Изобретение относится к размалывающим гарнитурам дисковых мельниц и предназначено для использования в строительной, целлюлозно-бумажной, химической и других отраслях промышленности.
Известна размалывающая гарнитура дисковой мельницы, включающая роторный и статорный диски, рабочая поверхность которых разделена на секторы с ножами и сквозными межножевыми канавками, нанесенными параллельно одной из радиальных кромок сектора. /SU 878847, 07.11.1981/.
Недостатком известной гарнитуры является то, что часть суспензии остается необработанной, так как за счет турбуленции и перепадов давления часть суспензии проходит по канавкам, не попадая в зону размола.
Наиболее близким по технической сущности изобретением к предлагаемому является размалывающая гарнитура дисковой мельницы, включающая соосные собранные из секторов статорный с входным отверстием и роторный диски, рабочая поверхность которых имеет центральную и периферийную кольцевые зоны с ножами, выполненными в виде цельных сдвоенных ножей, чередующихся с двумя малыми сдвоенными ножами, между которыми размещен один укороченный сдвоенный нож, при этом длина канавок цельных сдвоенных ножей равна длине канавок сдвоенных укороченных ножей, но превышает длину канавок сдвоенных малых ножей, и межножевыми канавками, закрытыми дугообразными перемычками, расположенными в кольцевой периферийной зоне, центральная кольцевая зона выполнена конической и сопряжена с входной окружной кромкой периферийной кольцевой зоны. /RU 2270722 С1, 27.02.2006/.
Недостатком данной гарнитуры является то, что невозможно интенсифицировать механическое и гидродинамическое воздействие на волокнистый полуфабрикат.
Задачей изобретения является оптимизация процесса, повышение качества размола и производительности при одновременном снижении энергозатрат.
Для достижения указанной задачи в размалывающей гарнитуре дисковой мельницы, включающей соосные собранные из секторов статорный с входным отверстием и роторный диски, рабочая поверхность которых имеет центральную и периферийную кольцевые зоны с ножами, выполненными в виде цельных сдвоенных ножей, чередующихся с двумя малыми сдвоенными ножами, между которыми размещен один укороченный сдвоенный нож, при этом длина канавок цельных сдвоенных ножей равна длине канавок сдвоенных укороченных ножей, но превышает длину канавок сдвоенных малых ножей, и межножевыми канавками, закрытыми дугообразными перемычками, расположенными в кольцевой периферийной зоне, центральная кольцевая зона выполнена конической и сопряжена с входной окружной кромкой периферийной кольцевой зоны, согласно изобретению образующая центральной конической кольцевой зоны наклонена относительно опорной поверхности секторов под углом 2-5°, рабочая поверхность каждого сектора в конической зоне снабжена делящим сектор на левую и правую части осевым центральным ножом, относительно которого ножи левой и правой частей сектора расположены зеркально, причем на каждой части сектора ножи установлены по линиям, сходящимся в соответствующих секторам конечных точках перпендикулярного осевому центральному ножу диаметра окружности входного отверстия, при этом крайние ножи левой и правой частей сектора примыкают друг к другу над осевым центральным ножом, а центры окружностей дуг перемычек левой и правой частей сектора расположены эксцентрично относительно центра дисков на соответственно правой и левой частях секторов.
Рабочая поверхность малых сдвоенных ножей может быть выполнена под углом, равным 4-8° относительно опорной поверхности секторов.
На фиг.1 изображена фронтальная проекция размалывающей гарнитуры дисковой мельницы в сборе. (Ближайшая к центру дисков окружность, изображенная тонкой линией, является кромкой входного отверстия несущего статорного диска). Кольцевая полость, расположенная между входной окружной кромкой отверстия несущего статорного диска и закрепленными на нем и роторном несущем диске секторами является разгонной зоной (стрелками показано направление движения волокнистого полуфабриката).
На фиг.2 изображен один из секторов размалывающей гарнитуры дисковой мельницы. Рабочие поверхности ножей периферийной зоны зачернены, конической кольцевой зоны - затемнены.
