ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к сигаретоупаковочной машине для производства жестких пачек с шарнирной крышкой.
УРОВЕНЬ ТЕХНИКИ
Жесткие сигаретные пачки с шарнирной крышкой в настоящее время наиболее широко представлены на рынке, поскольку их легко производить, они практичны, их легко использовать и они эффективно защищают содержащиеся в них сигареты.
Жесткая сигаретная пачка с шарнирной крышкой содержит внутреннюю упаковку, содержащую группу сигарет, обернутую в лист фольги; и жесткую наружную упаковку, заключающую в себе внутреннюю упаковку. Наружная упаковка образована сгибанием жесткой заготовки вокруг внутренней упаковки и содержит чашеобразный корпус с открытым верхним торцом и чашеобразную крышку, шарнирно присоединенную к корпусу вдоль шарнира для вращения по отношению к корпусу между открытым и закрытым положением, открывая и закрывая открытый торец, соответственно.
Недавно был предложен новый тип жесткой сигаретной пачки с шарнирной крышкой, содержащий трубчатый сдвижной кожух, который окружает наружную упаковку и сдвигается по оси относительно нее. Трубчатый сдвижной кожух образован сгибанием дополнительной жесткой заготовки вокруг наружной упаковки и содержит передаточный элемент с первым концом, составляющим единое целое с крышкой, вторым концом, составляющим единое целое со сдвижным кожухом, и упругим промежуточным участком с U-образным сгибом между наружной упаковкой и сдвижным кожухом.
Изготовление этого нового типа пачки требует подачи и сгибания двух отдельных жестких заготовок последовательно вокруг внутренней упаковки и, таким образом, связано со значительными сложностями применения стандартной упаковочной машины. В связи с этим важно помнить о многочисленных структурных и размерных ограничениях в существующей упаковочной машине и необходимости обеспечивать соответствующий доступ ко всем частям компонентов машины для целей чистки и технического обслуживания.
US 4267926 A1 раскрывает коробку с внутренним и внешним компонентами, изготовленными из отдельных вырубленных заготовок; внутренний компонент содержит интегральный язычковый элемент, выполненный с возможностью образовывать петлю, которая задействует сгибаемую крышку. Для получения коробки сначала вырубают две заготовки, причем одновременно вырубают язычок, и обеспечивают гибкую область язычка посредством биговки или насечки; затем сгибают и заполняют внутреннюю коробку с гибкой областью, и затем наружную коробку складывают вокруг закрытой, заполненной внутренней коробки, после того, как область приклеивания была сначала покрыта клеем.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения состоит в создании сигаретоупаковочной машины, пригодной для производства вышеописанной сигаретной пачки, при этом простой и относительно недорогой в изготовлении.
