Изобретение относится к области медицины, а именно ортопедической стоматологии, и касается изготовления комбинированных (облицованных эстетичными материалами) несъемных зубных протезов.
Актуальным вопросом ортопедической стоматологии является предупреждение сколов облицовочного слоя комбинированных зубных протезов (металлополимерных и металлокерамических) в области режущего края передних верхних зубов. Сколы в этой области зубного ряда происходят, несмотря на применение самых современных адгезивных систем (связи облицовочного слоя с металлом). Причем, сколы наблюдаются как с обнажением металлического каркаса, так и без обнажения металлического каркаса. Следует особо отметить, что сохранение целостности верхних четырех резцов, которые являются эстетическим центром зубочелюстной системы, представляется наиболее важным, и его нарушение психологически тяжело переживается пациентами.
Известен способ изготовления несъемной коронки (Пат. №2238695 РФ, МПК 7 А 61 С 5/08 "Способ изготовления сеточно-композитной коронки", Бюл. №30, 2004 г.), в котором для профилактики сколов и повышения эстетичности протеза формирование каркаса коронки осуществляют из позолоченной металлической сетки с последующим нанесением облицовочного материала на предварительно покрытый маскировочным агентом каркас. При этом при препарировании культи зуба формируют ретенционные элементы в виде бороздок. Недостатком данного способа является то, что сеточный каркас может быть использован в основном при изготовлении одиночных коронок, так как не обладает достаточной прочностью.
Существует способ изготовления несъемного зубного протеза (Пат. №2123820 РФ, МПК 6 А 61 С 13/00 "Несъемный зубной протез и способ его изготовления", Бюл. №36, 1998 г.), в котором металлический каркас маскируют двумя грунтовыми слоями и крепление облицовочной пластмассы производят к пористому фарфоровому слою через прослойку композита. Однако это не дает возможности избежать сколов, так как прочное соединение металлического каркаса и облицовочного материала мало влияет на возникновение сколов: скол зависит от соотношения прочности самого облицовочного материала и функциональной нагрузки на эту зону.
Ближайшим, по мнению авторов, аналогом (прототипом) является способ изготовления литой комбинированной коронки по Mathe (Е.Н.Жулев "Несъемные протезы", Нижний Новгород, 1998 г., с.260-267). В металлическом каркасе комбинированной коронки по Mathe предупреждение сколов режущего края обеспечивается металлической "защиткой", располагающейся с небной стороны. Функциональная нагрузка от нижних резцов при надкусывании пищи направлена на эту "защитку", и сколов облицовочного слоя в области режущего края нет. Однако эта металлическая "защитка" доходит практически до режущего края и лишает искусственную коронку прозрачной зоны, вследствие чего нередко обнажается ее край и зубной протез теряет эстетический вид.
Основной задачей, на решение которой направлено предлагаемое изобретение, является предупреждение сколов облицовочного слоя и сохранение эстетического вида комбинированного зубного протеза в течение всего срока службы.
Предлагаемый способ изготовления комбинированного несъемного зубного протеза включает моделирование каркаса зубного протеза, получение металлического каркаса методом литья и его облицовку керамическими или пластмассовыми материалами, при этом в процессе моделирования каркаса зубного протеза в области режущего края моделируют армирующие элементы в виде 2-3 миништифтов, которые затем отливают вместе с металлическим каркасом и в дальнейшем располагают в толще облицовочного слоя посередине между вестибулярной и небной поверхностями, причем длина миништифтов составляет 0,5-0,7 расстояния от металлического каркаса до края облицованного зубного протеза.
При осуществлении данного способа по слепкам-оттискам препарируемых зубов изготавливают разборную модель, после чего из воска моделируют каркас несъемного зубного протеза с учетом толщины облицовочного материала. Одновременно моделируют армирующие элементы в виде 2-3 миништифтов на каждой коронке протеза. Металлический каркас с армирующими элементами получают методом литья, припасовывают его в полости рта пациента и облицовывают полимерным или керамическим облицовочным материалом так, чтобы миништифты находились в толще облицовочного слоя посередине между вестибулярной и небной поверхностями. Длина миништифтов не должна превышать 0,5-0,7 расстояния от металлического каркаса до края облицованного зубного протеза.
В предлагаемом способе армирующие элементы моделируют и отливают одновременно с каркасом несъемного зубного протеза, что позволяет получить монолитный каркас высокой прочности.
