Изобретение относится к строительству и может быть использовано в качестве элементов опалубок бетонных и железобетонных конструкций.
Известны конструкции крупноразмерных опалубок стен, состоящие из палубы и несущей конструкции (каркаса). Палубы могут быть выполнены из стальных листов, каркасы из прокатных профилей (О.Шмит, "Опалубки для монолитного бетона", СИ, 1987 г., на стр.81-85).
Крупноразмерные опалубки стен обладают значительной материалоемкостью, изготовление их связано со значительными затратами труда, что не исключает технологических дефектов. Во всех случаях твердеющие бетоны прилипают и к палубам, смазки разных составов только уменьшают адгезию, но создают трудноустранимые дефекты бетонных поверхностей. Разработанные защитные покрытия, опалубочных поверхностей на основе дорогостоящих и токсичных композиций нетехнологичны, лимитируя время контакта с твердеющими бетонами и температуру нагрева бетонов и защитных покрытий, не исключая применения смазок.
Последний недостаток частично устранен в "Щите опалубки", содержащем каркас, палубу с несущим элементом, выполненную из разреженного деревянного настила, и облицовку палубы, выполненную в виде сплошного непроницаемого чехла. В качестве облицовки применен резинокорд, поверхность облицовки может быть выполнена с рельефным рисунком (Авторское свидетельство СССР N 1435731 А1, кл. E 04 G 9/10, 1987).
Эта конструкция имеет ряд недостатков: а/ ограниченный ресурс использования резиновой облицовки и высокую стоимость ее; б/ конструкция не обладает универсальностью, так как не может иметь усложненных конфигураций и не может быть подвергнута нагреву; в/ размеры опалубочных щитов ограничены технологическими возможностями изготовления резиновых облицовок.
Сущность изобретения: "Опалубочный щит", характеризующийся тем, что его палуба выполнена из отдельных разобщенных обшивок - основных, отклоненных от вертикальной опалубочной поверхности, и концевой, параллельной вертикальной опалубочной поверхности и приближенной к последней, основные обшивки линейно приближены к вертикальной опалубочной поверхности заостренными продольными краями верхних скошенных с тыльной стороны кромок при отклонении внутрь от вертикальной опалубочной поверхности нижних продольных краев основных обшивок, примыкающих к верхним стенкам продольных балок сквозного каркаса, также выполненных с горизонтальными отклонениями от вертикальной опалубочной поверхности, все продольные балки сквозного каркаса выполнены с внутренними полостями, открытыми продольными щелями, между краями верхних стенок продольных балок и заостренными краями скошенных кромок основных и концевой продольных обшивок, а нижняя и верхняя продольные горизонтальные поверхности шита выполнены опорными и на верхней расположена термопластичная выравнивающая накладка, наружные поперечные стенки сквозного каркаса выполнены отклоненными внутрь в направлении от вертикальной опалубочной поверхности, к которой наружные поперечные стенки приближены заостренными краями внутренних скошенных кромок, образующих вертикальные линейные края под выравнивающим наружным слоем сплошной термопластичной оболочки переменной толщины на основе, например, церезина, при этом с тыльной стороны щита расположены консоли для примыкания опалубочных щитов или при расположении щита с горизонтальной опалубочной поверхностью он выполнен с основными продольными обшивками, расположенными с внутренними продольными просветами между ними, во внутренних продольных просветах расположены продольные балки скозного каркаса, внутренние полости продольных балок открыты проемами в верхних крышках продольных балок, и кроме того, щит выполнен с продольными стенками сквозного каркаса, наружными, с заостренными верхними краями внутренних скошенных кромок, и внутренней, а выравнивающий наружный слой термопластичной оболочки выполнен удлиненным торцевыми выступами, свесы которых не превышают толщины выравнивающего наружного слоя.
Технический результат изобретения: данная конструкция может быть применена во всех опалубках, являясь т.о. универсальной, обладая и повышенной технологичностью изготовления ее, и пониженной металлоемкостью, обеспечивая предельное повышение качества бетонных поверхностей и замкнутую циркуляцию расплава термопластика в опалубочных щитах, и повышение технологичности сборки и разборки опалубок, и увеличенную оборачиваемость опалубочных щитов; данное устройство создает предпосылки для существенного улучшения технологии бетонных работ.
