Настоящее изобретение относится, в общем, к газотурбинным двигателям и, в частности, к их соплам.
В газотурбинном двигателе воздух сжимают в компрессоре и смешивают с топливом в камере сгорания для образования горячих рабочих газов, которые направляют по ходу течения через ступени турбины, которая отбирает у них энергию. Турбина высокого давления, расположенная непосредственно по направлению потока вслед за камерой сгорания, включает круглое статорное сопло, которым подают рабочие газы в направлении соответствующего ряда лопаток ротора, расположенных снаружи диска ротора.
Сопло турбины выполнено в виде дугообразных сегментов для уменьшения теплового напряжения в них при расширении и сжатии сопла во время работы. Каждый сегмент сопла обычно включает пару лопаток статора, жестко прикрепленных к внешнему и внутреннему дугообразным сегментам бандажей. Так как лопатки сопла непосредственно подвержены воздействию горячих рабочих газов, то сами лопатки и их бандажи обычно изготавливают из суперсплавов, которые сохраняют прочность при повышенных температурах.
Лопатки и бандажи обычно отливают в виде отдельных изделий, которые затем собирают вместе, и припаивают твердым припоем вдоль двух корневых частей каждой лопатки, где она установлена в соответствующих посадочных местах, выполненных для лопаток в бандажах. Припаивание твердым припоем обеспечивает прочное соединение без понижения прочности высокопрочного материала из суперсплава, из которого изготавливают сопло.
Во время работы двигателя сопло защищают от воздействия горячих рабочих газов, подаваемых из камеры сгорания, направляя определенное количество сжатого воздуха внутрь полых лопаток для охлаждения их изнутри воздухом, подаваемым через ряды отверстий для обеспечения пленочного охлаждения, проходящих насквозь через одну или обе боковые стенки пера лопатки. Так как лопатки имеют конфигурацию аэродинамической поверхности, которая сходится по направлению к тонкой выходной кромке, то предусмотрен ряд отверстий в выходной кромке для выпуска некоторого количества охлаждающего воздуха через выходную кромку и охлаждения области тонкой выходной кромки пера лопатки.
В одной примерной конструкции каждая лопатка содержит радиально направленную переднюю полость, расположенную за входной кромкой, и вторую радиально направленную заднюю полость, расположенную в области средней хорды лопатки между передней полостью и областью выходной кромки лопатки. Две полости отделены одна от другой внутренней неперфорированной стенкой, предназначенной для изолирования двух охлаждающих контуров друг от друга.
Передняя полость включает входное отверстие, выполненное во внутреннем бандаже, и закрыта со стороны внешнего бандажа для обеспечения независимого распределения по каналам лопатки охлаждающего воздуха для выпуска его из отверстий для пленочного охлаждения вокруг области входной кромки лопатки.
Задняя полость снабжена входным отверстием, выполненным во внешнем бандаже, и закрыта со стороны внутреннего бандажа для независимой подачи охлаждающего воздуха в полость, который выпускают через отверстия для пленочного охлаждения в боковых стенках лопатки, а также через отверстия в выходной кромке.
За исключением соответствующих входных отверстий полостей в противоположных корневых частях лопаток, корневые части лопаток являются сплошными, или неперфорированными, для обеспечения прочного соединения между лопатками и бандажами, когда их соединяют твердым припоем между собой. Тонкую область выходной кромки каждой лопатки охлаждают путем использования ряда расположенных в осевом направлении внутренних каналов, которыми соединены задняя полость с соответствующими отверстиями в выходной кромке.
Отверстия в выходной кромке должны быть расположены внутри от соответствующих бандажей так, чтобы во время операции пайки твердым припоем крайнее отверстие в выходной кромке около каждого края лопатки не было закупорено материалом твердого припоя под действием капиллярного эффекта. Каждое отверстие в выходной кромке должно, следовательно, иметь достаточную площадь живого сечения для пропуска через него соответствующей части потока охлаждающего воздуха для охлаждения области выходной кромки лопатки вплоть до и включая область на стыке соединения, паянного твердым припоем, лопатки с бандажами.
Сопло турбины примерно такой конструкции с успехом использовали в США в течение многих лет в соплах турбин первой ступени в газотурбинных двигателях самолетов на коммерческих линиях. Однако опыт показал, что соединение, паянное твердым припоем, в области выходной кромки лопаток подвергается окислению при продолжительном использовании, которое ограничивает полезный срок службы сопла турбины. Окисление соединения, паянного твердым припоем, происходит из-за относительно высокой температуры, испытываемой соединением, паянным твердым припоем, в этой локальной области.
Известно сопло турбины, содержащее внешний и внутренний бандажи, в которых выполнены пары посадочных мест, простирающихся сквозь эти бандажи, для посадки лопаток, и пару лопаток, имеющих соответствующие корневые части, расположенные в посадочных местах и жестко фиксируемые в них соответствующими соединениями (например, US 5711650, МПК 6 F 01 D 9/04, 27.01.1998).
