Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления оттискной стоматологической ложки, используемой при изготовлении зубных протезов, а также при коррекции зубов, и к оттискной ложке, изготовленной с помощью этого способа.
При изготовлении зубных протезов, приспособлений для коррекции зубов и тому подобного обычно предварительно получают оттиски зубных дуг, используя при этом альгинаты или другие оттискные материалы. Полученную гипсовую массу превращают в оттиск, из которого изготавливают модель, воспроизводящую зубы пациента. Для формирования оттиска соответствующим образом перемешанный материал размещают в ложке, имеющей лоток, заполняемый полученной перемешанной оттискной массой. При этом форма и размеры лотка должны быть такими, чтобы целиком вместить зубную дугу пациента. Ложка, кроме того, снабжена ручкой, прикрепленной к лотку, с помощью которой лоток с оттискным материалом вводится в полость рта пациента.
Ложки различного профиля используют для верхней и нижней зубных дуг соответственно. Оттискная ложка, которая надлежащим образом наполнена оттискной массой, зажимается между зубами пациента с тем, чтобы внедрить все зубы одной или обеих дуг в оттискную массу. По истечении времени, необходимого для затвердевания массы, оттискную ложку выводят из полости рта.
Уровень техники
Оттискные ложки обычно выполнены из металла и предназначены для многократного употребления. Следовательно, необходимо тщательно очищать и стерилизовать ложки в промежутках между их использованием различными пациентами для того, в частности, чтобы предотвратить распространение инфекционных болезней, которые в определенных случаях могут быть весьма опасными и могут переноситься посредством биологических жидкостей и, в особенности, с кровью.
Известные в настоящее время оттискные ложки имеют ряд скрепленных друг с другом элементов, что делает трудным или даже невозможным осуществление надлежащей чистки или стерилизации ложки в промежутке между ее использованием для одного пациента и для другого, следующего. Только за счет применения ложки, изготовленной с помощью литья под давлением, можно исключить подрезы для сварки и поверхностные углубления, внутри которых может удерживаться пастообразная масса, слюна и кровь и которые практически невозможно очистить. Однако ложки, изготовленные посредством литья под давлением, имеют чрезмерно высокую стоимость и по этой причине они не пользуются спросом на рынке и на практике используются в очень ограниченном количестве.
Поэтому ложку обычно изготавливают с помощью одной технологической операции или более, чем одной, используя заготовку из подвергнутого вытяжке листового металла, из которой формируют лоток для размещения оттискной массы (см., например, US 1674721 А или US 3882601 А). Ручку, с помощью которой дантист манипулирует ложкой, присоединяют к лотку путем сварки. Это является причиной недостатка, заключающегося в том, что между ручкой и лотком образуются полости, которые остаются недоступными при мойке и стерилизации. Другим недостатком является высокая стоимость изделия из-за необходимости выполнения нескольких операций для получения конечной продукции.
Задачи настоящего изобретения
Настоящее изобретение относится к оттискной стоматологической ложке и к способу ее изготовления, которые позволяют устранить недостатки известных ложек.
Задача настоящего изобретения заключается, в частности, в обеспечении более быстрого и экономичного процесса изготовления и, следовательно, обеспечении более дешевой стоматологической оттискной ложки, которая функционально является более приемлемой для использования и которую легче очищать и стерилизовать.
Еще одна задача предлагаемого изобретения - обеспечить оттискную ложку, в которой оттискная масса надежно удерживается внутри лотка во время отделения полученного оттиска от зубной дуги пациента.
Описание изобретения
Вышеуказанные и другие задачи и преимущества настоящего изобретения, которые будут понятны специалистам в данной области техники после прочтения нижеприведенного описания, решаются и достигаются за счет использования способа, согласно которому лоток и ручку ложки выполняют посредством сгибания одного листа вырезанного пластинчатого материала.
Технический результат изобретения заключается в возможности быстрого и экономичного процесса изготовления оттискной ложки, в которой оттискная масса надежно удерживается во время отделения оттиска от зубной дуги.
