Изобретение относится к трубопроводному транспорту и может быть использовано для электрического разъединения трубопроводов и/или их участков.
Известен способ изготовления токоизолирующего соединения для трубопровода, включающий внутреннюю проточку смежных концов двух патрубков, размещение и прикрепление в проточках общей диэлектрической катушки, а в зазоре между торцами патрубков - диэлектрического кольца и формирование на наружной поверхности смежных концов патрубков стеклопластиковой обмотки (пат. РФ №2174638 кл. F 16 L 25/03, опубл. 10.10.01 г.).
Недостатком этого способа является высокая трудоемкость изготовления и низкая прочность получаемого соединения на изгибающие и растягивающие нагрузки.
Наиболее близким по технической сущности к предлагаемому является способ изготовления токоизолирующей вставки, включающий неразъемное муфтовое соединение двух отрезков трубы, изготовленных из того же материала, что и трубопровод, с предварительным размещением диэлектрических прокладок между поверхностями отрезков трубы и муфты и между смежными торцами отрезков трубы. Согласно описанию изобретения неразъемное муфтовое соединение выполняют путем радиального обжатия муфты, имеющей на концах кольцевые выступы (пат. РФ №2131949, кл. C 23 F 13/00, опубл. 20.06.99 г.).
Недостатком этого способа является высокая трудоемкость изготовления, обусловленная необходимостью использования громоздкого и энергоемкого оборудования для радиального обжима муфты.
Задачей изобретения является снижение трудоемкости изготовления токоизолирующей вставки.
Поставленная задача решается тем, что в способе изготовления токоизолирующей вставки для трубопровода, включающем размещение между смежными торцами двух патрубков, выполненных из материала трубопровода, и между патрубками и соединяющей их наружной муфтой диэлектрических прокладок и неразъемное соединение патрубков муфтой путем совместной радиальной деформации патрубков и муфты, согласно изобретению внутреннюю поверхность патрубков в зоне расположения муфты снабжают кольцевыми выступами высотой, превышающей толщину диэлектрических прокладок между патрубками и муфтой, и производят радиальную раздачу патрубков, как минимум, до устранения зазоров между патрубками и муфтой по всей длине их сочленения.
Кольцевые выступы на внутренней поверхности патрубков могут быть созданы путем закрепления внутри патрубков подкладных колец.
В качестве диэлектрических прокладок между патрубками и муфтой может быть использовано наружное полимерное покрытие патрубков.
Кроме того, внутреннюю поверхность токоизолирующей вставки снабжают диэлектрическим покрытием.
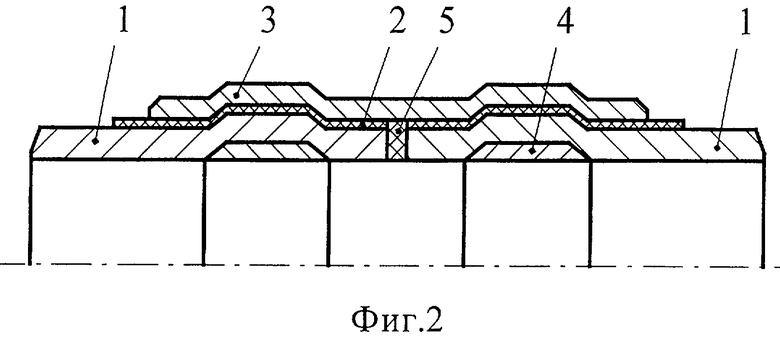
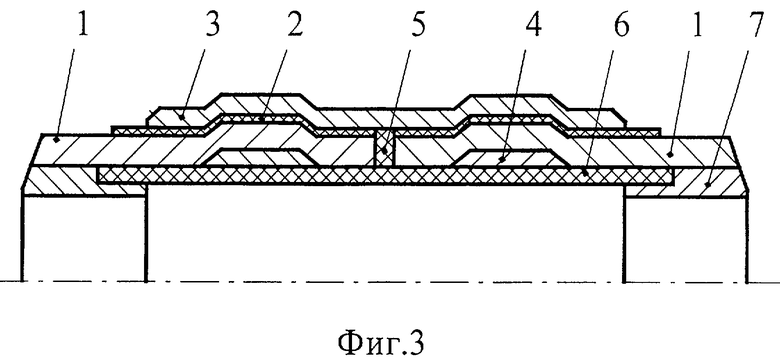
Способ поясняется чертежами, где приведены продольные разрезы сборки токоизолирующей вставки до раздачи патрубков (фиг.1), после их раздачи дорном (фиг.2) и токоизолирующей вставки с внутренним диэлектрическим покрытием (фиг.3).