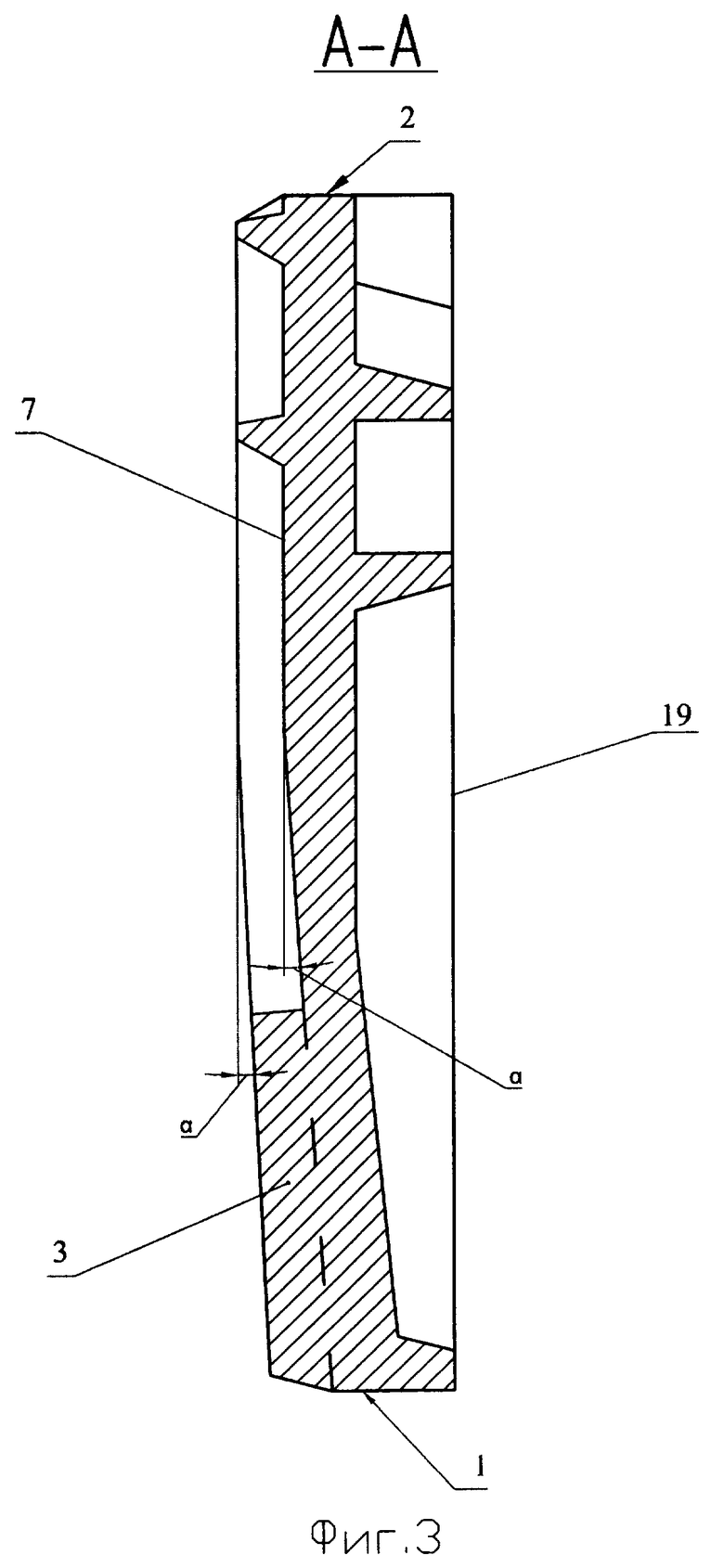
На фиг.3 изображено поперечное сечение А-А на фиг.2.
На фиг.4 изображено поперечное сечение Б-Б на фиг.2.
