Данная заявка подается как международная заявка на изобретение по Договору РСТ на имя Дональдсон Компани, Инк., корпорации, находящейся в США, 10 августа 2001 года с указанием всех стран, кроме США, и испрашиванием приоритета по датам подачи заявки США №60/230138, поданной 5 сентября 2000 года, и заявки США №09/871590, поданной 31 мая 2001 года.
Область техники
Настоящее изобретение относится к устройствам и способам фильтрации. В частности, изобретение относится к устройству для фильтрации газового потока, например очистки потока воздуха от твердых частиц. Изобретение относится также к способу для достижения желательной степени улавливания твердых частиц из такого газового потока.
Настоящее изобретение является результатом активных исследований, проводимых компанией "Дональдсон Компани, Инк.", Миннеаполис, штат Миннесота, которая является правопреемником в настоящем изобретении. Данное изобретение касается непрерывного совершенствования технологии, которая частично включает в себя предметы, описанные в патентах США: В2 4720292, 416308 (на промышленный образец), 5613992, 4020783 и 5112372. Каждый из упомянутых патентов также является собственностью компании "Дональдсон Компани, Инк.", и полное описание каждого из этих патентов включено в данную заявку путем ссылки.
Изобретение относится также к фильтрам, включающим подложку, содержащую слой тонкого волокна, изготовленный из полимерных материалов, которые могут быть получены с улучшенной стойкостью к воздействию окружающей среды, к высоким температурам, влажности, химически активных материалов и механических напряжений. Такие материалы могут быть использованы для формирования тонких волокон, таких как микроволоконные и нановолоконные материалы с улучшенной стабильностью и прочностью. В связи с тем что размер волокна ограничен, то чрезвычайно большой проблемой является долговечность материалов. Указанные тонкие волокна используют в ряде областей. В одном из вариантов фильтрующие конструкции могут быть получены с использованием такой тонковолоконной технологии. Изобретение относится к полимерам, полимерным композициям, волокнам, фильтрам, конструкциям фильтров и способам фильтрации. Область применения настоящего изобретения, в частности, относится к фильтрации потоков текучей среды от твердых частиц, например потоков воздуха и жидкости (например, неводной или водной). Описанные способы относятся к конструкциям, включающим один или более слоев тонкого волокна в составе фильтрующих материалов. Состав композиции и размеры волокна подбирают для обеспечения комбинации свойств материала и долговечности.
Уровень техники
Потоки газов часто содержат частицы механических примесей. Во многих случаях необходимо удалять некоторые или все твердые частицы из газового потока. Например, воздух, поступающий в двигатели транспортных средств или энергетические установки, потоки газов, поступающие в газовые турбины, и воздушные потоки, поступающие в различные печи, часто содержат механические примеси. Твердые частицы, попавшие внутрь механизмов и машин, могут вызвать значительные повреждения. Обычно требуется удаление твердых частиц из потоков газа на входе в двигатели, турбины, печи или другое оборудование.
Изобретение относится к полимерным композициям с улучшенными свойствами, которые могут быть использованы в ряде областей, включающих формование волокон, микроволокон, нановолокон, волоконного нетканого полотна, плоских волоконных фильтров, проницаемых структур, таких как мембраны, покрытия или пленки. Полимерными материалами по настоящему изобретению являются композиции, обладающие физическими свойствами, которые позволяют получить полимерный материал разнообразной формы или конфигурации, устойчивый к разрушительному действию влажности, нагревания, потока воздуха, химических реагентов и механического напряжения или ударных нагрузок.
При изготовлении нетканых фильтрующих материалов из тонкого волокна используются различные материалы, в том числе стекловолокно, металл, керамика и широкий спектр полимерных композиций. Для получения микроволокна и нановолокна малого диаметра используются разнообразные технологии. Один такой способ предусматривает пропускание материала через тонкий капилляр или отверстие в расплавленном состоянии или в растворе, который затем упаривают. Волокна также можно получать при помощи фильер, широко применяющихся в производстве синтетического волокна, такого как нейлон. Известно также электростатическое электроформование волокна. Такая технология предполагает использование шприцов, фильерных сопел, капилляров или подвижных эмиттеров. Посредством таких устройств получают жидкие растворы полимера, которые затем вытягивают в коллектор посредством высоковольтного электростатического поля. При вытягивании материалов от эмиттера и их ускорении через область действия электростатического поля волокно становится очень тонким и может затем окончательно формироваться путем упаривания растворителя.
Так как в настоящее время число областей применения фильтрующих материалов быстро возрастает, требуются значительно усовершенствованные материалы, стойкие к суровым условиям высоких температур 100-250°F (37,8-121°С), зачастую 140-240°F (от 60°С -116°С) и вплоть до 300°F (149°C), высокой влажности от 10% до 90% и вплоть до 100% относительной влажности, высоких скоростей потоков газа и жидкости, фильтрующие от твердых микро- и субмикрочастиц (в диапазоне от 0,01-10 мкм) и способные удалять как абразивные, так и неабразивные, химически активные и инертные твердые частицы из потока текучей среды.
В связи с этим существует острая необходимость в полимерных материалах, микро- и нановолоконных материалах и фильтрующих конструкциях, обладающих улучшенными свойствами для фильтрации потоков в условиях высоких температур, высокой влажности, высоких скоростей потока и упомянутых твердых микронных и субмикронных частиц.
В настоящее время разработано множество устройств для фильтрации воздуха или газа и удаления твердых частиц. Однако исследования в этом направлении не прекращаются.
Сущность изобретения
В данном изобретении разработаны основные способы создания конструкции и применения устройств для очистки воздуха. Способы включают предпочтительную конструкцию фильтрующего элемента, а также предпочтительные способы применения и фильтрации.
В основном, предпочтительные области применения относятся к использованию в конструкции воздушного фильтра фильтрующего материала зетобразной формы, включающего композиционную подложку и тонкие волокна, что является преимуществом способа.
Фильтрующий материал в составе механически устойчивой фильтрующей конструкции включает в себя по меньшей мере один слой микро- или нановолоконного нетканого полотна в комбинации с материалом подложки. Совместно такие слои обеспечивают чрезвычайно высокую эффективность фильтрации, высокую способность к задерживанию твердых частиц и эффективность очистки при минимальном снижении скорости потока в процессе прохождения газа или жидкости через фильтрующий материал. Подложка может быть расположена со стороны входной поверхности фильтра, выходной поверхности или между слоями. Волокна могут быть расположены со стороны входной поверхности, выходной поверхности или с обеих сторон подложки фильтра независимо от конфигурации фильтра. В основном волокна расположены с входной стороны. Однако в некоторых вариантах может быть использовано расположение с выходной стороны. В некоторых вариантах используют двухстороннюю структуру. В последние годы во многих отраслях промышленности особое внимание уделяется применению фильтрующих материалов для фильтрации, например для удаления нежелательных твердых примесей из текучей среды, такой как газ или жидкость. В обычном процессе фильтрации удаляются твердые частицы из текучих сред, включающих воздушный поток или другой газообразный поток, или из потока жидкости, такого как гидравлическая жидкость, смазочный материал, топливо, потоки воды или других жидкостей. Для таких процессов фильтрации требуются механическая стойкость, химическая и физическая стабильность микроволоконных материалов и материалов подложки.