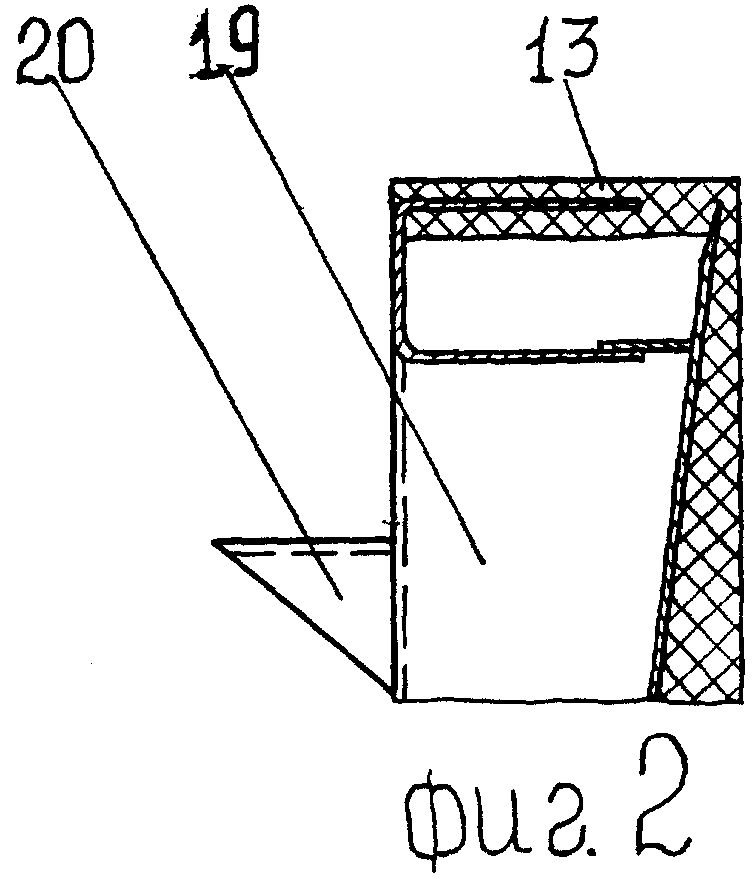
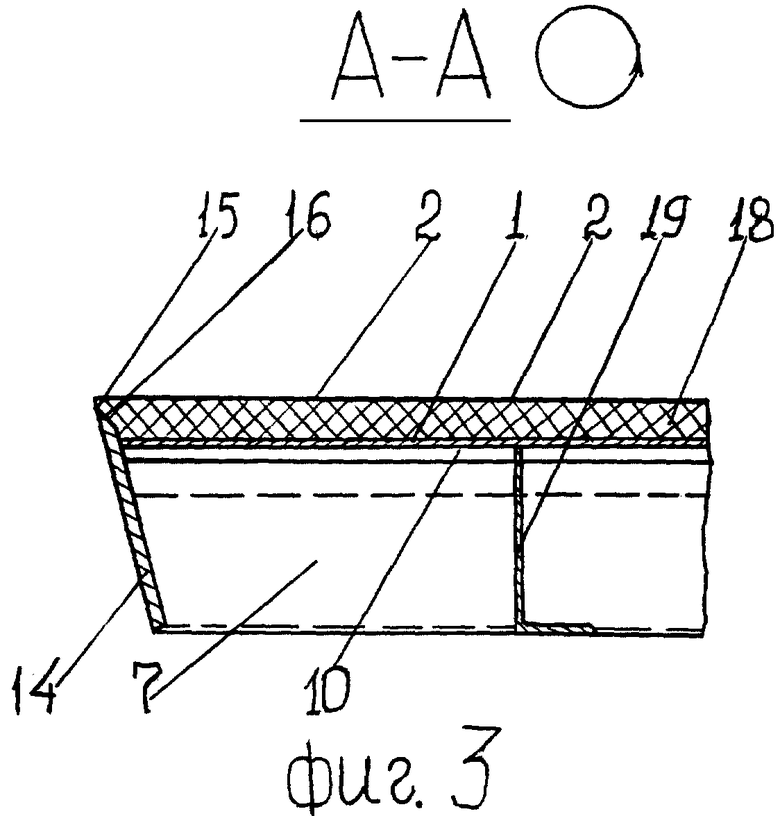
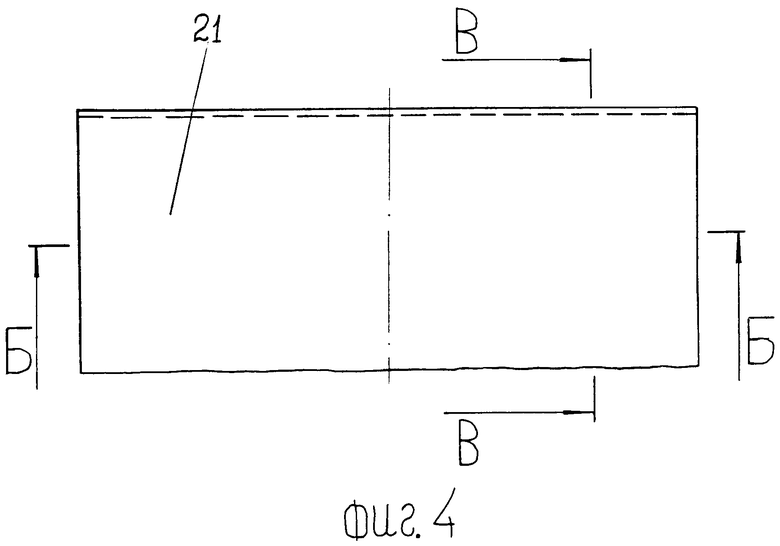
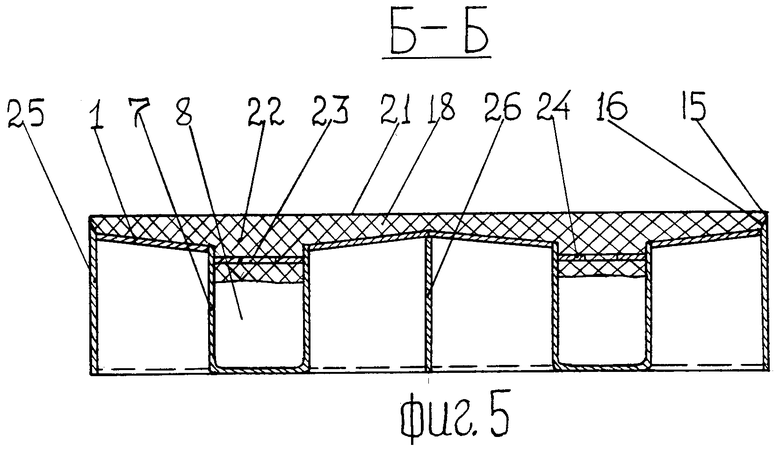
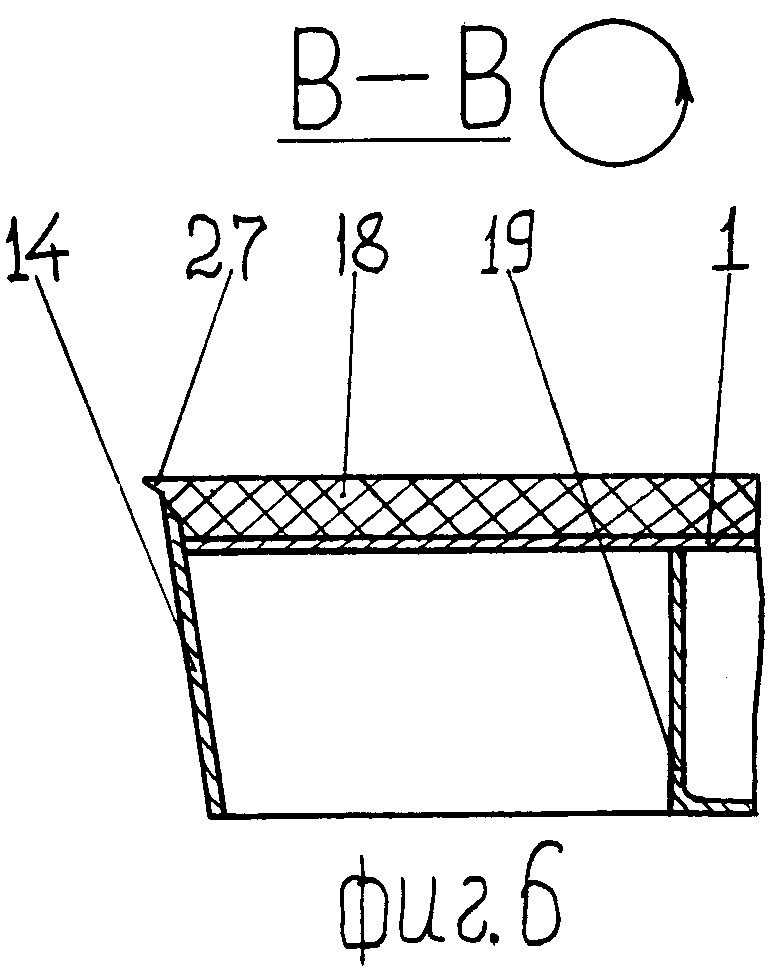
На фиг.1 изображен поперечный разрез "Опалубочного щита", совмещенный с фрагментом профильной проекции щита, на фиг.2 изображен фрагмент поперечного разреза щита, на фиг.3 изображен фрагмент продольного разреза по А-А на фиг.1, на фиг.4 изображен фрагмент "Опалубочного щита" в плане, при горизонтальном расположении щита, на фиг.5 изображен поперечный разрез по Б-Б на фиг.4, на фиг.6 изображен продольный разрез по B-B на фиг.4.
Опалубочный щит, характеризующийся тем, что его палуба выполнена из отдельных разобщенных обшивок - основных 1, отклоненных от вертикальной опалубочной поверхности 2, и концевой 3, параллельной вертикальной опалубочной поверхности 2 и приближенной к последней, основные обшивки 1 линейно приближены к вертикальной опалубочной поверхности 2 заостренными продольными краями 4 верхних скошенных с тыльной стороны кромок 5 при отклонении