В соответствии с одним из возможных примеров воплощения данного изобретения, предлагаемый способ включает следующие стадии: получение листа вырезанного из пластинчатого материала (развертки), содержащего срединную часть, из которой формируют днище (ложе) лотка, переднюю удлиненную часть для формирования ручки и две симметричные боковые части, предназначенные для образования бортов лотка, объединенных на части длины с указанной срединной частью вдоль криволинейных линий сгиба; сгибание указанных боковых частей по линиям сгиба до тех пор, пока эти части не займут положение, приблизительно перпендикулярное срединной части; сгибание боковых частей по цилиндрической образующей поверхности, пока они полностью не сформируют переднюю сторону борта лотка.
В соответствии с предлагаемым, согласно заявленному изобретению, способом обеспечивают получение оттискной ложки для применения в стоматологии, включающей лоток для размещения оттискного материала и ручку для манипулирования ложкой, при этом ручка и лоток ложки выполнены из одного вырезанного и согнутого листа пластинчатого материала. Это уменьшает стоимость ложки и делает более легкой ее стерилизацию. Боковые части листа вырезанного пластинчатого материала (обычно - стального листа), образующие при сгибании боковые борта лотка, могут быть приварены друг к другу вдоль расположенных "впритык" (за счет сгибания по цилиндрической образующей) торцевых кромок, а также могут быть приварены вдоль кромки днища лотка. Однако сварка не является существенной для процесса изготовления. Отсутствие сварки служит дополнительным признаком при получении изделия, имеющего более низкую стоимость и более безопасного с точки зрения гигиены, и кроме того, в этом случае реализуются еще два преимущества. Во-первых, щель, остающаяся между бортами и днищем лотка, помогает удерживать оттискную массу при формировании оттиска. В результате полученный оттиск не отделяется от ложки, когда ее выводят изо рта пациента. Во-вторых, борта, которые не сварены друг с другом по торцам и на части длины отделены от днища лотка зазором, обеспечивают приспособляемость за счет обеспечения пластической деформации, формы лотка к конфигурации зубных дуг пациентов с выступающими передними зубами. Щель, остающаяся между различными участками днища лотка и бортами, торцевые кромки которых расположены "впритык", имеет ширину, равную толщине металлического листа, образующего ложку, и эта щель доступна с обеих (внутренней и внешней) сторон, что позволяет избежать проблем, связанных со стерилизацией и соблюдением гигиены.