Изобретение предлагает сигаретоупаковочную машину для производства жесткой пачки с шарнирной крышкой, как заявлено в приложенной формуле изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Несколько неограничивающих вариантов выполнения изобретения описано посредством примера со ссылкой на сопровождающие чертежи, на которых:
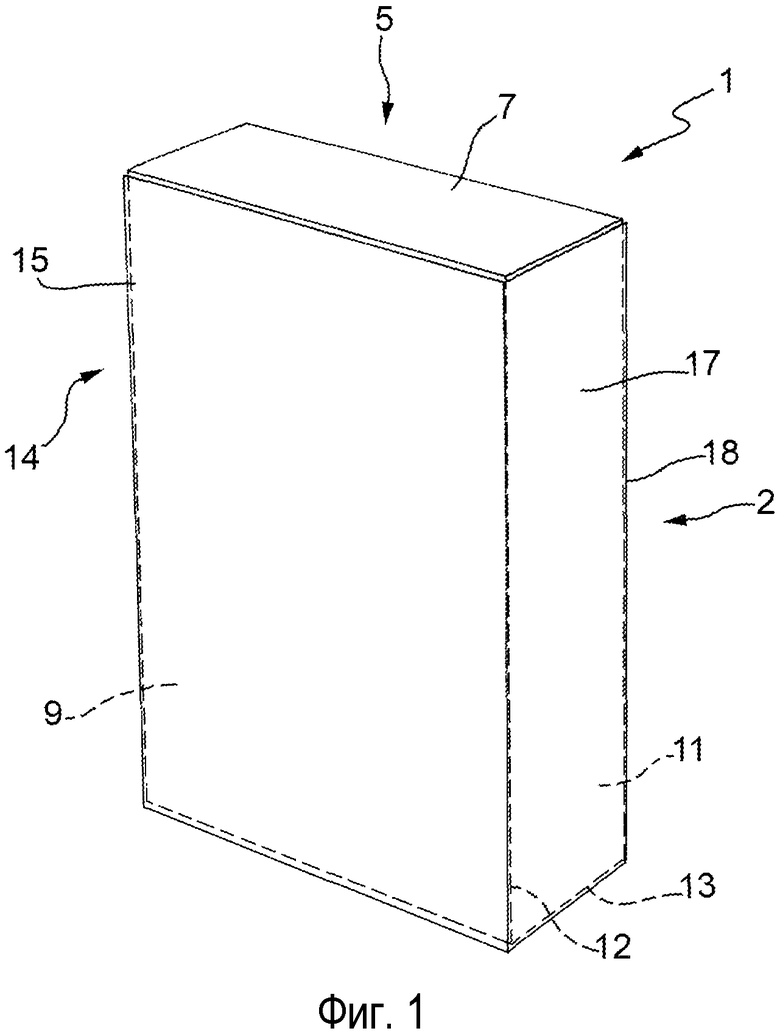
Фиг.1 - вид спереди в перспективе сигаретной пачки в закрытой конфигурации;
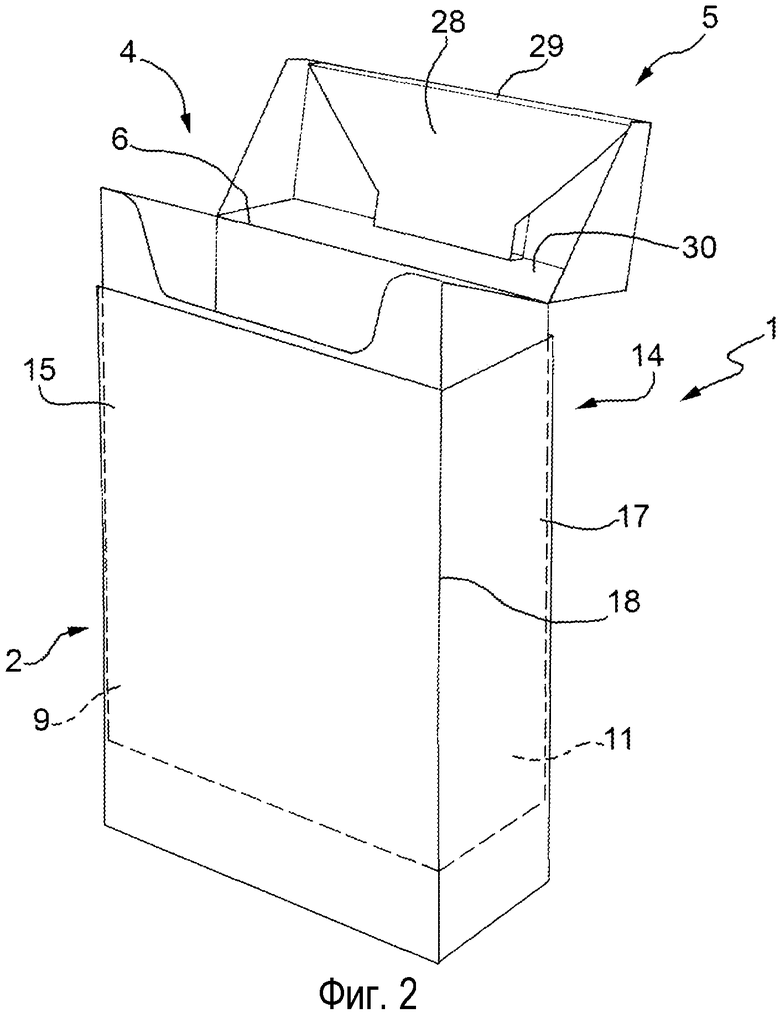
Фиг.2 - вид спереди в перспективе сигаретной пачки по Фиг.1 в открытой конфигурации;
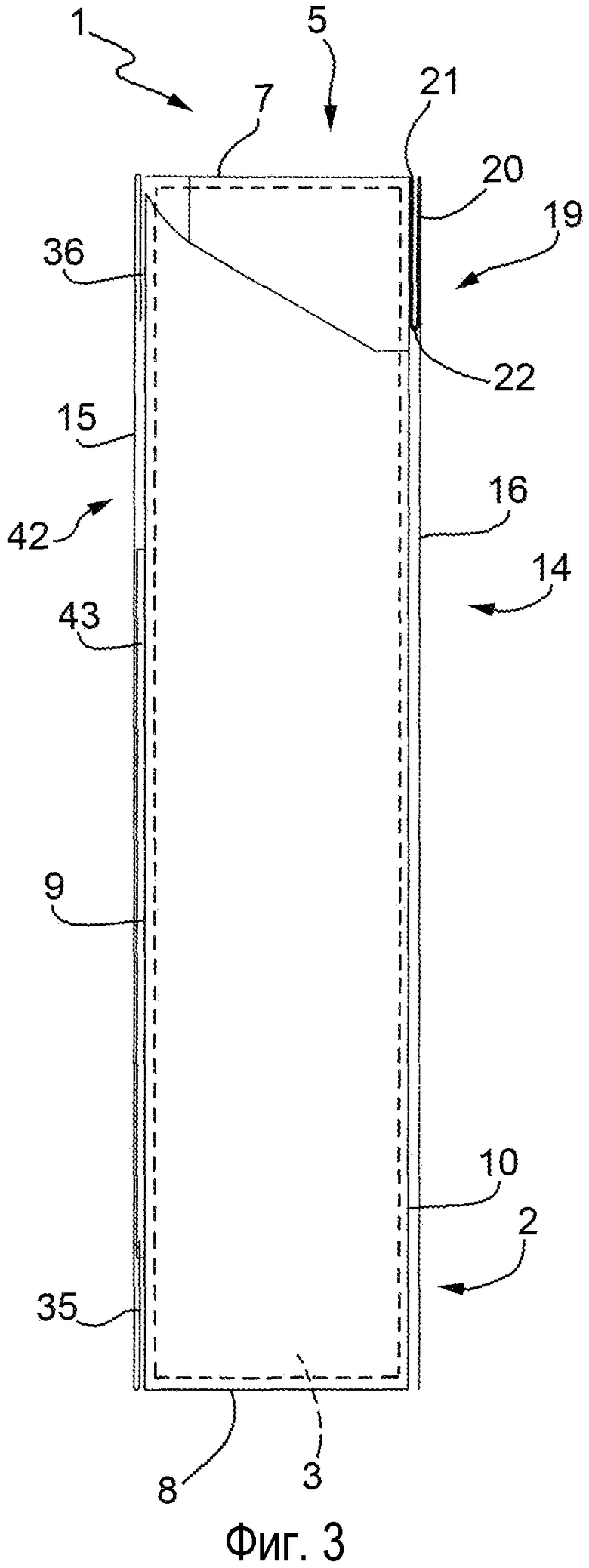
Фиг.3 - вид сбоку в продольном разрезе сигаретной пачки по Фиг.1 в закрытой конфигурации;
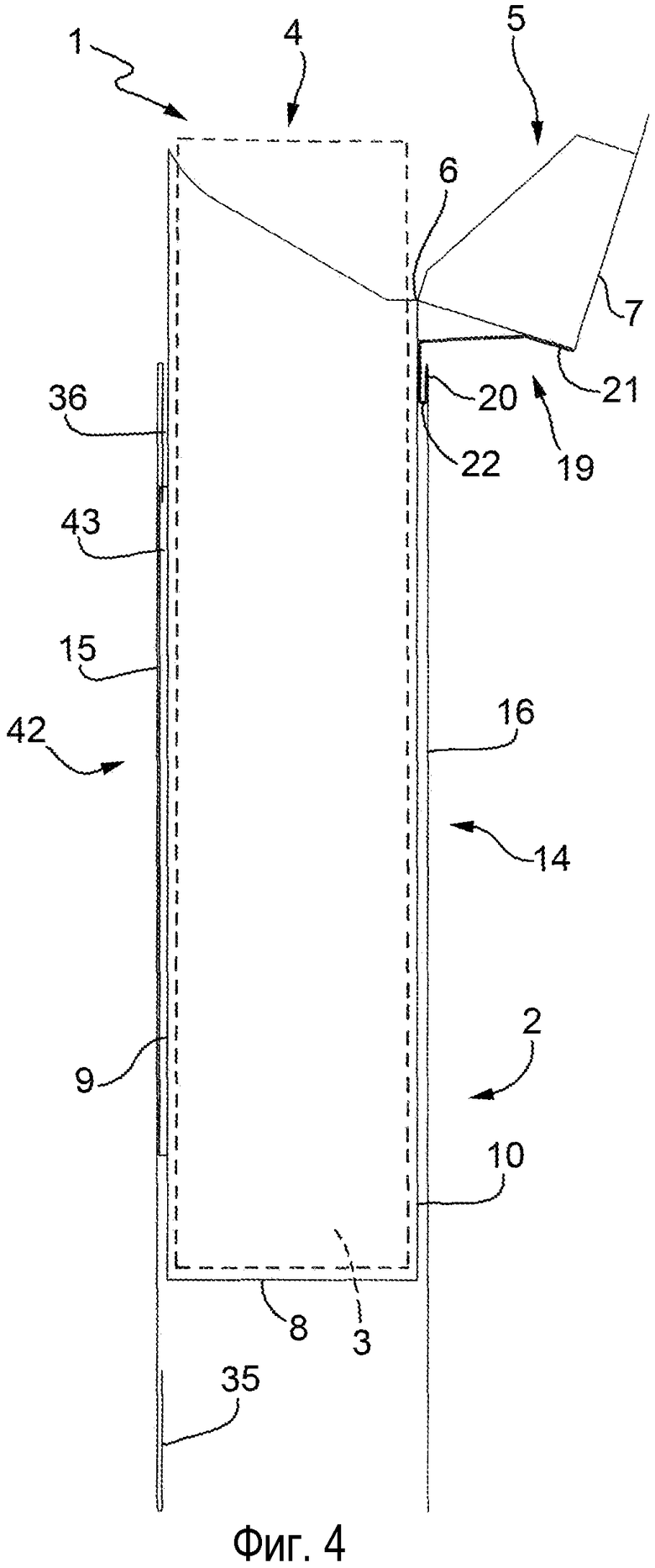
Фиг.4 - вид сбоку в продольном разрезе сигаретной пачки по Фиг.1 в открытой конфигурации;
Фиг.5 - развернутый вид заготовки, из которой формируют наружный корпус сигаретной пачки по Фиг.1;
Фиг.6 - развернутый вид заготовки, из которой формируют сдвижной кожух сигаретной пачки по Фиг.1;
Фиг.7 - вариант заготовки по Фиг.6;
Фиг.8 - схематичный вид сигаретоупаковочной машины по изобретению для производства сигаретных пачек по Фиг.1;
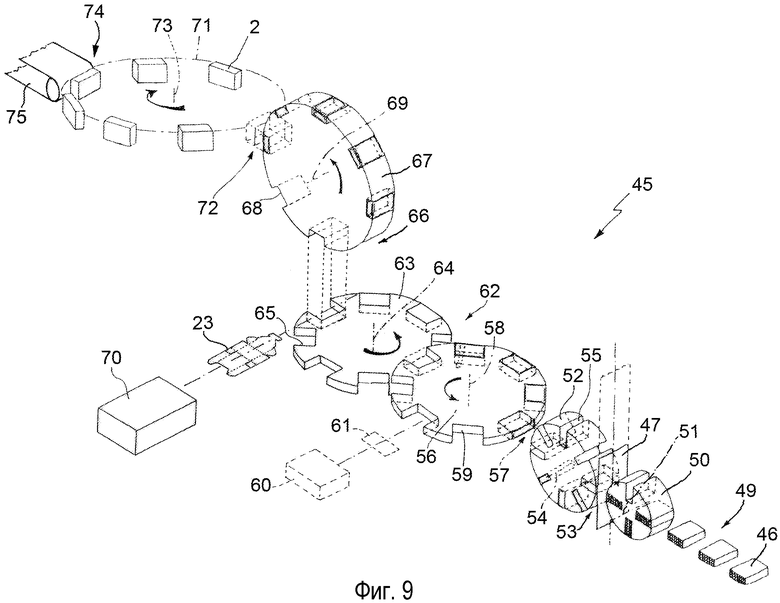
Фиг.9 - схематичный вид в перспективе, с удаленными для ясности частями, первого упаковочного узла упаковочной машины по Фиг.8;
Фиг.10 - схематичный вид в перспективе, с удаленными для ясности частями, второго упаковочного узла упаковочной машины по Фиг.8;
Фиг.11 - вид заготовки по Фиг.6, частично согнутой и готовой для подачи на второй упаковочный узел по Фиг.10;
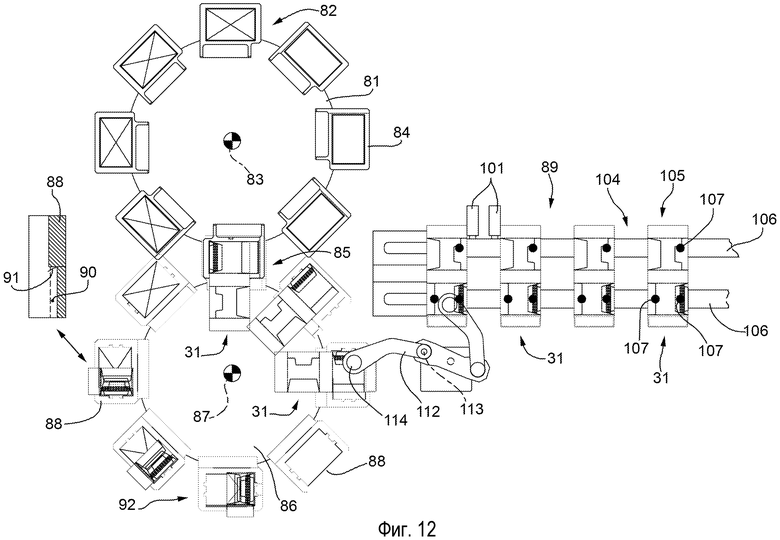
Фиг.12 - схематичный вид в плане, с удаленными для ясности частями, подающего узла для сдвижных кожухов и упаковочного колеса второго упаковочного узла по Фиг.10;
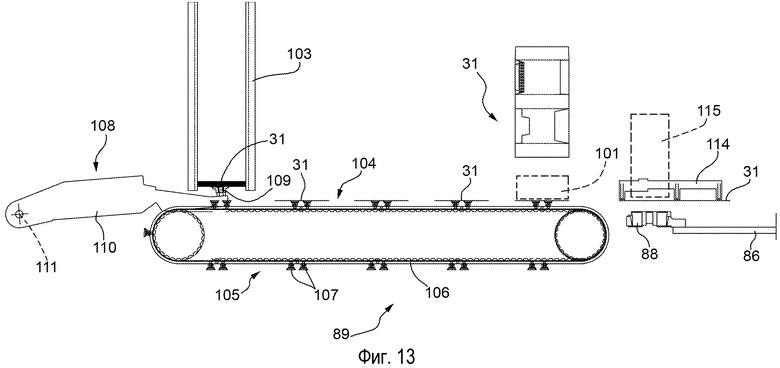
Фиг.13 - схематичный вид сбоку, с удаленными для ясности частями, подающего узла для сдвижных кожухов по Фиг.12.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Позицией 1 на Фиг.1-4 обозначена в целом вся жесткая сигаретная пачка, которая содержит чашеобразный наружный корпус 2, изготовленный из жесткого картона; и внутреннюю упаковку 3 (показанную схематично на Фиг.3 и 4), заключенную внутри наружного корпуса 2 и содержащую группу сигарет в форме параллелепипеда.