Возникновение сколов режущего края искусственных коронок в пределах пластмассового или керамического слоя объясняется наличием функциональных нагрузок на эту область при биодинамике зубных рядов во время акта жевания. Во время функции жевания, особенно откусывания твердой пищи, при боковой нагрузке на режущий край, расстояние между металлическим каркасом и режущим краем формирует рычаг, работающий на разрушение облицовки в этой критической зоне. Боковая нагрузка на режущий край верхних резцов обусловлена тем, что при ортогнатическом прикусе режущий край верхних передних зубов наклонен вперед, а максимальная нагрузка во время откусывания пищи происходит при сжимании режущего края верхних резцов с режущим краем нижних резцов. При этом вектор приложения силы при откусывании пищи толкает режущий край верхних зубов вперед в сторону верхней губы, это и приводит к сколам режущего края. Армирование критической зоны (режущего края) металлическими элементами (миништифтами) цельнолитого каркаса зубного протеза по предлагаемому способу дает возможность предупреждать сколы облицовочного слоя. Количество миништифтов на одной коронке протеза (два или три) зависит от ширины коронки. Миништифты устанавливают таким образом, чтобы они в дальнейшем располагались в толще облицовочного слоя посередине между вестибулярной и небной поверхностями. Их длина может составлять от 0,5 до 0,7 расстояния от металлического каркаса до края искусственной коронки. Миништифты располагают в слое полимерной дентинной массы с минимальной прозрачностью. Это позволяет сохранить эмалевый полупрозрачный слой режущего края, что обеспечивает эстетику искусственной коронки.
Предлагаемый способ изготовления комбинированного несъемного зубного протеза позволяет уменьшить рычаг, работающий на возникновение сколов, в 1,5-1,7 раза без ущерба для эстетики комбинированного протеза.
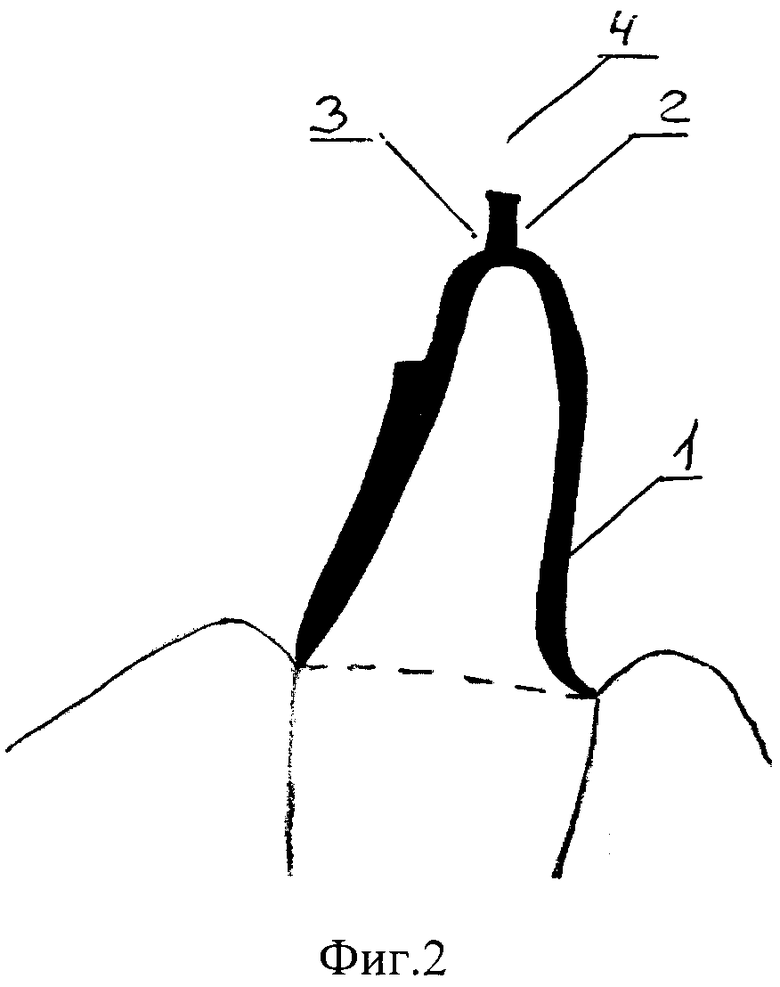
На фиг.1 представлен общий вид фрагмента комбинированного несъемного зубного протеза. Коронка зубного протеза фиг.2 состоит из металлического каркаса 1 с двумя армирующими элементами в виде миништифтов 2, непрозрачного дентинного слоя облицовочного материала 3 и полупрозрачного облицовочного слоя режущего края 4.