Фильтрующие материалы могут подвергаться действию различных температурных условий, влажности, механических вибраций или ударной нагрузки, а также химически активных или инертных, абразивных или неабразивных твердых частиц, переносимых потоком текучей среды. В нормальных рабочих условиях фильтр в основном подвергается действию воздуха или действию ближайшей окружающей среды или используется при слегка повышенной температуре. Фильтр может испытывать воздействие более высокой температуры, если двигатель работает в нерасчетном режиме или выключен после длительной работы. Если двигатель выключен, воздух не поступает в фильтр. Фильтр быстро достигает температуры подкапотного пространства. Кроме того, в большинстве случаев для фильтрующих материалов требуется способность фильтрующих материалов к самоочищению путем импульсной обратной продувки (кратковременного изменения направления движения фильтруемой среды для удаления осевших механических примесей с поверхности фильтра), или требуется другой очищающий механизм, способный удалять накопившиеся твердые частицы с поверхности фильтрующего материала. Такая обратная продувка может привести к значительному улучшению свойств, то есть к снижению перепада давления после очистки импульсами давления. Обычно эффективность очистки от твердых частиц после очистки импульсами давления не увеличивается, однако такая очистка снижает перепад давления и обеспечивает экономию энергии для процесса фильтрации. Такие фильтры можно снимать для обслуживания и чистить в водных и неводных чистящих композициях. Такие фильтрующие материалы часто получают путем формования тонкого волокна с последующим формированием слоя переплетенного волокна на пористой подложке. В процессе формования волокна между отдельными волокнами могут образовываться физические связи, придающие слою волокна цельность. Такой материал можно впоследствии использовать для изготовления фильтрующих элементов требуемой формы, например патронов, плоских дисков, коробчатых структур, панелей и мешков. В таких конструкциях фильтрующий материал может быть гофрированным, свернутым в рулон или иным образом размещенным на опорных конструкциях или каркасах.
Описанные в данной заявке фильтрующие устройства могут быть использованы в различных областях, включающих, например, улавливание пыли, воздушные компрессоры, двигатели дорожных и внедорожных транспортных средств, газотурбинные установки, энергетические установки, такие как топливные элементы, и др.
Краткое описание чертежей
На фиг.1 представлена типичная установка с электростатическим эмиттером для получения тонких волокон по изобретению.
На фиг.2 показана установка, используемая для нанесения тонкого волокна на подложку фильтра в технологии формования тонкого волокна, показанной на фиг.1.
На фиг.3 представлена типичная внутренняя структура материала подложки и отдельно изображен тонковолоконный материал по настоящему изобретению по сравнению с малыми твердыми частицами, то есть размером 2 и 5 мкм.
На фиг.4-11 представлены данные аналитической электронной спектроскопии для химического анализа (ЭСХА), полученные согласно примеру 13.
На фиг.12 иллюстрируется стойкость предложенного материала с размером пор 0,23 и 0,45 мкм согласно примеру 5.
На фиг.13-16 иллюстрируется повышенная стойкость материалов согласно примерам 5 и 6 к повышенной температуре и влажности.
Фиг.17-20 демонстрируют, что из смеси двух сополимеров, нейлонового гомополимера и нейлонового сополимера, однократно обработанной нагреванием и смешанной с добавками, образуется однокомпонентный материал, который по своим характеристикам не отличается от двух отдельных полимерных материалов, но является единой фазой, сшитой или связанной другими химическими связями.
На фиг.21 представлена схема системы двигателя, в которой могут быть использованы очистители воздуха по настоящему изобретению.
На фиг.22 представлено схематическое объемное изображение одного из вариантов фильтрующего элемента, который может быть использован в системе, показанной на фиг.21.
На фиг.23 представлено схематическое объемное изображение части фильтрующего элемента (зетобразной конструкции), используемого в устройстве, показанном на фиг.22.
На фиг.24 представлен схематический вид в поперечном сечении фильтрующего элемента, показанного на фиг.22 и установленного в корпус.
На фиг.25 представлен местный схематический вид с увеличением одного из вариантов сжимаемого уплотнительного элемента, используемого в уплотнительной системе фильтрующего элемента, показанного на фиг.22.
На фиг.26 представлено схематическое объемное изображение другого варианта фильтрующего элемента, который может быть использован в системе двигателя, показанной на фиг.21.
На фиг.27 представлен схематический вид в поперечном сечении фильтрующего элемента, показанного на фиг.26 и установленного в корпус.
На фиг.28 представлена объемное изображение с разделением деталей другого варианта фильтрующего элемента и корпуса, которые могут быть использованы в системе двигателя, показанной на фиг.21.
На фиг.29 представлено изображение системы газовой турбины, в которой могут быть использованы фильтрующие элементы по настоящему изобретению.
На фиг.30 представлено схематическое объемное изображение другого варианта фильтрующего элемента, который может быть использован в системах воздухозаборников газовой турбины, показанной на фиг.29.
На фиг.31 представлен вид сзади фильтрующего элемента, показанного на фиг.30, установленного в трубной решетке и включающего в себя префильтр, установленный с входной стороны фильтрующего элемента, показанного на фиг.30.
На фиг.32 представлен местный вид-схема с увеличением в поперечном сечении устройства воздушного фильтра, показанного на фиг.31, причем поперечное сечение выполнено вдоль линии 12-12, указанной на фиг.31.
На фиг.33 представлена схема системы воздухозаборника системы микротурбины, в которой могут быть использованы предложенные фильтрующие элементы.
На фиг.34 схематически представлен вид в поперечном сечении фильтрующего элемента, установленного для очистки воздуха, поступающего в воздухозаборник системы газовой турбины, причем поперечное сечение выполнено вдоль линии 14-14, указанной на фиг.35, но в собранном виде.
На фиг.35 представлено изображение с пространственным разделением деталей, вид сбоку устройства фильтра, показанного на фиг.34, в разобранном виде.
На фиг.36 представлен местный схематический вид в поперечном сечении, показывающий фильтрующий элемент, герметизированный в корпусе фильтра.
На фиг.37 представлена схема воздухозаборника для системы топливного элемента, в котором могут быть использованы предложенные фильтрующие элементы.
На фиг.38 представлен схематический вид в поперечном сечении фильтра, который может быть использован в воздухозаборнике системы топливного элемента, показанного на фиг.37.
На фиг.39 представлен схематический вид в поперечном сечении другого варианта фильтра, который может быть использован в воздухозаборнике системы топливного элемента.
Подробное описание изобретения
А. Микроволоконные или тонковолоконные полимерные материалы
В изобретении представлен усовершенствованный полимерный материал. Такой полимер характеризуется повышенной физической и химической стойкостью. Полимерные тонкие волокна (микро- и нановолокна) могут быть сформованы в продукты пригодного формата. Диаметр волокон может составлять примерно 0,001-10 мкм, примерно 0,005-5 мкм, примерно 0,01-0,5 мкм. Нановолокнами являются волокна с диаметром менее 200 нм или 0,2 мкм. Микроволокнами являются волокна с диаметром более 0,2 мкм, но не более 10 мкм.
Такое тонкое волокно может использоваться для получения усовершенствованного многослойного микропористого фильтрующего материала. Согласно изобретению слои тонкого волокна имеют хаотичное распределение волокон, которые могут быть склеены между собой в сетку из переплетенных волокон. Фильтрование при этом обеспечивается в основном благодаря тонковолоконной перегородке, задерживающей механические примеси. Такие свойства материала как жесткость, прочность, складчатость обеспечиваются подложкой, к которой приклеивается волокно. Важной характеристикой таких сеток из переплетенного тонкого волокна являются тонкое волокно в виде микроволокна или нановолокна и сравнительно малые расстояния между волокнами. Обычно такие расстояния между волокнами примерно составляют 0,01-25 мкм, а чаще - примерно 0,1-10 мкм. Фильтрующие элементы со слоем тонкого волокна и слоем подложки являются тонкими и позволяют выбирать подходящую подложку. Тонкое волокно, наносимое на подложку, добавляет менее 5 мкм, часто менее 3 мкм толщины. В некоторых вариантах слой тонкого волокна увеличивает общую толщину тонкого волокна и подложки фильтрующего материала на величину, составляющую от примерно 1 до 10 или от 1 до 5 диаметров тонкого волокна. Во время работы фильтр может задерживать частицы механических примесей, проходящие на подложку или через тонкое волокно, при этом на поверхности фильтра может накапливаться значительное количество уловленных частиц. Частицы пыли или других механических примесей быстро образовывают осадок на поверхности слоя тонкого волокна, который поддерживает высокую начальную эффективность очистки от механических примесей и общую эффективность очистки всего материала. Даже при относительно малых размерах частиц примесей - примерно 0,01-1 мкм, фильтрующий материал, содержащий тонкое волокно, имеет очень высокую пылеемкость (пропускную способность).