Наружный корпус 2 имеет открытый верхний торец 4 и чашеобразную крышку 5, шарнирно присоединенную к корпусу 2 вдоль шарнира 6, чтобы вращаться, относительно корпусу 2, между открытым положением (Фиг.2 и 4) и закрытым положением (Фиг.1 и 3), открывая и закрывая открытый верхний торец 4, соответственно.
Когда крышка 5 закрыта, наружный корпус 2 имеет форму прямоугольного параллелепипеда, содержащего верхнюю стенку 7 и параллельную, противоположную нижнюю стенку 8; две параллельные, противоположные большие боковые стенки 9 и 10; и две параллельные, противоположные меньшие боковые стенки 11. Более конкретно, одна большая боковая стенка 9 образует переднюю стенку 9 наружного корпуса 2, и другая большая боковая стенка 10 образует заднюю стенку 10 наружного корпуса 2. Четыре продольных ребра 12 образованы между боковыми стенками 11 и передней и задней стенками 9, 10; и восемь поперечных ребер 13 образованы между верхней и нижней стенками 7, 8 и передней, задней и боковой стенками 9, 10, 11.
Важно отметить, что крышка 5 по существу не имеет передней стенки, т.е., вся передняя стенка 9 образует часть наружного корпуса 2.
Верхние участки меньших боковых стенок 11 наружного корпуса 2 действуют в качестве хомутика путем зацепления соответствующей внутренней поверхности закрытой крышки 5 и, таким образом, помогают удерживать крышку 5 в закрытом положении.
Пачка 1 сигарет также содержит трубчатый сдвижной кожух 14, который плотно окружает наружный корпус 2 (но с некоторым зазором), чтобы он сдвигался по оси относительно наружному корпусу 2. Сдвижной кожух 14 имеет ту же форму и размер параллелепипеда, что и наружный корпус 2, и имеет две параллельные, противоположные большие боковые стенки 15 и 16, и две параллельные, противоположные меньшие боковые стенки 17. Более конкретно, одна большая боковая стенка 15 образует переднюю стенку 15 сдвижного кожуха 14, и другая большая боковая стенка 16 образует заднюю стенку 16 сдвижного кожуха 14. И четыре продольных ребра 18 образованы между боковыми стенками 17 и передней и задней стенками 15, 16.
В варианте осуществления, показанном на чертежах, сдвижной кожух 14 по существу имеет тот же продольный размер (высоту), что и наружный корпус 2. В альтернативном варианте осуществления, не показан, сдвижной кожух 14 меньше в продольном направлении, чем наружный корпус 2, и составляет примерно половину продольного размера наружного корпуса 2.
Пачка 1 сигарет также содержит передаточный элемент 19 с концом 20, составляющим единое целое со сдвижным кожухом 14, и конец 21, интегральный с крышкой 5 и противоположным концом 20. Передаточный элемент 19 также содержит деформируемый промежуточный участок 22 с U-образным сгибом между наружным корпусом 2 и сдвижным кожухом 14. Более конкретно, конец 21 передаточного элемента 19 приклеен к наружной поверхности задней стенки 10 крышки 5 и конец 20 передаточного элемента 19 предпочтительно приклеен к внутренней поверхности задней стенки 16 сдвижного кожуха 14.
Сдвижной кожух 14 сдвигается по оси относительно наружному корпусу 2 и от открытого верхнего торца 4, из верхнего положения (Фиг.1, 3), в котором крышка 5 закрывает открытый верхний торец 4, в нижнее положение (Фиг.2, 4), в котором крышка 5 открывает открытый верхний торец 4.
Когда сдвижной кожух 14 сдвигается по оси вниз относительно наружному корпусу 2 из верхнего положения (Фиг.1, 3) в нижнее положение (Фиг.2, 4), передаточный элемент 19, соединяющий заднюю стенку 10 крышки 5 с задней стенкой 16 сдвижного кожуха 14, открывает крышку 5, заставляя крышку 5 вращаться вокруг шарнира 6 и относительно наружному корпусу 2. Другими словами, по мере сдвига задней стенки 16 сдвижного кожуха 14 вниз, передаточный элемент 19 начинает деформироваться и не прикладывает значительной силы к крышке 5; но по мере того, как задняя стенка 16 сдвижного кожуха 14 дополнительно сдвигается вниз, передаточный элемент 19 натягивается, но не может далее деформироваться, и, таким образом, опрокидывает заднюю стенку 10 крышки 5, чтобы крышка 5 вращалась вокруг шарнира 6 и относительно наружному корпусу 2.
И наоборот, когда сдвижной кожух 14 сдвигается по оси вверх относительно наружному корпусу 2 из нижнего положения (Фиг.2, 4) в верхнее положение (Фиг.1, 3), задняя стенка 16 сдвижного кожуха 14 действует на заднюю стенку 10 крышки 5, чтобы закрыть крышку 5, заставив крышку 5 вращаться вокруг шарнира 6 и относительно наружному корпусу 2. Другими словами, по мере того, как задняя стенка 16 сдвижного кожуха 14 сдвигается вверх, она в конечном итоге соударяется с задней стенкой 10 крышки 5, таким образом, вращая крышку 5 вокруг шарнира 6 и относительно наружному корпусу 2.
Следовательно, крышка 5 открывается и закрывается просто сдвиганием сдвижного кожуха 14 вниз или вверх относительно наружному корпусу 2, и даже не касаясь крышки 5 (которая, помимо прочего, полностью скрыта сдвижным кожухом 14 в закрытом положении).
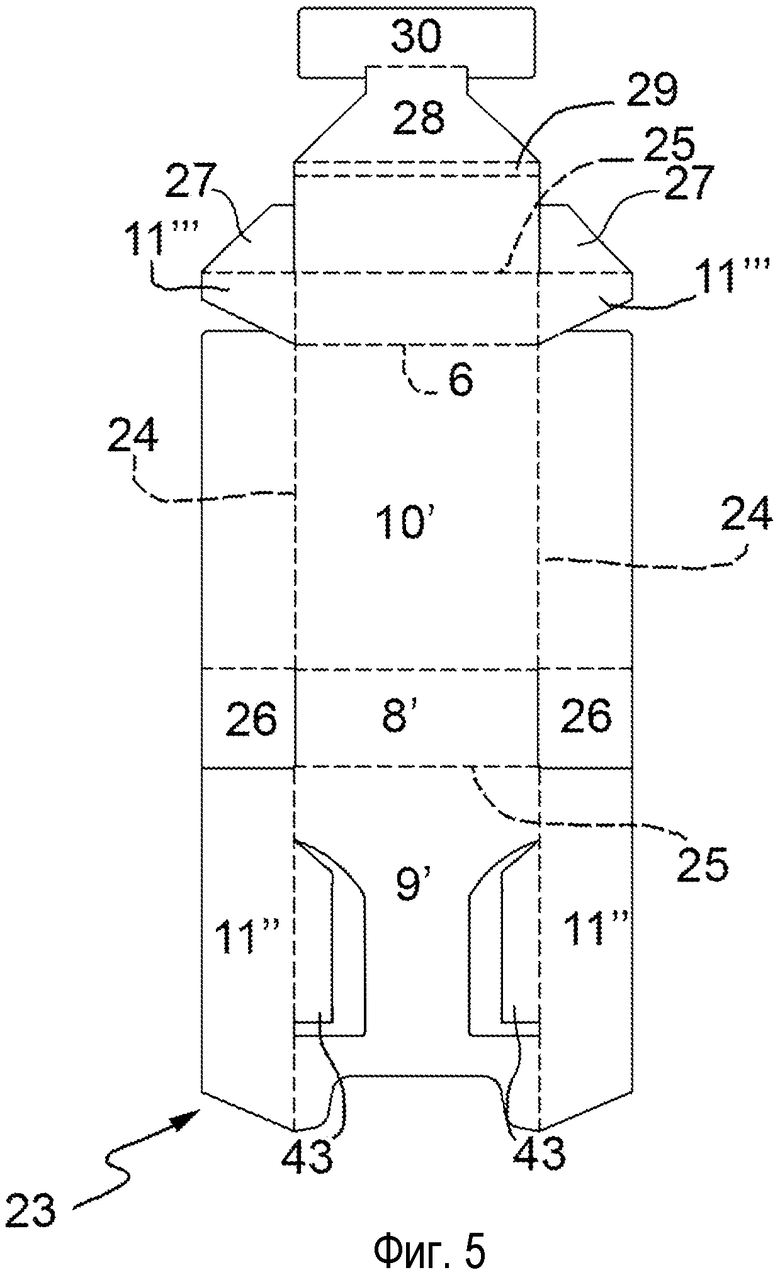
Как показано на Фиг.5, наружный корпус 2 образован сгибанием плоской, по существу удлиненной прямоугольной заготовки 23 из жесткого картона. В следующем описании части заготовки 23 указаны, где это возможно, с использованием одних и тех же номеров выносок, с надстрочными индексами, для соответствующих частей наружного корпуса 2.
Заготовка 23 имеет две продольные линии 24 сгиба, и несколько поперечных линий 25 сгиба, образующих, между двумя продольными линиями 24 сгиба, панель 7', образующую верхнюю стенку 7; панель 10', образующую заднюю стенку 10; панель 8', образующую нижнюю стенку 8; и панель 9', образующую переднюю стенку 9.
Панель 9' имеет два язычка 11', расположенные на противоположных сторонах панели 9', отделенные от панели 9' двумя продольными линиями 24 сгиба и образующие соответствующие наружные участки боковых стенок 11 наружного корпуса 2. Панель 10' имеет два язычка 11'', расположенные на противоположных сторонах панели 10', отделенные от панели 10' двумя продольными линиями 24 сгиба и образующие соответствующие внутренние участки боковых стенок 11 наружного корпуса 2. Панель 10' также имеет два язычка 11''', расположенные на противоположных сторонах панели 10', отделенные от панели 10' двумя продольными линиями 24 сгиба и образующие боковые стенки 11 крышки 5.
