Фронтреза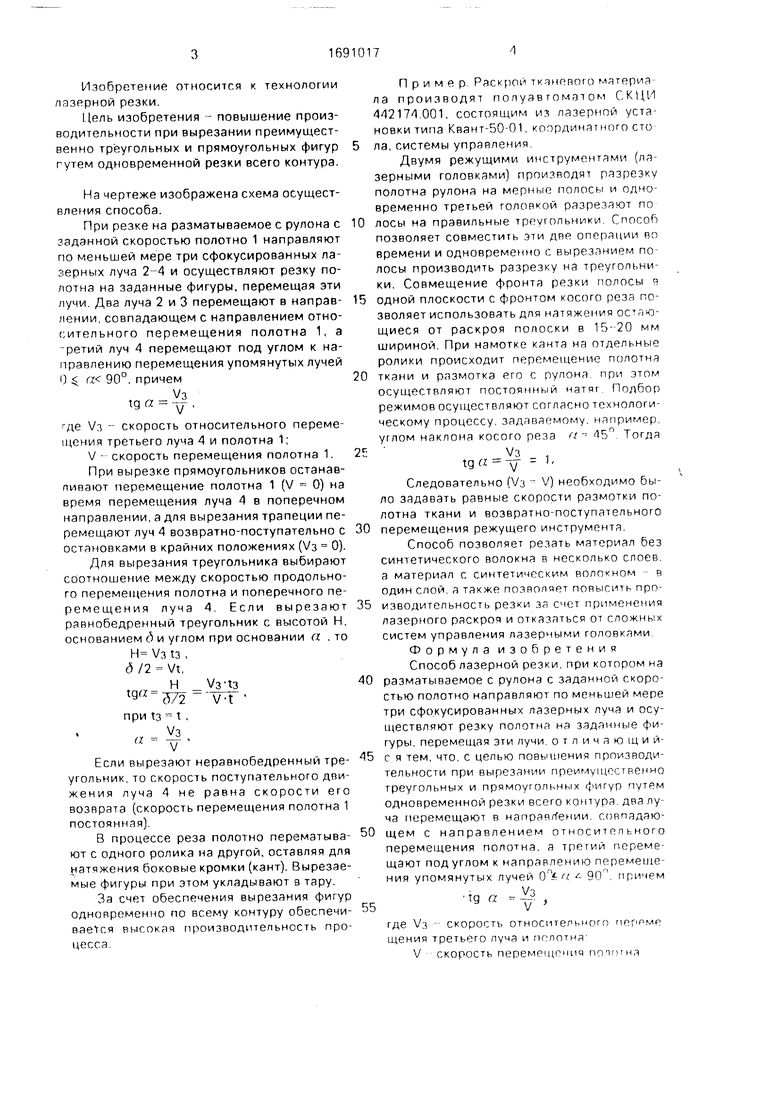
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматизированного раскроя кварцевых и кремнеземных тканей методом газолазерной резки | 2022 |
|
RU2781187C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПЬЕЗОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2413337C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ | 1972 |
|
SU355770A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛЬКИ КЛЕЕНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816169C1 |
| СИСТЕМА ПЕРЕМЕЩЕНИЯ ПОЛОТНА И СПОСОБ ПЕРЕМЕЩЕНИЯ ПОЛОТНА МАТЕРИАЛА | 2017 |
|
RU2747556C1 |
| Способ газокислородной резки металла | 1986 |
|
SU1412895A1 |
| СПОСОБ ЛАЗЕРНОГО РАСКРОЯ МЕТАЛЛИЧЕСКОГО ЛИСТОВОГО МАТЕРИАЛА | 2011 |
|
RU2459690C1 |
| Способ разделения углеродного волокна и установка для его осуществления | 2018 |
|
RU2687648C1 |
| Механизированный стол для термической резки листового проката | 1990 |
|
SU1757810A1 |
Изобретение относится к технологии лазерной резки. Цель изобретения - повышение производительности при вырезании преимущественно треугольных и прямоугольных фигур путем одновременной резки всего контура При резке на разматываемое с рулона с заданной скоростью полотно направляют по меньшей мере три сфокусированных лазерных луча и осуществляют резку полотна на заданные фигуры, перемещая эти лучи. Два луча перемещают в направлении, совпадающем с направлением относительного перемещения полотна а третий луч перемещают под углом к направлению перемещения указанных лучей ,4Ю°, причем Va/V где V/з - скорость относительного перемещения третьего луча и полотна, V - скорость перемещения полотна. 1 ил (Л
7
10
ч
J
о VI
Изобретение относится к технологии лазерной резки.
