Изобретение относится к измерительной технике, а именно к интерферометрии, и может быть использовано для контроля радиуса кривизны оптической поверхности.
Известен способ измерения радиусов с помощью автоколлимационного микроскопа [1]. В процессе измерений микроскоп последовательно фокусируют на измеряемую поверхность (положение детали вершиной в фокусе микроскопа) и в центр ее кривизны (конфокальное положение детали). В обоих случаях наблюдают резкое автоколлимационное изображение. Разность отсчетов двух положений детали равна измеряемому радиусу кривизны.
Недостатки данного способа заключаются в том, что точность фокусировки микроскопа на поверхность детали и в центре кривизны зависит от чувствительности продольной наводки и носит субъективный характер.
Известен так же способ измерения радиуса кривизны путем контроля продольных наводок прибора в схеме цифрового интерферометра [2]. При этом положение детали вершиной в фокусе интерферометра и конфокальное положение определяются по минимальному искривлению полос интерференционной картины, в результате цифровой обработки интерферограмм. Этот способ по технической сущности является наиболее близким к заявляемому способу. По сравнению с автоколлимационным микроскопом интерференционная схема обладает более высокой чувствительностью. Однако недостатки данного способа заключаются в том, что существует погрешность фиксации минимального искривления интерференционной картины, при положении детали вершиной в фокусе (ошибка дефокусировки). Данная ошибка возникает в результате наличия протяженной каустики (обусловленной остаточными аберрациями), которая затрудняет установку детали вершиной в фокусе интерферометра, что приводит к возникновению неоднозначности в определении радиуса кривизны. При перемещении контролируемой детали между двумя ее крайними положениями возникает несовпадение оптической оси интерферометра с линией перемещения контролируемой детали (ошибка Аббе [3]). И чем больше радиус кривизны контролируемой детали, тем больше погрешность в определении радиуса кривизны при перемещении детали.
Задачей, на решение которой направлено изобретение, является создание способа измерения радиуса кривизны поверхности, который будет прост, удобен и не трудоемким.
Техническим результатом, который достигается в результате решения данной задачи, является повышение точности измерения радиуса кривизны, посредством уменьшения величины перемещения контролируемой детали и уменьшения погрешности фиксации положений детали. Для этого контролируемую деталь устанавливают в интерферометр Физо в конфокальное положение. Сначала регистрируют, путем обработки интерферограмм, минимальное искривление полос интерференционной картины, принимая данное положение контролируемой детали за нулевой отсчет, а затем перемещают контролируемую деталь вдоль оптической оси интерферометра дважды, каждый раз выбирая величину перемещения произвольно. После каждого перемещения регистрируют количество полос в интерференционной картине и величину, на которую переместили контролируемую деталь. По результатам измерений рассчитывают радиус кривизны по формуле:

где 
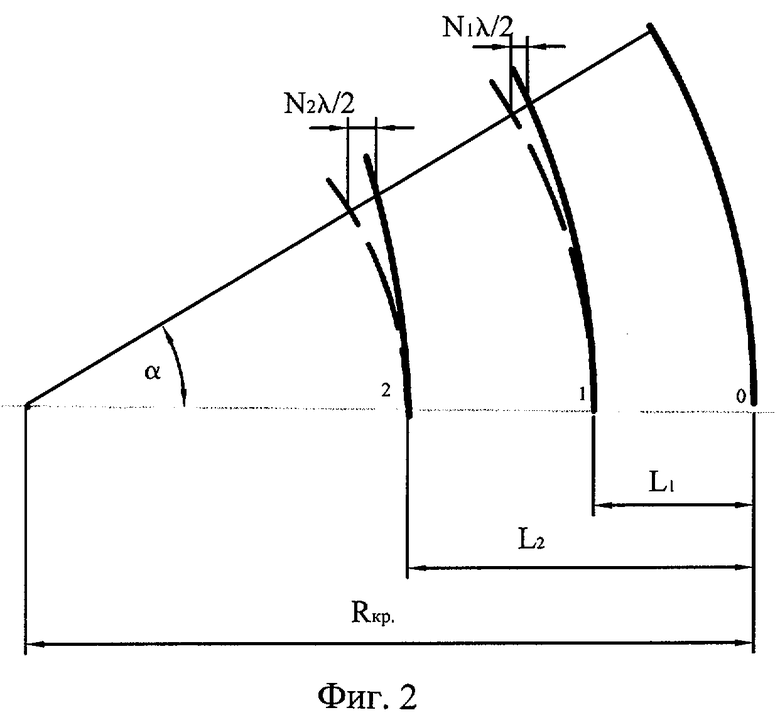
λ - рабочая длина волны интерферометра; N1, N2 - количество полос в интерференционных картинах, соответствующих 1 и 2 положению детали; L1, L2 - измеренные перемещения, соответствующие 1 и 2 положению детали (см. фиг.2).