Однако охлаждающая способность отверстий в выходной кромке ограничена определенными пределами, так как их размер ограничен максимально допустимой нагрузкой во время работы, а размещение крайних отверстий вблизи внешнего и внутреннего бандажей ограничено процессом изготовления, при котором должно быть предотвращено нежелательное закупоривание отверстий материалом твердого припоя.
Задачей изобретения является создание сопла турбины, обладающего улучшенным охлаждением соединения, паянного твердым припоем, в области выходной кромки лопатки для уменьшения его окисления и увеличения полезного срока службы сопла турбины.
Поставленная задача решается за счет того, что сопло турбины содержит внешний и внутренний бандажи, в которых выполнены пары посадочных мест, простирающихся сквозь эти бандажи, для посадки лопаток, а также пару лопаток, имеющих соответствующие корневые части, расположенные в посадочных местах и жестко фиксируемые в них соответствующими соединениями, паянными твердым припоем, причем каждая из лопаток дополнительно содержит крайнее отверстие в выходной кромке, расположенное внутри относительно соответствующего соединения, паянного твердым припоем, и сообщенное с крайним каналом, расположенным позади соединения, паянного твердым припоем, для подачи охлаждающего потока воздуха из полости, расположенной по средней хорде лопатки, к крайнему отверстию для охлаждения с задней стороны соединения, паянного твердым припоем, по его длине.
Предпочтительно каждая из лопаток дополнительно содержит противоположные боковые стенки, соединенные одна с другой у противоположных входной и выходной кромок, и крайний канал, расположенный между боковыми стенками, для охлаждения с задней стороны соединения, паянного твердым припоем, вдоль обеих боковых стенок вблизи выходной кромки.
Кроме того, крайний канал может быть расположен по существу напротив полости, расположенной по средней хорде, по направлению к выходной кромке, и изогнут у заднего его края, где канал пересекает сзади соединение, паянное твердым припоем, и заканчивается у крайнего отверстия.
Предпочтительно корневые части не содержат отверстий на участке между выходной кромкой и полостью, расположенной по средней хорде, кроме сквозного входного отверстия полости, расположенной по средней хорде.
Дополнительно каждая из лопаток может включать пару крайних отверстий в выходной кромке и сопряженную пару крайних каналов, расположенных у соответствующих противоположных корневых частей лопатки, для охлаждения с задней стороны соединений, паянных твердым припоем, около обоих внешнего и внутреннего бандажей.
Кроме того, лопатки могут дополнительно содержать ряд отверстий в выходной кромке, включая пару крайних отверстий вблизи внешнего и внутреннего бандажей; и массив внутренних каналов, расположенных между парой крайних каналов, сообщенных с полостью, расположенной по средней хорде, и соответствующими отверстиями в выходной кромке.
Каждый из крайних каналов может оканчиваться вместе с соседним каналом из внутренних каналов у соответствующего отверстия из крайних отверстий, а каждая из лопаток может дополнительно содержать боковое отверстие, простирающееся сквозь одну из боковых стенок и сообщенное с соответствующим крайним каналом для выпуска потока охлаждающего воздуха из этого канала.
Предпочтительно вышеуказанное боковое отверстие расположено около изгиба крайнего канала и выходит сквозь боковую стенку на отдалении от соединения, паянного твердым припоем, причем боковое отверстие может быть выполнено на обеих боковых стенках лопаток.
Другим аспектом изобретения является способ изготовления сопла турбины, включающий следующие этапы:
формование лопаток с крайними отверстиями в выходной кромке, сопряженными с крайними каналами;
сборку лопаток и бандажей и
припаивание корневых частей к бандажам без закупоривания крайних отверстий.
Предпочтительно осуществляют
припаивание корневых частей к бандажам без закупоривания бокового отверстия.
Еще одним аспектом изобретения является лопатка сопла, содержащая ряд отверстий в выходной кромке, сопряженных с внутренними каналами, сообщенными с полостью, расположенной по средней хорде, и пару крайних каналов, расположенных снаружи от соответствующих последних каналов из внутренних каналов с противоположных сторон лопатки, и снаружи от соответствующих крайних отверстий из отверстий в выходной кромке.
Предпочтительно каждый из крайних каналов оканчивается вместе с соседним каналом из внутренних каналов около соответствующего отверстия из крайних отверстий.
Дополнительно лопатка может содержать противоположные боковые стенки, соединенные между собой у противоположных входной и выходной кромок, а каждый из крайних каналов расположен между боковыми стенками для охлаждения с задней стороны обеих боковых стенок вблизи выходной кромки.
Предпочтительно крайние каналы направлены по существу прямо от полости, расположенной по средней хорде, к выходной кромке и изогнуты у их задних краев для пересечения с последними внутренними каналами у выходной кромки.
Кроме того, крайние отверстия лопатки могут отстоять на некотором расстоянии внутрь от соответствующих корневых частей лопатки для отдаления соединения, паянного твердым припоем, от этих отверстий, когда лопатку припаивают к внешнему и внутреннему бандажам соплового аппарата.
