Изобретение относится к формовочным устройствам и может быть использовано преимущественно на предприятиях сборного железобетона. Известно устройство для формирования объемных элементов, имеющее разрезные шиты наружной опалубки, сердечники и поддон, в котором формовочная полость простирается по вертикали Г 1 . Недостатком этого устройства являе ся кассетное формование в нем изделий что влечет за собой применение литых смесей и ограничивает высоты формовочных полостей. Кроме того, в формовочну полость арматура может быть введена тбпько в виде пространственного каркаса, а юследний может быть изготовлен лишь на специальном ковдукторе, при этом, кроме того что пространственные , каркасы изготавливают со значительными трудозатратами, недостаточная жесткость пространственного арматурного каркаса также ограничивает высоту формовочной полости. Наиболее близким к предлагаемому является устройство для изготовления строительных объемных блоков в котором формовочная полость простирается по горизонтали, наружная опалубка соетоит из Г-образных термошитов с бандаж ми, шарнирно соединенными между собой В этом устройстве каждая грань формуется в горизонтальном положении из разогретых смесей, бетон дополнительно прогревается и после частичного, отверждения устройство поворачивают; на 90° и все операции повт ряются L 2 1 Недостатком этого устройства является армирование формовочной полости аространственным арматурным каркасом. При этом формование смесей ухудшает условия труда, а прогрев отформованных граней увеличивает время формования, Ti. устройство недостаточно технологично и имеет низкие эксплуагациоиные качества, снижающие эффективность его работы. Цель изобретения - пош 1шение эксплу атационных качеств и эффективности рабо ты форМЬ. Указанная цель достигается тем, что форма для изготовления объемных коробчатых изделий из бетонных смесей, содер жащая наружную опалубку, состоящую из йижнего и боковых шитов, имеющих каркасы и обшивки, снабжена внутренней опалубкой, вьтолненной из составных шигов-ггригрузов и опертого на них верхнего поддона, нижний и каждый баковой щиты имеют поперечные элементы с упорами на концах, на которых натянуты поперечные стержни для армирования граней изделия, и вьшолнены с поперечными зами, расположенными между поперечными элементами, причем поперечные элементы боковых ШИТОВ смещены по горизонтали относительно поперечных элементов нижнего щита, а в верхних и нижних чтастях боковых щитов выполнены прорези под поперечные стержни, установленные нанижнем щите и верхнем поддоне, при этом продольные зазоры между частями щитов-пригрузов и между о&иивками юс Верхних частей и верхним поддоиом заполнены выплавляемыми вкладышами. На фиг. ,1 .