовки после того, как второй и третий клапаны отогнуты под прямым углом относительно первых клапанов.
Предпочтительно указанные боковые стенки гнезда являются подвижными вокруг соответствующих осей, для изменения угла, образованного между первыми клапанами и задней стенкой, перед загрузкой на заднюю стенку группы сигарет.
Предпочтительно фиксированными отгибающими устройствами являются два спиральных отгибающих устройства, отстоящих на заданное расстояние, в направлении, поперечном заданному пути, так что боковые стенки каждого гнезда перемещаются между спиральными отгибающими устройствами.
Не ограничивающий вариант выполнения изобретения будет описан посредством примера со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 - вид в перспективе сигаретной пачки, выполненной при использовании способа согласно изобретению;
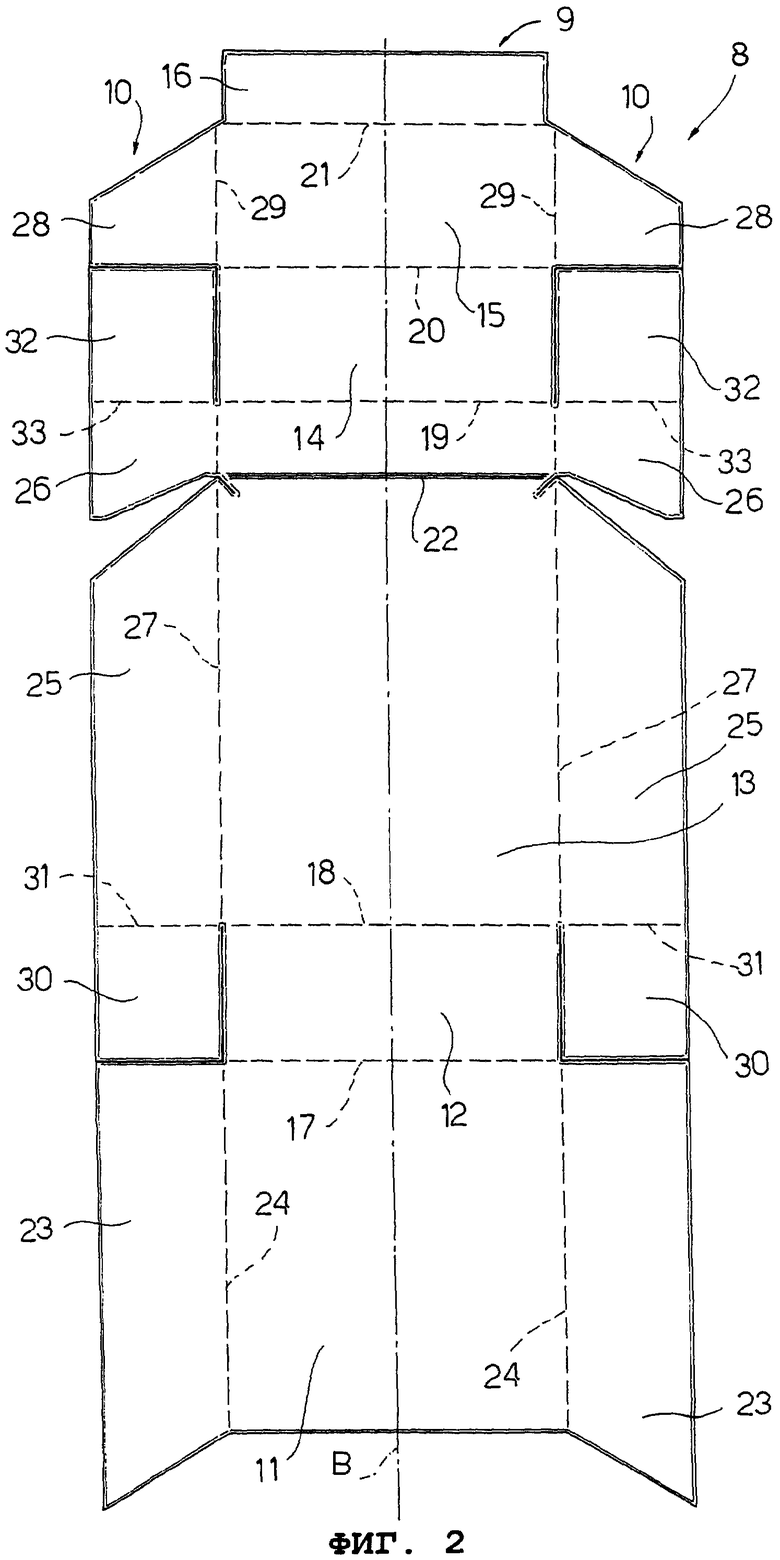
Фиг.2 - вид сверху плоской заготовки, которую можно использовать для формирования пачки с Фиг.1;