Дополнительно лопатка может содержать боковое отверстие, простирающееся сквозь одну из боковых стенок, сообщенное с соответствующим одним из каналов для выпуска охлаждающего воздуха через это отверстие.
Предпочтительно вышеуказанное боковое отверстие расположено около изгиба крайнего канала, и выходит из боковой стенки в обход упомянутого соединения, паянного твердым припоем.
Изобретение, в виде предпочтительных и приведенных в качестве примера вариантов выполнения, вместе с дополнительными задачами и преимуществами более конкретно представлено в последующем подробном описании вместе с прилагаемыми чертежами, на которых изображено:
на Фиг.1 - вид в изометрии части кругового сопла турбины, выполненного в соответствии с приведенным в качестве примера вариантом выполнения настоящего изобретения;
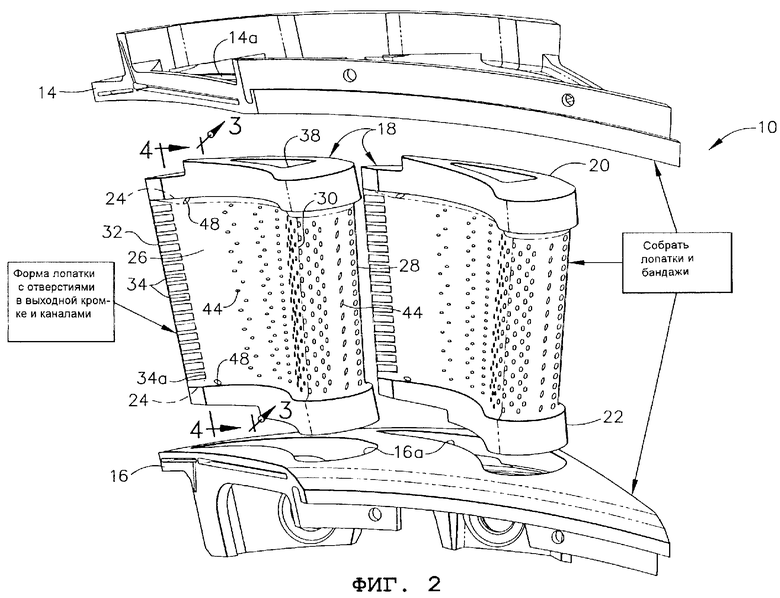
на Фиг.2 - вид в разобранном состоянии дугового сегмента сопла, представленного на Фиг.1, включающего пару лопаток сопла, припаянных твердым припоем к соответствующим внешнему и внутреннему бандажам;
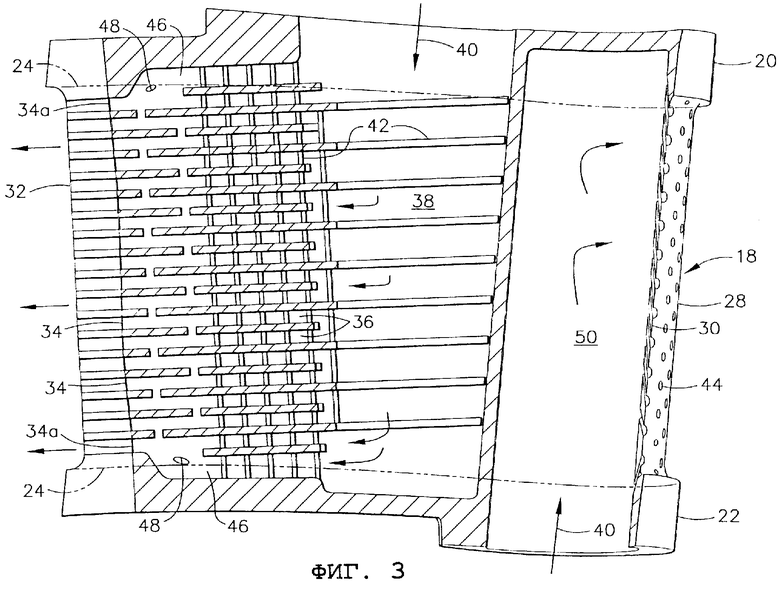
на Фиг.3 - осевое сечение 3-3 одной из лопаток, представленных на Фиг.2;
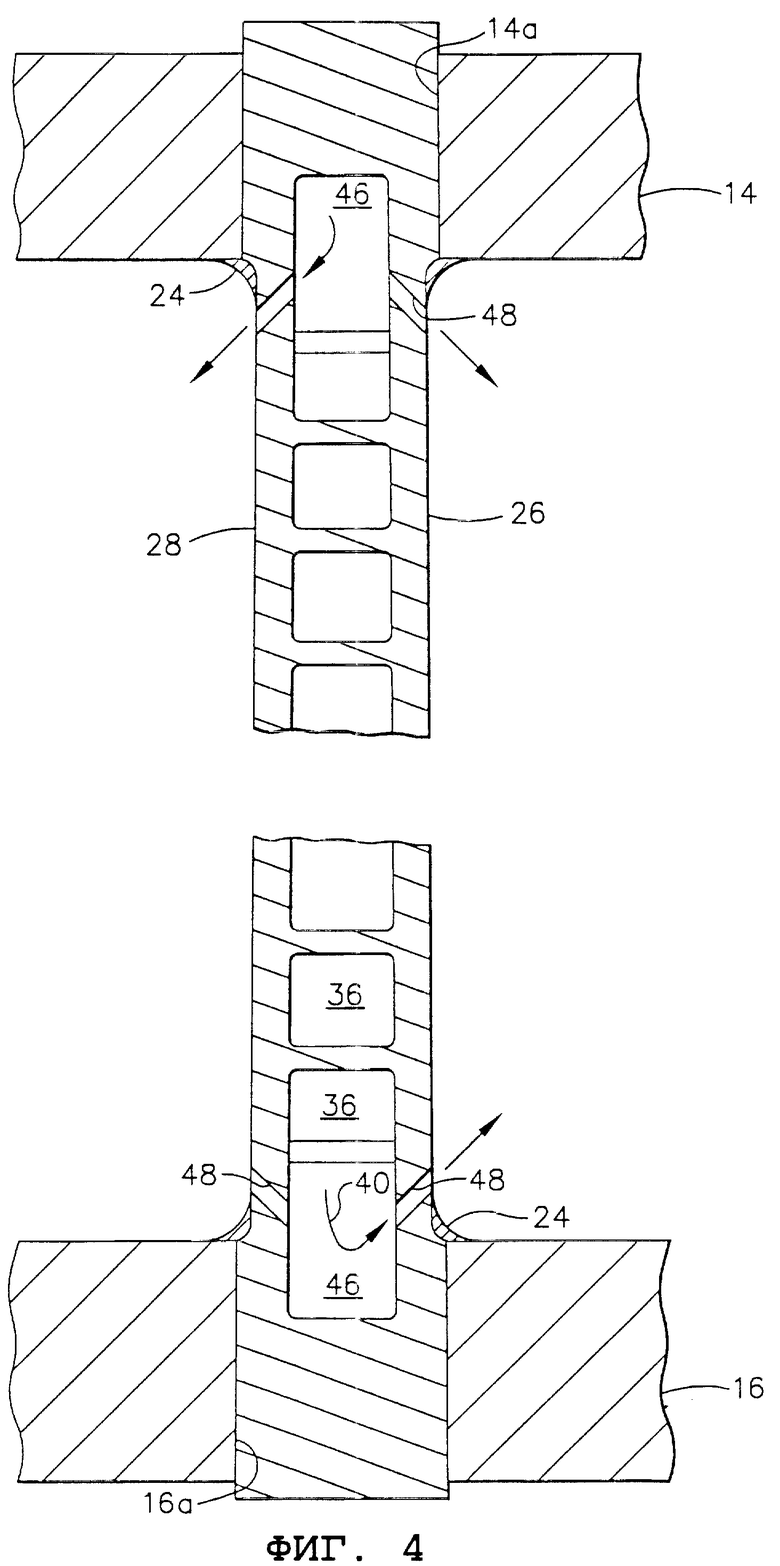
на Фиг.4 - радиальное сечение 4-4 одной из лопаток, представленных на Фиг.2.