внутрь от вертикальной опалубочной поверхности 2 нижних продольных краев 6 основных обшивок 1, примыкающих к верхним стенкам продольных балок 7 сквозного каркаса, также выполненных с горизонтальными отклонениями от вертикальной опалубочной поверхности 2, все продольные балки 7 сквозного каркаса выполнены с внутренними полостями 8, открытыми продольными щелями 9 между краями верхних стенок продольных балок 7 и заостренными краями 4, скошенных кромок 5 продольных обшивок - основных 1 и концевой 3, продольные обшивки 1 и 3 скреплены с нижними стенками продольных балок 7 посредством, например, планок 10, закрывающими продольные просветы между нижними стенками продольных балок 7 и продольными обшивками 1 и 3, а нижняя 11 и верхняя 12 продольные горизонтальные поверхности щита выполнены опорными и на верхней опорной поверхности 12 расположена термопластичная выравнивающая накладка 13, наружные поперечные стенки 14 сквозного каркаса выполнены отклоненными внутрь, в направлении от вертикальной опалубочной поверхности 2, к которой наружные поперечные стенки 14 приближены заостренными краями 15 внутренних скошенных кромок 16, образующих вертикальные линейные края под выравнивающим наружным слоем 17 сплошной термопластичной оболочки 18 переменной толщины на основе, например, церезина, при этом с тыльной стороны щита, на внутренних поперечных балках 19, расположены консоли 20 для примыкания опалубочных щитов или при расположении щита с горизонтальной опалубочной поверхностью 21, опалубочный щит выполнен с основными продольными обшивками 1, расположенными с внутренними продольными просветами 22 между ними, во внутренних продольных просветах 22 расположены продольные балки 7 сквозного каркаса, внутренние полости 8 продольных балок 7 открыты проемами 23 в верхних крышках 24 продольных балок 7, и кроме того, щит выполнен с продольными стенками сквозного каркаса, наружными 25, с заостренными верхними краями 15 внутренних скошенных кромок 16, и внутренней 26, а выравнивающий наружный слой 17 термопластичной оболочки 18 выполнен удлиненным торцевыми выступами 27, свесы которых не превышают толщины выравнивающего наружного слоя 17.