Язычки 11'' панели 10' имеют соответствующие клапаны 26, которые согнуты под прямым углом и приклеены к внутренней стороне панели 8', образующей нижнюю стенку 8.
Язычки 11''' панели 10' имеют соответствующие клапаны 27, которые согнуты под прямым углом и приклеены к внутренней стороне панели 7', образующей верхнюю стенку 7.
Панель 7', образующая верхнюю стенку 7, имеет усиливающий клапан 28, который согнут под углом 180 градусов на внутреннюю поверхность панели 7' (т.е., на внутреннюю поверхность верхней стенки 7). В варианте осуществления по Фиг.1-6 клапан 28 удерживается на заданном расстоянии от внутренней поверхности верхней стенки 7 и имеет соединяющую полоску 29, которая согнута под прямым углом относительно клапана 28 и присоединяет клапан 28 к верхней стенке 7; и соединяющая полоска 30, которая согнута под прямым углом относительно клапана 28, присоединяет клапан 28 к задней стенке 10 и приклеена к задней стенке 10.
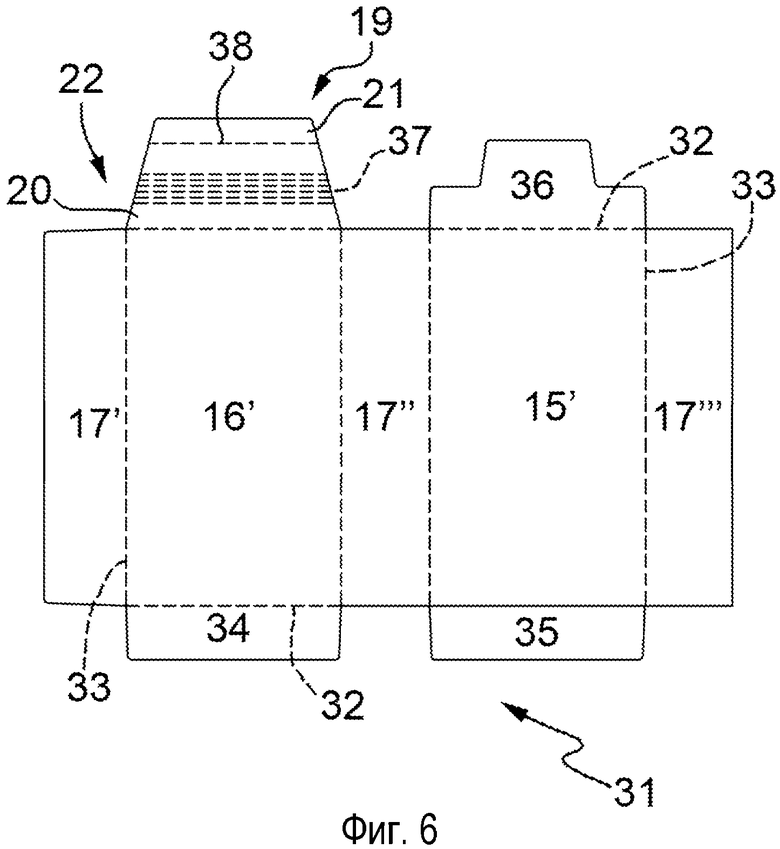
Как показано на Фиг.6, сдвижной кожух 14 образован сгибанием плоской по существу удлиненной прямоугольной заготовки 31 из жесткого картона. В следующем описании части заготовки 31 указаны, где это возможно, с использованием одних и тех же номеров выносок с надстрочными индексами для соответствующих частей сдвижного кожуха 14.
Жесткая заготовка 31 имеет две поперечные линии 32 сгиба, и несколько продольных линий 33 сгиба, образующих, между двумя поперечными линиями 32 сгиба, панель 17', образующую часть первой боковой стенки 17; панель 16', образующую заднюю стенку 16; панель 17'', образующую вторую боковую стенку 17; панель 15', образующую переднюю стенку 15; и панель 17''', образующую другую часть первой боковой стенки 17.
Панель 16' поддерживает передаточный элемент 19, который отделен от панели 16' поперечной линией 32 сгиба и согнут под углом 180 градусов на панель 16'. Панель 16' также имеет язычок 34, который расположен на противоположном конце относительно передаточного элемента 19, отделен от панели 16' поперечной линией 32 сгиба и согнут под углом 180 градусов на панель 16'. Панель 15' имеет два язычка 35 и 36, которые расположены на противоположных концах панели 15', отделены от панели 15' двумя поперечными линиями 32 сгиба и согнуты под углом 180 градусов на панель 15'.
В другом варианте осуществления (не показан) язычок 35 может быть заменен двумя язычками, присоединенными к панели 15' заготовки 31 (т.е., к передней стенке 15 сдвижного кожуха 14) вдоль двух соответствующих наклонных линий сгиба, которые пересекаются в центре панели 15', образуя перевернутую букву ''V''.
В предпочтительном варианте осуществления, показанном на Фиг.6, промежуточный участок 22 передаточного элемента 19 изготовлен (более) деформируемым за счет большого числа тесно расположенных поперечных линий 37 перегиба, которые сильно повышают гибкость промежуточного участка 22 U-образной формы передаточного элемента 19.
Конец 21 передаточного элемента 19, интегральный с крышкой 5, отделен от промежуточного участка 22 передаточного элемента 19 поперечной линией 38 сгиба.
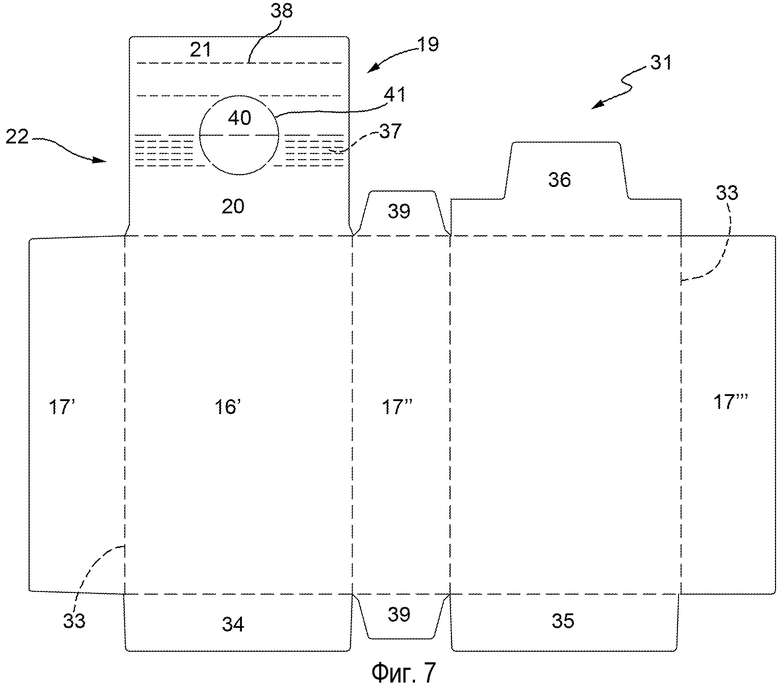
Заготовка 31 по Фиг.7 отличается от заготовки 31 по Фиг.6 за счет наличия двух дополнительных язычков 39, расположенных на противоположных концах панели 17'' и отделенных от панели 17'' двумя поперечными линиями 32 сгиба. Заготовка 31 по Фиг.7 также отличается от заготовки 31 по Фиг.6 передаточным элементом 19 с центральным (предпочтительно круглым) крепежным участком 40, который приклеен к задней стенке 16 сдвижного кожуха 14 (т.е., к панели 16' заготовки 31) и отделен от остальной части передаточного элемента 19 бесконечной линией 41 разрыва, которая разрывается при открывании крышки 5.
Центральный крепежный участок 40 служит для удержания передаточного элемента 19 согнутым вниз на панель 16' заготовки 31. Другими словами, чтобы сформировать пачку 1 сигарет, передаточный элемент 19 предпочтительно сгибают на панель 16' заготовки 31 заранее (т.е., выше по ходу процесса относительно упаковочной машины). Но, без помощи центрального крепежного участка 40, приклеенного к панели 16', передаточный элемент 19 не остается согнутым вниз на панель 16' заготовки 31 при манипулировании (хранение, перенос, подача, сгибание) с заготовкой 31.
Тесты показывают, что при открывании крышки 5 разрыв вдоль бесконечной линии 41 разрыва с трудом заметен пользователю и, следовательно, не является источником беспокойства. В противоположность этому, небольшое дополнительное усилие для вскрытия крышки 5 часто убеждает пользователей, гарантируя, что пачка 1 сигарет не была испорчена, т.е., уже открыта. В предпочтительном варианте осуществления и со ссылкой на Фиг.3-6, пачка 1 сигарет содержит ограничительное устройство 42 для ограничения сдвига сдвижного кожуха 14 относительно наружного корпуса 2 и определения, и нижнего положения (Фиг.2, 4), и верхнего положения (Фиг.1, 3).
Ограничительное устройство 42 содержит два язычка 43, составляющих единое целое с наружным корпусом 2; и язычки 35 и 36, составляющие единое целое со сдвижным кожухом 14. Каждый язычок 43 предпочтительно образован в сквозном отверстии, образованном в передней стенке 9 наружного корпуса 2 (т.е., в панели 9' заготовки 23). Язычки 35 и 36 составляют единое целое со сдвижным кожухом 14, согнуты вовнутрь сдвижного кожуха 14, так что они расположены между сдвижным кожухом 14 и наружным корпусом 2 и механически задевают язычки 43, составляющие единое целое с наружным корпусом 2, когда сдвижной кожух 14 сдвигается относительно наружному корпусу 2. Язычки 35 и 36 присоединены к нижнему ребру и верхнему ребру, соответственно, передней стенки 15 сдвижного кожуха 14 (т.е., панели 15' заготовки 31) вдоль соответствующих поперечных линий 32 сгиба.