Другие преимущества и примеры воплощения предлагаемых способа и изделия, реализуемые согласно настоящему изобретению, раскрыты в приложенной формуле изобретения.
Настоящее изобретение будет более понятно из нижеследующего описания и приложенных фигур чертежей, которые иллюстрируют практический пример воплощения, не ограничивающий данное изобретение.
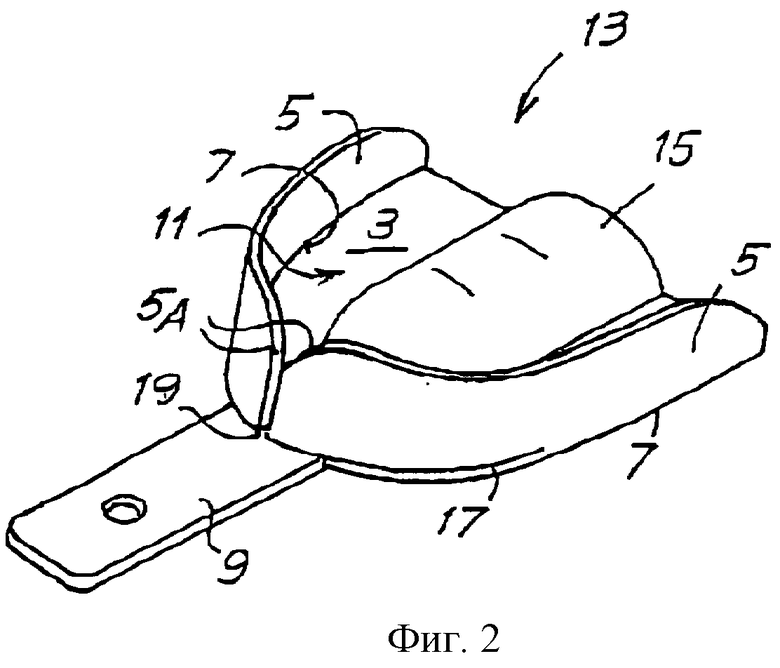
Фиг.1 изображает вид в плане развертки разрезанного пластинчатого материала, из которой формируют оттискную ложку;
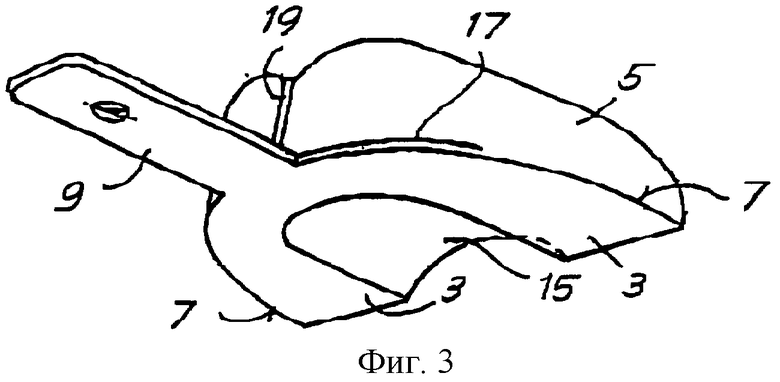
фиг.2 и 3 - виды в перспективе, под двумя различными углами, оттискной ложки, полученной с использование разрезанного пластинчатого материала, показанного на фиг.1.
Исходная заготовка для получения оттискной ложки представляет собой лист вырезанного пластинчатого материала, обозначенный на фиг.1 позицией 1. Пластинчатый лист имеет срединную часть 3, из которой формируют днище лотка, заполняемого оттискной массы. По бокам срединной части 3 расположены две симметричные боковые части 5, которые объединены с центральной частью 3 по линиям 7 сгиба. Спереди срединная часть 3 продолжена выступающей удлиненной частью развертки, предназначенной для образования ручки 9, с помощью которой осуществляют захват ложки и манипулирование ею.
Оттискную ложку получают посредством сгибания разрезанного листового металла, показанного на фиг.1. При этом боковые части 5 сгибают по линиям 7 до тех пор, пока они на примут положение, примерно перпендикулярное срединной части 3. Кроме того, участок каждой боковой части 5, не объединенный по линии 7 со срединной частью 3, сгибают по цилиндрической образующей до тех пор, пока торцевые кромки 5А обеих боковых частей 5 не расположатся "впритык" (с примыканием одной кромки к другой) с передней стороны ложки, расположенной напротив ручки 9.
Конечный результат описанных выше операций по пластической деформации заготовки представлен на фиг.2 и фиг.3. Боковые части 5, согнутые (примерно под прямым углом) и искривленные с образованием части цилиндрической поверхности, формируют боковой и передний борта лотка 11 ложки 13. Ручка 9, образованная передней выступающей частью, проходит ниже уровня расположения бортов и находится напротив соединенных "впритык" торцевых кромок 5А боковых частей 5. В иллюстрируемом примере выполнения срединная часть 3 имеет центрально расположенное углубление, формирующее центральную зону 15, кривизна поверхности которой соответствует форме неба пациента. В случае, когда ложку используют для получения оттиска нижней дуги, лоток будет иметь центральную зону, открытую для размещения языка пациента.