Основные продольные обшивки 1 опалубочных щитов лучше выполнять из стальных листов толщиной от 2 до 5 мм, толщина концевых обшивок 3 не должна превышать толщину основных продольных обшивок 1. Основные обшивки 1 могут иметь небольшие длины, ориентировочно от 800 до 1200 мм, что и является одним из факторов, влияющим на толщину обшивок 1, при этом можно допустить и деформации основных обшивок 1, так как они не контактируют с опалубочными поверхностями 2.
Основные обшивки 1 опалубочных щитов могут быть отклонены от вертикали с минимальными уклонами от 1/12 до 1/10 для обеспечения оптимальной ширины щелей 9, от 50 до 60 мм.
В зависимости от объема части термопластичной оболочки 17, расположенной между между двумя продольными балками 7, на продольной основной обшивке 1, находится объем внутренних полостей 8 продольных балок 7 П-образного очертания (он должен превышать объем части термопластичной оболочки 17 в 1,6-2,0 раза, как это изображено на фиг.1). Продольные балки 7 лучше выполнять из гнутых П-образных тонкостенных профилей, преимущественно симметричных.
Высота продольных балок 7 сквозных каркасов может быть определена в зависимости от расчетной длины их, эта высота будет составлять от 1/18 до 1/20 расчетной длины. Во всех случаях проще увеличивать высоты продольных балок 7 для достижения нужного внутреннего объема их.
Опорные поверхности 11 и 12 должны быть перпендикулярны опалубочной поверхности 2 и параллельны между собой, что легко достижимо при изготовлении опалубочные щитов.
Изоляция термопластиком металлических частей опалубочных щитов от бетона позволяет широко применять алюминиевые сплавы для металлических частей опалубочных щитов, что может быть обосновано увеличением размеров щитов.
Опалубочные щиты должны быть предельно укрупнены по высоте и длине их. Они могут быть и составными, если размеры их будут превышать транспортные габариты.
С тыльной стороны продольных балок 7 целесообразно выполнить резьбовые отверстия, закрываемые резьбовыми пробками. Таким образом можно скреплять щиты через соединительные элементы, а также открывать внутренние полости 8 продольных балок 7.
С тыльной стороны продольных балок 7 могут быть прикреплены, разъемно или жестко, дополнительные опорные элементы, препятствующие опрокидыванию вертикальных щитов назад. Эти элементы могут быть снабжены регулировочными винтами и колесами, что облегчит установку щитов и перемещение их в вертикальном положении.
Соединительные элементы, из открытых профилей с овальными отверстиями, болты, стандартные и специальные, - почти полный комплект соединительных деталей для скрепления щитов.
Щиты могут иметь и усложненные конфигурации в плане, например Г-образные, чтобы дополнительно снизить трудоемкость сборки и разборки опалубок.
Для подготовки опалубочных щитов к работе необходимы эталонные поверхности, вертикальные и горизонтальные. Вертикальные эталонные поверхности лучше использовать для щитов с высотами до 3,0 метров и для щитов Г-образного очертания, в остальных случаях лучше использовать горизонтальные эталонные поверхности.
Эталонные поверхности, вертикальные и горизонтальные, лучше всего выполнять из витринного стекла в металлическом обрамлении.
Подготовка опалубочных щитов к работе производится так.
Сначала во внутренние полости 8 продольных балок 7 заливают дозированные количества расплава термопластика и выдерживают его до частичного или полного отверждения.
Потом щиты переворачивают и прислоняют или укладывают к эталонным поверхностям или на эталонные поверхности (к вертикальным эталонным поверхностям щиты нужно придвинуть), щели по периметру щитов можно закрыть планками соответствующих поперечных очертаний с прорезями для выхода воздуха, балки 7 (возможно и щиты) прогревают до температуры, превышающей температуру плавления термопластика на 20-35°С, расплав термопластика перетечет до контакта с эталонной поверхностью (последнюю лучше охладить), после полного отверждения термопластика удаляют планки по периметру щитов и производят сдвиг щитов по эталонной поверхности, после чего щиты переводят в рабочее положение и устанавливают на место.
Все операции можно осуществлять самоходными устройствами с боковыми захватами, самоходными подъемниками для горизонтально расположенных щитов.
Для закрепления щитов можно использовать подкосы, самоходные и несамоходные платформы, загруженные баластом и снабженные распорными силовыми цилиндрами, и другие устройства.
Установка арматуры, укладка и уплотнение бетонной смеси - рутинные операции.