На Фиг.1 показана часть симметричной относительно оси первой ступени сопла 10 турбины высокого давления, расположенной непосредственно по ходу потока от камеры сгорания (не показана) турбовентиляторного газотурбинного двигателя самолета. Во время работы горячие газы 12 выходят из камеры сгорания и проходят через сопло 10, которое направляет газы между лопатками ротора турбины (не показаны), расположенными снаружи по периметру роторного диска, приводимого в движение таким образом.
Сопло включает круговые внешний и внутренний бандажи 14, 16, каждый из которых содержит соответствующие пары посадочных мест 14а, 16а для лопаток, расположенных радиально сквозь них, как показано на Фиг.2.
Пара полых лопаток 18 расположена на определенном расстоянии друг от друга по окружности и направлена радиально между бандажами. Каждая лопатка имеет направленную радиально внешнюю корневую часть 20 и направленную радиально внутреннюю корневую часть 22 на противоположных краях лопатки, которые вставляют в соответствующие посадочные места 14а, 16а для лопаток.
Лопатка имеет типичную аэродинамическую форму и посадочные места под лопатки имеют форму, сочетающуюся с аэродинамической конфигурацией лопатки, проходящие сквозь бандажи, в которые вставляют соответствующие корневые части по соответствующей посадке.
Два бандажа 14, 16 и две лопатки 18 жестко соединены друг с другом в один узел путем соответствующего соединения 24, паянного твердым припоем по всему контуру по стыку между корневыми частями лопаток и внутренней, или обращенной внутрь, поверхности соответствующих бандажей.