Способ осуществляется следующим образом.
Изготавливают патрубки 1 (см. фиг.1) из материала трубопровода, имеющего наружную полимерную изоляцию 2. Внутри патрубков в зоне размещения муфты 3 устанавливают и сваркой закрепляют подкладные кольца 4 толщиной, превышающей толщину наружной изоляции патрубков. Между смежными торцами патрубков помещают диэлектрическую прокладку 5 и собирают сборку токоизолирующей вставки, как показано на фиг.1. Производят раздачу патрубков по всей их длине дорнирующим устройством, как минимум, до устранения радиального зазора между муфтой и патрубками. При этом в местах расположения подкладных колец происходит вдавливание патрубков в муфту, образуя замковое неразъемное соединение патрубков муфтой (см. фиг.2). Деформации патрубков и муфты, помимо пластической, содержат упругую составляющую, что обеспечивает постоянное контактное давление по всей поверхности соприкосновения муфты с патрубками и, следовательно, герметичность соединения, так как наружное полимерное покрытие патрубков играет роль не только электрического изолятора, но и герметизирующей прокладки. Наличие муфты и замков обеспечивает высокую прочность соединения относительно растягивающих и изгибающих нагрузок.
Если по трубопроводу транспортируется электропроводная жидкость (вода, обводненная нефть и т.п.), то для уменьшения протекания электрического тока по жидкости в трубопроводе внутреннюю поверхность токоизолирующей вставки снабжают диэлектрическим покрытием 6 (см. фиг.3). Если трубопровод также имеет внутреннее покрытие, то для исключения выгорания покрытия в зоне сварных швов концы токоизолирующей вставки снабжают наконечниками 7 из коррозионностойкой стали. Такими же наконечниками снабжают свариваемые концы трубопровода. Если же трубопровод не имеет внутреннего покрытия, то наконечники 7 не устанавливают, достаточно нанести адгезионное покрытие, не требующее высокой температуры для его отверждения.
При описанном способе изготовления токоизолирующей вставки используется малогабаритное дорнирующее оборудование (горизонтальный гидропресс с дорном) малой мощности, так как усилие при раздаче в 1,5-2 раза ниже, чем усилие при наружном обжиме муфты. Все это снижает трудоемкость изготовления токоизолирующей вставки.
Пример конкретного выполнения.
Из стальной трубы по ГОСТ 8732-78 диаметром 273 мм и толщиной стенки 9 мм, имеющей двухслойное экструзионное полиэтиленовое наружное покрытие толщиной 3 мм, изготовили 2 патрубка длиной по 750 мм. На нестыкуемых концах патрубков на расстоянии 100 мм от торцов удалили наружное покрытие и сняли фаску под сварку встык. Внутри патрубков на расстоянии 200 мм от стыкуемых торцов сваркой прерывистым швом (во избежание термического повреждения наружного покрытия) закрепили стальные кольца наружным диаметром 254 мм, толщиной стенки 6 мм и шириной 100 мм. Из стальной трубы по ГОСТ 8732-78 наружным диаметром 299 мм и толщиной стенки 9 мм изготовили муфту длиной 800 мм. Поместили соединяемые концы патрубков в муфту с установкой полиэтиленовой прокладки толщиной 