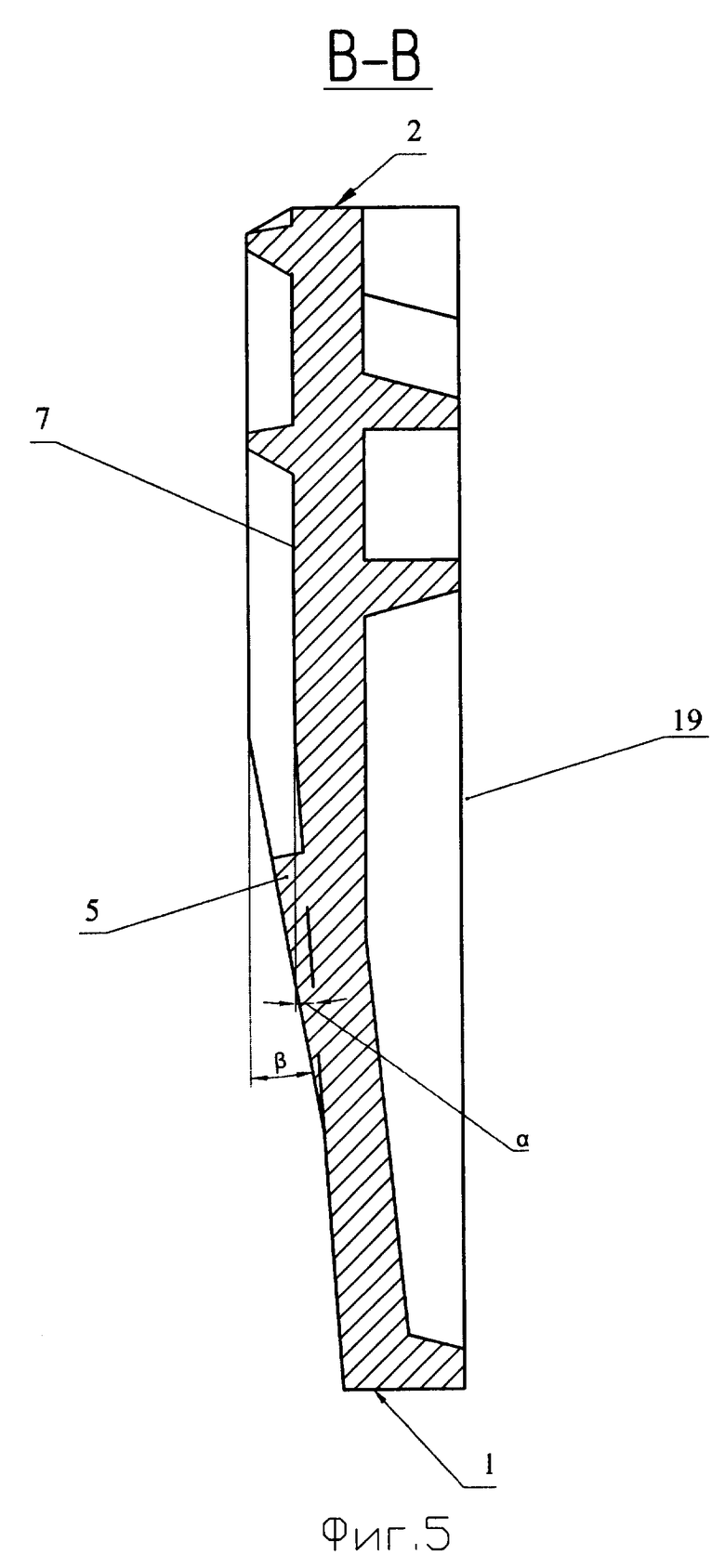
На фиг.5 изображено поперечное сечение В-В на фиг.2.