Как показано на Фиг.2, каждая лопатка 18 имеет аэродинамический профиль, включающий первую боковую стенку 26, или поверхность давления, которая обычно имеет вогнутую форму (корыто), и вторую боковую стенку 28, или поверхность разрежения, которая обычно имеет выпуклую форму, соединенные вместе вдоль противоположных по хорде входной и выходной кромок 30, 32, которые расположены радиально вдоль пролета лопатки между двумя бандажами.
Как показано на Фиг.2 и 3, каждая лопатка включает ряд отверстий 34 в выходной кромке и сопряженных с ними внутренних расположенных в осевом направлении каналов, или пазов, 36, направленных внутрь области выходной кромки лопатки, сообщенных с полостью 38, расположенной по средней хорде.
Внешняя и внутренняя корневые части 20, 22 лопатки неперфорированы, или имеют сплошную конструкцию, между выходной кромкой 32 и полостью 38, расположенной по средней хорде, за исключением внешнего входного отверстия полости 38, расположенной по средней хорде, которое выполнено сквозь внешнюю корневую часть и внешний бандаж для подачи потока 40 охлаждающего воздуха под давлением из компрессора (не показан) двигателя.
Как показано на Фиг.3, внутренние каналы 36 ограничены соответствующими отстоящими друг от друга в радиальном направлении и расположенными в осевом направлении ребрами, которые соединяют противоположные боковые стенки лопатки. Внутренние каналы отстоят друг от друга в ряду в радиальном направлении и имеют соответствующие входы со стороны полости 38, расположенной по средней хорде, для подачи отсюда охлаждающего воздуха, который затем направляют по каналу в осевом направлении назад через область выходной кромки лопатки для выпуска через соответствующие отверстия 34 в выходной кромке.
Полость 38 может содержать отстоящие друг от друга в радиальном направлении генераторы турбулентности 42, расположенные в осевом направлении, причем отдельные внутренние каналы 36 также содержат отстоящие друг от друга в направлении хорды генераторы турбулентности 42, расположенные радиально, для улучшения внутреннего охлаждения лопатки. Генераторы турбулентности имеют обычную конструкцию и выполнены в виде удлиненных ребер, которые направлены частично внутрь от внутренних поверхностей стенок лопатки для расщепления потока охлаждающего воздуха на отдельные струи. Таким образом, посредством полости 38, расположенной по средней хорде, и массива внутренних каналов 36 обеспечивают эффективное внутреннее охлаждение лопатки от ее области средней хорды далее к выходной кромке, откуда охлаждающий воздух выпускают через отверстия 34 в выходной кромке.
Как показано на Фиг.2, обе боковые стенки лопатки могут содержать обычные отверстия 44 для пленочного охлаждения, проходящие насквозь и сообщенные с полостью, расположенной по средней хорде, или внутренними каналами, например, для выпуска охлаждающего воздуха из них для создания защитных пленок охлаждающего воздуха, обтекающих лопатку по наружной поверхности.
Как показано вначале на Фиг.1, когда лопатки припаивают твердым припоем к бандажам, отверстия 34 в выходной кромке должны отстоять внутрь от внутренних поверхностей двух бандажей и от самих получающихся соединений 24, паянных твердым припоем, чтобы предотвратить нежелательное закупоривание соседних отверстий материалом твердого припоя. На Фиг.3 показано более подробно, что каждая лопатка включает пару крайних, или последних, отверстий 34а в выходной кромке, которые являются самыми крайними отверстиями, непосредственно расположенными прямо рядом с внешним и внутренним бандажами, соответственно, и соответствующими соединениями 24, паянными твердым припоем, около них.
Во время первоначальной стадии изготовления крайние отверстия 34а расположены на заданном расстоянии друг от друга внутрь от соответствующих корневых частей 20, 22 лопатки так, что, когда корневые части устанавливают в их соответствующие посадочные места для лопаток в бандажах, крайние отверстия расположены на определенном расстоянии от внутренних поверхностей бандажей для обеспечения возможности пропаивания твердым припоем соединения между лопаткой и бандажами без закупоривания этих отверстий материалом твердого припоя. Таким образом, отведение внутрь крайних отверстий позволяет выполнить соединение, паянное твердым припоем, без опасения закупоривания отверстий материалом припоя.
В соответствии с предпочтительным вариантом выполнения настоящего изобретения, как показано на Фиг.3, каждая лопатка дополнительно содержит пару крайних каналов, или пазов, 46, сопряженных с соответствующими отверстиями из крайних отверстий 34а в выходной кромке у соответствующих противоположных корневых частей каждой лопатки для охлаждения с задней стороны соединений 24, паянных твердым припоем у обоих наружного и внутреннего бандажей. Крайние каналы 46 сходны с находящимися внутри каналами 36, расположены в осевом направлении и сообщены с соответствующими крайними отверстиями 34а и общей полостью 38, расположенной по средней хорде.
