Изобретение относится к области металлургии и может быть использовано в производстве и эксплуатации электродов диаметром от 250 до 710 мм.
Известно приспособление, предназначенное для ввинчивания ниппеля в ниппельное гнездо электрода под названием: "Опорное кольцо для ниппеля вращающееся" для транспортировки и ввинчивания тяжелых ниппелей в горизонтально расположенные электроды. Проспект фирмы SIGRI, Германия. Графитированные электроды, принадлежности. См. прилагаемую ксерокопию 3. Предлагаемое приспособление сложное в изготовлении, требуется грузоподъемная машина с точными фиксированными перемещениями.
Известно приспособление для ввинчивания ниппеля в электрод, патент №2096931 по заявке №94029952 автора Зубова Э.Ф.
Отличительной особенностью известного приспособления является то, что склиз (желоб) выполнен гладким как продолжение наружной резьбовой конической поверхности ниппельного гнезда. Допуски на диаметр и длину электрода затрудняют базировку желоба относительно наружной конической поверхности ниппельного гнезда, следовательно, и применение приспособления у производителя и потребителя электродов. См. электроды Графитированные, пропитанные, диаметром от 150 до 610 мм и ниппели к ним. Технические условия ТУ 1914-069-00201023-97, Уралэлектодин, г. Челябинск, см. Таблицу 1. Диаметр 610 мм; пред. откл.±3,0 мм. Длина 2400 мм; пред. откл.±150 мм.
Кроме того, при сходе большего диаметра со склиза в зоне ввинчивания происходит падение ниппеля, на величину высоты зуба резьбы, 3,73 мм (см. ТУ 1914-069-00201023-97, лист 9, рисунок 3), что приводит к повреждению резьбы ниппельного соединения электродов.
Задачей заявленного изобретения является простое, быстрое и надежное базирование ниппеля к ниппельному гнезду электрода, плавное, без падения ввинчивания ниппеля в ниппельное гнездо, исключение перекоса и повреждения резьбы, быстрое удаление приспособления из зоны ввинчивания.
Для достижения этой задачи известный гладкий желоб-склиз с поверхностью, равной продолжению наружной резьбовой, конической поверхности ниппельного гнезда, выполнен как тонкий, упругий сектор-склиз с конической поверхностью наружного диаметра ниппельного гнезда и угловым отгибом, который вставляется в ниппельное гнездо и на который кладется ниппель для подачи его в зону ввинчивания. Сектор-склиз выполнен тонким для увеличения величины резьбового зацепления, упругим для исключения повреждений резьбы кругового конуса, но угловым отгибом ограничивает перемещение в глубину ниппельного гнезда.
Способ ввинчивания ниппеля в электрод, например, для электрода диаметром 610 мм содержит сектор-склиз, изготовленный из тонкого упругого материала, например стали толщиной от 0,5 до 1,0 мм, в виде сектора поверхности кругового конуса диаметром, равным наружному диаметру резьбы ниппельного гнезда, длиной от 180 до 200 мм, шириной от 120 до 150 мм, величиной отгиба АВ до 25 мм под углом 120°.
На чертеже изображен общий вид способа ввинчивания ниппеля в электрод.
Способ ввинчивания ниппеля в электрод работает следующим образом: сектор-склиз 1 вставляется в ниппельное гнездо 3 электрода 4 до упора точкой отгиба В, ниппель 2 транспортировочный или соединительный кладется на сектор-склиз, подается вручную во внутрь гнезда до касания резьбой верхней образующей ниппельного гнезда, поворотом ввинчивания резьба ниппеля входит в частичное зацепление по верхнему сегменту ниппельного гнезда, далее следует поворот сектора-склиза с ниппелем, зацепление переходит на боковое, затем нижнее полное (за счет эксцентричного расположения ниппеля на секторе-склизе относительно оси ниппельного гнезда и силы тяжести ниппеля). Сектор-склиз, перемещенный на 180°, вверху диаметра гнезда освобождается от действия силы тяжести ниппеля, вынимается за отгиб АВ, ниппель ввинчивается до упора.
