Изобретение относится к размалывающим гарнитурам дисковых мельниц и предназначено для использования в целлюлозно-бумажной промышленности, но может найти применение и в других отраслях, в частности в химической, строительной промышленностях.
Известна размалывающая гарнитура дисковой мельницы, включающая два диска, состоящих из центрального и периферийного размалывающих колец, причем периферийное размалывающее кольцо каждого диска выполнено из абразивной керамики [1].
Недостатком данной гарнитуры являются большие энергозатраты при ее применении.
Известна размалывающая гарнитура дисковой мельницы, включающая два собранных из секторов диска, рабочая поверхность которых состоит из центрального кольца с ножами и периферийного кольца с выступами, направленными от центра к периферии, расположенными под углом к радиусу диска, количество которых на единицу окружности периферийного кольца увеличивается в радиальном направлении к его периферии [2].
Недостатком известной гарнитуры является невозможность обеспечения оптимального соотношения числа циклов нагружения, степени и времени разработки волокнистого материала в рабочих зонах центрального и периферийного размалывающих колец при заданном удельном расходе электроэнергии.
Наиболее близкой к заявляемой является размалывающая гарнитура дисковой мельницы, включающая два собранных из секторов диска, рабочая поверхность которых состоит из центральной и периферийной кольцевых зон с межножевыми канавками, перекрытыми на периферии перемычками, расположенными на эксцентричных относительно центра дисков дугах и с раздвоенными ножами, из которых укороченные, ограниченные периферийной кольцевой зоной, чередуются с цельными, проходящими через обе зоны, при этом ножи и радиусы перемычек направлены от центра к периферии диска под углом к его радиусу, а количество ножей на единицу длины произвольной окружности кольцевых зон увеличивается в радиальном направлении к наибольшей окружной кромке диска [3].
Недостатком известной гарнитуры является:
- невозможность обеспечения оптимального соотношения числа циклов нагружения, степени и времени разработки волокнистого материала в рабочих зонах центрального и периферийного размалывающих колец при заданном удельном расходе электроэнергии;
- малая ширина межножевых канавок на входе из центральной кольцевой зоны в периферийную, что ведет к возникновению больших сопротивлений при проникновении в периферийную межножевую полость и при дальнейшем продвижении в ней волокнистого полуфабриката;
- малая ширина межножевых канавок на выходе из периферийной кольцевой зоны, что ведет к возникновению больших сопротивлений при выходе волокнистого полуфабриката из ее рабочей полости, к затормаживанию его на этом участке, к повышению рубящего эффекта и, как следствие этого, к снижению качества обработки и к увеличению энергозатрат.
Изобретение решает задачу оптимизации процесса, повышения качества размола и производительности при одновременном снижении энергозатрат и повышении ресурса работы режущих кромок ножей.
Технический результат заключается в оптимизации процесса размола, повышении качества размола и производительности, а также в снижении энергозатрат и в повышении ресурса работы режущих кромок ножей.
Оптимизация процесса размола обеспечивается за счет оптимального соотношения степени разработки волокнистого полуфабриката в центральной и периферийной зонах дисков. Повышение качества размола осуществляется за счет обеспечения оптимального соотношения числа циклов нагружения волокнистого полуфабриката в центральной и периферийной зонах дисков. Повышение производительности происходит за счет обеспечения оптимального количества циклов прохождения волокнистым полуфабрикатом зоны размола. Снижение энергозатрат достигается за счет обеспечения оптимального соотношения времени разработки волокнистого полуфабриката в центральной и периферийной зонах дисков. Повышение времени ресурса работы режущих кромок ножей обеспечивается за счет наиболее пропорционального распределения потока волокнистого полуфабриката в полостях, образованных центральной и периферийной кольцевыми зонами дисков.