Рассматриваемые полимерные материалы обладают значительно повышенной стойкостью к нежелательным воздействиям, таким как нагревание, влажность, высокие скорости потока, обратная продувка импульсами давления, абразивное действие, субмикронные частицы, очистка используемых фильтров и другие требуемые условия. Повышенная эффективность микроволокон и нановолокон является результатом улучшенных характеристик полимерных материалов, образующих микроволокна или нановолокна. Кроме того, фильтрующие материалы по настоящему изобретению, полученные из усовершенствованных полимерных материалов по изобретению, обеспечивают ряд преимуществ, включая высокую эффективность очистки, низкое гидравлическое сопротивление, высокую долговечность (связанную с выносливостью материала или стойкостью к воздействию окружающей среды) в присутствии абразивных твердых частиц и гладкую внешнюю поверхность, не содержащую свободных волокон или нитей. Общая структура фильтрующих материалов позволяет получить более тонкий материал, который характеризуется повышенной площадью фильтрации на единицу объема, сниженной скоростью прохождения через материал, повышенной эффективностью очистки и сниженным гидравлическим сопротивлением.
В качестве полимера может быть использован полимер, полученный полиприсоединением, полимер, полученный методом поликонденсации, или их смеси или композиции. Предпочтительным вариантом осуществления изобретения является смесь полимеров, содержащая первый полимер и второй полимер, отличающийся от первого (отличающийся типом полимера, молекулярной массой или физическим свойством), которую кондиционируют или обрабатывают при повышенной температуре. Компоненты смеси полимеров могут вводиться в реакцию с получением одного химического вещества или могут комбинироваться физически с получением смешанной композиции путем отжига. Отжиг подразумевает физическое изменение, например изменение кристалличности, релаксация напряжений и изменение ориентации. Предпочтительно материалы вводят в химическую реакцию с получением единого полимера таким образом, чтобы данные дифференциальной сканирующей калориметрии подтверждали получение единого полимерного материала. При использовании такого материала в сочетании с предпочтительной добавкой на поверхности микроволокна добавка может образовывать покрытие, обеспечивающее такие свойства, как олеофобность, гидрофобность или другие качества, обусловливающие повышенную стабильность при контакте с высокими температурами, высокой влажностью и тяжелыми условиями работы. Тонкое волокно этого класса материалов может иметь диаметр от 0,001 мкм до 10 мкм. Применимые размеры включают следующие интервалы: 0,001-2 мкм, 0,005-5 мкм, 0,01-5 мкм, в зависимости склеивания, подложки и варианта применения. Такие микроволокна имеют гладкую поверхность, содержащую отдельный слой материала добавки или внешнее покрытие из материала добавки, которое частично внедрено в поверхность полимера солюбилизацией, вплавлением или обоими методами. К материалам, предпочтительным для применения в таких смешанных полимерных системах, относятся сополимеры нейлона 6, нейлона 66, нейлона 6-10, нейлона (6-66-610) и другие в основном алифатические линейные нейлоновые композиции. Один из предпочтительных материалов, смола - сополимер нейлона (SVP-651) была исследована для установления молекулярной массы титрованием концевых групп (J.E.Waltz и G.B.Taylor, Determination of molecular weight of nylon, Anal. Chem. Vol.19, Number 7, pp.448-450 (1947)). Среднечисленная молекулярная масса (Wn) находилась между 21500 и 24800. Состав композиции оценивался по фазовой диаграмме температуры плавления трехкомпонентного нейлона, содержащего нейлон, нейлон-6 (около 45%), нейлон-66 (около 20%) и нейлон-610 (около 25%) (Page 286, Nylon Plastics Handbook, Mevin Kohan ed. Hanser Publisher, New York (1995)). Для материала CVP-651 приведены следующие физические характеристики:
В таких полимерах может использоваться поливиниловый спирт со степенью гидролиза от 87 до 99,9% и более. Полимеры предпочтительно являются сшитыми. В особо предпочтительном случае используются сшитые полимеры, смешанные с олеофобными и гидрофобными добавками в значительных количествах.
Другой предпочтительный объект по настоящему изобретению включает полимерный материал одного типа в смеси с композицией добавок для повышения ресурса волокон или рабочих свойств. Предпочтительные полимеры, используемые в данном аспекте изобретения, включают полимеры на основе нейлона, поливинилиденхлориды, поливинилиденфториды, поливиниловые спирты и, в частности, те из перечисленных материалов, которые при смешивании с сильноолеофобными и гидрофобными добавками образуют микроволокна или нановолокна, содержащие материалы добавок в составе покрытия на тонковолоконной поверхности. В настоящем изобретении могут быть также использованы смеси аналогичных полимеров, такие как смесь аналогичных нейлонов, аналогичных поливинилхлоридов, смеси поливинилиденхлоридов. Кроме того, в настоящем изобретении используют также смеси полимеров или расплавов различных полимеров. В связи с этим для образования микроволоконных материалов по настоящему изобретению используют совместимые смеси полимеров. В изобретении могут быть использованы композиции добавок, таких как фторсодержащие поверхностно-активные вещества, неионные поверхностно-активные вещества, низкомолекулярные смолы, например трет-бутилфенольная смола с молекулярной массой менее примерно 3000. Смола характеризуется образованием олигомерных связей между фенольными звеньями в отсутствие мостиковых метиленовых групп. Гидроксильные и трет-бутильные группы могут быть хаотично расположены вокруг колец. Образование связей между фенольными звеньями всегда происходит упорядоченным способом, то есть в положении, соседнем с гидроксильной группой. Аналогичным образом, полимерный материал может быть смешан с растворимой в спирте нелинейной полимерной смолой, полученной на основе бисфенола А. Такой материал является аналогичным трет-бутилфенольной смоле, описанной выше, тем, что смола образуется с использованием олигомерных связей, которые напрямую соединяют ароматические кольца друг с другом в отсутствие любых мостиковых групп, таких как алкиленовые или метиленовые группы.
Предпочтительные полимерные системы по изобретению обладают адгезивными свойствами и при контактировании с целлюлозной подложкой приклеиваются к подложке с достаточной силой, что обеспечивает прочное связывание с подложкой и стойкость к отслаиванию при очистке методом обратной продувки и к другим механическим напряжениям. В этом варианте полимер должен оставаться прикрепленным к подложке в условиях очистки импульсом давления, которые в значительной степени идентичны обычным условиям фильтрации за исключением обратного направления импульса давления по отношению к структуре фильтра. Такая адгезия может возникать за счет действия растворителя при формировании волокон в процессе контактирования волокна с подложкой или в результате последующей обработки волокна на подложке нагреванием или под давлением. Характеристики полимера, по всей видимости, имеют большое значение при определении адгезии, например, такие как специфические химические взаимодействия типа водородных связей, контактирование полимера и субстрата при температуре ниже или выше температуры стеклования и состав полимера, включая добавки. Полимеры, пластифицированные растворителем или паром во время склеивания, могут иметь повышенные адгезивные свойства.