Фиг.3 - вид сбоку машины для производства сигаретных пачек с деталями, удаленными для ясности, при использовании способа согласно изобретению;
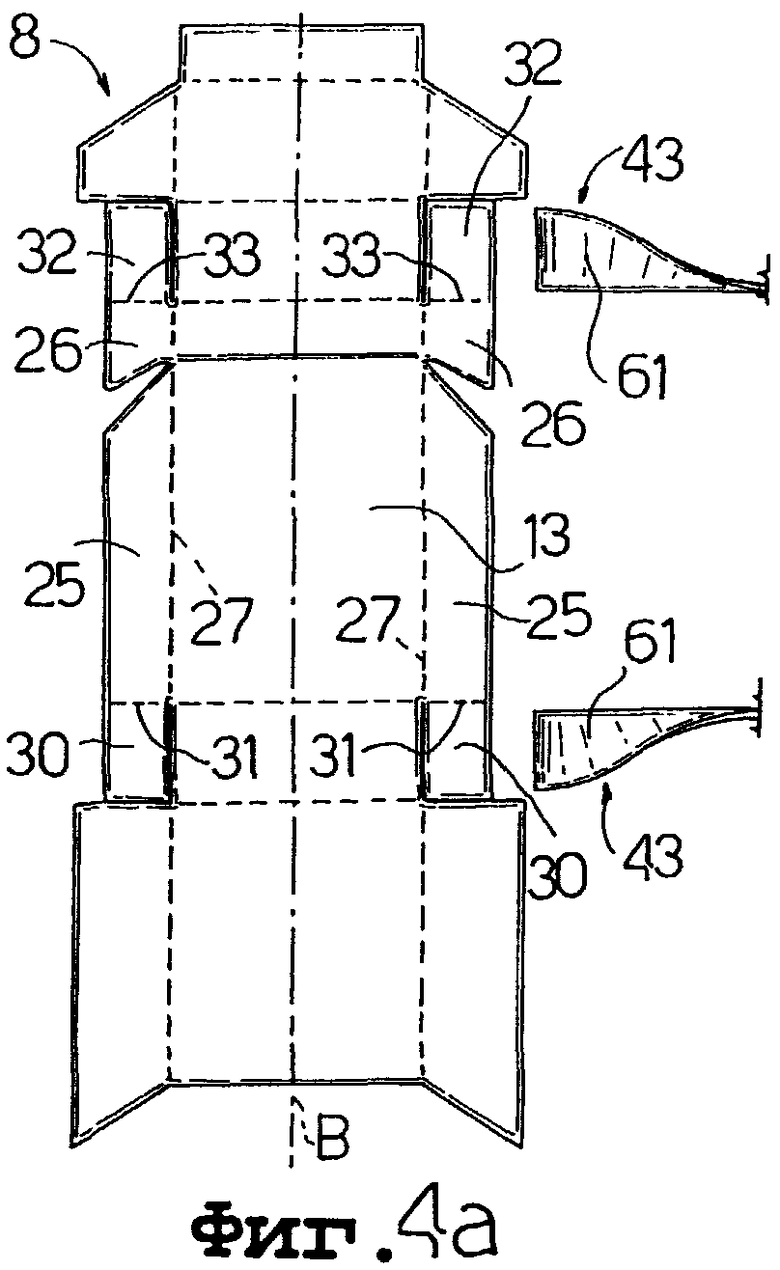
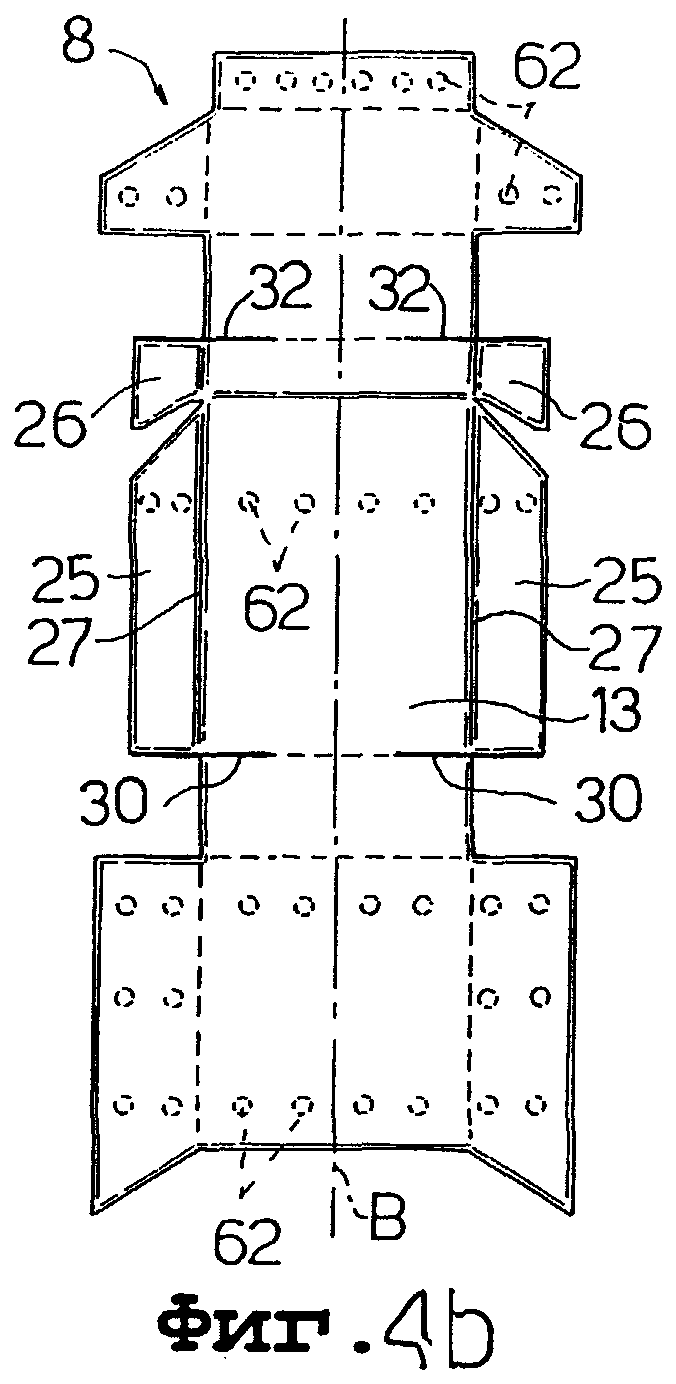
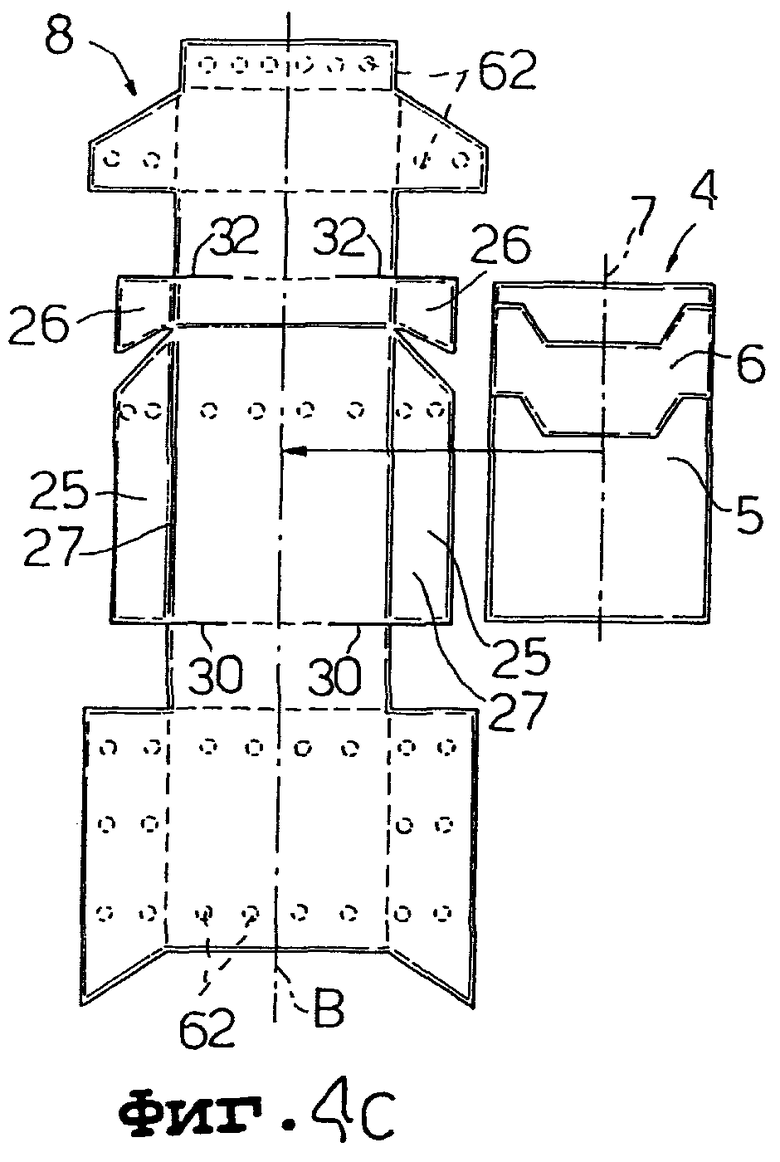
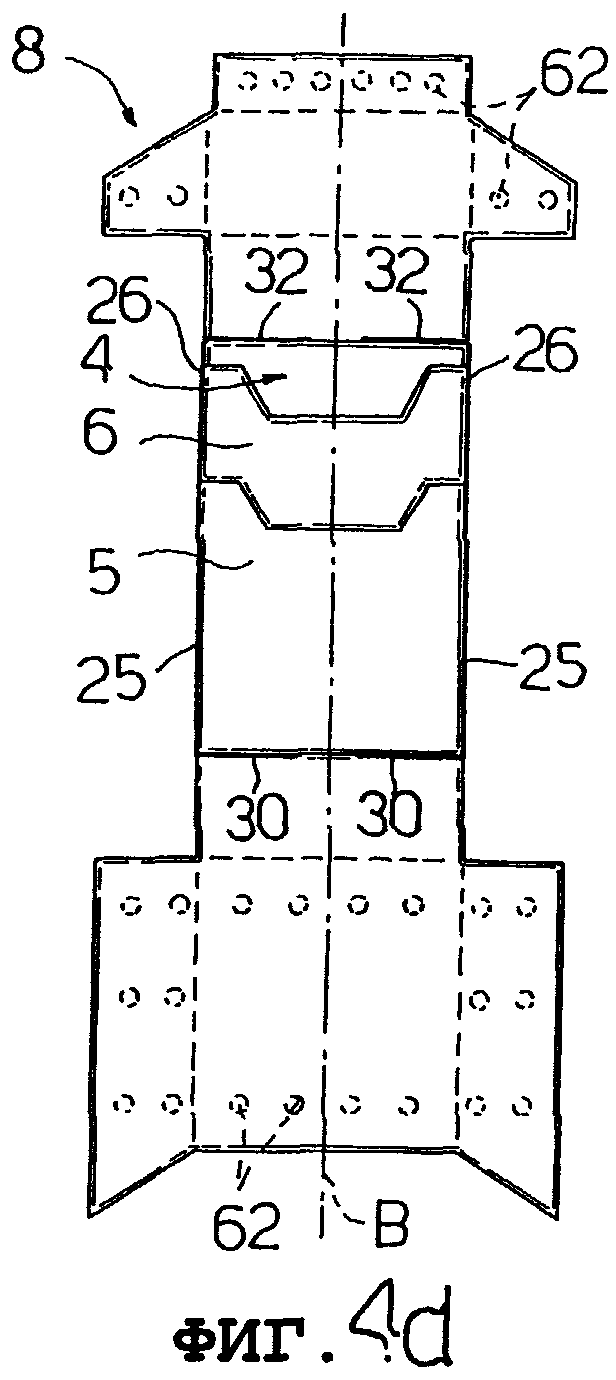
Фиг.4a-4d - вид сверху заготовки с Фиг.2, свернутой частично, на последовательных стадиях способа согласно изобретению;
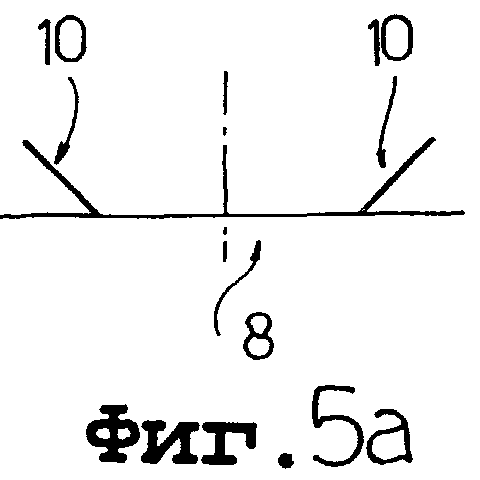
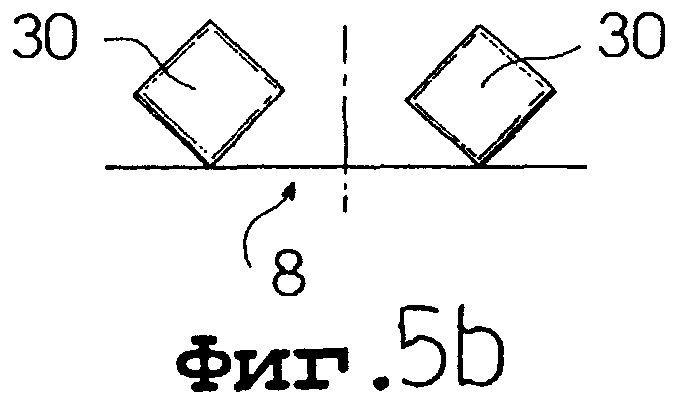
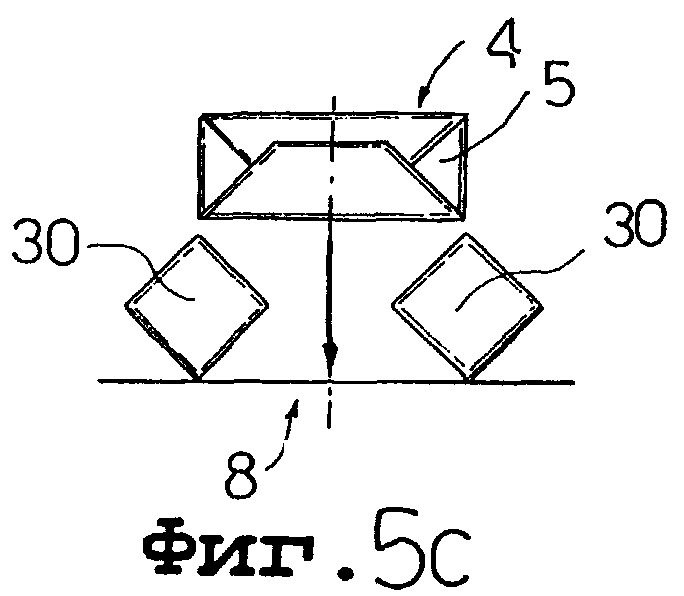