Для обеспечения указанного технического результата в размалывающей гарнитуре дисковой мельницы, включающей два собранных из секторов, диска рабочая поверхность которых состоит из центральной и периферийной кольцевых зон с межножевыми канавками, перекрытыми на периферии перемычками, расположенными на эксцентричных относительно центра дисков дугах и с раздвоенными ножами, из которых - укороченные, ограниченные периферийной кольцевой зоной, чередуются с цельными, проходящими через обе зоны, при этом ножи и радиусы перемычек направлены от центра к периферии диска под углом к его радиусу, а количество ножей на единицу длины произвольной окружности кольцевых зон увеличивается в радиальном направлении к наибольшей окружной кромке диска, согласно изобретению межножевые канавки расширяются от боковых поверхностей перемычек - со стороны центральной кольцевой зоны в направлении к центру диска, а со стороны периферийной зоны - в направлении к его наибольшей окружной кромке, при этом радиальная протяженность центральной и периферийной кольцевых зон выполнены с соотношением, определяемым из выражения:
a/b=b/(a+b)=0,62,
где: а - радиальная протяженность центральной кольцевой зоны дисков;
b - радиальная протяженность периферийной кольцевой зоны дисков.
Соотношение протяженности центральной и периферийной кольцевых зон по формуле а/b=b/(а+b)=0,62 авторами определено экспериментальным путем. Данное соотношение позволяет обеспечить наиболее рациональное распределение:
- кольцевого потока волокнистого полуфабриката в центральной и периферийной кольцевых зонах;
- сил сопротивления кольцевому потоку волокнистого полуфабриката при его продвижении последовательно через обе зоны размола;
- тангенциальных и высокочастотных ударных силовых воздействий на последовательно продвигающийся через межножевую полость и межножевой зазор обеих зон волокнистый полуфабрикат;
- времени нахождения волокнистого полуфабриката в каждой из зон.
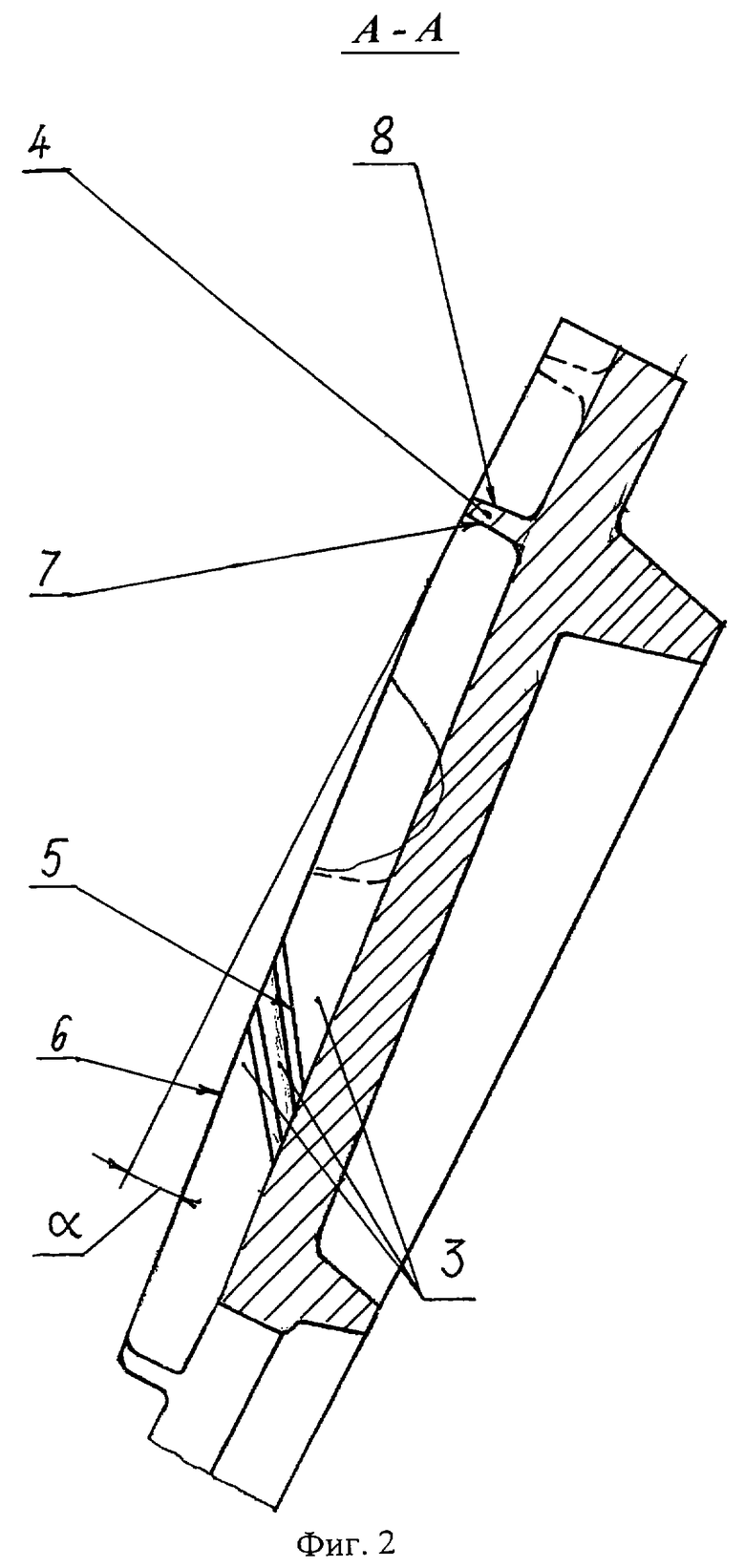
