(Л
со
to
4ib
фцг.1
J
Изобретение относится к области прс)иэволства сборного железобетона.
Цель изобретеф1я - обеспечение возможности изготовления изделий различных типоразмеров.
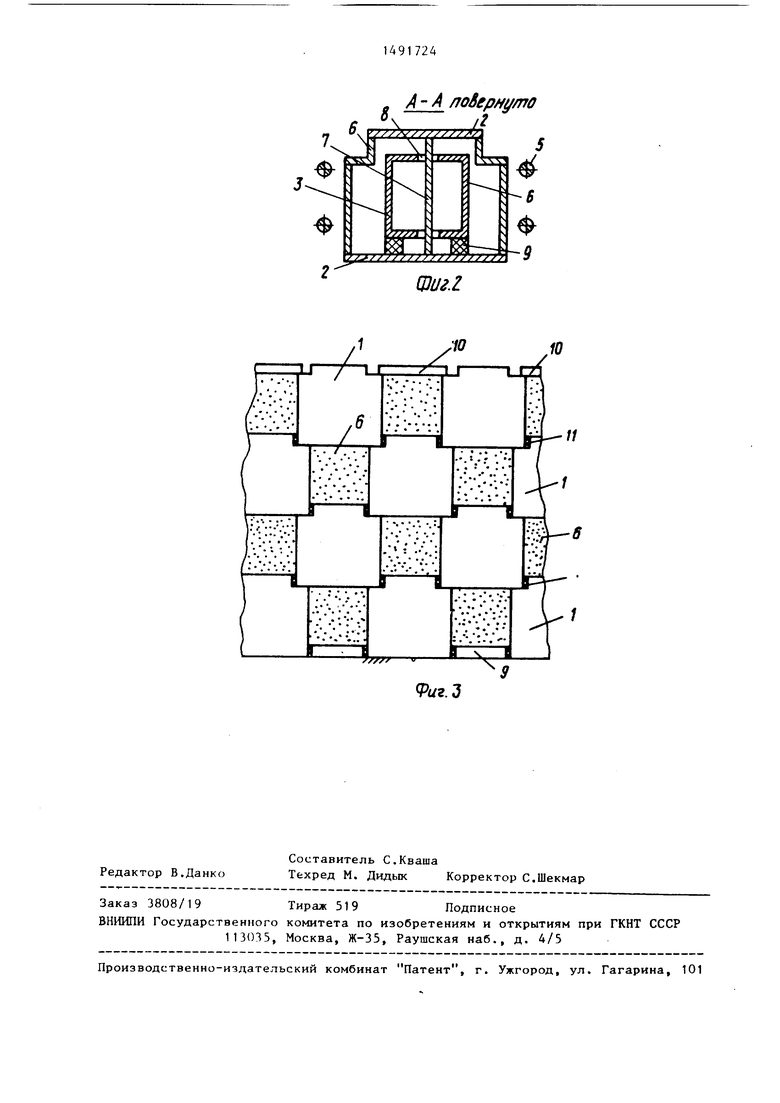
На фиг. 1 схематично показан разделитель формы для изготовления предварительно напряженных изделий из бетонных смесей, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - фрагмент стендовой пакетной формы, собранной из разделителей.
Разделитель формы для изготовления предварительно напряженных изделий из бетонных смесей состоит из корпуса 1 и вертикальных и горизонтальных 2 формообразующих листов и размещенной внутри него опорной балки 3 с упорами 4 для напрягаемой арматуры 5 изготавливаемых изделий 6. Корпус 1 выполнен с симметричным поперечньм сечением с угловыми площадками 6 и вертикальными диафрагмами 7, жестко соединенными с горизонтальными стенками 2 корпуса 1.
Диафрагмы 7 размещены в сквозных окнах 8, образованных в опорной балке 3, которая оперта на нижнюю часть корпуса посредством амортизаторов .9. Опорных балок 3 в корпусе 1 может быть несколько.
Стендовая пакетная форма, собранная из разделителей, имеет также щит 10 и выплавляемые уплотнители 11.
Разделитель формы для изготовления предварительно напряженных изделий из бетонных смесей эксплуатируется следующим образом.