Когда сдвижной кожух 14 сдвигается по оси вниз относительно наружному корпусу 2 из верхнего положения (Фиг.1, 3) в нижнее положение (Фиг.2, 4), два язычка 43, составляющие единое целое с наружным корпусом 2, проскальзывают под язычок 36, интегральный со сдвижным кожухом 14, пока язычки 43 в конечном итоге не соударяются с поперечным сгибом язычка 36, таким образом, останавливая сдвиг вниз сдвижного кожуха 14 и определяя нижнее положение (Фиг.2, 4). Другими словами, механическое взаимодействие между язычками 43, составляющими единое целое с наружным корпусом 2, и язычком 36, составляющим единое целое со сдвижным кожухом 14, образует нижний стопор для останова сдвига по оси сдвижного кожуха 14 относительно наружному корпусу 2.
И наоборот, когда сдвижной кожух 14 сдвигается по оси вверх относительно наружному корпусу 2 из нижнего положения (Фиг.2, 4) в верхнее положение (Фиг.1, 3), два язычка 43, составляющие единое целое с наружным корпусом 2, проскальзывают под язычок 35, интегральный со сдвижным кожухом 14, пока язычки 43 в конечном итоге не столкнутся с поперечным сгибом язычка 35, таким образом, останавливая сдвиг вниз сдвижного кожуха 14 и определяя верхнее положение (Фиг.1, 3). Другими словами, механическое столкновение между язычками 43, составляющими единое целое с наружным корпусом 2, и язычком 35, составляющим единое целое со сдвижным кожухом 14, образует верхний стопор для останова сдвига по оси сдвижного кожуха 14 относительно наружному корпусу 2.
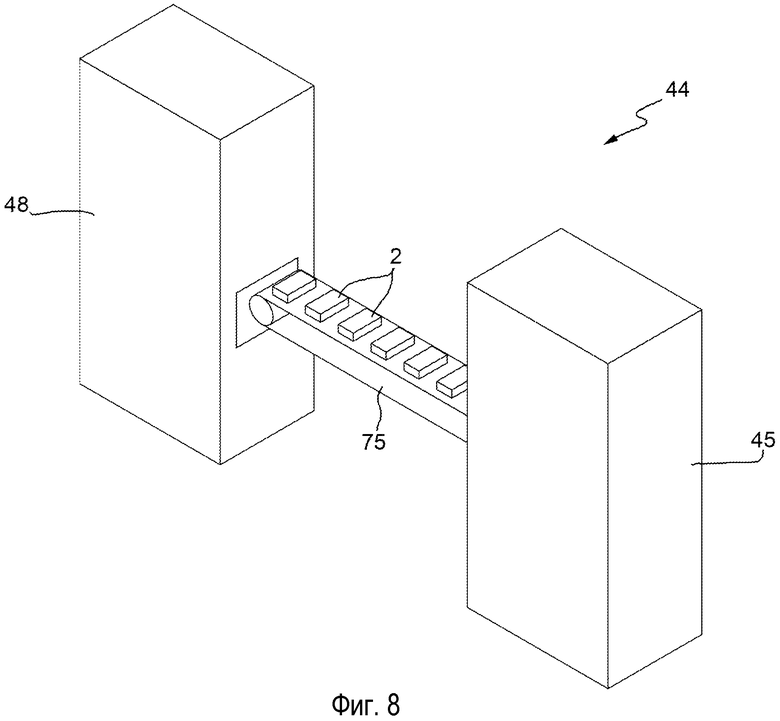
Номер 44 на Фиг.8 указывает в целом упаковочную машину для производства пачек 1 сигарет описанного выше типа.
Как показано на Фиг.9, упаковочная машина 44 содержит упаковочный узел 45, на котором внутренние упаковки 3 производят сгибанием листов 47 внутреннего упаковочного материала последовательно вокруг соответствующих групп 46 сигарет, и наружные корпуса 2 формируют сгибанием заготовок 23 последовательно вокруг соответствующих внутренних упаковок 3; и упаковочный узел 48, на котором пачки 1 сигарет укомплектовывают формированием соответствующих сдвижных кожухов 14 вокруг наружных корпусов 2, т.е., сгибанием соответствующих заготовок 31 вокруг наружных корпусов 2.
Упаковочный узел 45 упаковочной машины 44 содержит известную линию 49 (показана схематично) для формирования групп 46 сигарет и вертикальное передающее колесо 50, которое вращается пошагово вокруг горизонтальной оси 51 вращения для приема групп 46 сигарет последовательно, и передает группы 46 сигарет на вертикальное упаковочное колесо 52 на станции 53 передачи.
Упаковочное колесо 52 вращается пошагово вокруг горизонтальной оси 54 вращения, параллельной оси 51 вращения, и имеет несколько гнезд 55 по периферии, каждое из которых принимает группу 46 сигарет вместе с соответствующим листом 47 внутреннего упаковочного материала из фольги, подаваемую вертикально на станцию 53 передачи, между передающим колесом 50 и упаковочным колесом 52. Далее, упаковочное колесо 52 сгибает каждый лист 47 упаковочного материала вокруг соответствующей группы 46 сигарет для формирования внутренней упаковки 3, которая затем передается на горизонтальное упаковочное колесо 56 на станции 57 передачи.
Горизонтальное упаковочное колесо 56 вращается пошагово вокруг вертикальной оси 58 вращения, поперечно расположенной относительно оси 54 вращения, и имеет несколько гнезд 59 на периферии, каждое принимает внутреннюю упаковку 3 с упаковочного колеса 52. В альтернативном варианте осуществления, показанном штриховой линией, каждое гнездо 59 на упаковочном колесе 56 также может снабжаться подающим узлом 60 с пробным образцом 61 перед приемом внутренней упаковки 3. На станции 62 передачи упаковочное колесо 56 передает каждую внутреннюю упаковку 3 (возможно вместе с соответствующим пробным образцом 61) на горизонтальное упаковочное колесо 63.
Горизонтальное упаковочное колесо 63 вращается пошагово вокруг вертикальной оси 64 вращения, параллельной оси 58 вращения, и содержит несколько гнезд 65 по периферии, каждое из которых принимает внутреннюю упаковку 3 (возможно вместе с соответствующим пробным образцом 61) с упаковочного колеса 56.
На периферии обоих упаковочных колес 56 и 63 каждая внутренняя упаковка 3 в форме прямоугольного параллелепипеда расположена плоско, т.е., с меньшей боковой стенкой, обращенной наружу, и с продольной осью (ось параллельна осям сигарет), расположенной поперек оси 58, 64 вращения и по касательной к периферии упаковочного колеса 56, 63. Упаковочные колеса 63 и 56 накладываются друг на друга на станции 62 передачи, так что внутренние упаковки 3 передаются вертикально с упаковочного колеса 56 на упаковочное колесо 63 в направлении, параллельном осям 58 и 64 вращения. Станция 62 переноса предпочтительно содержит нижний выталкиватель и верхний противовыталкиватель (не показан), который ''захватывает'' каждую внутреннюю упаковку 3 для ее передачи из гнезда 59 на упаковочном колесе 56 в гнездо 65 на упаковочном колесе 63.
На станции 66 передачи упаковочное колесо 63 передает каждую внутреннюю упаковку 3 (возможно вместе с соответствующим пробным образцом 61) на вертикальное упаковочное колесо 67, которое накладывается на упаковочное колесо 63 на станции 66 передачи, так что каждая внутренняя упаковка 3 (возможно вместе с соответствующим пробным образцом 61) передается вертикально с упаковочного колеса 63 на упаковочное колесо 67 в направлении, параллельном оси 64 вращения. Станция 66 передачи предпочтительно содержит нижний выталкиватель и верхний противовыталкиватель (не показан), который ''захватывает'' каждую внутреннюю упаковку 3 (возможно вместе с соответствующим пробным образцом 61) для ее передачи из гнезда 65 на упаковочном колесе 63 в гнездо 68 на упаковочном колесе 67.
Вертикальное упаковочное колесо 67 является выходным колесом упаковочной машины 44, вращается пошагово относительно горизонтальной оси 69 вращения, параллельной оси 54 вращения, и имеет гнезда 68 по периферии, каждое из которых принимает внутреннюю упаковку 3 (возможно вместе с соответствующим пробным образцом 61) с упаковочного колеса 63, и заготовку 23, подаваемую на станцию 66 передачи подающим узлом 70. Упаковочное колесо 67 имеет фиксированные и подвижные сгибающие устройства для сгибания каждой заготовки 23 вокруг внутренней упаковки 3 (и возможно вокруг соответствующего пробного образца 61) для формирования наружного корпуса 2. Подающий узел 70 предпочтительно содержит проклеивающее устройство (не показано), которое проклеивает каждую заготовку 23 перед ее подачей на станцию 66 передачи.
Наружные корпуса 2 подаются последовательно с упаковочного колеса 67 на горизонтальное передающее колесо 71 на станции 72 передачи. Более конкретно, по достижении станции 72 передачи каждый наружный корпус 2 расположен на ребре на периферии упаковочного колеса 67, т.е., с большей боковой стенкой, обращенной наружу, и с продольной осью (ось параллельна сигаретам), параллельной оси 69 вращения упаковочного колеса 67. Горизонтальное передающее колесо 71 вращается пошагово вокруг вертикальной оси 73 вращения, расположенной поперек оси 69 вращения упаковочного колеса 67, принимает наружные корпуса 2 последовательно с упаковочного колеса 67 на станции 72 передачи и передает наружные корпуса 2 на транспортер 75 для сушки (показан схематично на Фиг.8) на станцию 74 передачи. Транспортер 75 для сушки образует выход упаковочного узла 45 и подает наружные корпуса 2 на следующий упаковочный узел 48, где пачки 1 сигарет укомплектовывают формированием соответствующих сдвижных кожухов 14, т.е., сгибанием соответствующих заготовок 31 вокруг наружных корпусов 2.
Как показано на Фиг.10, упаковочный узел 48 содержит входной транспортер 76, который принимает наружные корпуса 2 с транспортера 75 для сушки предыдущего упаковочного узла 45 и подает наружные корпуса 2 на вертикальное передающее колесо 77 на станции 78 передачи. В альтернативном варианте транспортер 75 для сушки может содержать входной транспортер 76.