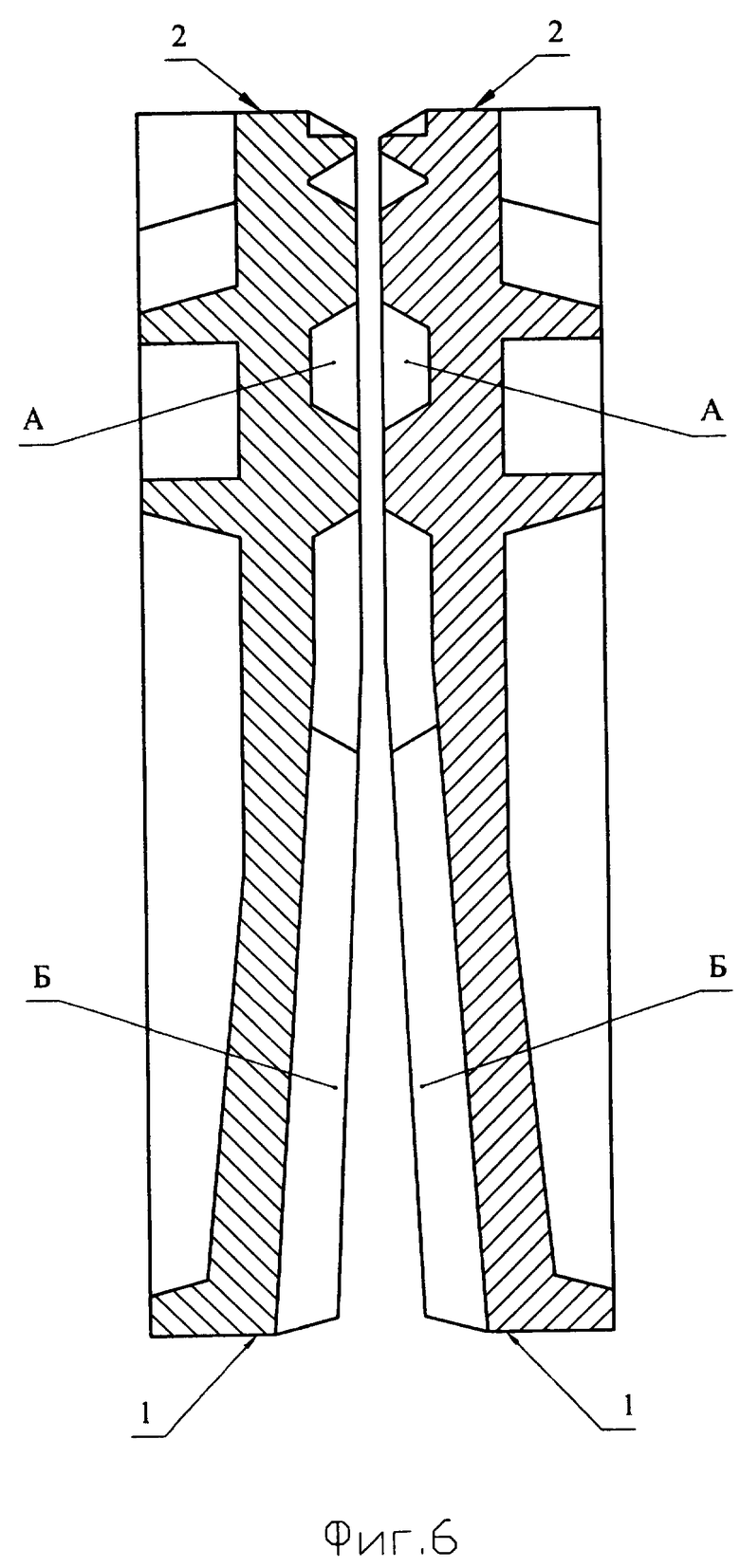
На фиг.6 изображено поперечное сечение статорного и роторного дисков в сопряженном рабочем положении.
