Изобретение относится к режущим инструментам.
Известен способ изготовления полотна пилы /патент РФ №2138564, 1999.09.27/, при котором зубья пилы нагревают электролитной плазмой до температуры, превышающей температуру фазовых превращений, при включении чередующихся повышенного и пониженного электрических потенциалов. Зубья пилы вводят в электролит задней поверхностью по ходу их движения. За время до переключения потенциала в электролите размещается не менее 1/4 всех одновременно нагреваемых зубьев, нагретые зубья выглаживают по задней поверхности неэлектропроводным индентором. Одновременно в зону выглаживания вводятся лигатура и пропускается электрический ток плотностью до 10 А/см2, зубья охлаждают на воздухе до температуры мартенситных превращений. Электропроводный индентор выполняют из легирующих элементов и включают в электрическую цепь с потенциалом 30-50 В анодом через слой электролита. В результате обеспечивается повышение производительности и качества упрочняющей обработки с одновременным снижением затрат на ее осуществление.
Наиболее близким техническим решением является способ, позволяющий получить полотно пилы /патент РФ №2106948, 1998.03.20/, включающий пять операций, объединенных в один технологический процесс. Две операции - подготовку диска пилы и наплавку на него твердого сплава осуществляют внутри кристаллизатора с перемещением обрабатываемой поверхности относительно луча лазера. Третью операцию вырезки пилы осуществляют вне кристаллизатора, перемещая уже луч лазера относительно боковой поверхности обрабатываемого диска пилы по трем координатам с точностью +-0,1 мм. А четвертую и пятую операции - разводку пилы и термообработку осуществляют одновременно с применением расфокусированного луча лазера и локального обдува диска пилы. Этим операциям сначала подвергают только нечетные зубья пилы, а затем после поворота диска пилы на 180° относительно луча лазера обрабатывают оставшиеся четные зубья пилы. В результате получают полотно пилы, содержащее несущую часть с выполненными на ней элементами крепления и пильными зубьями в виде выступов с режущей кромкой.
Недостатком известного изобретения является недостаточная эффективность режущего инструмента, обусловленная использованием зубьев с режущими кромками, подвергнутыми дополнительной обработке и имеющим неоптимальную структуру, а также сложность его изготовления.
Целью предлагаемого изобретения является повышение эффективности режущего инструмента и упрощение его изготовления.
Поставленная цель достигается за счет того, что в полотне пилы, содержащем несущую часть с выполненными на ней элементами крепления и пильными зубьями в виде выступов с, по крайней мере, одной из сторон несущей части, указанные выступы имеют режущую кромку, на указанной режущей кромке выполнена мелкозубчатая структура, образованная при резке сплошного материала лучом лазера, направленным под острым углом к поверхности указанного материала, а также за счет того, что указанная мелкозубчатая структура на режущей кромке выполнена криволинейной по высоте; указанная мелкозубчатая структура на режущей кромке выполнена в виде выступов прямоугольного типа; указанная мелкозубчатая структура на режущей кромке выполнена в виде выступов треугольного типа.
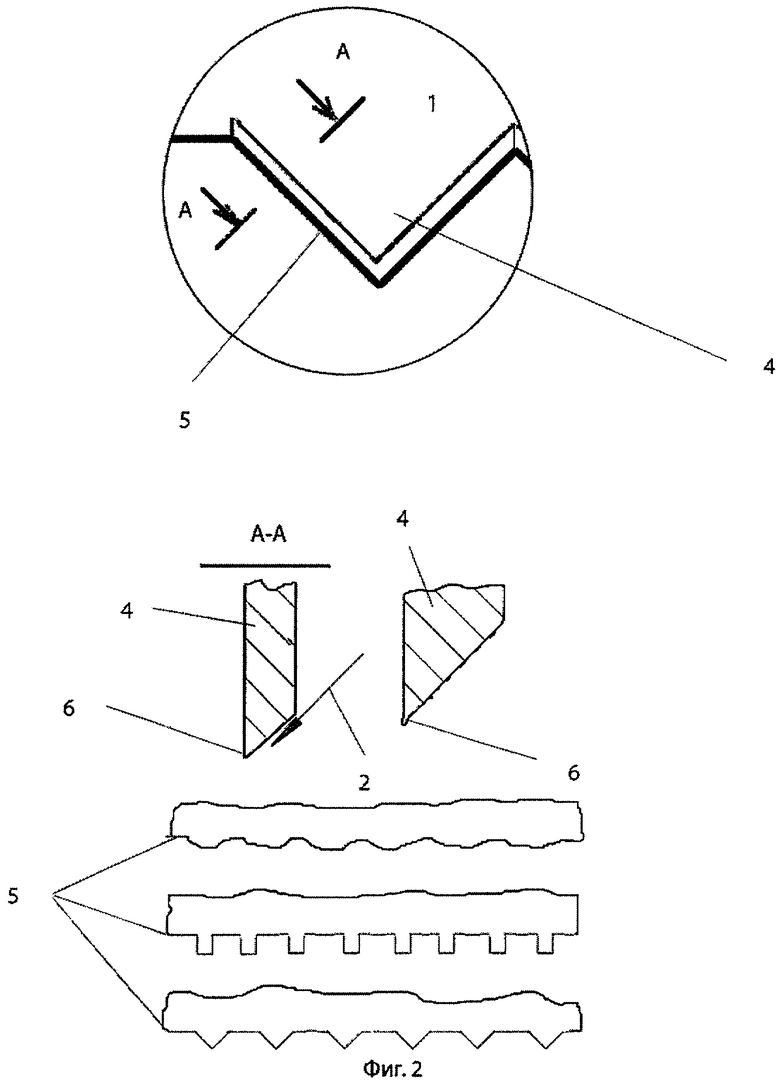