Передающее колесо 77 вращается пошагово вокруг горизонтальной оси 79 вращения, параллельной оси 69 вращения, и имеет несколько гнезд 80 по периферии, каждое из которых принимает наружный корпус 2 с входного транспортера 76 и передает наружный корпус 2 на горизонтальное передающее колесо 81 на станции 82 передачи.
Горизонтальное передающее колесо 81 вращается пошагово вокруг вертикальной оси 83 вращения, расположенной поперек оси 79 вращения, имеет несколько гнезд 84 на периферии, каждое для приема наружного корпуса 2 с передающего колеса 77, и передает каждый наружный корпус 2 на горизонтальное упаковочное колесо 86 на станции 85 передачи.
Горизонтальное упаковочное колесо 86 вращается пошагово вокруг вертикальной оси 87 вращения, параллельной оси 83 вращения, и имеет несколько гнезд 88 по периферии, каждое для приема наружного корпуса 2 с передающего колеса 81.
На периферии и передающего колеса 81 и упаковочного колеса 86 каждый наружный корпус 2 в форме прямоугольного параллелепипеда расположен плоско, т.е., с меньшей боковой стенкой, обращенной наружу, и с продольной осью (ось параллельна осям сигарет), расположенной поперек осей 83 и 87 вращения и по касательной к периферии передающего колеса 81 и упаковочного колеса 86. Упаковочное колесо 86 и передающее колесо 81 накладываются друг на друга на станции 85 передачи, так что наружные корпуса 2 передаются вертикально с передающего колеса 81 на упаковочное колесо 86 в направлении, параллельном осям 83 и 87 вращения. Станция 85 передачи предпочтительно содержит нижний выталкиватель и верхний противовыталкиватель (не показан), который ''захватывает'' каждый наружный корпус 2 для его передачи из гнезда 84 на передающем колесе 81 в гнездо 88 на упаковочном колесе 86.
Подающий узел 89 вставляет каждую заготовку 31 (формируя сдвижной кожух 14) в гнездо 88 на упаковочном колесе 86, чтобы согнуть заготовку 31 U-образно внутри гнезда 88. В предпочтительном варианте осуществления перед введением в гнездо 88 на упаковочном колесе 86 заготовку 31 проклеивают и сгибают по существу в форме параллелепипеда.
Как показано на Фиг.6 (заготовка 31 разложена плоско) и Фиг.11 (заготовка 31 согнута в виде, в котором она подается подающим узлом 89 в гнездо 88 упаковочного колеса 86), язычки 35 и 36 согнуты под углом 180 градусов относительно двух линий 32 сгиба на панели 15'; язычок 34 и передаточный элемент 19 согнуты под углом 180 градусов относительно двух линий 32 сгиба на панель 16'; язычки 35 и 36 приклеены к панели 15'; и язычок 34 и передаточный элемент 19 приклеены к панели 16'. Передаточный элемент 19 не только согнут U-образно (т.е., под углом 180 градусов) относительно соответствующей линии 32 сгиба на панель 16', но также согнут под углом 180 градусов наполовину относительно поперечной линии 37 перегиба.
В варианте осуществления, показанном на чертежах, заготовки 31 проклеивают и сгибают заранее, как описано, по ходу перед упаковочной машиной 44, т.е., подающий узел 89 принимает уже проклеенные и согнутые заготовки 31. В другом варианте осуществления (не показан) подающий узел 89 принимает заготовки 31 плоскими и проклеивает и сгибает их, как описано выше, до их подачи на упаковочное колесо 86.
Заготовки 31 проклеивают и сгибают, как описано, по ходу перед упаковочной машиной 44, т.е., подающий узел 89 принимает заготовки 31 уже проклеенными и согнутыми, передаточный элемент 19, согнутый U-образной относительно соответствующей линии 32 сгиба, может спружинить и запутаться в фиксированных элементах подающего узла 89 или упаковочного колеса 86, таким образом, вызвав защемление (и остановив) упаковочный узел 48. Этого можно не допустить, используя несколько модифицированную заготовку 31, как показано на Фиг.7, и которая отличается от заготовки 31 по Фиг.6 и 11 передаточным элементом 19, содержащим центральный (предпочтительно круглый) крепежный участок 40, который приклеен к панели 16' заготовки 31 и отделен от остальной части передаточного элемента 19 бесконечной линией 41 разрыва, которая разрывается при открывании крышки 5.
Центральный крепежный участок 40 служит для удержания передаточного элемента 19 согнутым вниз на панель 16' заготовки 31. Другими словами, чтобы сформировать пачку 1 сигарет, передаточный элемент 19 предпочтительно сгибают на панель 16' заготовки 31 заранее (т.е., по ходу перед упаковочной машиной 44). Но, без помощи центрального крепежного участка 40, приклеенного к панели 16', передаточный элемент 19 не оставался бы согнутым вниз на панель 16' заготовки 31 при манипулировании (хранении, переносе, подаче, сгибании) с заготовкой 31.
Как показано на Фиг.12, каждую заготовку 31, проклеенную и согнутую, как описано, подающий узел 89 вставляет в гнездо 88 на упаковочном колесе 86, чтобы согнуть ее U-образно внутри гнезда 88. Более конкретно, каждую заготовку 31 вставляют вниз в гнездо 88 на упаковочном колесе 86, чтобы панель 16' была расположена горизонтально внутри гнезда 88, панель 17' была расположена вертикально (т.е., согнута под углом 90 градусов относительно панели 16' относительно продольной линии 33 сгиба) внутри гнезда 88 и соприкасалась с вертикальной наружной стенкой гнезда 88, панель 17'' была расположена вертикально (т.е., согнута под углом 90 градусов относительно панели 16' относительно продольной линии 33 сгиба) внутри гнезда 88 и соприкасалась с вертикальной внутренней стенкой гнезда 88, и панели 15' и 17''' были расположены горизонтально (т.е., согнуты под углом 90 градусов относительно панели 17'' относительно продольной линии 33 сгиба) вне гнезда 88 и в направлении центра упаковочного колеса 86.
Каждое гнездо 88 предпочтительно имеет опору 90 для размещения заготовки 31, в частности, панель 16' заготовки 31; и упругий держатель 91, расположенный внутри опоры 90 и толкающий заготовку 31, в частности, панель 16' заготовки 31, к стенке опоры 90, чтобы толкнуть заготовку 31 и удерживать ее в нужном заранее определенном положении. Другими словами, поскольку опора 90 обязательно должна быть больше, чем панель 16', чтобы вставить панель 16' заготовки 31 внутрь опоры 90, упругий держатель 91 служит для предотвращения опускания панели 16' из положения внутри опоры 90, путем деформации, чтобы позволить вставить панель 16' заготовки 31 внутрь опоры 90, а затем толкнуть панель 16' заготовки 31 к стенке опоры 90.
На станции 85 передачи каждый наружный корпус 2 подается вертикально вниз из гнезда 84 на передающем колесе 81 в гнездо 88, содержащее согнутую U-образно заготовку 31 на упаковочном колесе 86, чтобы панели 17', 17'' и 16' заготовки 31 окружали боковые стороны и нижнюю часть наружного корпуса 2.
На станции 92 передачи упаковочное колесо 86 передает каждый наружный корпус 2, вместе с заготовкой 31, на вертикальное передающее колесо 93. Между станцией 85 передачи и станцией 92 передачи упаковочное колесо 86 имеет сгибающее устройство 94 (обычно фиксированные сгибающие винты), которое сгибает панель 15' каждой заготовки 31 на 180° относительно продольной линии 33 сгиба на передней стенке 9 наружного корпуса 2. Наконец, по мере передачи наружного корпуса 2 вместе с заготовкой 31 с упаковочного колеса 86 на передающее колесо 93 на станции 92 передачи, панель 17''' заготовки 31 сгибают на угол 90 градусов относительно продольной линии 33 сгиба на уже согнутую панель 17', чтобы завершить сгибание заготовки 31 вокруг наружного корпуса 2 и, таким образом, укомплектовать сдвижной кожух 14.
Передающее колесо 93 накладывается на упаковочное колесо 86 на станции 92 передачи, так что каждый наружный корпус 2 вместе с заготовкой 31 передается вертикально с упаковочного колеса 86 на передающее колесо 93 в направлении, параллельном оси 87 вращения. Станция 92 передачи предпочтительно содержит нижний выталкиватель и верхний противовыталкиватель (не показан), который ''захватывает'' каждый наружный корпус 2, вместе с заготовкой 31, чтобы передать наружный корпус 2 из гнезда 88 на упаковочном колесе 86 в гнездо 95 на передающем колесе 93.
Вертикальное передающее колесо 93 является выходным колесом упаковочного узла 48 упаковочной машины 44, оно вращается пошагово вокруг горизонтальной оси 96 вращения, параллельной оси 79 вращения, и имеет гнезда 95 на периферии, в каждое из которых упаковочным колесом 86 подается наружный корпус 2, вставленный в сдвижной кожух 14 (т.е., готовая пачка 1 сигарет). Пачки 1 сигарет подаются последовательно с передающего колеса 93 на дополнительное горизонтальное передающее колесо 97 на станции 98 передачи. Более конкретно, по достижении станции 98 передачи каждая пачка 1 сигарет будет расположена на ребре на периферии передающего колеса 93, т.е., с большей боковой стенкой, обращенной наружу, и с продольной осью (осью, параллельной сигаретам), параллельной оси 96 вращения передающего колеса 93. Горизонтальное передающее колесо 97 вращается пошагово вокруг вертикальной оси 99 вращения, расположенной поперек оси 96 вращения передающего колеса 93, принимает пачки 1 сигарет последовательно с передающего колеса 93 на станции 98 передачи и передает пачки 1 сигарет на транспортер для сушки (не показан) на станции 100 передачи. Транспортер для сушки является выходом упаковочного узла 48 (т.е., упаковочной машины 44) и подает пачки 1 сигарет на последующую машину для обертывания целлофаном (не показана), которая накладывает заключительную обертку из прозрачной пластмассы на каждую пачку 1 сигарет.