Пример: По предлагаемому способу был изготовлен несъемный комбинированный зубной протез при отсутствии у больного двух передних резцов на верхней челюсти. После препарирования опорных зубов с помощью поливинилксалоксановой массы изготавливают оттиски. По оттискам отливают гипсовую модель зубных рядов. Центральную окклюзию определяли с помощью восковых накусочных шаблонов. Моделирование каркаса несъемного комбинированного зубного протеза производят из твердого воска одновременно с моделированием армирующих элементов в виде миништифтов с учетом толщины облицовочного слоя, которая составляет 2 мм. На каждой коронке было предусмотрено наличие 2-х миништифтов. Длина миништифтов составляет 0,5 расстояния от каркаса до края облицованного зубного протеза. Каркас зубного протеза отливают из стоматологического хромокобальтового сплава по существующей технологии. После припасовки протеза в полости рта больного и соответствующей обработки производят его облицовку полимерным материалом марки "Джасти Пакто" фирмы "ATI" (США). Миништифты располагают в слое полимерной дентинной массы с минимальной прозрачностью. Это позволяет сохранить эмалевый полупрозрачный слой режущего края. После отделки и полировки протеза его фиксируют в полости рта больного.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСЪЕМНОГО МЕТАЛЛОПОЛИМЕРНОГО ЗУБНОГО ПРОТЕЗА ЖЕВАТЕЛЬНОЙ ГРУППЫ ЗУБОВ | 2005 |
|
RU2290128C1 |
| СПОСОБ РЕСТАВРАЦИИ КОМБИНИРОВАННЫХ ЗУБНЫХ ПРОТЕЗОВ ПРИ ЧАСТИЧНЫХ СКОЛАХ КЕРАМИЧЕСКОЙ ОБЛИЦОВКИ | 2013 |
|
RU2535508C1 |
| СПОСОБ ФОРМИРОВАНИЯ АДГЕЗИВНО-ОПАКЕРНОЙ СИСТЕМЫ В МЕТАЛЛОГЕЛИОКОМПОЗИТНЫХ ЗУБНЫХ ПРОТЕЗАХ | 2002 |
|
RU2210337C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННОГО ЗУБА НА ГНЕЗДЕ МАТРИЦЫ БЮГЕЛЬНОГО ЗУБНОГО ПРОТЕЗА С ЗАМКОВОЙ ФИКСАЦИЕЙ | 2010 |
|
RU2437635C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОСТОВИДНОГО НЕСЪЕМНОГО ЗУБНОГО ПРОТЕЗА | 2000 |
|
RU2177276C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗМЕТАЛЛИЧЕСКОЙ ЗУБНОЙ КОРОНКИ | 1998 |
|
RU2143865C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОГО ЗУБНОГО ПРОТЕЗА | 1996 |
|
RU2098044C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОГО ПРОТЕЗА | 1998 |