Изобретение поясняется чертежами /фиг.1, 2/, где на фиг.1 изображен общий вид полотна пилы и внизу возможный способ раскроя материала с одновременным получением двух полотен при выполнении одной операции резки заготовки, на фиг.2 - увеличенное изображение пильного зуба, видов мелкозубчатой структуры и режущей кромки, образованной при резке материала лучом лазера под острым углом к поверхности.
Изобретение реализуется следующим образом. Заготовка 1 разрезается лучом лазера 2 по заданной траектории 3, вид которой определяется формой намеченных к изготовлению пильных зубьев 4 и мелкозубчатой структуры 5 (на фиг.1 - конкретный вид траектории не показан, указано лишь общее направление и расположение основных элементов). При этом луч лазера 2 направляется под острым углом к поверхности заготовки 1 (после изготовления изделия указанный элемент 1 становится несущей частью полотна пилы) по заданной траектории 3, расплавляя и испаряя материал заготовки 1, он обеспечивает ее 1 разрезание с одновременным оплавлением краев, температурным воздействием на них, образование характерных профилей режущих кромок 6, обусловленных вхождением и выходом плавильного кратера от луча лазера 2 из материала заготовки 1 при резке под острым углом к поверхности.
На нижней части фиг.2 показаны (в виде вырывов) три возможных дополнительных (сверху вниз) варианта исполнения мелкозубчатой структуры 5 режущей кромки 6 пильных зубьев 4 - криволинейными по высоте (верхний фрагмент), в виде выступов прямоугольного типа (средний), в виде выступов треугольного типа (нижний). Указанное исполнение пильных зубьев 4 обеспечивает дополнительный эффект в части повышения эффективности режущего инструмента.
Дополнительным преимуществом предложенного технического решения является возможность получения за одну операцию двух готовых изделий, т.к. при резке лучом лазера 2 под углом одновременно формируется два полотна пилы с тем лишь различием, что у одного из них режущие кромки 6 образованы плавильным кратером при вхождении луча лазера 2, а у другого - плавильным кратером при выходе луча лазера 2 на поверхность материла заготовки 1 из ее толщи. При этом элементы крепления 7 могут формироваться любым известным образом (сверлением, штамповкой, выдавливанием и т.д.). Пример изготовления двух полотен пилы за один проход луча лазера 2 показан на нижнем чертеже фиг.1, где для простоты траектория луча лазера 2 показана прямой условно, т.к. форма пильных зубьев 4 зависит от предполагаемого использования полотна пилы 1.
Существенной особенностью является то, что конструктивный элемент технического решения - мелкозубчатая структура 5, образованная при резке сплошного материала лучом лазера 2, направленным под острым углом к поверхности указанного материала, может быть образована единственным указанным способом. Указанный конструктивный элемент обладает следующими присущими только ему свойствами неровной поверхностью среза, обусловленной особенностями резки материала лучом лазера, наличием оплавов и кратеров, формирующих, в частности, входной и выходной профиль режущих кромок 6, сохранение указанных профилей из-за отсутствия необходимости дополнительных технологических операций по доводке пильных зубьев 4, отсутствием дефектов поверхности режущих кромок 6 типа микротрещин, дислокаций, кластеров и т.п., ликвидированных с поверхности режущих кромок 6 в процессе лазерного воздействия, характерной поверхностью режущих кромок 6 и самих пильных зубьев 4, являющейся результатом нестационарности самого процесса разрезания материала лучом лазера 2.