Цель изобретения - повышение производительности при вырезании преимущественно треугольных и прямоугольных фигур гутем одновременной резки всего контура.
На чертеже изображена схема осуществления способа.
При резке на разматываемое с рулона с заданной скоростью полотно 1 направляют по меньшей мере три сфокусированных лазерных луча 2-4 и осуществляют резку полотна на заданные фигуры, перемещая эти лучи. Два луча 2 и 3 перемещают в направлении, совпадающем с направлением относительного перемещения полотна 1, а ретий луч 4 перемещают под углом к направлению перемещения упомянутых лучей О а 90°, причем
V3
,
-де Уд -- скорость относительного перемещения третьего луча А и полотна 1;
V - скорость перемещения полотна 1.
При вырезке прямоугольников останавливают перемещение полотна 1 (V 0) на время перемещения луча 4 в поперечном направлении, а для вырезания трапеции перемещают луч 4 возвратно-поступательно с остановками в крайних положениях (/з 0).
Для вырезания треугольника выбирают соотношение между скоростью продольного перемещения полотна и поперечного пе- ремещения луча 4. Если вырезают равнобедренный треугольник с высотой Н, основанием б и углом при основании п , то Н V3 1з ,
Если вырезают неравнобедренный треугольник, то скорость поступательного движения луча 4 не равна скорости его возврата (скорость перемещения полотна 1 постоянная)
В процессе реза полотно перематывают с одного ролика на другой, оставляя для натяжения боковые кромки (кант). Вырезаемые фигуры при этом укладывают в тару.
За счет обеспечения вырезания фигур одновременно по всему контуру обеспечивается высокая производительность процесса
Пример Раскрои тканевою материа ла производят полуавтоматом С К Ц И 442174001, состоящим из лазерной уста новкитипа Квант-50-01, координатного сто
ла, системы управления
Двумя режущими инструментами (лазерными головками) производят разрезку полотна рулона на мерные полосы и одновременно третьей головкой разрезают по
лосы на правильные треугольники Способ позволяет совместить эти две операции во времени и одновременно с вырезанием полосы производить разрезку на треугольники. Совмещение фронта резки полосы °
5 одной плоскости с фронтом косого реза позволяет использовать для натяжения оста-о- щиеся от раскроя полоски в 15-20 мм шириной. При намотке канта на отдельные ролики происходит перемещение полотна
0 ткани и размотка его с рулона при этом осуществляют постоянный натяг Подбор режимов осуществляют согласно технологическому процессу задаваемому, например углом наклона косого реза а 5° Тогда
ЕV3 .
tg « -у- 1 Следовательно (Уз V) необходимо было задавать равные скорости размотки полотна ткани и возвратно-поступательного 0 перемещения режущего инструмента
Способ позволяет резать материал без синтетического волокна в несколько слоев а материал с синтетическим волокном R один слой а также позволяет повысить про- 5 изводительность резки зз счет применения лазерного раскроя и отказаться от сложных систем управления лазерными головками Формула изобретения Способ лазерной резки, при котором на 0 разматываемое с рулона с заданной скоростью полотно направляют по меньшей мере три сфокусированных лазерных луча и осуществляют резку полотна на заданные фигуры, перемещая эти лучи отличающий- 5 с я тем, что, с целью повышения производительности при вырезании преимущественно треугольных и прямоугольных фигур путем одновременной резки всего контура два луча перемещают в направлении совпадаю- 0 щем с направлением относительного перемещения полотна, а третий перемещают под углом к направлению перемещения упомянутых лучей п - 90° причем УЗ V
5
tg а ,
где /з скорость относительного перрмр щения третьего луча и полотна
V скорость перемещения попмгна
| Пошив и ремонт швейных изделий по заказам населения | |||
| Обзорная информация, вып | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