Важным аспектом изобретения является эффективность таких микроволоконных или нановолоконных материалов в структуре фильтрующего материала. В такой структуре предложенные тонковолоконные материалы формируют на подложке фильтра или приклеивают к ней. Могут использоваться подложки из натурального волокна или синтетического волокна, например материалы из переплетенного штапельного волокна, нетканые материалы из синтетического волокна и нетканые материалы из смесей целлюлозного, синтетического волокна и стекловолокна, нетканые и тканые материалы из стекловолокна, сетчатые материалы из пластиков, полученные как экструзией, так и перфорированием, ультрафильтрующие и микрофильтрующие мембраны из органических полимеров. Затем на основе листовой подложки может быть выполнен фильтрующий материал, помещаемый в поток текучей среды, например поток воздуха или жидкости, для улавливания из этого потока взвешенных в нем или переносимых им механических примесей. Форма и структура такого фильтрующего материала остается на усмотрение конструктора. Важной характеристикой фильтрующих элементов после их изготовления является стойкость к действию температур, влажности или обоих этих факторов. Одним показателем долговечности предложенных фильтрующих материалов является их испытание погружением в теплую воду на значительное время. Такой эксперимент может дать ценную информацию в отношении способности тонкого волокна выдерживать условия повышенной влажности и температуры, а также выдерживать чистку фильтрующего элемента в водных растворах, которые могут содержать значительную долю поверхностно-активных веществ с сильным чистящим эффектом и сильнощелочных материалов. Тонковолоконные материалы по изобретению предпочтительно могут выдерживать погружение в горячую воду, при этом сохраняется по меньшей мере 30%, предпочтительно 50% тонких волокон, сформованных на поверхности подложки. Сохранение по меньшей мере 30% тонких волокон, предпочтительно 50%, может обеспечивать значительную эффективность очистки для волокон без потери фильтрационной способности или увеличения противодавления. Наиболее предпочтительно сохранение по меньшей мере 75% (волокон). Толщина типичного тонковолоконного фильтрующего слоя находится в диапазоне от примерно 1 до 100 диаметров волокна, а поверхностная плотность в диапазоне от примерно 0,01 до 240 мкг/см2.
В потоке текучей среды, такой как воздух или газ, часто присутствуют частицы механических примесей. Такие механические примеси или их часть необходимо удалять из потока текучей среды. Например, механические примеси часто присутствуют в воздухе, подаваемом в кабины транспортных средств, содержащемся в дисководах компьютеров, использующемся в системах нагревания, вентиляции и кондиционирования воздуха, приточной вентиляции помещений и окружающем места использования мешочных фильтров, тканевых перегородок, тканых материалов, в воздухе на входе в двигатели транспортных средств или в энергооборудование, в газовых потоках на входе в газовые турбины, а также в воздухе, направляемом в различные пламенные печи. В случае использования фильтров для очистки воздуха, подаваемого в кабины или салоны транспортных средств, удаление механических примесей желательно для комфорта пассажиров и/или из эстетических соображений. Что касается подачи воздуха и газов в двигатели, газовые турбины и пламенные печи, то удаление механических примесей целесообразно потому, что такие частицы могут серьезно нарушить работу внутренних элементов различных соответствующих механизмов. В других случаях механические примеси могут содержаться в промышленных газах, отходящих технологических газах или выхлопных газах двигателей. Перед тем как направить эти газы через различные аппараты, расположенные за источником таких газов, в атмосферу, может потребоваться их существенная очистка от механических примесей.
Основные принципы и задачи проектирования воздушных фильтров можно понять, рассмотрев следующие типы фильтрующих материалов (фильтровальных перегородок): листовые и зернистые. Каждый из этих типов фильтровальных перегородок глубоко изучен и нашел широкое применение. Некоторые относящиеся к ним принципы описаны, например, в патентах США №5082476, 5238474 и 5364456. Полное описание этих трех патентов включено в данную заявку путем ссылки.
Ресурс фильтра обычно ограничен заданным предельным перепадом давления на фильтре. Постепенный рост перепада давления на фильтре определяет ресурс фильтра на заданном уровне для конкретного варианта применения или конкретной конструкции. Поскольку такой рост перепада давления является следствием накопления осадка на фильтре, больший ресурс обычно прямо соотносится с большей производительностью. Эффективность очистки - это способность фильтрующего материала задерживать механические примеси, пропуская переносящую их фильтруемую среду. Очевидно, что чем эффективнее фильтрующий элемент очищает поток газа от механических примесей, тем быстрее этот фильтрующий элемент, как правило, достигает предельной разности давлений, ограничивающей ресурс (при прочих переменных, сохраняющих постоянное значение).
Подробное описание некоторых чертежей
Микроволокно или нановолокно элемента может быть сформировано с помощью процесса электростатического формования. Подходящее оборудование для формования волокон показано на фиг.1. Это оборудование включает в себя резервуар 80, содержащий раствор полимера для формования тонких волокон, насос 81 и устройство эмиттера ротационного типа или эмиттер 40, в который закачивают раствор полимера. Эмиттер 40 в основном состоит из вращающегося узла 41, вращающегося элемента 42, включающего множество выходных (смешенных) отверстий 44 и вал 43, соединяющий внешний элемент узла и вращающийся узел. Вращающийся узел 41 обеспечивает введение раствора полимера во внешний элемент 42 через полый вал 43. Отверстия 44 расположены по периферии внешнего элемента 42. В другом варианте вращающийся элемент 42 может быть погружен в резервуар с полимером, в который полимер закачивается из резервуара 80 с помощью насоса 81. Вращающийся элемент 42 теперь заполнен раствором полимера из резервуара, и в процессе вращения элемента в электростатическом поле капли раствора ускоряются по направлению к покрываемому материалу 70, как описано ниже.
Напротив эмиттера 40, но на некотором расстоянии от него расположена в основном плоская решетка 60, на которой расположен покрываемый материал 70 (то есть подложка или комбинированная подложка). Через решетку можно пропускать воздух. Покрываемый материал 70 проходит вокруг валков 71 и 72, которые расположены вблизи противоположных концов решетки 60. Высоковольтный электростатический потенциал поддерживают между эмиттером 40 и решеткой 60 с помощью подходящего источника напряжения 61 и контактов 62 и 63, которые соответственно соединяют источник с решеткой 60 и эмиттером 40.
В процессе использования раствор полимера закачивают из резервуара 80 во вращающийся узел 41 или резервуар. Внешний элемент 42 вращается, при этом жидкость выходит из отверстий 44 или собирается из резервуара и движется от внешней кромки эмиттера к покрываемому материалу 70, который расположен на решетке 60. В частности, электростатический потенциал между решеткой 60 и эмиттером 40 сообщает материалу заряд, который способствует распылению жидкости из эмиттера в виде тонких волокон, которые направлены на решетку 60, где они оседают и собираются на подложке 12 или эффективном слое 14. В случае использования раствора полимера растворитель испаряется из волокон в процессе их передвижения к решетке 60; таким образом, волокна достигают подложки 12 или эффективного слоя 14. Тонкие волокна сцепляются с волокнами подложки, попадающими на решетку 60. Силу электростатического поля выбирают таким образом, чтобы обеспечить ускорение движения полимерного материала, поступающего из эмиттера к покрываемому материалу 70, причем величина ускорения является достаточной, чтобы материал приобрел чрезвычайно тонкую микроволоконную или нановолоконную структуру. При увеличении или уменьшении скорости продвижения материала для нанесения можно регулировать количество распыляемых волокон на формуемом материале и тем самым обеспечить контроль толщины каждого наносимого слоя. Расположение вращающегося элемента 42 может быть иметь различную конфигурацию. Вращающийся элемент 42 может быть расположен в плоскости вращения, перпендикулярной поверхности покрываемого материала 70, или расположен под любым произвольным углом. Вращающийся материал может быть расположен параллельно или с небольшим отклонением от параллельного направления.