Размалывающая гарнитура дисковой мельницы включает роторный и статорный диски (фиг.1), собранные из секторов (фиг.2), рабочая поверхность которых имеет периферийную центральную кольцевую рабочую зону «А» и, равномерно расположенные от входной 1 до выходной 2 окружных кромок секторов сдвоенные цельные ножи 3, укороченные сдвоенные ножи 4, малые сдвоенные ножи 5, V-образный большой нож 6, образованный путем примыкания ножей левой и правой частей секторов, межножевые канавки 7, закрытые поочередно со стороны окружной входной кромки 8 в зону «А» и окружной выходной кромки 2 дугообразными перемычками 9, 10, 11, 12, 13, 14, 15, 16, расположенными в кольцевой периферийной зоне на радиусах R1-R10 соответственно. Центры окружностей дуг перемычек левой и правой частей сектора расположены эксцентрично относительно центра дисков на соответственно правой и левой частях секторов, а именно радиусы R3 - R6 перемычек проведены из центра O1 роторного и статорного дисков, а радиусы R7 - R10 - из центра O2.
Рабочая поверхность секторов имеет центральную коническую кольцевую зону «Б», с рабочими плоскостями сдвоенных ножей 3, 4 и 5, осевым центральным ножом 17, V-образный малый нож 18.
Центральная кольцевая коническая зона, сопряженная с входной окружной кромкой 8 периферийной кольцевой зоны «А», выполнена с наклоном образующей под углом α=2-5° относительно опорной поверхности 19 секторов. При увеличении указанного интервала углов происходит забивание межножевого зазора обрабатываемым полуфабрикатом, что ведет к остановке транспортирования массы к выходу из мельницы, а при уменьшении указанного интервала углов движение полуфабриката недостаточно интенсивно.
Со стороны входной окружной кромки 1 секторов межножевые канавки 7 чередуются со сдвоенными ножами 3, 4 и 5, причем сдвоенные ножи 3 чередуются с одним укороченным сдвоенным ножом 4 и с двумя малыми сдвоенными ножами 5.
Длина канавок цельных сдвоенных ножей равна длине канавок сдвоенных укороченных ножей, но превышает длину канавок сдвоенных малых ножей.
Рабочая поверхность малого сдвоенного ножа 5 выполнена относительно опорной поверхности 19 секторов под углом β=4-8°, что повышает эффективность обработки полуфабриката.
Осевой центральный нож 17 делит сектор на левую и правую части, относительно него ножи левой и правой частей сектора расположены зеркально друг другу.
Ножи расположены по линиям, сходящимся в соответствующих секторам конечных точках перпендикулярного центральному ножу диаметра окружности входного отверстия, т.е. - в центрах O1 и O2 с эксцентриситетом e1 и e2 соответственно (фиг.1 и 2).
Крайние ножи левой и правой частей сектора примыкают друг к другу над осевым центральным ножом с образованием V-образной формы.
В рабочем положении сопряженные сдвоенные ножи 3, 4 и 5 роторного и статорного дисков также, как и межножевые канавки 7, перекрещиваются под произвольным углом.
Сопряжение центральной конической кольцевой зоны «Б» с входной окружной кромкой 8 периферийной кольцевой зоны «А» выполнено в месте их сопряжения с углом α=2-5°.
Рабочая поверхность гарнитуры, охватывающая центральную коническую кольцевую зону «Б», состоит из следующих участков (фиг.2):
- участок I представляет собой нерабочую донную поверхность секторов дисков с выступающими краями сдвоенных цельных ножей 3, центрального осевого ножа 17 и V-образного ножа 6, начинающихся от входной окружной кромки 1 до радиуса R1 окружной линии кромок, не доходящих укороченных сдвоенных ножей 4;
- участок II - нерабочая донная поверхность секторов с выступающими частями сдвоенных ножей 3, центрального осевого ножа 17, V-образного большого ножа 6, укороченных сдвоенных ножей 4, начинающихся от радиуса R1 до радиуса R2;
- участок III - нерабочая донная поверхность секторов с выступающими краями сдвоенных ножей 3, укороченных сдвоенных ножей 4, малых сдвоенных ножей 5, центрального осевого ножа 17, малого V-образного ножа 18 до окружной кромки 8 входа в зону «А».