изображена предлагаемая форма, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - фрагмент нижнего шита в аксонометрии; на фиг. 4 форма, вид сбоку., Форма содержит наружную опалубку, состоящую из нижнего шита 1, на установлены боковые щиты 2, и внутрен.нюю опалубку, состоящую из сост.авнь1х щитов-пригрузов 3 и опертого на них верхнего поддона 4. На .нижнем щите 1 и на боковых щитах 2 закреплены поперечные элементы 5. Поперечные элементы каркасов боковых ШИТОВ 2 сялешены по горизонтали относительно поперечных элементов 5 каркаса нижнего шита 1. Формовочные пояости на шитах 1, 2 и 4 ограничены торцовыми стенками 6. Продольные зазоры между верхним поддон ном 4 и верхними частями шитов-пригру зов 3, а также между частями шитов-, пригрузов 3 заполнены вьшлавляемьп га вставками 7. Полости .в нижнем щите 1 вокруг нижних элементов 5, прикрепленных к боковым щитам 2, заполнены выплавляемыми пробками 8. Щиты 1 и 2 и части щитов-пригрузов 3 состоят из продольных Элементов 9 каркасов, поперечных элементов 10 каркасов и общивок 11. На элементах 5 натянуты поперечные стержни 12 для армирования граней изделия, на боковые шиты 2 уложены внешние балки 14. Ойиивки 11 боковых щитов 2 имеют верхние и нижние прорези для пропуска поперечных напряженных стержней, а также прорези по продольным сторонам для пропуска поперечных элементов 5 каркасов боковых щитов 2. Форма работает следующим образом. На нижнем щи те 1. и на боковых щитах 2 закрепляют торговые стенки 6, натягивают поперечную арматуру - стержни 12 и устанавливают продольную ь, матуру. После этого на боковых щитах 2, находящихся в горизонтальном положении, рременно ограничивают формовочные полости по продольным сторонам и укладывают в полости жесткую бетонную смесь 13 с уплотнением. После этого временны продольные борта удаляют, на торцовые стенки 6 устанавливают и прикрепляют щ ты-припгруэы 3, которые предварительно собирают иэ двух частей с продольным зазором между частями, а зазоры заполняют выплавляемыми вставками 7. Пакеты, полутенные из боковых щитов 2, бетона 13 и шито -притрузов 3 переводят в вертикальное положение и устанавливают на нижний щит 1, при этом поперечные стержни 12, натянутые попе:рек нижнего щита 1, входят в нижние прорея обшивок 11 боковых щитов 2, шикиае элементы 5, прикрепленные снизу . п(В1ере п1ЫХ апекюнтов 1О каркасов боко вых щитов 2 входят в вырезы обшивки 11 нижнего поддона 1 (фиг. 3)опираясь на открытые вырезами участки прог эльных элементов 9 каркаса нижнего щита 1. Концевые части щитов-пригрузов 3 (не показаны) опираются на концевые части нижнего щита 1 (за габаритом изделия по длине). Таким офазом, соб-. ранные пакеты скрепляют с нижним щитом 1, полости вокруг концевых частей элементов 10 и прикрепленных к ним нижних элементов 5 боковых щитов 2 в габарите толщины нижнего поддона 1 запопияют парафином, образующим пробки S (х219(есью отвердевшего парафина вс itycKaK и расплавом парафина), заподлицо с верзсом