На фиг.2 показана схема технологической линии формирования слоя тонкого волокна на листовой подложке или фильтрующем материале. На фиг.2 листовую подложку разматывают на позиции 20. Затем листовая подложка 20а направляется в узел соединения полотен 21, где могут соединяться несколько полотен подложки с возможностью последующей непрерывной обработки. Бесконечное полотно листовой подложки направляется в систему формования и нанесения тонкого волокна 22, реализующую способ получения тонких волокон, иллюстрируемый фиг.1, в котором в устройстве формования происходит формование тонких волокон и укладывание тонких волокон в виде фильтрующего слоя на листовой подложке. После формования слоя тонкого волокна на листовой подложке в системе формования и нанесения тонкого волокна 22 слой тонкого волокна и подложка поступают в устройство для термообработки 23 в соответствующих условиях. Затем листовую подложку и слой тонкого волокна испытывают с использованием монитора 24 на эффективность очистки и при необходимости обжимают в узле для прессования 25. Затем листовую подложку и волоконный материал направляют в соответствующий намоточный узел для намотки на соответствующий намоточный вал для дальнейшей обработки в узлах 26 и 27.
На фиг.3 представлено изображение, полученное на сканирующем электронном микроскопе, на котором показан размер типичных твердых частиц пыли с диаметром примерно 2 и примерно 5 мкм по отношению к размеру пор типичного целлюлозного материала и к размеру типичной тонковолоконной структуры. На фиг.3а показаны частица 31 размером 2 мкм и частица 32 размером 5 мкм в целлюлозном материале 33 с размером пор, который немного больше, чем характерный диаметр частиц. На фиг.3b представлено высококонтрастное изображение, на котором показано, что частицы 31 размером 2 мкм по своему размеру примерно равны или больше, чем типичные отверстия между волокнами нетканого полотна 35, в то время как частицы 32 размером 5 мкм по своему размеру больше любого отверстия в тонковолоконном полотне 35.
Представленное выше общее описание различных аспектов полимерных материалов по настоящему изобретению, тонковолоконных материалов по изобретению, включая как микроволокна, так и нановолокна, и конструкции используемых фильтрующих конструкций, полученных из тонковолоконных материалов по изобретению, позволяют объяснить основные технологические принципы процессов по изобретению. Следующие специфические примеры материалов являются материалами, которые могут быть использованы при формовании тонковолоконных материалов по изобретению, а следующие материалы представляют наилучший вариант. Следующие материалы, приведенные в качестве примеров, могут быть получены со следующими характеристиками в соответствующих условиях обработки. Волокна малого диаметра менее 10 мкм получают электроформованием с использованием электростатической силы в сильном электрическом поле, которое действует в качестве силы вытягивания для растягивания полимерной струи в чрезвычайно тонкие волокна. В процессе электроформования может быть использован полимерный расплав, однако наилучшим способом получения более тонких волокон размером менее 1 мкм является использование раствора полимера. Так как полимерная масса разделяется на струи малого диаметра, растворитель испаряется и вносит вклад в снижение размера волокон. Выбор растворителя является важным фактором по нескольким причинам. Если растворитель испаряется слишком быстро, то образуются плоские волокна с большим диаметром. Если растворитель испаряется слишком медленно, он будет растворять образующиеся волокна. Следовательно, соответствие скорости испарения и скорости формования волокон является определяющим фактором. При высоких скоростях производства большие количества потока отработанного воздуха способствуют предотвращению образования воспламеняющейся атмосферы и снижению риска возникновения пожара. Целесообразно использовать негорючий растворитель. Оборудование, расположенное в зоне производства, следует подвергать периодической очистке. Безопасные растворители с низкой токсичностью позволяют свести к минимуму действие опасных химикатов на рабочий персонал. Электростатическое формование можно проводить при скорости потока в эмиттере 1,5 мл/мин, расстояние до мишени составляет 8 дюймов, напряжение в эмиттере 88 кВ, скорость вращения эмиттера 200 об/мин и относительная влажность 45%.
Выбор полимера играет важную роль в каждой конкретной области применения. При использовании обратной продувки импульсами давления чрезвычайно тонкий микроволоконный слой позволяет свести к минимуму перепад давления и обеспечивает внешнюю поверхность, задерживающую и улавливающую частицы примесей. Предпочтительным является тонкий слой волокон диаметром менее 2 мкм, более предпочтительно менее 0,3 мкм. Важным аспектом является высокая адгезия между микроволокнами или нановолокнами и подложкой, на которую нанесены микроволокна или нановолокна. Если фильтр изготовлен из композиционных фильтрующих материалов подложки и тонкого слоя микро- и нановолокон, то такие композиционные материалы позволяют получить отличный фильтрующий материал для оборудования с самоочисткой. Очистка поверхности обратной продувкой импульсами давления периодически восстанавливает фильтрующий материал. В связи с высокой нагрузкой, которой подвергается поверхность, тонкое волокно с низкой адгезией к подложке может отслаиваться в условиях обратной продувки импульсами давления, которые направлены из внутреннего пространства фильтра через подложку к микроволокнам. Следовательно, для успешного использования большое значение имеет высокая когезия (сцепление) между волокнами подложки и волокнами, сформованными электроформованием.
Продукты, удовлетворяющие вышеперечисленным требованиям, могут быть получены с использованием волокон из различных полимерных материалов. Малые волокна с высокими адгезионными свойствами могут быть получены из полимеров, таких как поливинилиденхлорид, поливиниловый спирт и полимеры и сополимеры, включающие различные нейлоны, такие как нейлон 6, нейлон 4,6, нейлон 6,6, нейлон 6,10 и их сополимеры. Отличные волокна можно получить из поливинилиденфторида (ПВДФ), но для образования волокон с достаточно малым диаметром требуются хлорированные растворители. Нейлон 6, нейлон 66 и нейлон 6,10 можно подвергать электроформованию. Однако возникают трудности при использовании растворителей, таких как муравьиная кислота, мета-крезол, трифторэтанол, гексафторизопропанол, при этом такие растворители являются чрезвычайно дорогостоящими. Предпочтительные растворители в связи с их низкой токсичностью включают воду, этанол, изопропанол, ацетон и N-метилпирролидон. Полимеры, совместимые с такими системами растворителей, подробно изучены. Нами показано, что волокна, изготовленные из ПВХ, ПВДХ, полистирола, полиакрилонитрила, полиметилметакрилата (ПММА), ПВДФ, для сохранения своих структурных характеристик требуют использования дополнительных адгезивных средств. Нами показано также, что если полимеры растворены в воде, этаноле, изопропаноле, ацетоне, метаноле и их смесях и из них успешно изготовлены волокна, то они обладают высокой адгезией к подложке, причем образуется отличный фильтрующий материал для оборудования с самоочисткой. Самоочистку обратной продувкой воздухом или завихрением потока используют при чрезвычайно высокой концентрации пыли. В таких случаях могут быть успешно использованы волокна из растворимых в спиртах полиамидов и поливиниловых спиртов. Примеры растворимых в спиртах полиамидов включают Macromelt 6238, 6239 и 6900 производства фирмы Henkel, Elvamide 8061 и 8063 фирмы duPont и SVP 637 и 651 фирмы Shakespeare Monofilament Company. Другая группа растворимых в спиртах полиамидов включает нейлон тип 8, алкоксиалкилпроизводные нейлона 66 (см. стр.447 в справочнике Nylon Plastics handbook, под ред. Melvin Kohan, Hanser Publisher, New York, 1995). Примеры поливиниловых спиртов включают PVA-217, 224 фирмы Kuraray, Япония и Vinol 540 фирмы Air Products and Chemical Company.
Фильтры могут устанавливаться для работы в экстремальных условиях окружающей среды. Фильтры в Аравийской пустыне могут испытывать действие высоких температур до 150°F (66°C) или выше. Фильтры, установленные в Индонезии или на побережье Мексиканского залива в США, могут испытывать воздействие высокой относительной влажности выше 90% и высокой температуры до 100°F (37,8°C). В других случаях фильтры могут находиться под дождем. Фильтры, установленные в двигательных отсеках такого оборудования, как автомобили, грузовики, автобусы, трактора и строительное оборудование, могут испытывать воздействие высокой температуры +200°F (93,3°С), высокой относительной влажности и агрессивных компонентов окружающей среды. Нами разработаны методы испытаний для оценки долговечности микроволоконных систем в жестких условиях: набухание образцов фильтрующего материала в горячей воде 140°F (60°С) в течение 5 мин или выдерживание в условиях высокой влажности, высокой температуры и воздушного потока.