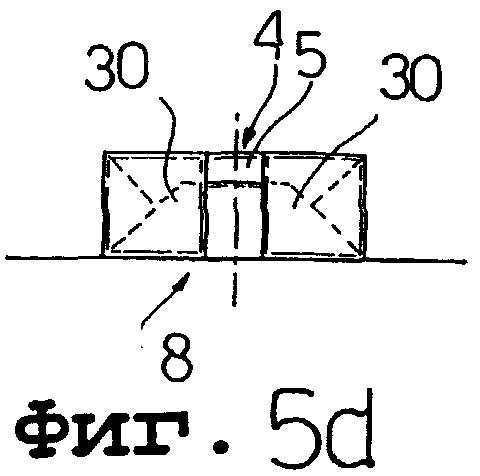
Фиг.5a-5d - вид спереди заготовки с Фиг.2, свернутой частично, на последовательных стадиях способа согласно изобретению;
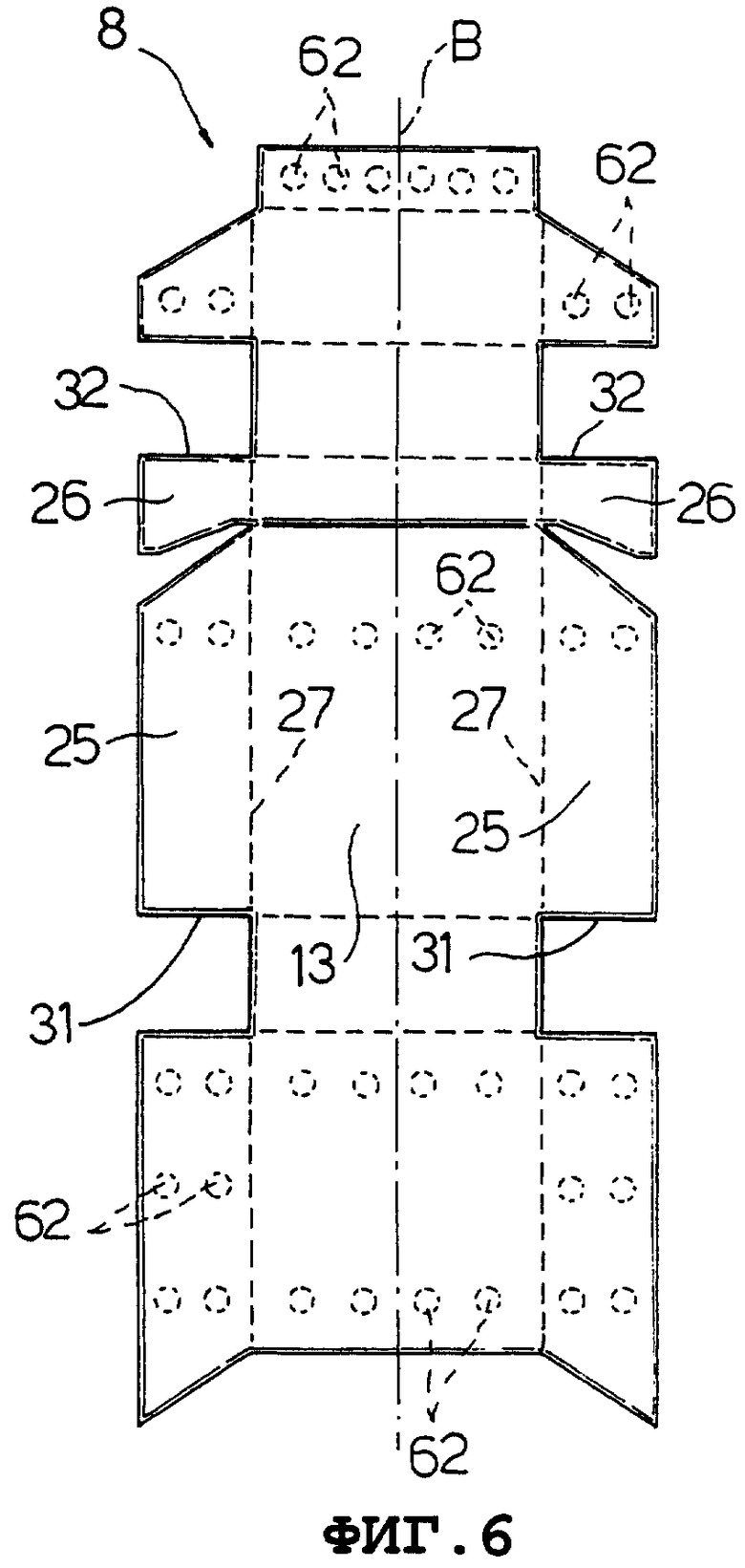
Фиг.6 - вид сверху заготовки, свернутой частично, согласно варианту способа изобретения;
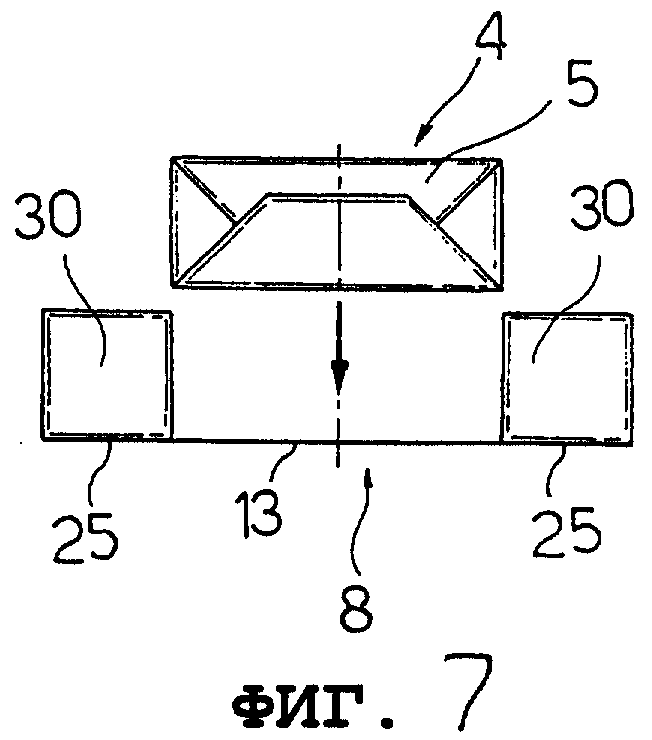
Фиг.7 - вид спереди заготовки с Фиг.6.
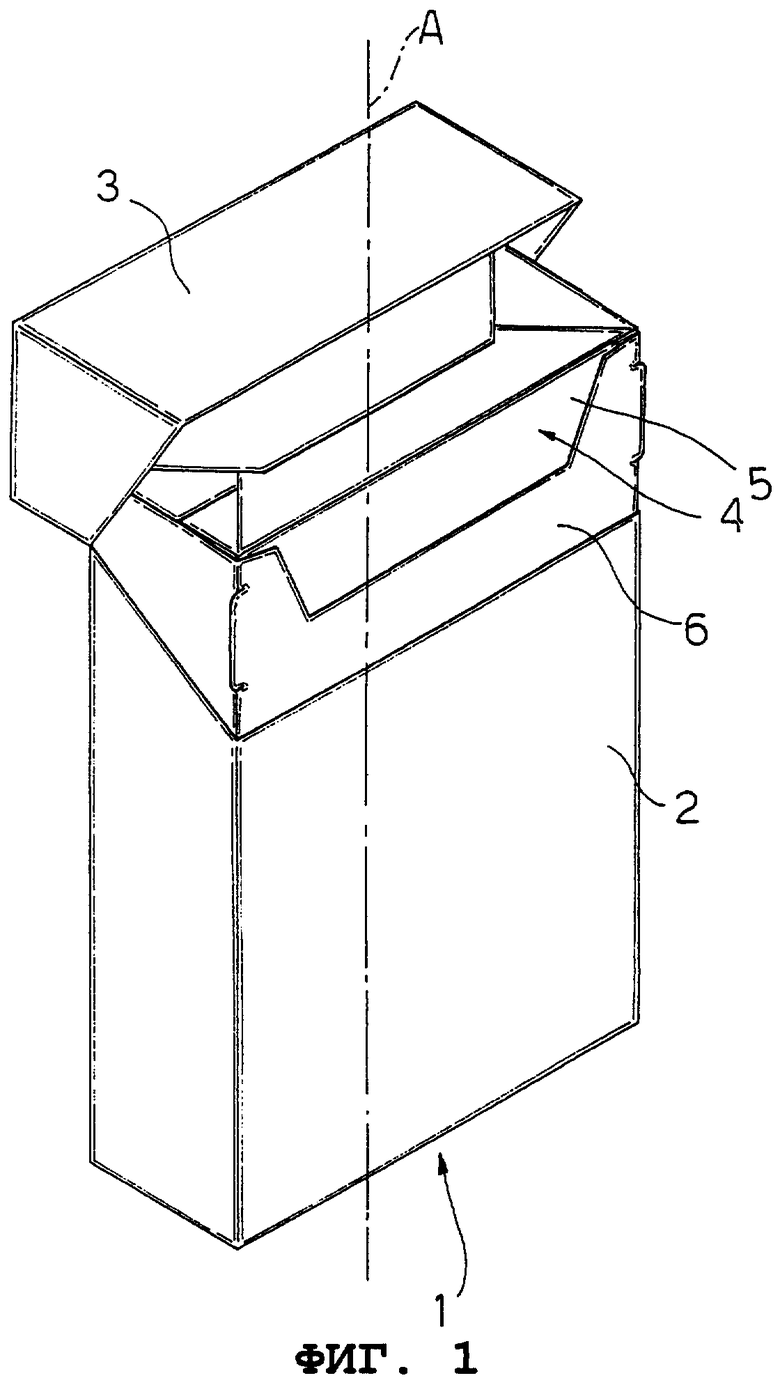
Позицией 1 на Фиг.1 обозначена пачка с откидной крышкой в форме параллелепипеда, имеющая продольную ось А. Пачка 1 содержит чашеобразный корпус 2; откидную крышку 3, подвижную относительно чашеобразного корпуса 2; и группу 4 сигарет, помещенную в чашеобразный корпус 2. Группа 4 образована заданным количеством сигарет (не показано на Фиг.1), обернутых в лист 5; и выступ 6 контактирует с листом 5 и выступает частично относительно чашеобразного корпуса 2. Группа 4 сигарет по существу имеет такую же форму параллелепипеда, что и пачка 1, и имеет продольную ось 7, совпадающую с осью А пачки 1.