Рабочая поверхность гарнитуры, охватывающая периферийную рабочую фронтальную кольцевую зону «А» состоит из кольцевых участков со следующими характерными особенностями:
- участок IV с протяженностью от входной окружной кромки 8 до радиусов R3 и R4 с нерабочей донной поверхностью межножевых канавок 7, с частями сдвоенных ножей 3, 4 и 5; частью V-образного малого ножа 18 и частью V-образного большого ножа 6. На радиусах R3 и R7, проведенных из центров O1. и О2, находятся перемычки 12 и 16;
- участок V с протяженностью от радиусов R3 и R7 до радиусов R4 и R8 с нерабочей донной поверхностью межножевых канавок 7 с частями сдвоенных ножей 3, 4, 5 и частью V-образного большого ножа 6. На радиусах R4 и R8, проведенных из центров O1 и O2, находятся перемычки 11 и 15;
- участок VI с протяженностью от радиусов R4 и R8 до радиусов R5 и R9 с нерабочей донной поверхностью межножевых канавок 7 с частями сдвоенных ножей 3, 4 и 5 и окончанием V-образного большого ножа 6. На радиусах R5, проведенных из центров O1 и О2, находятся перемычки 10 и 14;
- участок VII с протяженностью от радиусов R5 и R9 до радиуса R6 и R10 с нерабочей донной поверхностью межножевых канавок 7 с частями сдвоенных ножей 3, 4 и 5. На радиусах R6 и R10, проведенных из центров O1 и O2, находятся перемычки 9 и 13;
- участок VIII с протяженностью от радиусов R6 и R10 до окружной кромки 2 сектора с нерабочей донной поверхностью межножевых канавок 7 с частями сдвоенных ножей 3, 4 и 5.
Размалывающая гарнитура дисковой мельницы работает следующим образом.
Крутящий момент от привода передается валу, насаженному на его ведущем конце, подвижному несущему диску (не показано) и закрепленному на нем роторному диску.
Предварительная обработка полуфабрикатов производится в зоне «Б» в следующем порядке. Волокнистая крупнодисперсная суспензия под давлением поступает через входное отверстие статорного несущего диска в разгонную зону, где за счет сил трения с неподвижной стенкой статорного и подвижной стенкой вращающегося роторного дисков, образующих разгонную полость, закручиваясь, устремляется под действием центробежной и тангенциальной сил в сторону окружной кромки 1 секторов по касательным к окружности входного отверстия несущего диска.
После пересечения входной кромки 1 секторов суспензия переходит в участок I центральной конической кольцевой зоны «Б» предварительной обработки, где подвергается ударному воздействию со стороны выступающих концов сдвоенных цельных ножей 3 благодаря поступлению под углом 2-5°, и осевого центрального ножа 17 в виде первичной обработки, обеспечивающему разрушение наиболее крупной фракции суспензии.
Полуфабрикат, прошедший первичную стадию обработки, под действием растущей центробежной силы входит в сужающийся участок II зоны «Б» предварительной обработки, где подвергается второй стадии обработки, заключающейся в более интенсивном ударном воздействии со стороны ножей 3, ножа 17 и ножей 4, пересекающих этот участок. За счет чередования ножей и перепадов давления (гидродинамические воздействия), а также воздействия сдвиговых усилий, возникающих при переходе обрабатываемого полуфабриката в соседние межножевые канавки 7 через рабочие поверхности ножей 3, 4 и 17, обеспечивается дальнейшее разрушение наиболее крупной фракции, образовавшейся после прохождения полуфабрикатом участка I.
Полуфабрикат, прошедший вторую стадию обработки, под действием продолжающей расти центробежной силы входит в кольцевую полость сужающегося участка III зоны «Б», где подвергается обработке, заключающейся в более интенсивном воздействии описанных на второй стадии сил с усилием гидродинамического воздействия в виде высокочастотных перепадов давления со стороны межножевых канавок 7, ножей 3, 4, 17, ножа 18, начинающегося на этом участке и ножей 5, также начинающихся на этом участке, что обеспечивает более глубокую разработку полуфабриката, прошедшего участок II.