Крайние каналы 46 расположены, по крайней мере, частично в оставшейся сплошной массе корневых частях 20, 22 лопатки ниже открытых внутренних поверхностей бандажей и за соответствующими соединениями 24, паянными твердым припоем, показанными штрих-пунктирными линиями на Фиг.3. Таким образом, охлаждающий воздух 40 из полости 38, расположенной по средней хорде, может быть подан прямо за соединения, паянные твердым припоем, в область тонкой выходной кромки лопатки для выпуска его из крайних отверстий 34а. Соединение, паянное твердым припоем, в этом конкретном месте, таким образом, дополнительно охлаждают для уменьшения или предотвращения его окисления и для дополнительного увеличения полезного срока службы сопла турбины.
Как показано на Фиг.4, боковые стенки 26, 28 лопатки отстоят одна от другой так, чтобы ограничивать внутренние проходы для потоков, а крайние каналы 46 расположены у противоположных корневых частей между обеими боковыми стенками для охлаждения с задней стороны соответствующих соединений 24, паянных твердым припоем, вдоль обеих боковых стенок вблизи выходной кромки лопатки.
Как показано на Фиг.3, оба крайних канала 46 предпочтительно расположены по существу напротив полости 38, расположенной по средней хорде, в направлении выходной кромки 32 и содержат местный изгиб, или искривление, у заднего его края, где канал пересекает изнутри уровень соответствующих соединений 24, паянных твердым припоем, и заканчивается у соответствующих крайних отверстий 34а в выходной кромке. Таким образом, соединение, паянное твердым припоем, охлаждают с задней стороны охлаждающим воздухом, подаваемым из полости, расположенной по средней хорде, назад к отверстиям 34а в выходной кромке, который затем выпускают через них.
В примере варианта выполнения, показанном на Фиг.3, отверстия 34 в выходной кромке смещены немного вперед от самой выходной кромки и прорывают поверхность давления лопатки, причем поверхность разрежения лопатки остается неперфорированной. Эта область выходной кромки лопатки аэродинамически тонкая и крайние каналы 46 обеспечивают эффективное охлаждение с задней стороны соединений, паянных твердым припоем, когда охлаждающий воздух пропускают через них и выпускают через последние отверстия.
Как показано на Фиг.3, по массиву, или группе, внутренних каналов 36 пропускают охлаждающий воздух в осевом направлении назад от полости 38, расположенной по средней хорде, для выпуска из соответствующих отверстий 34 выходной кромки для охлаждения тонкой области выходной кромки каждой лопатки в радиальном направлении между двумя бандажами. Пара крайних каналов 46 одинаковым образом расположена в осевом направлении и сообщена с полостью 38, расположенной по средней хорде, и соответствующими крайними отверстиями 34а в выходной кромке для обеспечения дополнительного охлаждения соответствующих корневых частей лопаток за соответствующими частями соединений 24, паянных твердым припоем.
Как показано выше, крайние отверстия 34а в выходной кромке, изображенные на Фиг.3, должны быть соответствующим образом отдалены от получаемых соединений 24, паянных твердым припоем, около соответствующих внешнего и внутреннего бандажей для предотвращения закупоривания твердым припоем этих отверстий. В соответствии с этим каждый из крайних каналов 46 предпочтительно оканчивается вместе с соседним, или последним, каналом из группы внутренних каналов 36 около одного соответствующего отверстия из крайних отверстий 34а. Таким образом, поток охлаждающего воздуха, подаваемого по каждому из крайних каналов 46, соединяется с потоком воздуха, подаваемого по соседнему внутреннему каналу 36, и выпускается через общее крайнее отверстие 34а.
Однако каждому отверстию 34, 34а в выходной кромке приданы специальные размеры для выпуска охлаждающего воздуха с желаемой скоростью. Размер крайнего отверстия 34а может быть в соответствии с этим ограничен пределами, определяемыми предельными нагрузками, допустимыми для лопатки, и может быть недостаточным для выпуска воздуха из обоих сообщенных с ним внутреннего и дополнительного крайнего каналов 46.
В соответствии с этим каждая лопатка 18 может дополнительно содержать одно или более боковых отверстий, или выходов, 48, проходящих сквозь одну или обе боковые стенки 26, 28, как показано на Фиг.3 и 4, сообщенных с соответствующим одним из крайних каналов 46 для выпуска дополнительного охлаждающего воздуха.
Как показано на Фиг.3, боковые отверстия 48 предпочтительно расположены около конечного изгиба каждого крайнего канала 46 и выходят в боковых стенках на некотором расстоянии от соответствующих соединений 24, паянных твердым припоем, как показано на Фиг.4, чтобы предотвратить закупоривание их твердым припоем при изготовлении. Как показано на Фиг.4, боковые отверстия 48 могут быть выполнены сквозь обе боковые стенки 26, 28 лопатки, если это требуется, хотя боковые отверстия можно использовать поодиночке в каждой боковой стенке, если это желательно. Количество и особое расположение боковых отверстий 48 может быть определено для каждой конструкции для обеспечения соответствующей скорости потока через крайние каналы 46 для улучшения охлаждения соединения, паянного твердым припоем. Особое преимущество расположения боковых отверстий 48 около конечного изгиба крайних каналов заключается в том, что охлаждающий воздух из крайнего канала либо из соседнего с ним внутреннего канала может быть выпущен из либо бокового отверстия 48, либо из общего крайнего отверстия 34а.