После набора бетоном минимальной прочности (10,0-12,0 МПа) можно прогревать щиты и удалять их после снятия креплений.
Последней операцией будет удаление с бетонных поверхностей остатков термопластика горячей водой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПУСТОТООБРАЗОВАТЕЛЬ | 2003 |
|
RU2258000C2 |
| Форма для изготовления предварительно напряженных коробчатых изделий из бетонных смесей | 1989 |
|
SU1740168A2 |
| Форма для изготовления объемных коробчатых изделий из бетонных смесей | 1976 |
|
SU1028507A1 |
| Пустотообразователь | 1987 |
|
SU1470526A1 |
| ПУСТОТООБРАЗОВАТЕЛЬ | 1991 |
|
RU2008214C1 |
| НАПРЯЖЕННАЯ ЖЕЛЕЗОБЕТОННАЯ КОНСТРУКЦИЯ | 2003 |
|
RU2273700C2 |
| Разделитель формы для изготовления предварительно напряженных изделий из бетонных смесей | 1987 |
|
SU1491724A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩИТА ОПАЛУБКИ | 1999 |
|
RU2166593C1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1983 |
|
SU1098795A1 |
| Форма для изготовления предварительно напряженных ребристых железобетонных изделий | 1984 |
|
SU1235732A1 |
Использование в строительстве. Опалубочный щит, характеризующийся тем, что его палуба выполнена из отдельных разобщенных обшивок - основных, отклоненных от вертикальной опалубочной поверхности, и концевой, параллельной вертикальной опалубочной поверхности и приближенной к последней, основные обшивки линейно приближены к вертикальной опалубочной поверхности заостренными продольными краями верхних скошенных с тыльной стороны кромок при отклонении внутрь от вертикальной опалубочной поверхности нижних продольных краев основных обшивок, примыкающих к верхним стенкам продольных балок сквозного каркаса, также выполненных с горизонтальными отклонениями от вертикальной опалубочной поверхности, все продольные балки сквозного каркаса выполнены с внутренними полостями, открытыми продольными щелями между краями верхних стенок продольных балок и заостренными краями скошенных кромок основных и концевой продольных обшивок, а нижняя и верхняя продольные горизонтальные поверхности щита выполнены опорными и на верхней расположена термопластичная выравнивающая накладка, наружные поперечные стенки сквозного каркаса выполнены отклоненными внутрь в направлении от вертикальной опалубочной поверхности, к которой наружные поперечные стенки приближены заостренными краями внутренних скошенных кромок, образующих вертикальные линейные края под выравнивающим наружным слоем сплошной термопластичной оболочки переменной толщины на основе, например, церезина, при этом с тыльной стороны щита расположены консоли для примыкания опалубочных щитов или при расположении шита с горизонтальной опалубочной поверхностью он выполнен с основными продольными обшивками, расположенными с внутренними продольными просветами между ними, во внутренних продольных просветах расположены продольные балки сквозного каркаса, внутренние полости продольных балок открыты проемами в верхних крышках продольных балок, и кроме того, щит