Испытания показали простой, быстрый, надежный, исключающий повреждения резьбы способ ввинчивания ниппеля в электрод.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВВИНЧИВАНИЯ ТЯЖЕЛЫХ НИППЕЛЕЙ В ЭЛЕКТРОД | 2008 |
|
RU2398367C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ВВИНЧИВАНИЯ НИППЕЛЯ В ЭЛЕКТРОД | 1994 |
|
RU2096931C1 |
| УСТРОЙСТВО КЛИНОВОГО СОЕДИНЕНИЯ ЭЛЕКТРОДОВ | 2007 |
|
RU2334377C1 |
| УСТРОЙСТВО НИППЕЛЬНОГО СОЕДИНЕНИЯ ЭЛЕКТРОДОВ | 2004 |
|
RU2276839C1 |
| СТОПОРНОЕ УСТРОЙСТВО СОЕДИНЕНИЯ ЭЛЕКТРОДОВ | 1995 |
|
RU2117416C1 |
| Узел резьбового соединения графитированных электродов | 1988 |
|
SU1725407A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОГО ТОКА ДЛЯ ГРАФИТИРОВАННЫХ ЭЛЕКТРОДОВ | 1992 |
|
RU2031552C1 |
| Способ определения допустимого тока для графитированных электродов | 1989 |
|
SU1690229A1 |
| ЭЛЕКТРОД ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1993 |
|
RU2035127C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОГО ТОКА ДЛЯ ГРАФИТИРОВАННЫХ ЭЛЕКТРОДОВ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1998 |
|
RU2162994C2 |
Изобретение относится к области металлургии и может быть использовано в производстве и эксплуатации электродов. На сектор-склиз кладется ниппель (соединительный или транспортировочный), досылается внутрь гнезда, ввинчиванием вводится в зацепление резьба, в верхнем сегменте ниппельного гнезда совместным поворотом сектора-склиза и ниппеля на 180° резьбовое зацепление переводится вниз, сверху освобождается сектор-склиз, ниппель ввинчивается до упора в ниппельное гнездо. Способ ввинчивания ниппеля в электрод сохранит резьбу ниппеля и ниппельного гнезда без повреждений, улучшит эксплуатацию электродов без материальных затрат и времени. 1 ил.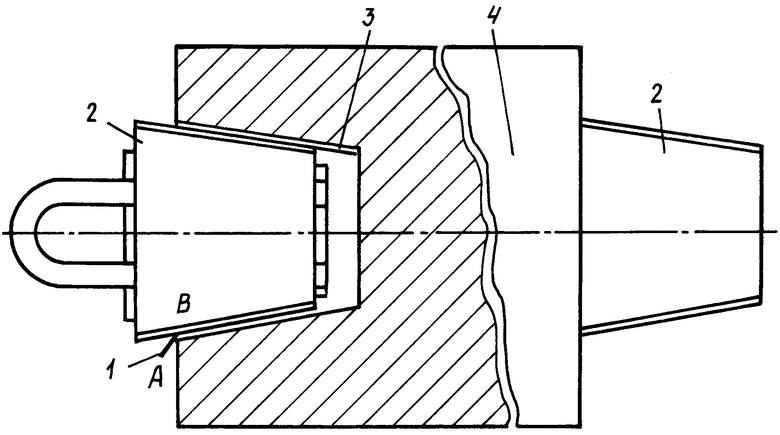
Способ ввинчивания ниппеля в электрод, включающий выполнение склиза в виде тонкого упругого сектора с боковой конической поверхностью и угловым отгибом, размещение склиза в ниппельном гнезде электрода, установку ниппеля, который посредством ввинчивания вводят в резьбовое зацепление в верхнем сегменте ниппельного гнезда, а затем совместным поворотом склиза с ниппелем на 180° переводят резьбовое зацепление вниз, освобождая склиз сверху, после чего ниппель ввинчивают в гнездо электрода до упора.
| ПРИСПОСОБЛЕНИЕ ДЛЯ ВВИНЧИВАНИЯ НИППЕЛЯ В ЭЛЕКТРОД | 1994 |
|
RU2096931C1 |
| УЗЕЛ СОЕДИНЕНИЯ СЕКЦИЙ ЭЛЕКТРОДОВ | 1992 |
|
RU2037984C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОЧИСТКИ ПИТЬЕВОЙ ВОДЫ | 2000 |
|
RU2203226C2 |
| Способ шагового перемещения деформируемого тела | 1991 |
|
SU1804685A3 |
| Способ настройки высокомоментного бесконтактного двигателя постоянного тока | 1991 |
|
SU1804684A3 |