Как видно из Фиг.2, пачка 1 образована из удлиненной картонной заготовки 8, имеющей продольную ось В симметрии. Заготовка 8 содержит центральный участок 9 и два боковых участка 10, по существу параллельных оси В заготовки. Участок 9 содержит последовательно переднюю стенку 11, нижнюю стенку 12, заднюю стенку 13, верхнюю стенку 14, переднюю стенку 15 крышки 3 и створку 16. Стенки 11-15 и створка 16 отделены друг от друга соответствующими предварительно образованными линиями сгиба 17-21, поперечными относительно продольной оси В заготовки; а задняя стенка 13 имеет дополнительную линию сгиба 22, поперечную относительно продольной оси В заготовки и выполняющую функцию шарнира между крышкой 3 и чашеобразным корпусом 2, когда заготовка 8 согнута с образованием пачки 1.
Каждый участок 10 содержит клапан 23, соединенный со стенкой 11 линией сгиба 24, параллельной продольной оси В заготовки; два первых клапана 25 и 26, соединенных со стенкой 13 линией сгиба 27, параллельной продольной оси В заготовки; и клапан 28, соединенный со стенкой 15 линией сгиба 29, параллельной продольной оси В заготовки. Каждый первый клапан 25 выполнен за одно целое со вторым клапаном 30, который расположен между клапанами 23 и 25 и соединен с первым клапаном 25 линией сгиба 31, перпендикулярной продольной оси В заготовки. Каждый первый клапан 26 выполнен за одно целое с третьим клапаном 32, который расположен между клапанами 26 и 28 и соединен с первым клапаном 26 линией сгиба 33, перпендикулярной продольной оси В заготовки. При использовании, чтобы сформировать пачку 1, показанную на Фиг.1, каждая стенка 11-15, створка 16 и каждый клапан 23, 25, 26, 28, 30 и 32 должны быть отогнуты вокруг смежных линий сгиба 17-21, 24, 27, 29, 31 и 33 с осуществлением всего 15 отгибов, которые выполнены на автоматической машине 34, частично показанной на Фиг.3. Машина 34 содержит раму 35, которая поддерживает упаковочное колесо 36, вращающееся вокруг оси 37; колесо 38 для подачи заготовок 8 к колесу 36 и вращающееся вокруг оси 39, параллельной оси 37; и упаковочное колесо 40, вращающееся вокруг оси 41, параллельной оси 37, и которое после сгибания листа 5 и размещения выступа 6 подает группы 4 сигарет к колесу 36. Машина 34 также содержит разбрызгивающее устройство 42 нанесения клея и два спиральных отгибающих устройства 43, только одно из которых показано на Фиг.3. Колесо 36 содержит диск 44; и несколько гнезд 45, отстоящих на равные расстояния вокруг оси 37 и перемещаемых по кольцевому пути Р1 вокруг оси 37. Каждое гнездо 45 может быть ориентировано относительно диска 44 вокруг соответствующей оси 46, параллельной оси 37, и содержит нижнюю стенку 47 и две боковое стенки 48, шарнирно прикрепленные и перемещаемые относительно нижней стенки 47 вокруг соответствующих осей 48а, параллельных оси 37. Гнездо 45 ориентируется и боковые стенки 48 гнезда размещаются, например, посредством соответствующего известного кулачкового и толкающего механизма, не показан.
Колесо 38 содержит диск 49 и несколько захватывающих головок 50, отстоящих на равные расстояния вокруг оси 39 и перемещаемых вдоль соответствующего кольцевого пути Р2, проходящего вокруг оси 39. Каждая захватывающая головка 50 может быть ориентирована относительно диска 49 вокруг соответствующей оси 51 посредством известного механизма, не показан, например кулачкового или толкающего механизма, и содержит захватывающую поверхность 52, на которой заготовка 8 удерживается посредством вакуумирования.
Как и колеса 36 и 38, колесо 40 содержит диск 53; и несколько гнезд 54, отстоящих на равные расстояния вокруг оси 41 и перемещаемых вдоль соответствующего кольцевого пути Р3, проходящего вдоль оси 41. Каждое гнездо 54 может быть ориентировано относительно диска 53 вокруг соответствующей оси 55 посредством известного механизма, не показан, например кулачкового или толкающего механизма, и содержит нижнюю стенку 56 и две боковые стенки 57, перпендикулярные нижней стенке 56.