Полуфабрикат, прошедший третью стадию обработки, под действием растущей по величине центробежной силы перемещается в кольцевую фронтальную полость участка IV зоны окончательной обработки «А», где за счет перекрещивания межножевых канавок роторного и статорного дисков, их открытости со стороны межножевого зазора и, как следствие, сообщенности между ними, причем по межножевым канавкам 7 волокнистый полуфабрикат распределяется до подпора со стороны перемычек 9-15, и затем перемещается в открытые со стороны межножевого зазора следующие межножевые канавки сопряженной с ним гарнитуры, проходя через рабочие кромки ножей, претерпевая при этом возросшие по величине механическое и гидродинамическое воздействия, обеспечивающие разделение волокон на более тонком уровне.
Полуфабрикат, прошедший первую стадию окончательной обработки (участок IV), перемещается в кольцевую фронтальную зону окончательной обработки «А» участка V, где распределяется по канавкам 7 до подпора перемычек 10-15, и затем переходит в открытые со стороны межножевого зазора канавки 7 сопряженной с ним гарнитуры, претерпевая механическое и гидродинамическое воздействия, обеспечивающие еще более тонкое разделение волокон.
Полуфабрикат, прошедший вторую стадию окончательной обработки, перемещается в кольцевую фронтальную полость участка VI зоны «А», где еще раз претерпевает механическое и гидродинамическое воздействия и, как следствие, еще более тонкое разделение волокон.
Полуфабрикат, попадая из VII зоны «А» в открытые со стороны выхода межножевые канавки 7 роторного и статорного дисков, за счет центробежной и тангенциальной сил выбрасывается в приемную полость выходного коллектора, а по нему подается в сборник прошедшего обработку полуфабриката.
Выполнение длины канавок цельных сдвоенных ножей, равной длине канавок сдвоенных укороченных ножей, но превышающей длину канавок сдвоенных малых ножей, интенсифицирует процесс размола (обработки) материала при одновременном снижении энергозатрат на процесс размола.
Выполнение рабочей поверхности малых сдвоенных ножей под углом, равным 4-8° относительно опорной поверхности секторов, позволяет интенсифицировать процесс размола.
Таким образом, использование предлагаемой размалывающей гарнитуры по сравнению с известными аналогами позволит:
- интенсифицировать процесс обработки полуфабриката за счет частоты и перепадов давления, что приводит к возникновению кавитационного эффекта;
- улучшить качество обработки волокнистого полуфабриката за счет возникновения сил кавитации в полостях межножевых канавок 7, чему способствует наклон рабочих поверхностей сдвоенных ножей 3, 4 и 5, а также осевого центрального 17 и малого V-образного ножа 18 и донных поверхностей относительно опорной плоскости 19;
- снизить энергозатраты за счет увеличения времени одного прохода обрабатываемого полуфабриката через полости рабочих зон при одновременной интенсификации механического и гидродинамического воздействия;