оШинвки 11 нижнего щита 1 После этого В нижнюю горизонтальную 1M 74 полость укладывают бетонную смесь, бетон уплотняют и: заглаживают, на верхние продольные элементы 9 каркасов щитовпригрузов 3 Устанавливают верхний поддон 4 с закрепленными на нем торцовы- ., ми стенками 6, продольные зазоры между консольными частями о ивок 11 щитовпригрузов 3 и поддоном 4 заполняются парафином, офазукяцим вставки 7. Веркнюю горизонтальную полость армируют напряженными стержнями 12 предварительно натянутыми на внш1них балках 14, вводя стержни 2 вверхние прорези обшивок 11 боковых поддонов2, располагая 1ФИ этом внещние балки 14 над ве жними прорезями о Опивок 11, после чего формую верхнюю горизонтальную грань изделия. После окончания формования изделие выдерживается, прогревается, в резутштвте чего парафин расплавляется. После остывания изделия удаляют верхний поддон и щиты-пригрузы. Затем обрезают поперечные напряженные стержни вверку, отводят боковые щиты (возможно и без офезки поперечных стержней снизу). После этого офезают поперечные стержни на нижнем поддоне и продольные стержни (если они есть). Форма данной конструкции за счет выполнения составного щита-пригруза с продольными зазорами между его частями, ;заполненными выплавляемыми вставками опирания верхнего поддона на щиты-пригрузы с продольными зазорами между . внутренним подддоном и обшивками щнтов- тригрузов, а также взаимного смещения по горизонтали поперечных элементов каркж;бв боковых щитов и нижнего поддона имеетповыщешше эксплуатацион- . иые качества и эффективна в работе.
Л- повернуто
. 5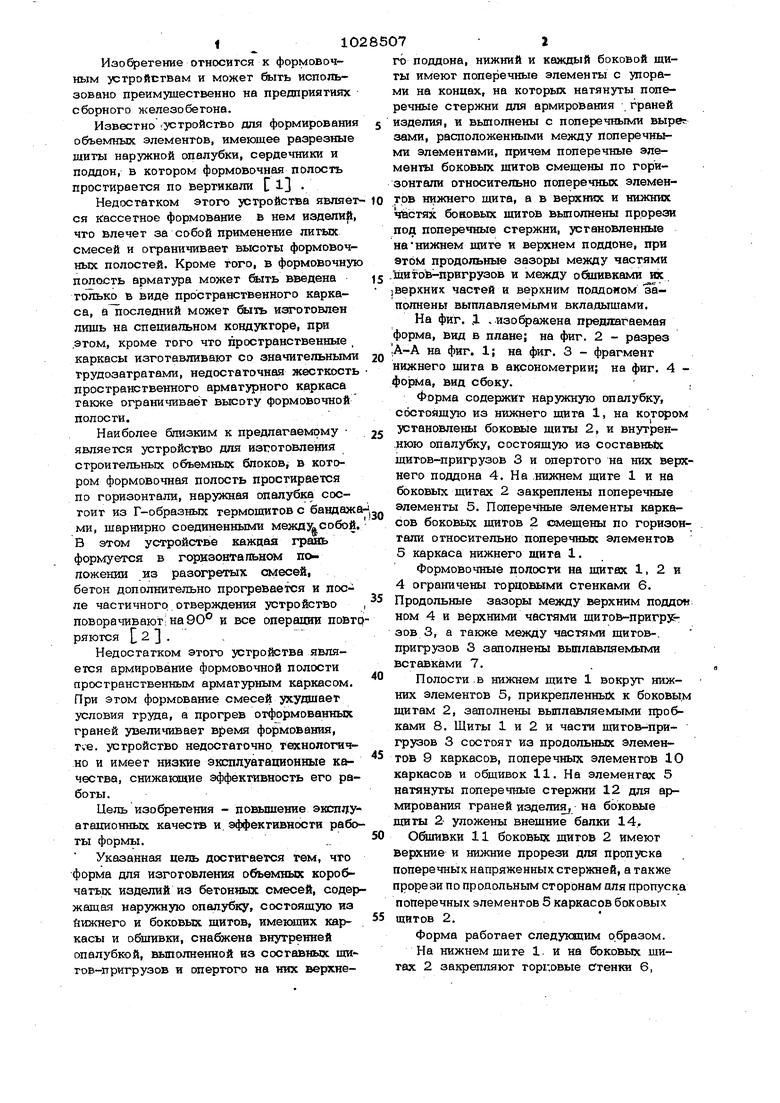

ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ КОРОБЧАТЫХ ИЗДЕЛИЙ ИЗ БЕТОННЬЛХ СМЕСЕЙ, содержащая наруж -. йую оовяубку, состоящую из нижнего и боковых ояатов, имеющих каркасы и обошвкв, о т пи ч а юш а я с я тем.что, с пелью повышения эксплуатационных качеств в эффективности работы формы, она внутренней опалубкой, ВЫПОПИРИ-. ной из составных шитов-пригрузов и опер; того на них верхнего поддона, нижний и каждый боковой шиты имеют поперечные элементы с упорами на концах, на которых натянуты поперечные стержни для армирования граней изделия, и выполнены с поперечными вырезами, расположенными между поперечными элементами, причем поперечные элементы боковых щитов смещены по горизонтали относительно поперечных элементов нижнего щита, а в верхних и нижних частях обшивок боковых щитов выполнены прорези под по- , перечные стержни, установленные на нижнем щите и верхнем поддоне, при этом продольные зазоры между частями щитов-пригрузов и между обшивками из . верхних частей и верхним поддоном заполнены выплавляемыми вкладышами.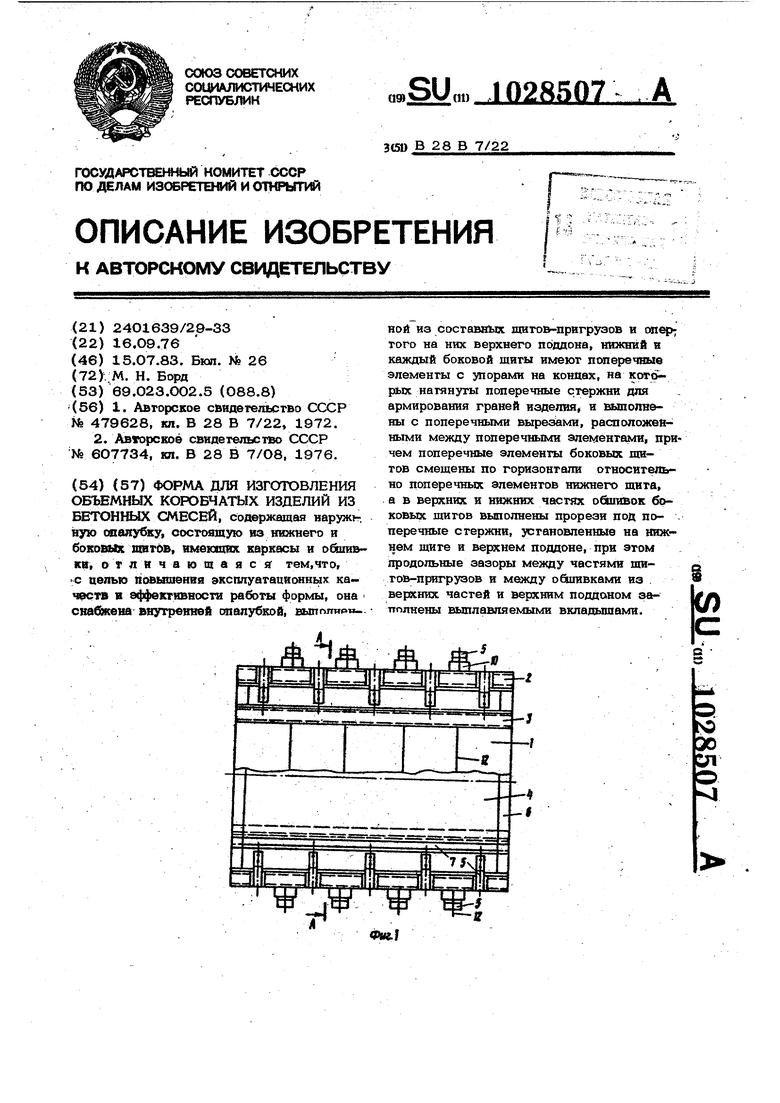
| I | |||
| Устройство для формования объемных элементов | 1972 |
|
SU479628A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