Гнезда 45 и 54 и головки 50 выполнены такого размера, чтобы перемещать заготовки 8 и группы 4 сигарет относительно продольной оси В заготовки и оси 7, параллельных осям 37, 39 и 41 соответствующих колес 36, 38 и 40. Более конкретно, поверхность 52 каждой головки 50 имеет по существу такой же размер, как центральный участок 9 заготовки 8, и является по существу более параллельной, чем поперечной оси 39; и каждое гнездо 45 выполнено такого размера, что нижняя стенка 47 действует в качестве опоры для центрального участка 9 заготовки 8, а боковые стенки 48 гнезд обращены к первым клапанам 25 и 26 заготовки 8; и гнездо 54 выполнено такого размера, чтобы разместить группу 4 сигарет большей поверхностью группы 4 сигарет в контакт с нижней стенкой 56, и удлиненными боковыми поверхностями группы 4 сигарет в контакт с боковыми стенками 57.
Машина 34 содержит позицию 58 переноса для перемещения заготовок 8 от колеса 38 к колесу 36; и позицию 59 переноса для перемещения групп 4 сигарет от колеса 40 к колесу 36. Со ссылкой на путь Р1 позиция 59 расположена вниз по ходу от позиции 58, которая отклоняется под углом приблизительно 90° относительно позиции 59. Устройство 42 нанесения клея расположено между позициями 58 и 59 и содержит несколько насадок 60, проходящих параллельно оси 37 и обращенных к участку пути Р1 между позициями 58 и 59.
Спиральные отгибающие устройства 43 расположены сразу после позиции 58 и (хотя и не показаны на Фиг.3 для ясности) проходят параллельно пути Р1 к точке за позицией 59. Каждое спиральное отгибающее устройство 43 содержит ленту 61, которая изначально параллельна оси 37 и скручивается так, чтобы быть в итоге перпендикулярной оси 37, прежде чем достичь позиции 59. Два спиральных отгибающих устройства 43 поддерживаются рамой 35 и разделены промежутком, по существу равным длине боковых стенок 48 гнезд 45, так что при использовании боковой стенки 48 подают между спиральными отгибающими устройствами 43.
При использовании колеса 36, 38 и 40 машины 34 вращаются непрерывно и с постоянной скоростью вокруг соответствующих осей 37, 39 и 41; заготовки 8 подаются последовательно колесом 38 и переносятся от колеса 38 к колесу 36 на позиции 58, каждая заготовка 8 перемещается на колесе 38 в плоской конфигурации, показанной на Фиг.2, и удерживается посредством вакуумирования (присасывания) на соответствующей головке 50, поверхность 52 которой контактирует с участком 9 заготовки 8; вверх и вниз по ходу от позиции 58 переноса каждая головка 50 и соответствующее гнездо 45 ориентируются вокруг соответствующих осей 51 и 46, так что поверхность 52 параллельна нижней стенке 47; вдоль участка пути Р1 на позиции 58 переноса боковые стенки 48 гнезда 45 наклонены относительно стенки 47; гнездо 45 и головка 50 ориентированы так, что заготовка 8 перемещается к гнезду 45 при движении относительно гнезда 45 по существу перпендикулярно стенке 47; а боковые стенки 48 гнезда размещены так, что первые клапаны 25 и 26 отгибаются с образованием заданного угла относительно стенки 13, как показано на Фиг.4а и 5а. Хотя этот заданный угол, показанный на Фиг.5а, составляет приблизительно 45°, способ можно также осуществлять с другими углами, в частности углами менее 90°. Первые клапаны 25 и 26 отгибаются по линии сгиба 27; а второй и третий клапаны 30 и 32, соединенные соответственно с первыми клапанами 25 и 26, также образуют указанный заданный угол относительно стенок 12 и 14.
На следующей стадии перемещения гнездо 45 удерживает заготовку 8 в вышеуказанном заданном положении посредством присасывания стенками 47 и подает заготовку 8 во взаимодействие со спиральными отгибающими устройствами 43, которые расположены между стенкой 12 и вторыми клапанами 30 и между стенкой 14 и третьими клапанами 32 соответственно. При скольжении вдоль спиральных отгибающих устройств 43 второй и третий клапаны 30 и 32 отгибаются по существу под прямым углом к первым клапанам 25 и 26 по соответствующим линиям сгиба 31 и 33, как показано на Фиг.4b и Фиг.5b. На этой стадии заготовка 8 перемещается мимо устройства 42 нанесения клея, которое имеется для нанесения пятен 62 клея на заготовку 8. На Фиг.4с и 5с группа 4 сигарет загружается на стенку 13 заготовки и перемещается на позицию 59 гнездами 45 и 54, ориентированными так, чтобы удерживать стенки 47 и 56 двух соответствующих гнезд 45 и 54 обращенными друг к другу и параллельными друг другу; в этом состоянии группа 4 сигарет загружается на стенку 13 и удерживается на стенке 13 известными элементами (не показаны) гнезда 45. Боковые стенки 48 гнезда затем закрываются для приведения первых клапанов 25 и 26 в контакт с группой 4 сигарет, при этом поддерживающие второй и третий клапаны 30 и 32 перпендикулярны первым клапанам 25 и 26, как показано на Фиг.4d и 5d, посредством спиральных отгибающих устройств 43.
В варианте, показанном на Фиг.6 и 7, когда второй и третий клапаны 30 и 32 отгибаются относительно первых клапанов 25 и 26, стенки 48 гнезда 45 поворачиваются относительно стенки 47 в положение, по существу компланарное стенке 47, так что первые клапаны 25 и 26 отскакивают в положение, компланарное стенке 13, а второй и третий клапаны 30 и 32 размещаются перпендикулярно стенке 13. Другими словами, заготовка 8 принимает конфигурацию, показанную на Фиг.6 и 7, для приема группы 4 сигарет. При сгибании под углом, близком к прямому углу, первые клапаны 25 и 26 будут отскакивать только немного в промежуточное положение между положением, выровненным с задней стенкой 13, и положением, немного наклонным относительно задней стенки 13.