|
RU2135113C1 |
| СПОСОБ ЭСТЕТИЧЕСКОЙ ОБЛИЦОВКИ МЕТАЛЛИЧЕСКИХ КЛАММЕРОВ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ | 2009 |
|
RU2421181C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ | 1998 |
|
RU2132661C1 |
Изобретение относится к области медицины, а именно ортопедической стоматологии, и может быть использовано для изготовления комбинированных (облицованных эстетичными материалами) несъемных зубных протезов. Технический результат - возможность избежать сколов облицовочного материала на режущих краях коронок зубного протеза, улучшить эстетический вид зубных протезов и повысить срок их службы. Способ включает моделирование каркаса зубного протеза, получение металлического каркаса методом литья и его облицовку керамическими и пластмассовыми материалами. В процессе моделирования каркаса зубного протеза в области режущего края моделируют армирующие элементы в виде 2-3 миништифтов, которые затем отливают вместе с металлическим каркасом и в дальнейшем располагают в толще облицовочного слоя посередине между вестибулярной и небной поверхностями. Длина миништифтов составляет 0,5-0,7 расстояния от металлического каркаса до края облицованного зубного протеза. 2 ил.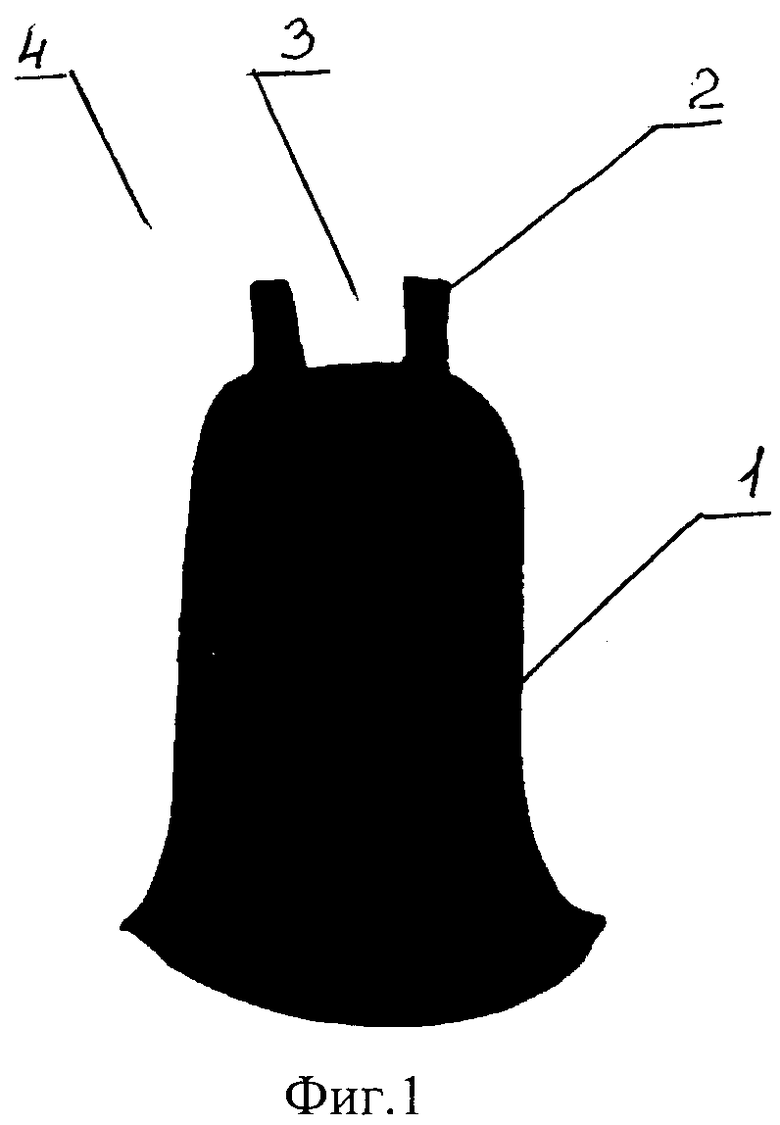
Способ изготовления комбинированного несъемного зубного протеза, включающий моделирование каркаса зубного протеза, получение металлического каркаса методом литья и его облицовку керамическими и пластмассовыми материалами, отличающийся тем, что в процессе моделирования каркаса зубного протеза в области режущего края моделируют армирующие элементы в виде 2-3 миништифтов, которые затем отливают вместе с металлическим каркасом и в дальнейшем располагают в толще облицовочного слоя посередине между вестибулярной и нёбной поверхностями, причем длина миништифтов составляет 0,5-0,7 расстояния от металлического каркаса до края облицованного зубного протеза.
| СПОСОБ ИЗГОТОВЛЕНИЯ МОСТОВИДНЫХ ПРОТЕЗОВ ИЗ ФАРФОРА | 1992 |
|
RU2103939C1 |
| СПОСОБ ФОРМИРОВАНИЯ АДГЕЗИВНО-ОПАКЕРНОЙ СИСТЕМЫ В МЕТАЛЛОГЕЛИОКОМПОЗИТНЫХ ЗУБНЫХ ПРОТЕЗАХ | 2002 |
|
RU2210337C1 |
| WO 9832395 A, 30.07.1998 | |||
| JP 60069007 A, 19.04.1985. | |||