В. Общие принципы устройства воздухоочистителей
Термин "воздухоочиститель" в контексте данной заявки означает систему, предназначенную для улавливания твердых частиц из потоков воздуха. Термин "воздушный фильтр" означает систему, в которой удаление осуществляют пропусканием воздуха, несущего твердые частицы, через фильтрующий материал. Термин "фильтрующий материал" или "материал" означает материал и набор материалов (фильтрующая конструкция), через который проходит воздух, что сопровождается оседанием твердых частиц в материале или на материале. Термин "листовой фильтрующий материал" или "фильтровальная перегородка" означает систему, в которой в процессе прохождения через нее воздуха твердые частицы непосредственно оседают на поверхности материала с образованием фильтрационного отложения в отличие от прохождения внутрь или через глубину материала.
Термин "фильтрующий элемент", использованный в данной заявке, в основном означает элемент воздухоочистителя, который включает фильтрующий материал. В основном фильтрующий элемент должен быть сконструирован в виде съемного или заменяемого элемента воздухоочистителя, то есть удобного в обслуживании. Таким образом, фильтрующий материал можно переносить вместе с фильтрующим элементом и вынимать из остальной части воздухоочистителя, чтобы обеспечить периодическое восстановление воздухоочистителя путем удаления засоренного или частично засоренного фильтрующего элемента и замены его на новый или очищенный фильтрующий элемент. Предпочтительный воздухоочиститель должен быть сконструирован таким образом, чтобы удаление и замену можно было осуществлять вручную. Термин "засоренный" или его варианты, использованные в данной заявке, означают воздухоочиститель, который был в эксплуатации в течение достаточного периода времени и содержит значительное количество задержанных им частиц или механических примесей. Во многих случаях в нормальных условиях эксплуатации масса фильтрующего элемента увеличивается в два или три раза (или более) по сравнению с исходной массой из-за оседающих на фильтрующем материале твердых частиц.
В основном, технические характеристики для эффективной работы систем воздухоочистителей зависят от требований производителя комплексного оборудования к конкретному двигателю и/или грузовику или другому оборудованию. Можно учитывать широкий спектр характеристик, некоторые из основных характеристик перечислены ниже:
1. Потребный расход воздуха на входе в двигатель (номинальный расход).
2. Начальное гидравлическое сопротивление фильтра.
3. Начальная эффективность очистки.
4. Среднее или общее рабочее гидравлическое сопротивление.
5.Общая эффективность очистки.
6. Ресурс фильтра.
Потребный расход воздуха на входе в двигатель зависит от размера двигателя, то есть от рабочего объема цилиндров двигателя и максимального числа оборотов в минуту при полной, или расчетной нагрузке. В общем случае потребный расход воздуха является произведением рабочего объема двигателя и номинального числа оборотов в минуту, скорректированного учетом объемного КПД, то есть фактора, который связан с эффективностью турбонаддува, эффективностью каналов и т.п. В основном, указанный расход является мерой объема воздуха в единицу времени, который требуется для двигателя или другой системы в процессе номинальной эксплуатации или при полной нагрузке. В то время как потребный расход может изменяться в зависимости от числа оборотов в мин, требования к воздухозабору для большинства типичных двигателей грузовиков определяют при номинальном числе оборотов в мин, в большинстве случаев при 1800 об/мин или при 2100 об/мин. В данной заявке этот термин описывается как "номинальный расход воздуха" или сходными обозначениями. В основном, описываемые в данной заявке принципы могут быть применены к устройствам для очистки воздуха, которые используются в системах, эксплуатация которых определяется в широком диапазоне характеристик и условий, включая, например, системы с характеристиками в диапазоне от примерно 3 фут3/мин (0,085 м3/мин) до 10000 фут3/мин (283 м3/мин), предпочтительно от 50 до 500 фут3/мин (1,4-14 м3/мин). Такое оборудование включает в себя, например, маломощные двигатели (мотоциклы, газонокосилки и т.п.), автомобильные двигатели, грузовики малой грузоподъемности и двигатели для транспортных средств спортивного назначения, двигатели для небольших грузовиков и грузовиков для доставки продуктов на дом, автобусов, магистральных грузовиков, сельскохозяйственного оборудования (например, трактора), строительного оборудования, горного оборудования, судового оборудования, множество двигателей для генераторов и в некоторых случаях для компрессоров газовых турбин и воздушных компрессоров.
Общая эффективность очистки очистителей воздуха в основном означает количество "фильтруемых" твердых частиц, которые попадают в очиститель воздуха в процессе эксплуатации и которые задерживаются очистителем воздуха. Обычно этот параметр определяют в массовых процентах твердых веществ, прошедших в очиститель воздуха и задерживаемых очистителем в условиях нормальной эксплуатации. Этот параметр определен и опубликован для многих систем с использованием стандартов SAE, методы определения которых в основном охарактеризованы в патенте США №5423892, колонка 25, строка 60, колонка 26, строка 59, колонка 27, строки 1-40. Типичным используемым стандартом является стандарт Общества инженеров-автомобилестроителей SAE J726, включенный в данную заявку путем ссылки.
Требования фирм-производителей двигателей и/или оборудования к эффективности очистки в большинстве случае могут изменяться, причем требования к эффективности очистки (с использованием стандарта SAE J726 или полевых испытаний) при общей эксплуатации обычно представлены величиной 99,5% или более, более типично 99,8% или более. Для типичных двигателей транспортных средств с потребным расходом воздуха 500 фут3/мин (14,2 м3/мин) или более требование средней эффективности очистки 99,8% или выше не является чем-то необычным.
Начальная эффективность очистки означает измеренную эффективность фильтра при первоначальном его использовании. Как описано в патенте США №5423892, колонка 27, строки 1-40, в частности при использовании традиционных гофрированных бумажных фильтров (с листовыми фильтрующими материалами или фильтровальной перегородкой), начальная эффективность очистки в основном значительно ниже, чем общее среднее значение эффективности в процессе эксплуатации. Этот факт объясняется "отложением пыли" или накоплением загрязнений на поверхности такого фильтра в процессе эксплуатации, которое увеличивает эффективность очистки для фильтра. Начальную эффективность очистки часто определяют также на фирме-производителе двигателя и/или транспортного средства. Для типичного двигателя транспортного средства с потребным расходом воздуха 500 фут3/мин (14,2 м3/мин) или выше обычной характеристикой является 98% или более (в типичном случае 98,5% или более).
Гидравлическое сопротивление фильтра означает разность давлений в воздухоочистителе или в системе воздухоочистителя в процессе эксплуатации. Факторы, которые вносят вклад в сопротивление, включают в себя следующие: фильтрующий материал, через который проходит воздух, размер канала, через который проходит воздух, и элементы деталей, с которыми сталкивается или вокруг которых проходит воздух в процессе прохождения потока воздуха через воздухоочиститель в блок двигателя. Предельные значения начального гидравлического сопротивления фильтра обычно являются частью характеристик и требований фирмы-производителя двигателя и/или оборудования. Начальное гидравлическое сопротивление фильтра определяют перепадом давления на воздухоочистителе, измеренным в момент подключения системы с чистым воздушным фильтром и до наступления значительной степени засоренности фильтра. Как правило, технические требования к конкретной системе включают в себя максимальное начальное гидравлическое сопротивление.
В основном, фирмы-производители двигателей и оборудования конструируют оборудование с воздухоочистителями, обладающими эффективностью очистки вплоть до максимального гидравлического сопротивления фильтра. Как описано в патенте США №5423892, колонка 2, строки 19-29 и колонка 6, строка 47, колонка 7, строка 3, предел гидравлического сопротивления для типичных двигателей грузовиков равен перепаду давления примерно 20-30 дюймов водяного столба (4,98-7,47 кПа), обычно примерно 25 дюймов водяного столба (6,23 кПа), для автомобильных двигателей внутреннего сгорания примерно 20-25 дюймов водяного столба (4,98-6,23 кПа), для газовых турбин эта величина обычно составляет примерно 5 дюймов водяного столба (1,25 кПа) и для промышленных вентиляционных систем обычно примерно 3 дюйма водяного столба (0,75 кПа).