Между каждой боковой частью 5 и центральной частью 3 остается щель 17, которая может иметь размер, например, порядка 0.5 мм. Подобная щель 19 образуется и между кромками 5А боковых частей 5, расположенных "впритык". Эти щели могут быть закрыты с помощью сварки. Однако для того, чтобы избежать выполнения еще одной технологической операции при изготовлении ложки, указанную сварочную операцию можно исключить. За счет исключения операции сварки достигаются дополнительные преимущества, а именно:
большая гигиеничность, т.к. узкий сварочный шов имеет шероховатые поверхности, которые трудно очищать и стерилизовать;
возможность, при отсутствии сварки, пластического деформирования торцевых кромочных участков боковых частей 5 (с изменением их взаимного расположения) с тем, чтобы приспособить ложку к зубам особо сложной формы (сильно выступающие передние зубы);
щели 17 и 19 образуют зоны аккумуляции оттискной массы, которая по этой причине более плотно прилипает к лотку и препятствует отделению всей оттискной массы от лотка при извлечении ложки из полости рта пациента. В связи с этим становится излишним выполнение вдоль днища или бортов лотка 11 шипов или впадин, удерживающих оттискную массу, необходимых, как правило, в известных конструкциях оттискных ложек.
Толщина листа металла, образующего ложку, такова, что щели 17 и 19 имеют в результате ограниченную глубину. Поскольку щели доступны с обеих сторон, они легко могут быть очищены и стерилизованы, в отличие от полостей или подрезов для сварки, которые имеются, например, между донной поверхностью лотка и ручкой в известных ложках, выполненных из двух деталей.
Ложка, полученная в результате пластической деформации металлического листа, показанного на фиг.1, может быть затем подвергнута финишной обработке с тем, чтобы исключить наличие острых кромок (если острые кромки не исключены во время предшествующей операции вырезки заготовки), отполирована или, в любом случае, обработана с использованием по существу известных методов обработки.
Понятно, что фигуры чертежей иллюстрируют только один пример осуществления предлагаемого изобретения путем отображения материального воплощения устройства, согласно данному изобретению. Внешний вид и конструктивное исполнение воплощения данного изобретения могут быть и иными, без изменения, однако, сущности данного изобретения. Указание номеров позиций в формуле изобретения имеет целью облегчить прочтение пунктов формулы, путем обращения к описанию изобретения и фигурам чертежей, и не ограничивает объем защиты, предоставляемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТОМАТОЛОГИЧЕСКАЯ ОТТИСКНАЯ ЛОЖКА (ВАРИАНТЫ) | 2010 |
|
RU2449762C1 |
| ЛОЖКА ДЛЯ ОДНОМОМЕНТНОГО СНЯТИЯ ОТТИСКОВ С ВЕРХНЕЙ И НИЖНЕЙ ЧЕЛЮСТЕЙ ПРИ ЧАСТИЧНОМ ОТСУТСТВИИ ЗУБОВ | 2003 |