выполнен с продольными стенками сквозного каркаса, наружными, с заостренными верхними краями внутренних скошенных кромок, и внутренней, а выравнивающий наружный слой термопластичной оболочки выполнен удлиненным торцевыми выступами, свесы которых не превышают толщины выравнивающего наружного слоя. Технический результат изобретения - данная конструкция универсальна, обладает и повышенной технологичностью изготовления ее, и сниженной металлоемкостью, она обеспечивает также и предельное улучшение качества бетонных поверхностей, и замкнутую циркуляцию расплава термопластика в опалубочных щитах, и повышение технологичности сборки и разборки опалубки, и увеличенную оборачиваемость опалубочных щитов и др. 6 ил.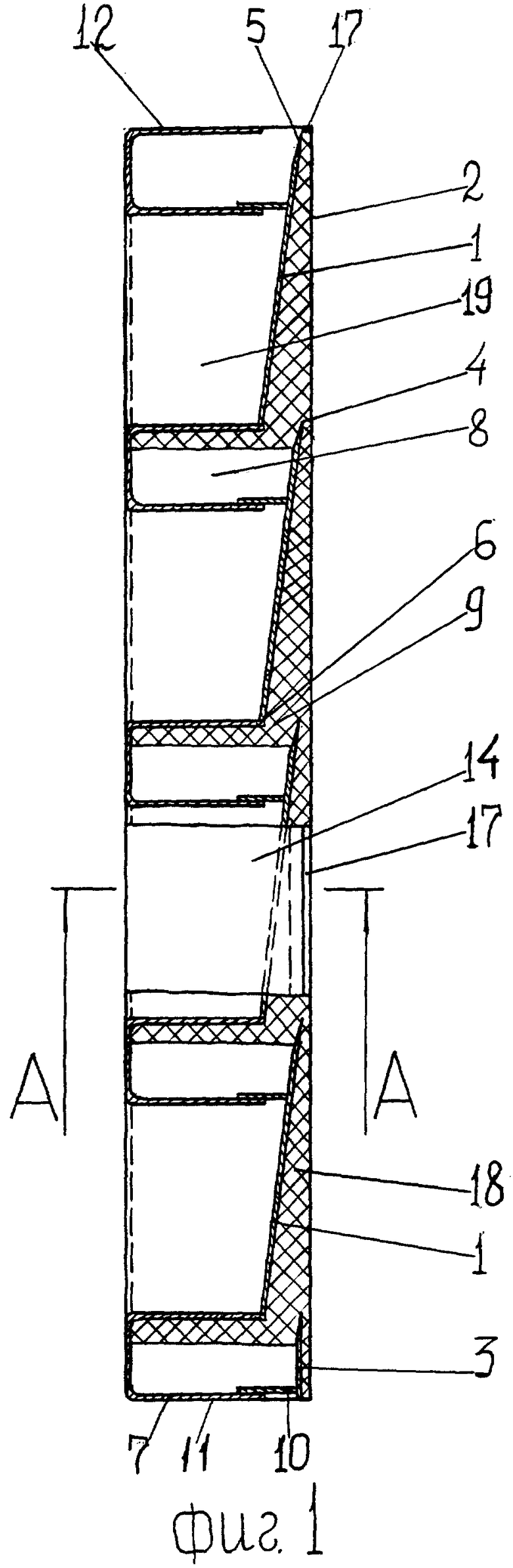
Опалубочный щит, характеризующийся тем, что его палуба выполнена из отдельных разобщенных обшивок - основных, отклоненных от вертикальной опалубочной поверхности, и концевой, параллельной вертикальной опалубочной поверхности и приближенной к последней, основные обшивки линейно приближены к вертикальной опалубочной поверхности заостренными продольными краями верхних скошенных с тыльной стороны кромок при отклонении внутрь от вертикальной опалубочной поверхности нижних продольных краев основных обшивок, примыкающих к верхним стенкам продольных балок сквозного каркаса, также выполненных с горизонтальными отклонениями от вертикальной опалубочной поверхности, все продольные балки сквозного каркаса выполнены с внутренними полостями, открытыми продольными щелями между краями верхних стенок продольных балок и заостренными краями скошенных кромок основных и концевой продольной обшивок, а нижняя и верхняя продольные горизонтальные поверхности щита выполнены опорными и на верхней расположена термопластичная выравнивающая накладка, наружные поперечные стенки сквозного каркаса выполнены отклоненными внутрь в направлении от вертикальной опалубочной поверхности, к которой наружные поперечные стенки приближены заостренными краями внутренних скошенных кромок, образующих вертикальные линейные края под выравнивающим наружным слоем сплошной термопластичной оболочки переменной толщины на основе, например, церезина, при этом с тыльной стороны щита расположены консоли для примыкания опалубочных щитов или при расположении щита с горизонтальной опалубочной поверхностью он выполнен с основными продольными обшивками, расположенными с внутренними продольными просветами между ними, во внутренних продольных просветах расположены продольные балки сквозного каркаса, внутренние полости продольных балок открыты проемами в верхних крышках продольных балок, и, кроме того, щит выполнен с продольными стенками сквозного каркаса, наружными, с заостренными верхними краями внутренних скошенных кромок, и внутренней, а выравнивающий наружный слой термопластичной оболочки выполнен удлиненным торцевыми выступами, свесы которых не превышают толщины выравнивающего наружного слоя.
| Щит опалубки | 1987 |
|
SU1435731A1 |