На формообразующие элементы 2 нансят смазочные смеси (если не имеют защитного покрытия из полимерного материала) , на упорах 4 натягивают напряженные стержни.
На основании устанавливают щиты 10 (предварительно на них наносят ,смазочную смесь), между щитами устанавливают разделители с натянутыми стержнями 5, заполняя вертикальные зазоры между щитами и разделителями расплавленными композициями (например, смес;ью парафина и стеарина) , образующими после отверждения уплотнения 11. В результате получают форм вочные полости, которые нужно закрыть с кряер торцевыми диафрагмами
91724
(последние проще всего выполнить составными из двух деталей), после чего в полости укладывается бетонная смесь с уплотнением и заглаживанием. Нотом разделители устанавливают на 2-м и далее ярусах в угловые площадки и все операции повторяются. На последнем ярусе отформованный бетон
д закрьшается в каждой полости щитами 10 (последняя операция может быть и излишней, так как она предназначена для форсирования тепловой обработки) .
5 Тепловая обработка железобетонных изделий осуществляется подачей теплоносителя (пар, нагретые жидкости, горячий воздух и др.) во внутренние полости разделителей.
20 Распалубка изделий производится в обратной последовательности.
Процесс распалубки изделий и разборки стенда можно совместить со сборкой другого стенда и формованием
25 изделий.