Другими словами, подвижные боковые стенки 48 гнезда 45 используют для отгибания первых клапанов 25 и 26 на группу 4 сигарет и в то же время для частичного отгибания клапанов 25, 26, 30 и 32 относительно задней стенки 13, так что вторые и третьи клапаны 30 и 32 размещаются так, чтобы перехватываться спиральными отгибающими устройствами 43.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО КОНТЕЙНЕРА ВЫДВИЖНОЙ УПАКОВКИ ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2647315C2 |
| СИГАРЕТНАЯ ПАЧКА | 2009 |
|
RU2427519C1 |
| УПАКОВКА | 2006 |
|
RU2422341C1 |
| ПАЧКА ДЛЯ ИЗДЕЛИЙ СИГАРЕТНОЙ ПРОМЫШЛЕННОСТИ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2822029C2 |
| ПАЧКА ДЛЯ СИГАРЕТ | 2015 |
|
RU2696026C2 |
| УПАКОВКА | 2006 |
|
RU2383478C2 |
| УПАКОВКА И ЗАГОТОВКА ДЛЯ ЕЕ ФОРМИРОВАНИЯ | 2009 |
|
RU2459754C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ ПАЧЕК С ШАРНИРНОЙ КРЫШКОЙ И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2191116C2 |
| СПОСОБ УПАКОВЫВАНИЯ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕСТКОЙ СИГАРЕТНОЙ ПАЧКИ С ОТКИДНЫМ ОТКРЫВАНИЕМ | 2012 |
|
RU2596036C2 |
| СИГАРЕТОУПАКОВОЧНАЯ МАШИНА ДЛЯ ПРОИЗВОДСТВА ЖЕСТКИХ ПАЧЕК С ШАРНИРНОЙ КРЫШКОЙ | 2009 |
|
RU2477701C2 |
Изобретение относится к способу и устройству для производства сигаретных пачек с шарнирной крышкой. Способ производства сигаретных пачек (1) с откидными крышками осуществляется на автоматической машине (34) непрерывного действия, в которой заготовка (8) закрывается вокруг группы (4) сигарет. При этом заготовка (8) имеет продольную ось, заднюю стенку, первые клапаны, соединенные с задней стенкой, и второй и третий клапаны, соединенные с первыми клапанами. Способ предусматривает непрерывную подачу указанной заготовки (8) вдоль заданного пути (Р1) продольной осью (В) заготовки поперек пути (Р1). При этом отгибают первые клапаны относительно задней стенки заготовки так, что второй и третий клапаны размещались таким образом, чтобы перехватываться фиксированными сгибающими устройствами (43), расположенными вдоль указанного пути (P1). Изобретение позволяет упростить процесс изготовления сигаретных пачек с откидными крышками, а машину для осуществления этого способа сделать менее сложной и громоздкой, и, следовательно, менее дорогой. 2 н. и 23 з.п. ф-лы, 7 ил.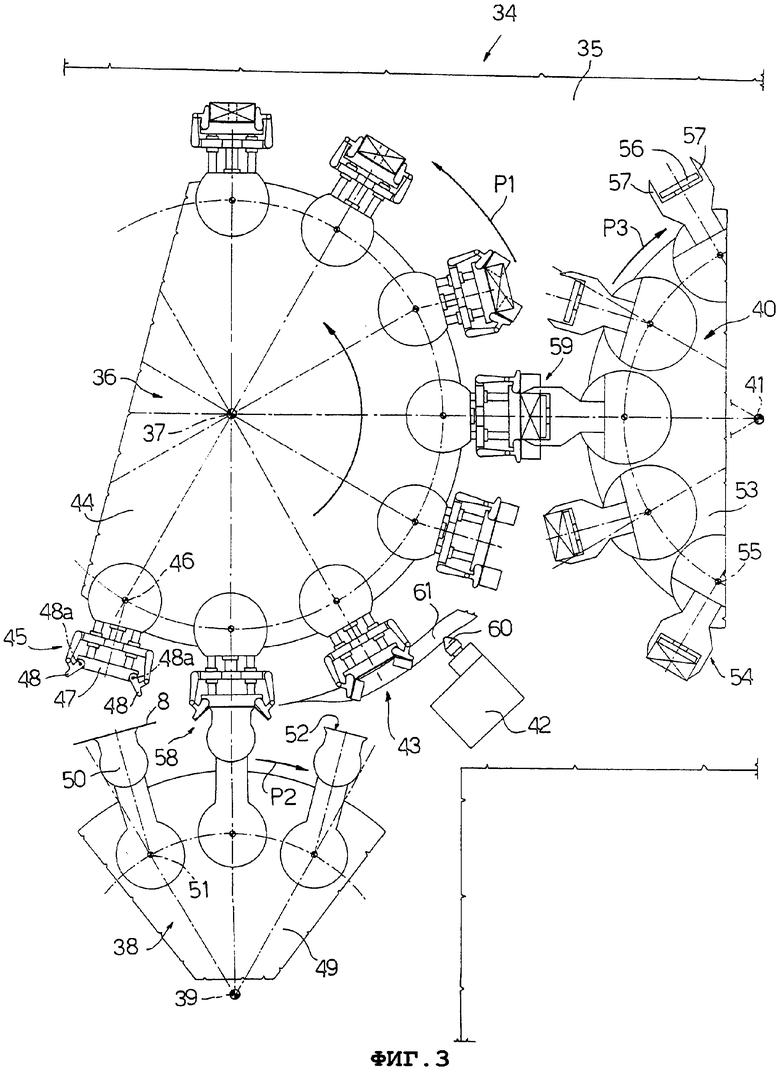
| DE 3536791 А, 16.04.1987 | |||
| US 4208854 А, 24.06.1980 | |||
| US 4596112 А, 24.06.1986. |