Как показано на Фиг.2, сопло 10 турбины может быть изготовлено путем формования сначала отдельных лопаток 18 и внешнего и внутреннего сегментов бандажей 14, 16 обычным способом, например отливкой. Все внутренние конструктивные элементы отдельных лопаток 18 могут быть сформованы путем соответствующей отливки лопаток 18. Например, на Фиг.3 показана в качестве примера форма внутренней конструкции охлаждающей системы лопатки, которая может быть отлита, включая полость 38, расположенную по средней хорде, с ее наружным входным отверстием со стороны внешнего бандажа, и сопряженные осевые каналы 36, 46, по которым выпускают охлаждающий воздух через отверстия в выходной кромке.
Каждая лопатка 18 в обычном сопле первой ступени турбины высокого давления, показанном на Фиг.3, предпочтительно также содержит полость 50, расположенную в радиальном направлении и имеющую нижнее входное отверстие, проходящее через корневую часть 22 лопатки, в которую подают поток 40 охлаждающего воздуха через внутренний бандаж. Внешняя корневая часть 20 сплошная, или неперфорированная, в области передней полости 50. И передняя полость 50, и полость 38, расположенная по средней хорде, которая находится позади передней полости, отделены друг от друга выполненной за одно целое неперфорированной стенкой, расположенной между двумя боковыми стенками лопатки, для обеспечения независимых охлаждающих контуров. Передняя полость 50 выполнена любым обычным способом и имеет такую форму, чтобы обеспечивать охлаждение входной кромки каждой лопатки охлаждающим воздухом, выпускаемым через различные ряды дополнительных отверстий 44 для пленочного охлаждения обычным способом.
В соответствии с этим лопатки 18, показанные на Фиг.2, могут быть сначала отлиты вместе со всеми желаемыми конструктивными элементами внутренней системы охлаждения, включая внутренние и крайние каналы 36, 46, показанные на Фиг.3. Обычно отверстия 34, 34а в выходной кромке могут быть также сформованы во время процесса отливки, или они могут быть в противном случае сформованы или просверлены после отливки. Отверстия 44 для пленочного охлаждения и боковые отверстия 48, если их используют, могут быть затем соответствующим образом просверлены в отлитых лопатках любым подходящим способом.
Лопатки и бандажи затем соответствующим образом собирают вместе, располагая корневые части лопаток в посадочных местах для лопаток в соответствующих бандажах. Лопатки затем обычным способом припаивают твердым припоем вдоль их корневых частей к соответствующим бандажам без закупоривания крайних отверстий 34а у выходной кромки обычным способом. Так как боковые отверстия 48, если их используют, расположены над образующимися соединениями, паянными твердым припоем, они тоже защищены от закупоривания твердым припоем благодаря тому, что они отдалены от соединения, паянного твердым припоем.
Так как крайние каналы 46 являются частью внутренней конструкции каждой лопатки, они защищены от процесса пайки твердым припоем и сохраняют свою эффективность в процессе охлаждения независимо от процесса пайки твердым припоем, выполняемого с внешней стороны лопатки.
Полученное сопло 10 турбины, изображенное на Фиг.1, обладает всеми преимуществами исходного сопла турбины, но теперь включает дополнительные крайние каналы 46 в лопатках для улучшения охлаждения с задней стороны соединений 24, паянных твердым припоем, между полостью, расположенной по средней хорде, и отверстиями в выходной кромке. Полученное таким образом сопло турбины обладает увеличенным полезным сроком службы и надежностью благодаря снижению или исключению окисления твердого припоя в этой области.