Работает устройство следующим образом. Полотно пилы может быть использовано в любых соответствующих приспособлениях - станках, направляющих, ручных инструментах, предназначенных для осуществления операций распиловки различных материалов, заготовок и изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЖИМ | 2008 |
|
RU2385794C1 |
| СТУСЛО | 2011 |
|
RU2468912C2 |
| ЧЕХОЛ ДЛЯ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2005 |
|
RU2301734C1 |
| УСТРОЙСТВО ДЛЯ РАСПИЛИВАНИЯ | 2005 |
|
RU2295437C1 |
| БУР | 2005 |
|
RU2298076C1 |
| ПРАВИЛО | 2006 |
|
RU2430223C2 |
| ПРАВИЛО | 2006 |
|
RU2346120C2 |
| ПРАВИЛО | 2006 |
|
RU2346121C2 |
| РУЧНАЯ ПИЛА | 2005 |
|
RU2279344C1 |
| РУЧНОЙ УДАРНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2316421C1 |
Изобретение относится к области режущего инструмента. Полотно пилы содержит несущую часть с выполненными на ней элементами крепления и пильными зубьями в виде выступов с, по крайней мере, одной из сторон несущей части. Указанные выступы имеют режущую кромку. На указанной режущей кромке выполнена мелкозубчатая структура, образованная при резке сплошного материала лучом лазера, направленным под острым углом к поверхности указанного материала. Мелкозубчатая структура на режущей кромке выполнена криволинейной по высоте или в виде выступов прямоугольного или треугольного типа. В результате обеспечивается упрощение изготовления и повышение эффективности режущего инструмента. 3 з.п. ф-лы, 2 ил.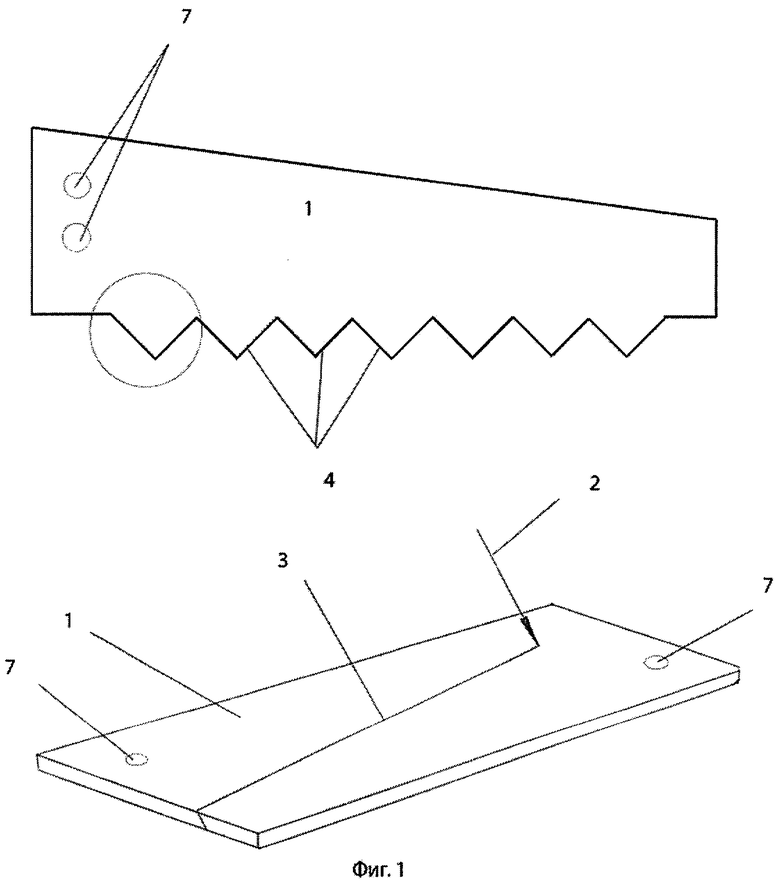
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ ПИЛ С ПОМОЩЬЮ ЛАЗЕРА | 1995 |
|
RU2106948C1 |
| Способ лазерной резки | 1989 |
|
SU1691017A1 |
| 0 |
|
SU191203A1 | |
| US 6289767 А1, 18.09.2001 | |||
| JP 2004058259 А1, 26.02.2004. | |||