На фиг.1 изображена фронтальная проекция одного из секторов размалывающей гарнитуры дисковой мельницы (тонкой линией обозначена ближайшая к центру О дисков окружность входного отверстия статорного диска); на фиг.2 - разрез А-А по продольной оси межножевых канавок, общих для центральной и периферийной кольцевых зон.
Размалывающая гарнитура дисковой мельницы включает два собранных из секторов диска. Рабочая поверхность секторов дисков состоит из центральной 1 и периферийной 2 кольцевых зон с межножевыми канавками 3, перекрытыми на периферии перемычками 4. Перемычки 4 расположены на дугах, расположенных эксцентрично относительно центра О дисков. На фиг.1 радиальная протяженность центральной 1 кольцевой зоны обозначена а, а радиальная протяженность периферийной 2 кольцевой зоны обозначена b. Протяженность центральной радиальной кольцевой зоны 1 и периферийной радиальной 2 кольцевой зоне выполнены из соотношения, определяемого из выражения: a/b=b/(а+b)=0,62.
Центральная 1 и периферийная 2 кольцевые зоны снабжены раздвоенными ножами 5 и 6. Укороченные ножи 5, ограниченные периферийной кольцевой зоной 2, чередуются с цельными ножами 6, проходящими через обе кольцевые зоны 1 и 2. Радиусы перемычек 4 и ножи 5 и 6 направлены от центра О к периферии дисков под углом к их радиусу. Количество ножей 5 и 6 на единицу длины произвольной окружности кольцевых зон 1 и 2 увеличивается в радиальном направлении к наибольшей окружной кромке диска.
Межножевые канавки 3 выполнены расширяющимися от боковых поверхностей 7 и 8 перемычек 4, расположенных, соответственно, со стороны центральной 1 кольцевой зоны, в направлении к центру О диска и со стороны периферийной 2 кольцевой зоны, в направлении к его наибольшей окружной кромке (фиг.1 и фиг.2, разрез А-А).
Рабочая поверхность предлагаемой гарнитуры дополнительно разделяется еще на две кольцевых части, из которых периферийная часть расположена во фронтальной плоскости (на фиг.1 зачернена), а центральная часть (на фиг.1 затенена) выполнена в форме усеченного конуса с наклоном образующей к фронтальной плоскости под углом α, равным 2...5° (фиг.2, разрез А-А).