Когда заготовка 31 согнута вокруг наружного корпуса 2, панели 17' и 17''' должны быть приклеены друг к другу для стабилизации формы сдвижного кожуха 14. Как показано на Фиг.12, поэтому упаковочный узел 48 упаковочной машины 44 содержит проклеивающее устройство 101, в свою очередь содержащее несколько известных разбрызгивающих клей устройств для проклеивания внутренней поверхности панели 17''' каждой заготовки 31. Проклеивающее устройство 101 может быть приспособлено к подающему узлу 89 или к упаковочному колесу 86 по ходу перед станцией 85 передачи или к упаковочному колесу 86, по ходу перед станцией 92 передачи (т.е., по ходу после станции 85 передачи).
В одном возможном варианте осуществления, помимо проклеивания внутренней поверхности панели 17''' каждой заготовки 31, проклеивающее устройство 101 также может проклеивать конец 21 каждой заготовки 31, поскольку необходимо присоединить конец 21 надежно к наружной поверхности задней стенки 10 наружного корпуса 2. В альтернативном варианте упаковочный узел 48 упаковочной машины 44 может содержать проклеивающее устройство 102, в свою очередь, содержащее несколько известных разбрызгивающих клей устройств для проклеивания задней стенки 10 каждого наружного корпуса 2, и которое расположено на станции 82 передачи, как показано на Фиг.10. Важно отметить, что по сравнению с проклеивающим устройством 101, проклеивающее устройство 102 проще геометрически, а также обеспечивает более простое манипулирование с заготовками 31.
Как показано на Фиг.12 и 13, подающий узел 89 содержит вертикальный бункер 103, вмещающий стопку заранее согнутых заготовок 31 и имеющий нижнее выходное отверстие, расположенное над горизонтальным транспортером 104, который продвигается пошагово и имеет несколько присасывающих головок 105. Более конкретно, транспортер 104 содержит два бесконечных ремня 106, вращающихся вокруг двух периферийных консольных шкивов, каждый из ремней поддерживает несколько чашечных присосов 107 (возможно, расположенных парами). Каждая присасывающая головка 105 содержит по меньшей мере первый чашечный присос 107 одного ремня 106 и по меньшей мере второй чашечный присос 107 другого ремня 106, совмещенный с первым чашечным присосом 107.
Захватное устройство 108 извлекает заготовки 31 последовательно из нижнего выпускного отверстия бункера 103 и подает их на присасывающие головки 105 на транспортере 104. Более конкретно, захватное устройство 108 содержит присасывающую головку 109, присоединенную к кронштейну 110, который вращается вокруг горизонтальной оси 111 вращения и расположен между двумя ремнями 106 транспортера 104 для циклического перемещения между верхним положением захвата, в котором присасывающая головка 109 зацепляет заготовку 31 на нижнем выпускном отверстии бункера 103, и нижним выпускным положением, в котором присасывающая головка 109 помещает заготовку 31 на присасывающую головку 105 транспортера 104.
Подающий узел 89 также содержит передающий кронштейн 112, который вращается назад и вперед вокруг вертикальной оси 113 вращения, чтобы перемещать циклически присасывающую головку 114 между положением захвата, в котором присасывающая головка 114 расположена над выпускным концом транспортера 104, и положением высвобождения, в котором присасывающая головка 114 расположена над гнездом 88 на упаковочном колесе 86.
Наконец, подающий узел 89 содержит вставляющий толкатель 115, расположенный над упаковочным колесом 86 и совмещенный с гнездом 88, и который перемещается вертикально вверх и вниз, чтобы заталкивать заготовку 31, переносимую присасывающей головкой 114 на передающем кронштейне 112, в гнездо 88 на упаковочном колесе 86. Это толкание сгибает заготовку 31 U-образно внутри гнезда 88 на упаковочном колесе 86, как описано выше.
Как указано, в альтернативном варианте осуществления, показанном штриховой линией на Фиг.9, в каждое гнездо 59 на упаковочном колесе 56 подающим узлом 60 также может подаваться пробный образец 61 до приема внутренней упаковки 3. В таком случае, помимо пробного образца 61, в каждое гнездо 59 на упаковочном колесе 56 также может подаваться удерживающая полоска, которая впоследствии сгибается U-образно вокруг внутренней упаковки 3 и поверх пробного образца 61, и сгибается вокруг нижнего участка внутренней упаковки 3, чтобы она была невидима с открытого верхнего торца 4 наружного корпуса 2 и служила для удержания пробного образца 61 в положении на внутренней упаковке 3 по мере того, как внутренняя упаковка 3 перемещается от станции 57 передачи на станцию 66 передачи.
Описанная упаковочная машина 44 предусмотрена для производства жестких сигаретных пачек 1 с шарнирной крышкой, содержащих трубчатый сдвижной кожух 14, охватывающий и сдвигающийся по оси относительно наружному корпусу 2, и может быть получена лишь с несколькими низкозатратными изменениями, используя две существующие упаковочные машины (обычно, G.D. упаковочные машины X2 или X3), расположенные последовательно для формирования упаковочных узлов 45 и 48. Кроме того, описанная упаковочная машина 44 обеспечивает необходимый доступ ко всем частям ее компонентов.


Настоящее изобретение относится к сигаретоупаковочной машине для производства жестких пачек с шарнирной крышкой. Задачей изобретения является создание сигаретоупаковочной машины, пригодной для производства нового типа сигаретных пачек, простой и относительно недорогой в изготовлении. Сигаретоупаковочная машина для производства жестких пачек с шарнирной крышкой содержит первый упаковочный узел, который сгибает первую заготовку вокруг группы сигарет для формирования наружного корпуса с шарнирной крышкой. И второй упаковочный узел, который сгибает вторую заготовку вокруг наружного корпуса для формирования трубчатого сдвижного кожуха, окружающего наружный корпус для аксиального сдвига относительно наружного корпуса. Трубчатый сдвижной кожух содержит передаточный элемент, в свою очередь имеющий первый конец, интегральный с крышкой, второй конец, противоположный первому концу и интегральный со сдвижным кожухом. Трубчатый сдвижной кожух также содержит деформируемый промежуточный участок с U-образным сгибом между наружным корпусом и сдвижным кожухом. Сигаретоупаковочная машина также содержит по меньшей мере первое гнездо, первый подающий узел, который подает вторую заготовку к первому гнезду, первую станцию передачи, которая передает наружный корпус к первому гнезду. Сгибающее устройство сигаретоупаковочной машины сгибает вторую заготовку вокруг наружного кожуха. Вторая станция передачи сигаретоупаковочной машины передает наружный корпус вместе со второй заготовкой из первого гнезда. Объектами изобретения также является способ изготовления жесткой пачки с шарнирной крышкой и способ производства жесткой пачки с шарнирной крышкой. Техническим результатом изобретения является создание сигаретоупаковочной машины, пригодной для производства нового типа сигаретных пачек, простой и относительно недорогой в изготовлении. 3 н. и 17 з.п. ф-лы, 13 ил.
1. Сигаретоупаковочная машина (44) для производства жесткой пачки (1) с шарнирной крышкой (5), содержащая:
первый упаковочный узел (45), который сгибает первую заготовку (23) вокруг группы (46) сигарет для формирования наружного корпуса (2) с шарнирной крышкой (5); и
второй упаковочный узел (48), который сгибает вторую заготовку (31) вокруг наружного корпуса (2) для формирования трубчатого сдвижного кожуха (14), окружающего наружный корпус (2) для аксиального сдвига относительно наружного корпуса (2);
причем трубчатый сдвижной кожух (14) содержит передаточный элемент (19), в свою очередь имеющий первый конец (21), интегральный с крышкой (5), второй конец (20), противоположный первому концу (21) и интегральный со сдвижным кожухом (14), и деформируемый промежуточный участок (22) с U-образным сгибом между наружным корпусом (2) и сдвижным кожухом (14);
отличающаяся тем, что содержит:
по меньшей мере одно первое гнездо (88);
первый подающий узел (89), который подает вторую заготовку (31) к первому гнезду (88);
первую станцию (85) передачи, которая передает наружный корпус (2) к первому гнезду (88);
сгибающее устройство (94), которое сгибает вторую заготовку (31) вокруг наружного кожуха (2); и
вторую станцию (92) передачи, которая передает наружный корпус (2) вместе со второй заготовкой (31) из первого гнезда (88).
2. Сигаретоупаковочная машина по п.1, в которой второй упаковочный узел (48) содержит первое упаковочное колесо (86) с указанным первым гнездом (88).
3. Сигаретоупаковочная машина по п.1, в которой первый подающий узел (89) расположен по ходу перед первой станцией (85) передачи, и вставляет вторую заготовку (31), согнутую U-образно, в первое гнездо (88).
4. Сигаретоупаковочная машина по п.3, в которой первое гнездо (88) имеет опору (90) для размещения второй заготовки (31); и упругий держатель (91), расположенный внутри опоры (90) и толкающий вторую заготовку (31) к стенке опоры (90).
5. Сигаретоупаковочная машина по п.3, в которой вторая заготовка (31) имеет две поперечные линии (32) сгиба и несколько продольных линий (33) сгиба, образующих между двумя поперечными линиями (32) сгиба первую панель (17'), образующую часть первой боковой стенки (17) сдвижного кожуха (14); вторую панель (16'), образующую заднюю стенку (16) сдвижного кожуха (14); третью панель (17''), образующую вторую боковую стенку (17) сдвижного кожуха (14); четвертую панель (15'), образующую переднюю стенку (15) сдвижного кожуха (14); и пятую панель (17'''), образующую другую часть первой боковой стенки (17) сдвижного кожуха (14);
первый подающий узел (89), вставляющий вторую заготовку (31) дальше по ходу в первое гнездо (88) так, чтобы вторая панель (16') была расположена горизонтально внутри первого гнезда (88), первая панель (17') и третья панель (17'') были расположены согнутыми под прямым углом относительно второй панели (16'), а четвертая панель (15') и пятая панель (17''') были расположены согнутыми под прямым углом относительно третьей панели (17'') и снаружи первого гнезда (88).