- повысить производительность за счет сокращения времени обработки полуфабриката (размола материала) с обеспечением высокого качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2005 |
|
RU2270722C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2004 |
|
RU2262384C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2004 |
|
RU2288313C2 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2005 |
|
RU2288038C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2005 |
|
RU2288037C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2006 |
|
RU2343978C2 |
| РАЗМОЛЬНАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2021 |
|
RU2771548C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2004 |
|
RU2274491C1 |
| Размольная гарнитура дисковой мельницы | 2016 |
|
RU2652177C2 |
| РАЗМОЛЬНАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2023 |
|
RU2819370C1 |


Изобретение относится к конструктивным элементам дисковых мельниц. Размалывающая гарнитура дисковой мельницы включает соосные собранные из секторов статорный и роторный диски с ножами, выполненными в виде цельных сдвоенных ножей, чередующихся с двумя малыми сдвоенными ножами, между которыми размещен один укороченный сдвоенный нож, межножевые канавки закрыты дугообразными перемычками, образующая центральной конической кольцевой зоны наклонена относительно опорной поверхности секторов под углом 2-5°, рабочая поверхность каждого сектора в конической зоне снабжена делящим сектор на левую и правую части осевым центральным ножом, относительно которого ножи левой и правой частей сектора расположены зеркально, причем на каждой части сектора ножи установлены по линиям, сходящимся в соответствующих секторам конечных точках перпендикулярного осевому центральному ножу диаметра окружности входного отверстия, при этом крайние ножи левой и правой частей сектора примыкают друг к другу над осевым центральным ножом, а центры окружностей дуг перемычек левой и правой частей сектора расположены эксцентрично относительно центра дисков на соответственно правой и левой частях секторов. Изобретение позволяет улучшить качество размола и повысить производительность. 1 з.п. ф-лы, 6 ил.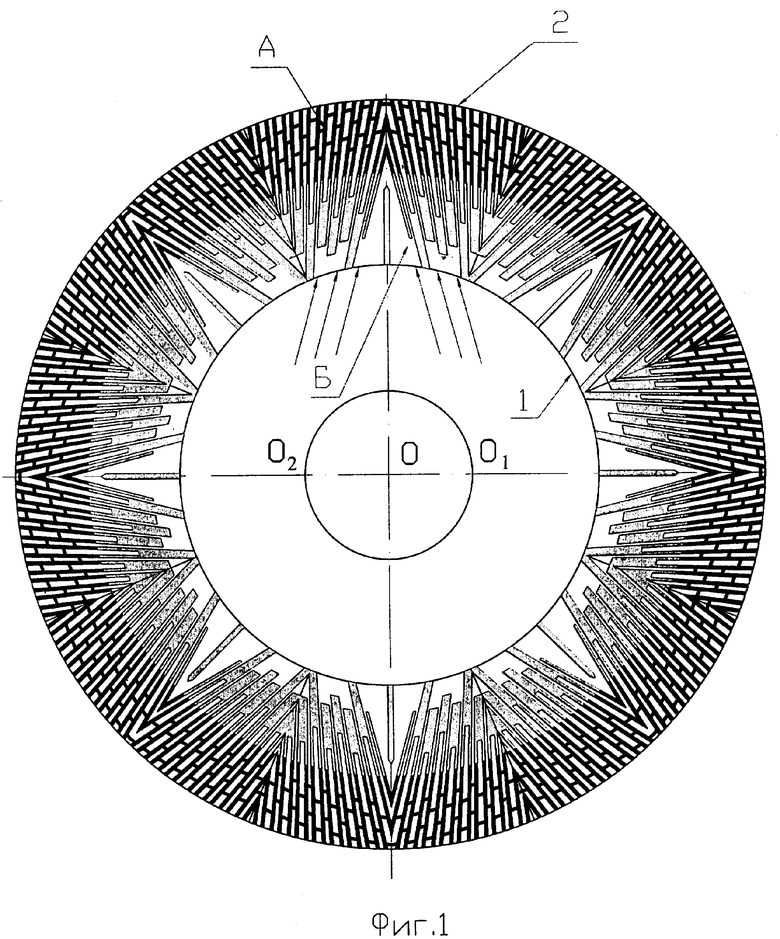
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2005 |
|
RU2270722C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2003 |
|
RU2227825C1 |
| Способ усиления звука человеческого голоса | 1933 |
|
SU34170A1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2003 |
|
RU2227826C1 |
| US 4039154 А, 02.08.1977 | |||
| US 6422496 B1, 23.07.2002 | |||
| US 4712745 A, 15.12.1987 | |||
| GB 1123486 А, 14.08.1968 | |||
| Устройство для разборки соединений | 1982 |
|
SU1156892A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "ЗРАЗЫ ИЗ БОЧКА С САЛАТОМ ИЗ КАПУСТЫ" | 2006 |
|
RU2303898C1 |
| Способ определения удаленности места повреждения контактной сети (варианты) | 2015 |
|
RU2609727C1 |