20 мм между торцами патрубков. С помощью горизонтального гидропресса, развивающего усилие до 50 т, и дорна диаметром 258 мм произвели раздачу патрубков по всей их длине. Внутрь токоизолирующей вставки ввели полиэтиленовую трубу диаметром 257 мм, толщиной стенки 6 мм и длиной 1100 мм и закрепили ее концы наконечником из коррозионностойкой стали марки 08Х18Н10Т путем его раздачи с помощью того же дорнирующего оборудования. Токоизолирующую вставку с таким внутренним покрытием рекомендуется использовать для трубопровода из труб, футерованных полиэтиленовыми трубами, концы которых также закреплены наконечниками из стали 08Х18Н10Т. Электрические и гидравлические испытания показали, что полученная токоизолирующая вставка в неэлектропроводной среде имеет практически бесконечное электросопротивление между концами и герметична при давлении до 15 МПа (обычно рабочее давление трубопровода диаметром 273 мм не превышает 10 МПа).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406911C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДНЫХ МУФТОВЫХ ЭЛЕКТРОИЗОЛИРУЮЩИХ ВСТАВОК | 2012 |
|
RU2525381C2 |
| Способ защиты токоизолирующего соединения двух участков трубопровода от внутренней коррозии | 2023 |
|
RU2811225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУФТОВОГО ЭЛЕКТРОИЗОЛИРОВАННОГО ТРУБОПРОВОДНОГО СОЕДИНЕНИЯ | 2007 |
|
RU2341720C1 |
| СПОСОБ ЗАЩИТЫ ТОКОИЗОЛИРУЮЩЕГО СОЕДИНЕНИЯ ДВУХ УЧАСТКОВ ТРУБОПРОВОДА ОТ ВНУТРЕННЕЙ КОРРОЗИИ | 2014 |
|
RU2587735C2 |
| ЭЛЕКТРОИЗОЛИРУЮЩЕЕ СОЕДИНЕНИЕ ДЛЯ ТРУБОПРОВОДА | 2012 |
|
RU2471112C1 |
| ТОКОИЗОЛИРУЮЩЕЕ СОЕДИНЕНИЕ | 2007 |
|
RU2388848C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАЩИТЫ МЕТАЛЛИЧЕСКОГО ТРУБОПРОВОДА ОТ КОРРОЗИИ | 1998 |
|
RU2131949C1 |
Изобретение относится к области трубопроводного транспорта и может быть использовано для электрического разъединения трубопроводов и/или их участков, в частности, при защите их от коррозии. Между смежными торцами двух патрубков, выполненных из материала трубопровода, и между патрубками и соединяющей их наружной муфтой размещают диэлектрические прокладки, внутреннюю поверхность патрубков в зоне расположения муфты снабжают кольцевыми выступами высотой, превышающей толщину диэлектрических прокладок между патрубками и муфтой, и производят радиальную раздачу патрубков, как минимум, до устранения зазоров между патрубками и муфтой по всей длине их сочленения. Кольцевые выступы на внутренней поверхности патрубков создают путем закрепления внутри патрубков подкладных колец. В качестве диэлектрических прокладок между патрубками и муфтой может быть использовано наружное полимерное покрытие патрубков. В случае транспортировки по трубопроводу электропроводной жидкости внутреннюю поверхность токоизолирующей вставки снабжают диэлектрическим покрытием. Технический результат: снижение трудоемкости изготовления. 1 н. и 3 з.п. ф-лы, 3 ил.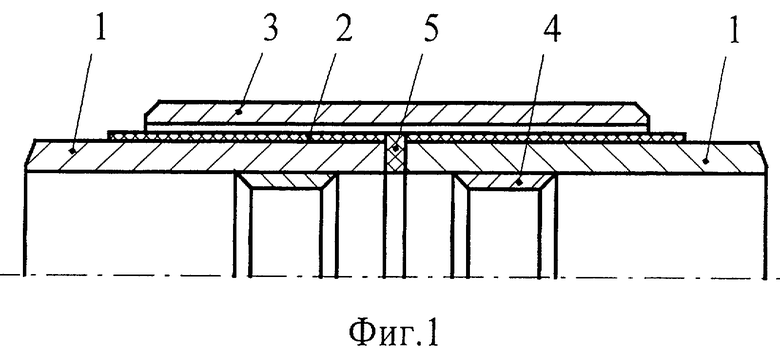
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАЩИТЫ МЕТАЛЛИЧЕСКОГО ТРУБОПРОВОДА ОТ КОРРОЗИИ | 1998 |
|
RU2131949C1 |