Одностороннее расширение полостей (по одной) в процессе распалубки изделий обуславливает достаточную технологичность устройства, так как из30 делие беспрепятственно деформируется Под воздействием обжатия его напряженными стержнями 5, а торцевые диафрагмы могут быть удалены как до обрезки напряженных стержней, так и после этой операции.
35
Формула изобретения
Разделитель формы для изготовления предварительно напряженных изделий из бетонных смесей, содержащий корпус из вертикальных и горизонтальных формообразующих листов и размещенными внутри него опорными балками с упорами для напрягаемой арматуры на концах, отличающийся тем, что, с целью обеспечения возможности изготовления изделий различных типоразмеров, корпус выполнен с симметричным ступенчатым поперечным сечением и расположенными вдоль оси симметрии вертикальными диафрагмами, размещенными в сквозных окнах, образованных в опорных балках, причем последние оперты посредством амортизаторов на нижнюю часть корпуса.
А-АлоВерни/по i2
Шиг.1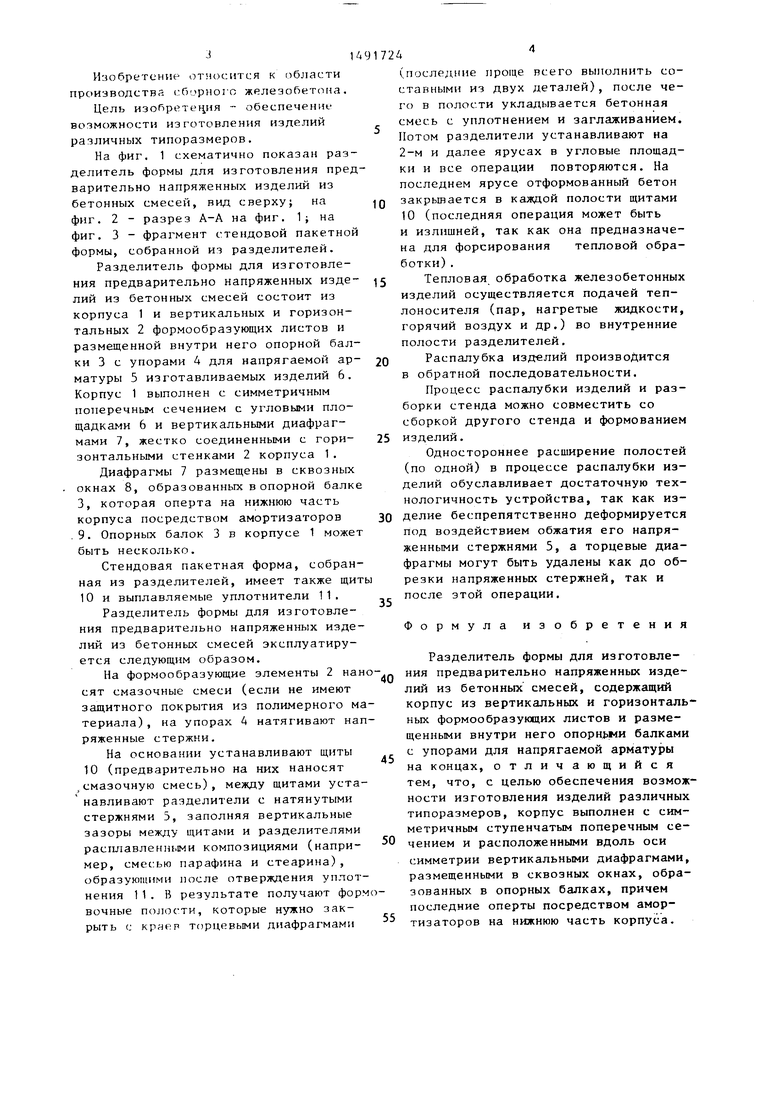
Изобретение касается производства сборного железобетона и позволяет обеспечить возможность изготавливать изделия различных типоразмеров. Это достигается тем, что в разделителе формы для изготовления предварительно напряженных изделий из бетонных смесей корпус 1 выполнен с симметричным ступенчатым поперечным сечением. Вдоль оси симметрии корпуса 1 расположены вертикальные диафрагмы 7, размещенные в сквозных окнах 2, образованных в опорных балках 3. Опорные балки 3 оперты посредством аммортизаторов 8 на нижнюю часть корпуса 1. 3 ил.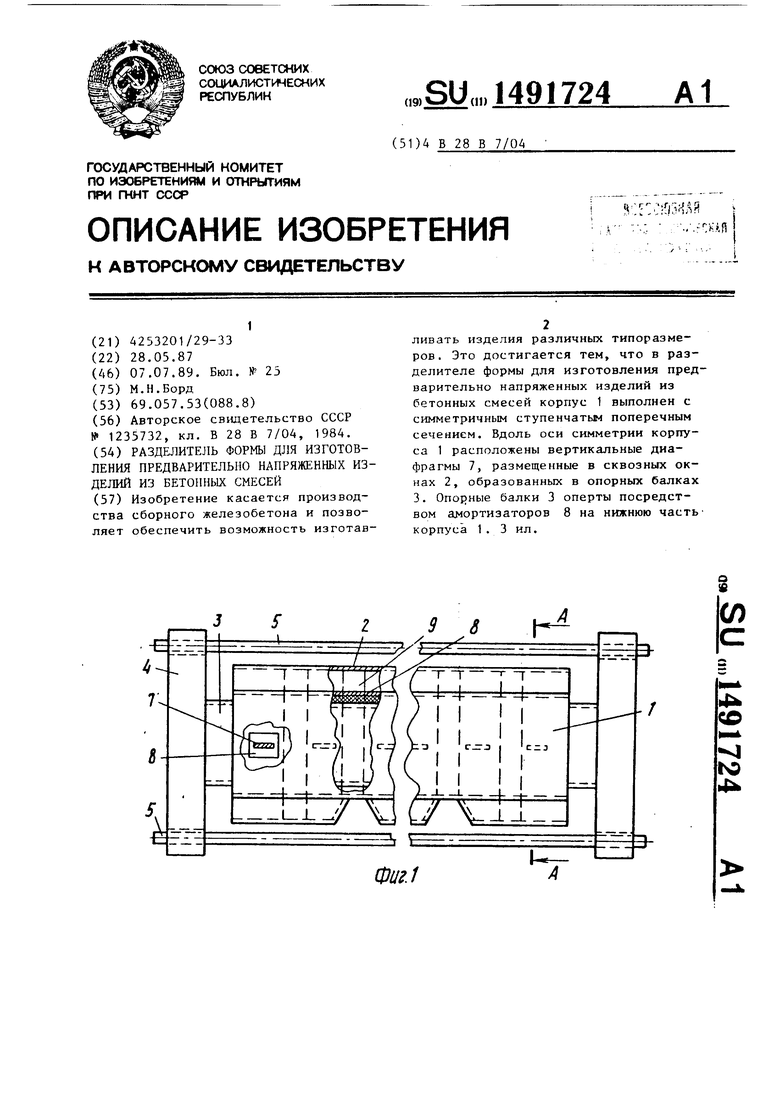
10
.10
//
Ф(/г.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