Хотя здесь описаны варианты выполнения, считающиеся в настоящее время предпочтительными и приведенными в качестве примера выполнения настоящего изобретения, для специалистов в данной области техники из сказанного здесь очевидно, что могут быть созданы и другие модификации изобретения, поэтому желательно обеспечить в прилагаемой формуле изобретения защиту всех таких модификаций, подпадающих под действие существа и объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, А ТАКЖЕ СПОСОБ ОХЛАЖДЕНИЯ СОПЛОВЫХ ЛОПАТОК | 2007 |
|
RU2453710C2 |
| Ротор турбины высокого давления газотурбинного двигателя (варианты) | 2018 |
|
RU2691868C1 |
| ДВИГАТЕЛЬ С КОМПАУНДНЫМ ОХЛАЖДЕНИЕМ ТУРБИНЫ | 2007 |
|
RU2447302C2 |
| СИСТЕМА ВОЗДУХОЖИДКОСТНОГО ОХЛАЖДЕНИЯ СОПЛОВЫХ И РАБОЧИХ ЛОПАТОК КОНЦЕВОЙ СТУПЕНИ ГАЗОВОЙ ТУРБИНЫ | 2001 |
|
RU2205275C2 |
| Сопловый аппарат турбины низкого давления (ТНД) газотурбинного двигателя (ГТД) (варианты) и лопатка соплового аппарата ТНД (варианты) | 2018 |
|
RU2691203C1 |
| СТРУЙНО-ДЕФЛЕКТОРНОЕ ОХЛАЖДЕНИЕ РАБОЧИХ ИЛИ НАПРАВЛЯЮЩИХ ЛОПАТОК ТУРБИНЫ | 2012 |
|
RU2619324C2 |
| Сопловый аппарат турбины высокого давления (ТВД) газотурбинного двигателя (варианты), сопловый венец соплового аппарата ТВД и лопатка соплового аппарата ТВД | 2018 |
|
RU2683053C1 |
| СИСТЕМА ПЛАЗМЕННОГО ЭКРАНИРОВАНИЯ ПОГРАНИЧНОГО СЛОЯ ВНИЗ ПО ТЕЧЕНИЮ ПОТОКА И СПОСОБ ЕЕ РАБОТЫ | 2007 |
|
RU2455495C2 |
| ОХЛАЖДАЕМАЯ РАБОЧАЯ ЛОПАТКА ТУРБИНЫ | 2004 |
|
RU2263791C1 |
| СПОСОБ И СИСТЕМА АЭРО/ГИДРОДИНАМИЧЕСКОГО РЕГУЛИРОВАНИЯ ПОТОКА НЬЮТОНОВСКОЙ ТЕКУЧЕЙ СРЕДЫ В РАДИАЛЬНОЙ ТУРБОМАШИНЕ | 2013 |
|
RU2642203C2 |
Сопло турбины содержит внешний и внутренний бандажи и пару лопаток. Во внутреннем и внешнем бандажах выполнены пары посадочных мест, простирающихся сквозь эти бандажи, для посадки лопаток. Лопатки имеют соответствующие корневые части, расположенные в посадочных местах и жестко фиксируемые в них соответствующими соединениями, паянными твердым припоем. Каждая из лопаток сопла содержит ряд отверстий в выходной кромке, сопряженных с внутренними каналами, сообщенными с полостью, расположенной по средней хорде, и пару крайних каналов. Крайние каналы расположены снаружи от внутренних каналов с противоположных сторон лопатки и снаружи от крайних отверстий в выходной кромке. Крайние каналы расположены позади соединения, паянного твердым припоем, для подачи охлаждающего потока воздуха из полости, расположенной по средней хорде лопатки, к крайним отверстиям для охлаждения с задней стороны соединения, паянного твердым припоем, по его длине. Каждое крайнее отверстие в выходной кромке расположено внутри относительно соединения, паянного твердым припоем, и сообщено с соответствующим крайним каналом. Способ изготовления сопла турбины включает следующие этапы: формование лопаток с крайними отверстиями в выходной кромке, сопряженными с крайними каналами; сборку лопаток и бандажей и припаивание корневых частей к бандажам без закупоривания крайних отверстий. Изобретение позволяет улучшить охлаждение соединения, паянного твердым припоем, в области выходной кромки лопатки, уменьшить его окисление и увеличить срок службы сопла турбины. 3 н. и 16 з.п. ф-лы, 4 ил.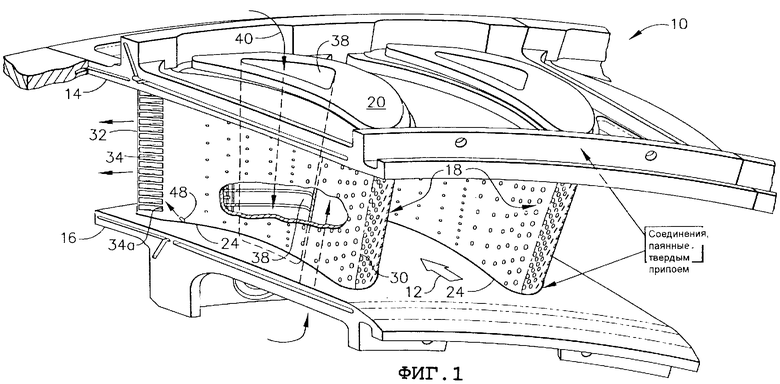
| US 3909157 А, 30.09.1975 | |||
| US 5288207 А, 22.02.1994 | |||
| US 3807892 А, 30.04.1974 | |||
| Кондуктор для сварки продольного шва обечайки | 1983 |
|
SU1261765A1 |
| JP 5918006 А, 12.10.1984 | |||
| SU 1261359 А, 30.10.1990 | |||
| ОХЛАЖДАЕМАЯ ЛОПАТКА ТУРБОЛ1АШИНЫ | 0 |
|
SU364747A1 |