Размалывающая гарнитура дисковой мельницы работает следующим образом. Волокнистый полуфабрикат под давлением, поступает через входное отверстие статорного диска, и, далее, за счет сил сцепления с безножевой стенкой вращающегося роторного диска, преодолевая силу трения с безножевой стенкой статорного диска, закручивается и устремляется под действием центробежной и тангенциальной сил в направлении входа в центральную кольцевую зону 1 дисков (фиг.1).
Попадая в полость, образованную центральными кольцевыми зонами 1 статорного и роторного дисков, волокнистый полуфабрикат подвергается предварительной обработке в виде ударного воздействия с заданной частотой на часть его, оказавшуюся в межножевой полости, при динамическом, угловом, контакте перекрещивающихся центральных частей цельных раздвоенных ножей 6 вращающегося - роторного и неподвижного - статорного дисков. Одновременно под действием центробежной и тангенциальной сил волокнистый полуфабрикат перемещается в направлении периферийной кольцевой зоны 2 дисков, претерпевая при этом циклические перепады давления в местах схождения и расхождения перекрещивающихся центральных частей цельных раздвоенных ножей 6 подвижного и неподвижного дисков, что усиливает ударное воздействие.
В полости, образованной периферийными кольцевыми зонами 2 статорного и роторного дисков, предварительно обработанный волокнистый полуфабрикат подвергается окончательной обработке в виде высокочастотных циклов нагружения на пучки волокон, попавших в межножевой зазор, сопровождающихся разрушением их на межволоконном уровне. При этом увеличивается однородность и дисперсность волокнистого полуфабриката, что способствует его продвижению под действием центробежной и тангенциальной сил. По мере его продвижения, в радиальном направлении к выходным окружным кромкам дисков, частота циклов нагружения увеличивается за счет увеличения количества ножей 5 и 6, что повышает степень дисперсности волокнистого полуфабриката и его проницаемость, с одновременным снижением статических и динамических сил сопротивления его продвижению со стороны боковых и донных поверхностей межножевых канавок 3 и внутренних полостей раздвоенных ножей 5 и 6 периферийной кольцевой зоны 2 статорного и роторного дисков.
Этому же способствует, в отличие от известных конструкций гарнитур, предлагаемое в настоящем решении наиболее пропорциональное распределение потока волокнистого полуфабриката в полостях, образованных центральной 1 и периферийной 2 зонами с радиальными протяженностями, равными, соответственно, а и b, обеспечивающееся их наиболее оптимальным соотношением а/b=b/(а+b)=0,62, а также то, что межножевые канавки 3 расширены от боковых поверхностей 7 и 8 перемычек 4 в направлении, соответственно, к центру О дисков и в направлении к их наибольшей окружной кромке.
Прошедший обработку волокнистый полуфабрикат поступает на дальнейшую переработку.
Использование данного изобретения позволит:
- оптимизировать процесс размола за счет оптимального соотношения степени обработки волокнистого полуфабриката в рабочих полостях центральной 1 и периферийной 2 кольцевых зон дисков;
- повысить качество размола за счет обеспечения оптимального соотношения числа циклов нагружения волокнистого полуфабриката в рабочих полостях центральной 1 и периферийной 2 кольцевых зон дисков;
- повысить производительность за счет обеспечения оптимального количества циклов прохождения волокнистым полуфабрикатом зоны размола;
- снизить энергозатраты за счет обеспечения оптимального соотношения времени разработки волокнистого полуфабриката в рабочих полостях центральной 1 и периферийной 2 кольцевых зон дисков;
- повысить время ресурса работы режущих кромок ножей 5 и 6 за счет обеспечения наиболее пропорционального распределения потока волокнистого полуфабриката в полостях, образованных центральной 1 и периферийной 2 кольцевыми зонами дисков.