В основном, при разработке систем, удовлетворяющих характеристикам, описанным в предыдущем разделе, при конструировании воздухоочистителей следует учитывать перечисленные ниже основные факторы:
1. Тип фильтрующего материала, конфигурация и эффективность очистки.
2. Форма и конструкция воздухоочистителя.
3. Размер фильтрующего элемента.
Например, традиционные целлюлозные фильтрующие материалы или подобные им материалы в основном являются листовыми фильтровальными перегородками. Примером является бумажный материал. В основном, действие таких фильтрующих материалов происходит за счет осаждения механических примесей на поверхности, то есть при прохождении воздуха поверхность материала служит барьером или ситом, которые предотвращают прохождение твердых частиц через фильтрующий материал. Со временем на поверхности фильтрующего материала образуется отложение пыли, увеличивающее эффективность очистки для материала. Как правило, эффективность очистки, в частности начальную эффективность системы, определяют терминами "плотность" или "пористость" волоконной конструкции. Со временем отложение на фильтре влияет на эффективность очистки (увеличивает ее).
В основном, такие фильтрующие материалы определяют или характеризуют их воздухопроницаемостью. Испытание на воздухопроницаемость фильтрующих материалов в основном охарактеризовано в патенте США №5672399, колонка 19, строки 27-39. В основном воздухопроницаемость означает скорость потока воздуха через поверхность материала, требуемую для создания гидравлического сопротивления, равного 0,50 дюймов водяного столба (0,12 кПа), через плоский лист упомянутого фильтрующего материала, материала или фильтрующего композиционного материала. В данном изобретении проницаемость определяют по методике Frazier Perm Test, как описано в инструкциях ASTM D737, включенных в данную заявку путем ссылки, например, с использованием установки для испытаний Frazier Perm Tester производства фирмы Frazier Precision Instrument Co., Inc., Гейтерсберг, штат Мэриленд, или другого аналогичного метода.
Воздухопроницаемость фильтрующих материалов из целлюлозных волокон производства фирмы "Дональдсон Компани", используемых в большинстве фильтров для двигателей грузовиков, характеризующихся номинальным расходом воздуха 50 фут3/мин (1,42 м3/мин) или более, составляет примерно менее 15 футов/мин, обычно примерно 13 футов/мин. В основном, множество фирм, выпускающих фильтрационное оборудование для двигателей, широко используют ряд листовых фильтрующих материалов (гофрированных фильтрующих материалов) с воздухопроницаемостью менее 25 футов/мин, обычно в диапазоне примерно 10-25 футов/мин.
Что касается эффективности очистки, то принципы изменяются в зависимости от типа используемого фильтрующего материала. Например, фильтрующие материалы из целлюлозных волокон или аналогичные фильтровальные перегородки в основном обладают различной эффективностью очистки в зависимости от изменяющихся общей пористости или воздухопроницаемости.
С. Типовые системы, воздухозаборник двигателя
На фиг.21 схема системы указана под номером 130. Система 130 является примером типа системы, в которой используется устройство воздухоочистителя и конструкции, описанные в данной заявке. На фиг.21 показана схема оборудования 131, такого как транспортное средство с двигателем 132, характеризующимся определенным номинальным расходом воздуха, например по меньшей мере 370 фут3/мин (10,4 м3/мин). Оборудование 131 может включать в себя автобус, магистральный грузовик (трейлер), внедорожное транспортное средство, трактор или судовое транспортное средство, такое как катер. На оборудовании 131 установлен двигатель 132, который использует воздушно-топливную смесь. На фиг.21 показано, что поток воздуха направлен в двигатель 132 через зону воздухозаборника 133. Схематично показанный турбокомпрессор 134 (как необязательный элемент) нагнетает поток воздуха в двигатель 132. Воздухоочиститель 135, содержащий фильтрующий элемент 136, расположен с входной стороны двигателя 132 и турбонаддува 134. В основном при эксплуатации воздух нагнетается по стрелке 137 в воздухоочиститель 135 и проходит через фильтрующий элемент 136, в котором происходит удаление из воздуха твердых частиц и механических примесей. Очищенный поток воздуха поступает по стрелке 137 в воздухозаборник 133, из которого воздух поступает в двигатель 132, установленный в транспортном средстве 131.
В системах двигателей при эксплуатации двигателя температура под капотом обычно составляет по меньшей мере 120°F (48,9°C) и часто в диапазоне 140-220°F (60-104,4°С) или более в зависимости от условий эксплуатации. Величина температуры может отрицательно влиять на рабочую эффективность очистки фильтрующего элемента. Ограничения по токсичности выхлопных газов могут привести к увеличению сопротивления в выхлопной системе двигателя, что, в свою очередь, приведет к дальнейшему повышению температуры. Как поясняется ниже, выполнение фильтрующего материала в форме композиционного материала, состоящего из фильтровальной перегородки и по меньшей мере одного слоя, а в некоторых случаях - нескольких слоев тонковолоконного материала, может повысить эффективность (в частности, рабочую эффективность очистки) фильтрующего элемента по сравнению с характеристиками известных фильтрующих элементов, которые не содержат таких композиционных фильтрующих материалов.
D. Примеры конструкции воздухоочистителей
Рассмотрим фиг.22, на которой показан вид в перспективе первого варианта предложенного фильтрующего элемента 140. В предпочтительном исполнении фильтрующий элемент 140 включает в себя фильтрующий материал 142 и уплотнительную систему 144. В предпочтительном исполнении фильтрующий материал 142 предназначен для улавливания твердых частиц из текучей среды, такой как воздух, проходящей через фильтрующий материал 142, а уплотнительная система 144 предназначена для создания уплотнения между фильтрующим элементом 140 и боковой стенки корпуса или канала, как это показано на фиг.24.
Фильтрующий элемент 140, представленный на фиг.22-25, в основном описан в патенте США №6190432, который включен в данную заявку путем ссылки.
В определенных предпочтительных устройствах фильтрующий материал 142 выполнен в виде прямоточного фильтра. Термин "прямоточный" означает, что фильтрующий материал 142, оформленный в виде фильтрующей конструкции 146, содержит первый торцовый срез 148 (соответствующий входному отверстию в варианте, показанном на чертеже) и противоположный второй торцовый срез 150 (соответствующий выходному отверстию в варианте, показанном на чертеже), причем текучая среда поступает в одном направлении 152 через первый торцовый срез 148 и выходит в том же направлении 154 из второго торцового среза 150. При использовании проточного корпуса поток, в основном, входит через входное отверстие корпуса в одном направлении, поступает в фильтрующую конструкцию 146 через первый торцовый срез 148 в том же направлении, выходит из фильтрующей конструкции 146 в том же направлении через второй торцовый срез 150 и выходит из корпуса через выходное отверстие в том же направлении.
На фиг.22 первый торцовый срез 148 и второй торцовый срез 150 изображены плоскими и параллельными. В другом варианте воплощения настоящего изобретения первый торцовый срез 148 и второй торцовый срез 150 не являются плоскими, например имеют форму усеченного конуса. Более того, первый торцовый срез 148 и второй торцовый срез 150 могут быть непараллельны друг другу.
В общем случае, фильтрующая конструкция 146 может быть закрученной. Такая фильтрующая конструкция 146 обычно включает слой фильтрующего материала, который полностью закручен или периодически закручен вокруг центральной оси. Обычно конструкция закрученного типа может быть в виде спирали, в которой фильтрующий материал закручен в виде серии витков вокруг центральной оси. В устройствах, в которых используют конструкцию закрученного, спирального типа, фильтрующая конструкция 146 представляет собой рулон из фильтрующего материала, обычно проницаемого гофрированного фильтрующего материала.