Угол α определяется из формулы  (см. Сокольский М.Н. Допуски и качество оптического изображения - Л.: Машиностроение, 1989, с.17), где, в нашем случае
(см. Сокольский М.Н. Допуски и качество оптического изображения - Л.: Машиностроение, 1989, с.17), где, в нашем случае 
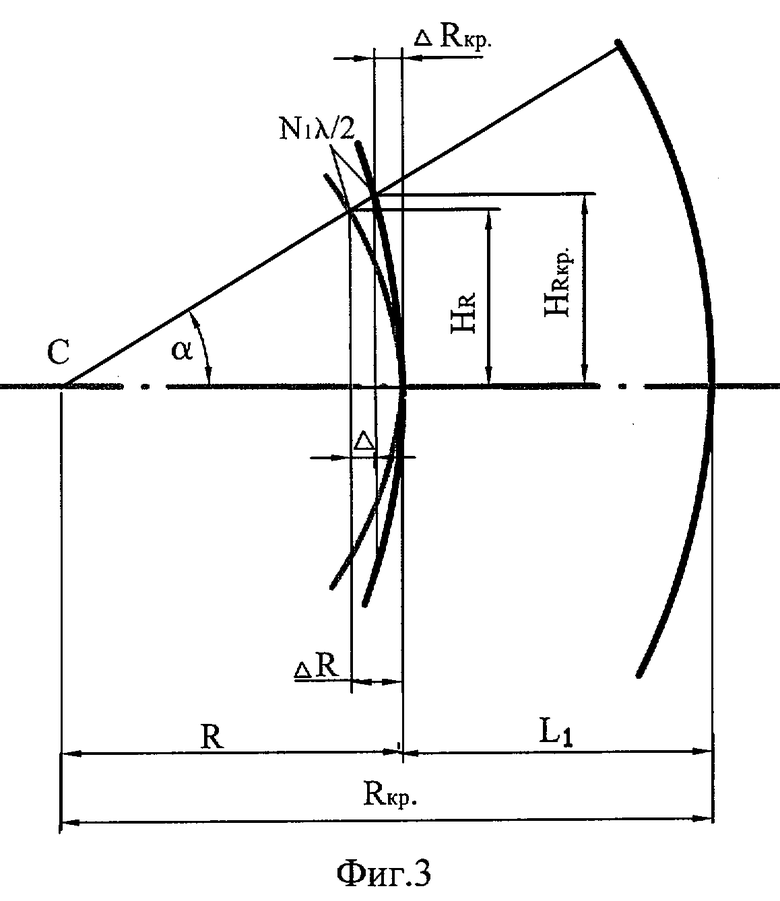
Значение радиуса кривизны контролируемой детали Rкд определяется с помощью фиг.3. При перемещении контролируемой детали в схеме интерферометра на произвольное расстояние L1, интерференционная картина изменится на N1λ/2, а радиус сферы сравнения  Обозначим: 1/2 диаметра сферы сравнения за
Обозначим: 1/2 диаметра сферы сравнения за 
1/2 диаметра контролируемой сферы 
стрелку прогиба сферы сравнения 
стрелку прогиба контролируемой сферы 
тогда разность стрелок прогиба интерферирующих сферических фронтов есть разность фаз интерферирующих фронтов 

















Повышение точности измерения обеспечивается за счет того, что, во-первых, положение детали вершиной в фокусе отсутствует и как следствие этого отсутствует ошибка дефокусировки; во-вторых, за счет незначительных перемещений контролируемой детали вдоль оптической оси интерферометра уменьшена ошибка Аббе, вызванная несовпадением оптической оси интерферометра с линией перемещения контролируемой поверхности.
На фиг.1 показано устройство для реализации предлагаемого способа измерения.
Устройство состоит из интерферометра Физо 1 с блоком для цифровой обработки интерферограмм 2, контролируемой детали 3 и датчика перемещений 4.
Устройство работает следующим образом.
Контролируемая деталь 3 устанавливается на оптической оси интерферометра 1 в конфокальное положение. Данное положение фиксируется по минимальному искривлению полос интерференционной картины и принимается за нулевой отсчет. Затем перемещают контролируемую деталь вдоль оптической оси интерферометра на расстояние L1, так чтобы на интерференционной картине возникло N1 полос, регистрируемых блоком 2. С помощью датчика перемещений 4 снимают отсчет L1. Снова повторяют такую операцию, перемещая контролируемую деталь на расстояние L2 (на интерференционной картине возникает N2 полос), снимают отсчет L2.
Контролируемый радиус кривизны определяют по формуле (1).
Предлагаемый способ контроля радиуса кривизны является эргономичным и легко автоматизированным. Точность контроля зависит от точности обработки интерферограмм и погрешности измерения перемещений.