Источники информации
1. SU, №502993, МПК D 21 D 1/30, заявлено 02.01.1974 г., бюл. №6, опубл. 15.02.1976 г.
2. SU, №730916, МПК D 21 D 1/30, заявлено 08.08.1978 г., бюл. №16, опубл. 30.04.1980 г.
3. Оборудование целлюлозно-бумажного производства. Под редакцией В.А.Чичаева. T.1. Стр. 176...179, рис.4.11. г. Москва: Лесная промышленность. 1981 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2004 |
|
RU2288313C2 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2004 |
|
RU2262384C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2005 |
|
RU2270722C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2006 |
|
RU2292239C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2004 |
|
RU2270723C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2006 |
|
RU2343978C2 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2005 |
|
RU2288037C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2005 |
|
RU2288038C1 |
| Размалывающая гарнитура для дисковой мельницы | 2016 |
|
RU2649013C9 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2014 |
|
RU2556534C1 |
Изобретение относится к размалывающим гарнитурам дисковых мельниц. Размалывающая гарнитура включает два собранных из секторов диска, рабочая поверхность которых состоит из центральной и периферийной кольцевых зон с межножевыми канавками, перекрытыми на периферии перемычками, расположенными на эксцентричных относительно центра дисков дугах, и с раздвоенными ножами, из которых укороченные, ограниченные периферийной кольцевой зоной, чередуются с цельными, проходящими через обе зоны, при этом ножи и радиусы перемычек направлены от центра к периферии диска под углом к его радиусу, а количество ножей на единицу длины произвольной окружности кольцевых зон увеличивается в радиальном направлении к наибольшей окружной кромке диска, межножевые канавки расширяются от боковых поверхностей перемычек - со стороны центральной кольцевой зоны в направлении к центру диска, а со стороны периферийной зоны в направлении к его наибольшей окружной кромке, при этом радиальная протяженность центральной и периферийной кольцевых зон выполнены с соотношением, определяемым из приведенного выражения. Технический результат заключается в повышении качества размола, производительности, времени ресурса работы режущих кромок ножей и снижении энергозатрат. 2 ил.
Размалывающая гарнитура дисковой мельницы, включающая два собранных из секторов диска, рабочая поверхность которых состоит из центральной и периферийной кольцевых зон с межножевыми канавками, перекрытыми на периферии перемычками, расположенными на эксцентричных относительно центра дисков дугах и с раздвоенными ножами, из которых укороченные, ограниченные периферийной кольцевой зоной, чередуются с цельными, проходящими через обе зоны, при этом ножи и радиусы перемычек направлены от центра к периферии диска под углом к его радиусу, а количество ножей на единицу длины произвольной окружности кольцевых зон увеличивается в радиальном направлении к наибольшей окружной кромке диска, отличающаяся тем, что межножевые канавки расширяются от боковых поверхностей перемычек со стороны центральной кольцевой зоны в направлении к центру диска, а со стороны периферийной зоны в направлении к его наибольшей окружной кромке, при этом радиальная протяженность центральной и периферийной кольцевых зон выполнены с соотношением, определяемым из выражения
a/b=b/(a+b)=0,62,
где а - радиальная протяженность центральной кольцевой зоны дисков;
b - радиальная протяженность периферийной кольцевой зоны дисков.
| Оборудование целлюлозно-бумажного производства/ Под ред | |||
| В.А.ЧИЧАЕВА | |||
| изд | |||
| Лесная промышленность, М., 1981, т.1, с.176- 179.RU 2227825 C1, 27.04.2004.RU 34170 U1, 27.11.2003.RU 2077629 C1, 20.04.1997.RU 2227826 C1, 27.01.2004.GB 1156892 A, 02.07.1969.US 674217 A, 04.07.1972.US 3910511 A , 07.10.1975. |