6. Сигаретоупаковочная машина по п.5, в которой сгибающее устройство (94) между первой станцией (85) передачи и второй станцией (92) передачи сгибает четвертую панель (15') на 180° относительно продольной линии (33) сгиба на переднюю стенку (9) наружного корпуса (2); и передает наружный корпус (2) вместе со второй заготовкой (31) из первого гнезда (88) на второй станции (92) передачи, сгибает пятую панель (17''') на угол 90° относительно продольной линии (33) сгиба на ранее согнутую первую панель (17').
7. Сигаретоупаковочная машина по п.5, в которой:
вторая панель (16') второй заготовки (31) поддерживает передаточный элемент (19), который отделен от второй панели (16') поперечной линией (32) сгиба;
вторая панель (16') второй заготовки (31) имеет первый язычок (34), расположенный на противоположном конце передаточного элемента (19) и отделенный от второй панели (16') поперечной линией (32) сгиба;
четвертая панель (15') имеет два вторых язычка (35, 36), расположенных на противоположных концах четвертой панели (15') и отделенных от четвертой панели (15') двумя поперечными линиями (32) сгиба;
третья панель (17'') имеет два третьих язычка (39), расположенных на противоположных концах третьей панели (17'') и отделенных от третьей панели (17'') двумя поперечными линиями (32) сгиба;
и вторая заготовка (31) подается к первому гнезду (88) со вторыми язычками (35, 36), согнутыми на 180° на четвертую панель (15'), с передаточным элементом (19), согнутым U-образно и согнутым на 180° на вторую панель (16'), и с первым язычком (34), согнутым на 180° на вторую панель (16') и с первым язычком (34), согнутым на 180° на вторую панель (16').
8. Сигаретоупаковочная машина по п.5, содержащая первое проклеивающее устройство (101), которое проклеивает внутреннюю поверхность пятой панели (17''') второй заготовки (31) и соединено с первым упаковочным колесом (86), имеющим первое гнездо (88).
9. Сигаретоупаковочная машина по п.5, содержащая первое проклеивающее устройство (101), которое проклеивает внутреннюю поверхность пятой панели (17''') второй заготовки (31) и соединено с первым подающим узлом (89).
10. Сигаретоупаковочная машина по любому из пп.2-9, содержащая второе проклеивающее устройство (102), которое проклеивает заднюю стенку (10) наружного корпуса (2).
11. Сигаретоупаковочная машина по п.10, в которой второе проклеивающее устройство (102) расположено на первой станции (82) передачи.
12. Сигаретоупаковочная машина по любому из пп.2-9, в которой первый подающий узел (89) содержит:
бункер (103), вмещающий стопку вторых заготовок (31);
горизонтальный транспортер (104), расположенный под нижним выпускным отверстием бункера (103) и имеющий несколько первых присасывающих головок (105);
захватное устройство (108), которое извлекает вторые заготовки (31) последовательно из нижнего выпускного отверстия бункера (103) и подает вторые заготовки (31) к первым присасывающим головкам (105) транспортера (104);
передающий кронштейн (112), который вращается назад и вперед вокруг вертикальной оси (113) вращения, чтобы циклически перемещать вторую присасывающую головку (114) между положением захвата, в котором вторая присасывающая головка (114) расположена над выходным концом транспортера (104), и положением высвобождения, в котором вторая присасывающая головка (114) расположена над первым гнездом (88); и
вставляющий толкатель (115), расположенный над первым упаковочным колесом (86) с первым гнездом (88) и совмещенный с первым гнездом (88), который перемещается вертикально вверх и вниз, чтобы толкать вторую заготовку (31), переносимую второй присасывающей головкой (114) передающего кронштейна (112) в первое гнездо (88) первого упаковочного колеса (86); это толкание сгибает вторую заготовку (31) U-образно внутри первого гнезда (88), как описано выше.
13. Сигаретоупаковочная машина по п.12, в которой захватное устройство (108) содержит третью присасывающую головку (109), присоединенную к кронштейну (110), который вращается вокруг горизонтальной оси (111) вращения, и расположенную между двумя ремнями (106) транспортера (104) для цикличного перемещения между верхним положением захвата, в котором третья присасывающая головка (109) зацепляет вторую заготовку (31) на нижнем выходном отверстии бункера (103), и нижним положением высвобождения, в котором третья присасывающая головка (109) помещает вторую заготовку (31) на первую присасывающую головку (105) транспортера (104).
14. Сигаретоупаковочная машина по любому из пп.2-9, в которой второй упаковочный узел (48) содержит:
входной транспортер (76), который принимает наружный корпус (2) с первого упаковочного узла (45);
вертикальное первое передающее колесо (77), которое принимает наружный корпус (2) с входного транспортера (76) на третьей станции (78) передачи;
горизонтальное второе передающее колесо (81), которое принимает наружный корпус (2) с первого передающего колеса (77) на четвертой станции (82) передачи и передает наружный корпус (2) к первому гнезду (88) на первой станции (85) передачи; и
вертикальное третье передающее колесо (93), которое принимает наружный корпус (2), вместе с согнутой второй заготовкой (31), образующей сдвижной кожух (14), с первого упаковочного колеса (86) с первым гнездом (88) на второй станции (92) передачи.
15. Способ изготовления жесткой пачки с шарнирной крышкой, включающий стадии:
сгибания первой заготовки (23) вокруг группы (46) сигарет для формирования наружного корпуса (2) с шарнирной крышкой (5); и
сгибания второй заготовки (31) вокруг наружного корпуса (2) для формирования трубчатого сдвижного кожуха (14), окружающего наружный корпус (2) с возможностью аксиального сдвига относительно наружного корпуса (2); причем трубчатый сдвижной кожух (14) содержит передаточный элемент (19), в свою очередь имеющий первый конец (21), интегральный с крышкой (5), второй конец (20), противоположный первому концу (21) и интегральный со сдвижным кожухом (14), и деформируемый промежуточный участок (22) с U-образным сгибом между наружным корпусом (2) и сдвижным кожухом (14);
отличающийся тем, что включает стадии:
сгибания передаточного элемента (19) U-образно и на 180° на панель (16') второй заготовки (31) перед сгибанием второй заготовки (31) вокруг наружного корпуса (2);
формирования на передаточном элементе (19) центрального крепежного участка (40), отделенного от остальной части передаточного элемента (19) бесконечной линией (41) разрыва, которая разрывается при открывании крышки (5); и
приклеивания центрального крепежного участка (40) передаточного элемента (19) к панели (16') второй заготовки (31) перед сгибанием второй заготовки (31) вокруг наружного корпуса (2).
16. Способ по п.15, включающий дополнительную стадию сгибания язычков (34, 35, 36) второй заготовки (31) на 180° на соответствующие панели (15', 16') второй заготовки (31) перед сгибанием второй заготовки (31) вокруг наружного корпуса (2).
17. Способ по п.16, включающий дополнительную стадию приклеивания язычков (34, 35, 36) второй заготовки (31) к соответствующим панелям (15', 16') второй заготовки (31) перед сгибанием второй заготовки (31) вокруг наружного корпуса (2).
18. Способ производства жесткой пачки с шарнирной крышкой, включающий стадии:
сгибания первой заготовки (23) вокруг группы (46) сигарет для формирования наружного корпуса (2) с шарнирной крышкой (5); и
сгибания второй заготовки (31) вокруг наружного корпуса (2) для формирования трубчатого сдвижного кожуха (14), окружающего наружный корпус (2) с возможностью аксиального сдвига относительно наружного корпуса (2); причем трубчатый сдвижной кожух (14) имеет передаточный элемент (19), в свою очередь имеющий первый конец (21), интегральный с крышкой (5), второй конец (20), противоположный первому концу (21) и интегральный со сдвижным кожухом (14), и деформируемый промежуточный участок (22) с U-образным сгибом между наружным корпусом (2) и сдвижным кожухом (14);
при этом вторая заготовка (31) имеет две поперечные линии (32) сгиба и несколько продольных линий (33) сгиба, образующих между двумя поперечными линиями (32) сгиба первую панель (17'), образующую часть первой боковой стенки (17) сдвижного кожуха (14); вторую панель (16'), образующую заднюю стенку (16) сдвижного кожуха (14); третью панель (17''), образующую вторую боковую стенку (17) сдвижного кожуха; четвертую панель (15'), образующую переднюю стенку (15) сдвижного кожуха (14); и пятую панель (17'''), образующую другую часть первой боковой стенки (17) сдвижного кожуха (14);
при этом вторая панель (16') второй заготовки (31) поддерживает передаточный элемент (19), который отделен от второй панели (16') поперечной линией (32) сгиба; и
при этом четвертая панель (15') имеет по меньшей мере два язычка (35, 36), расположенных на противоположных концах четвертой панели (15') и отделенных от четвертой панели (15') двумя поперечными линиями (32) сгиба;
отличающийся тем, что включает стадию сгибания язычков (34, 35, 36) второй заготовки (31) на 180° на соответствующие панели (15', 16') второй заготовки (31) перед сгибанием второй заготовки (31) вокруг наружного корпуса (2).
19. Способ по п.18, включающий дополнительную стадию приклеивания язычков (34, 35, 36) второй заготовки (31) к соответствующим панелям (15', 16') второй заготовки (31) перед сгибанием второй заготовки (31) вокруг наружного корпуса (2).
20. Способ по п.18 или 19, в котором вторая панель (16') второй заготовки (31) имеет первый язычок (34), расположенный на противоположном конце передаточного элемента (19) и отделенный от второй панели (16') поперечной линией (32) сгиба.
| US 4267926 A, 19.05.1981 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| СПОСОБ И МАШИНА ДЛЯ ОБЕРТЫВАНИЯ ИЗДЕЛИЯ, В ЧАСТНОСТИ, ПАЧКИ СИГАРЕТ В ЛИСТ ТЕРМОСВАРИВАЕМОГО ОБЕРТОЧНОГО МАТЕРИАЛА | 1999 |
|
RU2233776C2 |
| СПОСОБ НЕПРЕРЫВНОЙ УПАКОВКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2223898C2 |
| СПОСОБ И МАШИНА ДЛЯ ОБЕРТЫВАНИЯ ИЗДЕЛИЯ | 1999 |
|
RU2233779C2 |