|
RU2236827C1 |
| Устройство для формирования базового слоя оттискного материала | 2015 |
|
RU2618080C1 |
| Устройство для получения функционального оттиска для изготовления протеза носа | 2016 |
|
RU2625645C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛИ ЗУБОВ | 2019 |
|
RU2742522C1 |
| СБОРНО-РАЗБОРНАЯ ЛОЖКА ДЛЯ СНЯТИЯ ОТТИСКОВ ПРИ ПРОТЕЗИРОВАНИИ ЗУБОВ НА ИМПЛАНТАТАХ | 2019 |
|
RU2705600C1 |
| Способ CAD/CAM изготовления индивидуальной слепочной ложки для полных съемных протезов | 2024 |
|
RU2823468C1 |
| СПОСОБ НАЛОЖЕНИЯ НЕСЪЕМНОГО РЕТЕЙНЕРА ИЗ ВОЛОКОННОЙ ЛЕНТЫ | 2013 |
|
RU2521851C1 |
| СПОСОБ ШИНИРОВАНИЯ ЧЕЛЮСТИ | 1995 |
|
RU2157666C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ И ФИКСАЦИИ ЦЕНТРАЛЬНОГО СООТНОШЕНИЯ ЧЕЛЮСТЕЙ | 2013 |
|
RU2527838C1 |
Изобретение относится к области медицины, в частности к ортопедической стоматологии, и может быть использовано при изготовлении оттискных ложек. Технический результат заключается в возможности быстрого и экономичного процесса изготовления оттискной ложки, в которой оттискная масса удерживается надежно во время отделения оттиска от зубной дуги. Способ изготовления оттискной стоматологической ложки, приспособленной для вмещения всей зубной дуги пациента, включающей лоток для оттискной массы с днищем и бортом и ручку для манипулирования ложкой, состоит в том, что ручку и лоток выполняют путем сгибания одного листа вырезанного пластинчатого материала с образованием срединной части, предназначенной для формирования днища лотка, передней выступающей части для образования ручки и двух симметрично расположенных боковых частей, из которых формируют борта лотка. Лист пластинчатого материала вырезают с двумя симметричными боковыми частями, на части длины объединенными со срединной частью по криволинейным линиям сгиба и имеющими участки, не объединенные со срединной частью, оканчивающиеся каждый торцевой кромкой, боковые части отгибают по криволинейным линиям сгиба до тех пор, пока боковые части не займут положение, примерно перпендикулярное срединной части, а участки боковых частей, не объединенные со срединной частью, сгибают с образованием части цилиндрической поверхности до тех пор, пока эти участки окончательно не сформируют переднюю сторону борта лотка путем размещения торцевых кромок боковых частей "впритык" с передней стороны ложки, расположенной напротив ручки. 2 н. и 4 з.п. ф-лы, 3 ил.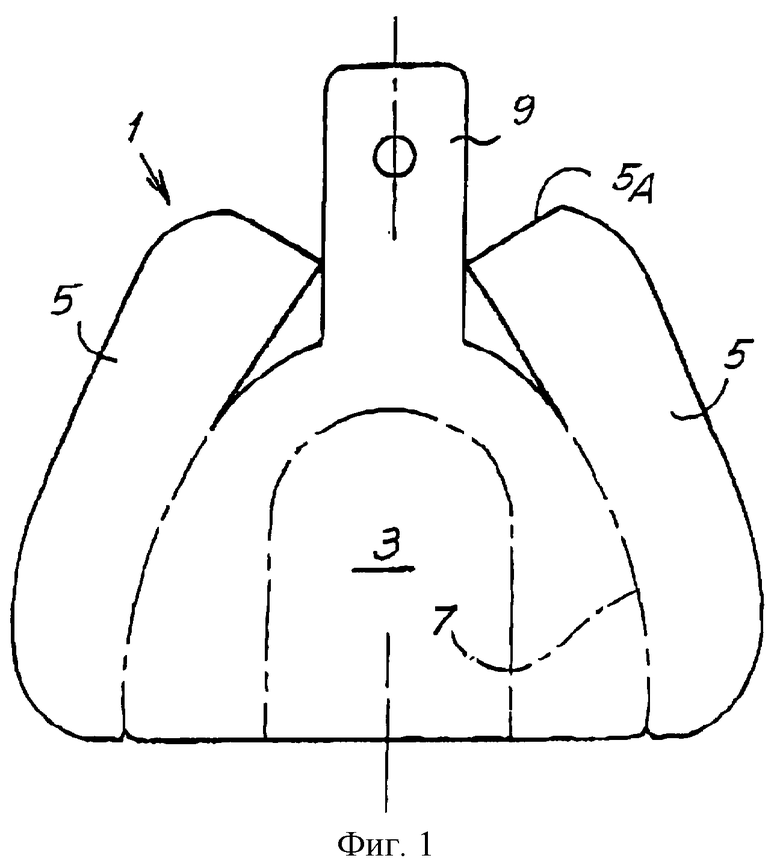
| Система автоматического управления многосекционным рукавным фильтром | 1986 |
|
SU1369768A1 |
| Устройство для калибровки обечаек | 1975 |
|
SU513759A1 |
| WO 9519741 A, 25.07.1995 | |||
| ОТТИСКНАЯ ЛОЖКА | 1998 |
|
RU2159594C2 |
| Устройство для внесения жидких удобрений | 1989 |
|
SU1674721A1 |
| US 3882601 A, 13.05.1975. | |||