ЛИТЕРАТУРА:
1. Креопалова Г.В., Лазарева Н.Л., Пуряев Д.Т. Оптические измерения /Под общ. ред. Д.Т.Пуряева. - М.: Машиностроение, 1987. - 264 с.: ил.
2. Lars A. Selberg Radius measurement by interferometry //Optical Engineering. 1992/ - Vol.31. №9. - P.1961.
3. Афанасьев В.А. Оптические измерения: Учебник для вузов. - 3-е изд., перераб. и доп. - М.: Высшая школа, 1981. - 229 с., ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения радиуса оптической сферической поверхности | 2023 |
|
RU2839242C1 |
| Устройство для контроля поверхностей | 1990 |
|
SU1770738A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАДИУСА СФЕРИЧЕСКИХ ПОЛИРОВАННЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2215987C2 |
| ИНТЕРФЕРОМЕТР ДЛЯ КОНТРОЛЯ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ВТОРОГО ПОРЯДКА | 2009 |
|
RU2396513C1 |
| СПОСОБ ИНТЕРФЕРОМЕТРИЧЕСКОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ФОРМЫ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2237865C2 |
| СПОСОБ ИНТЕРФЕРОМЕТРИЧЕСКОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ФОРМЫ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2263279C2 |
| СПОСОБ ИЗМЕРЕНИЯ ФОРМЫ ВНЕОСЕВОЙ АСФЕРИЧЕСКОЙ ОПТИЧЕСКОЙ ДЕТАЛИ | 2023 |
|
RU2803879C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕЦЕНТРИРОВКИ ОПТИЧЕСКОЙ ОСИ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2021 |
|
RU2758928C1 |
| СКАНИРУЮЩИЙ ИНТЕРФЕРОМЕТР ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ФОРМЫ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2264595C2 |
| ИНТЕРФЕРЕНЦИОННЫЙ СФЕРОМЕТР | 1992 |
|
RU2037768C1 |
Способ заключается в том, что контролируемую поверхность устанавливают в интерферометр в конфокальное положение, принимая его за нулевой отсчет. Затем перемещают дважды контролируемую поверхность на произвольную величину, при этом измеряют датчиком перемещений величину перемещения контролируемой поверхности и регистрируют количество интерференционных полос в интерференционной картине с помощью цифровой обработки интерферограмм. Радиус кривизны контролируемой поверхности рассчитывают по предлагаемой формуле. Технический результат - повышение точности измерения радиуса кривизны, посредством уменьшения величины перемещения контролируемой детали и уменьшения погрешности фиксации положения детали. 3 ил.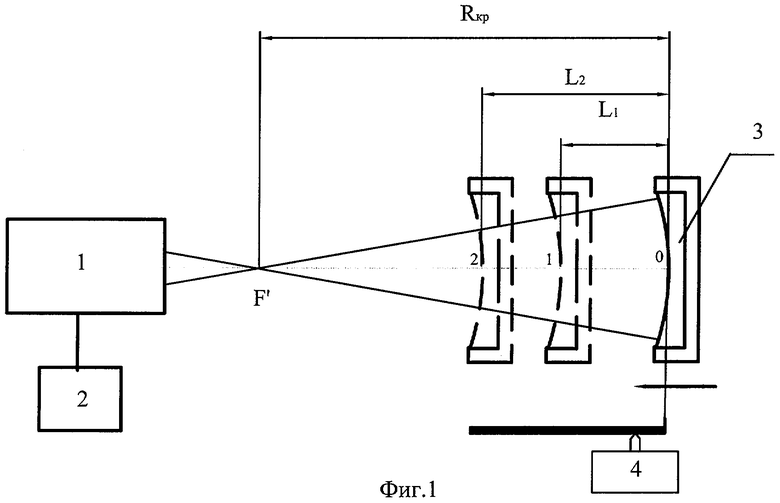
Интерференционный способ измерения радиуса кривизны оптической поверхности, заключающийся в том, что устанавливают контролируемую деталь в интерферометр в конфокальное положение, регистрируют путем обработки интерферограмм минимальное искривление полос интерференционной картины, принимая за нулевой отсчет данное положение контролируемой детали, а затем перемещают ее вдоль оптической оси интерферометра, отличающийся, тем, что контролируемую деталь перемещают дважды, каждый раз выбирая для этого произвольно величину перемещения, после каждого перемещения регистрируют изменение полос в интерференционной картине, определяют их количество и величину, на которую переместили контролируемую деталь, а затем рассчитывают радиус кривизны контролируемой поверхности по формуле

где 
λ - рабочая длина волны интерферометра;
N1, N2 - искривления полос в интерференционных картинах, соответствующих первому и второму положениям детали;
L1, L2 - соответствующие измеренные перемещения.
| Устройство для контроля поверхностей | 1990 |
|
SU1770738A1 |