Рассмотрим фиг.23, на которой схематично показаны принципы действия определенного предпочтительного фильтрующего материала, используемого в предложенной фильтрующей конструкции. На фиг.23 гофрированная зетобразная фильтрующая конструкция обозначена номером 156. Гофрированная конструкция 156 предпочтительно включает: гофрированный слой 157, содержащий группу гофров 158 и внешний лист 160. В варианте воплощения изобретения, показанном на фиг.22, изображены два фрагмента внешнего листа 160: 160А (изображенный над верхней поверхностью гофрированного слоя 157) и 160В (изображенный под гофрированным слоем 157). Обычно предпочтительная фильтрующая конструкция 162, использованная в устройствах, описанных в данной заявке, включает гофрированный слой 157, закрепленный на поверхности нижнего листа 160В. При использовании конструкции фильтрующего материала 162 в виде закрученной конструкции фильтрующий материал обычно намотан вокруг самого себя таким образом, что поверхность нижнего листа 160В покрывает гофрированный слой 157 сверху. Внешний лист 160, покрывающий гофрированный слой сверху, изображен как 160А. Следует понимать, что внешние листы 160А и 160В представляют собой один и тот же лист 160.
При использовании конструкции фильтрующего материала 162 указанного типа каналы гофров 158 предпочтительно образуют чередующиеся вершины 164 и впадины 166. Впадины 166 и вершины 164 разделяют гофры на верхний ряд и нижний ряд каналов. В конкретной конструкции, показанной на фиг.23, верхние гофры образуют каналы гофров 168, закрытые на выходном торце 178, а каналы гофров 170, закрытые на входном торце 181, образуют нижний ряд каналов. Гофрированные каналы 170 закрыты первым торцовым бортиком 172, который заполняет часть входного торца 181 гофра между гофрированным листом 171 и вторым внешним листом 160В. Аналогичным образом второй торцовый бортик 174 закрывает выходной торец 178 чередующихся гофров 168.
При использовании фильтрующих материалов в форме фильтрующей конструкции 162 во время работы неочищенная текучая среда, такая как воздух, входит в каналы гофров 168, как показано заштрихованными стрелками 176. Каналы гофров 168 содержат открытые входные торцы 169. Неочищенный поток текучей среды не может пройти через выходные торцы 178 каналов гофров 168, так как их выходные торцы 178 закрыты вторым торцовым бортиком 174. Следовательно, текучая среда проходит через гофрированный лист 171 или внешние листы 160. При прохождении неочищенного потока через гофрированный лист 171 или внешние листы 160 поток очищается или фильтруется. Очищенный поток обозначен незаштрихованными стрелками 180. Затем поток проходит через каналы гофров 170 (у которых их входные торцы 181 закрыты) и выходит через открытый выходной торец 184 из гофрированной конструкции 156. В указанной конструкции неочищенный поток может проходить через гофрированный лист 171, верхнюю поверхность листа 160А или нижнюю поверхность листа 160В в каналы гофров 170.
Обычно формируют фильтрующую конструкцию 162, а затем скручивают ее в конструкцию 146 в форме рулона. Если выбран этот тип материала, полученная фильтрующая конструкция 162 включает гофрированный лист 157, закрепленный торцовым бортиком 172 на нижней поверхности листа 160В (как показано на фиг.23, но без верхней поверхности листа 160А).
Снова рассмотрим фиг.22, на которой второй торцовый срез 150 показан схематически. Показан фрагмент 182, в котором гофры включают отрытые торцы 184 и закрытые торцы 178. Следует понимать, что фрагмент 182 представляет весь торцовый срез 150. С целью простоты и четкости описания на остальной части 183 структура гофров в торцовом срезе 150 не показана. Вид сверху и снизу, а также вид сбоку в фильтрующего элемента 140, использованного в системах и устройствах, описанных в данной заявке, представлены в заявке на изобретение США №29/101193 "Фильтрующий элемент с уплотнительной системой", поданной 26 февраля 1999 года, относящейся к настоящему заявителю и находящейся в рассмотрении с настоящей заявкой, которая включена в данную заявку путем ссылки.
Рассмотрим фиг.24, на которой показана фильтрующая конструкция 146, установленная в корпусе 186 (который может быть частью воздухозаборного канала в двигателе или турбонаддуве воздухоочистителя 179). В указанном устройстве поток воздуха проходит в корпус 186 по стрелке 187 через фильтрующую конструкцию 146 и выходит из корпуса 186 по стрелке 188. Если фильтрующая конструкция, такая как фильтрующая конструкция 146 указанного типа, используется в канале или корпусе 186, то требуется уплотнительная система 144, чтобы исключить прохождение воздуха мимо фильтрующей конструкции 146.
Указанная конкретная уплотнительная система 144 включает в себя каркас 190 и уплотнительный элемент 192. Если используется указанный тип уплотнительной системы 144, каркас 190 представляет собой опору или обойму, в которую можно упруго посадить уплотнительный элемент 192 с образованием радиального уплотнения 194 с каналом или корпусом 186.
В частном варианте исполнения, показанном на фиг.24, каркас 190 содержит жесткий выступ 196, который выступает, по меньшей мере частично, от одного из первого или второго торцовых срезов 148, 150 фильтрующей конструкции 146. В варианте, показанном на фиг.24, жесткий выступ 196 расположен по оси фильтрующей конструкции и выступает от второго торцового среза 150 фильтрующей конструкции 146.
Указанный выступ 196 имеет пару противоположных сторон 198, 102, соединенных концевой частью 104. В предпочтительном устройстве одна из первой и второй сторон 198, 102 обеспечивает опору для установки уплотнительного элемента 192 таким образом, что может образоваться уплотнение 194 между выбранной стороной 198 или 102 и соответствующей поверхностью корпуса или канала. При использовании указанного типа конструкции выступ 196 представляет собой непрерывный элемент, образующий замкнутую конструкцию в виде обода 106 (фиг.22).
При использовании указанного типа конструкции корпус или канал могут окружать выступ 196 и конструкцию обода 106, включая уплотнительный элемент 194, таким образом, что образуется уплотнение 194 между внешней стороной 102 выступа 196 и внутренней поверхностью 110 корпуса или канала.
В варианте воплощения изобретения, показанном на фиг.24, уплотнительный элемент 192 установлен на концевой части 104 выступа 196 таким образом, что он охватывает выступ 196 по направлению от внешней стороны 102 через концевую часть 104 к внутренней стороне 198.
Как показано на фиг.22 и 24, каркас 190 включает в себя обод в виде юбки 107, которая используется для крепления каркаса 190 на фильтрующей конструкции 146. Юбка 107 выступает вниз на первое расстояние от поперечин 108.
В процессе использования представленного на чертеже каркаса 190 он нагружается по окружности направленными внутрь силами. Каркас 190 подкреплен поперечинами 108. Термин "подкреплен" означает, что поперечины 108 предотвращают разрушение при сжатии каркаса 190 силами, которые оказывают давление по окружности каркаса 190.
Фрагмент конечной части 104 обеспечивает опору для сжимаемого уплотнительного элемента 192. Сжимаемый уплотнительный элемент 192 предпочтительно сконструирован таким образом, чтобы обеспечивать достаточно плотное сжатие между фрагментом концевой части 104 каркаса 190 и боковой стенкой 110 корпуса или канала. Если уплотнительный элемент достаточно плотно сжат между фрагментом концевой части 104 и боковой стенкой 110, то образуется радиальное уплотнение 194 между фильтрующим элементом 140 и боковой стенкой 110.
Предпочтительная конструкция уплотнительного элемента 192 показана на фиг.25. Фрагмент концевой части 104 каркаса 190 образует стенку или опору для образования радиального уплотнения 194 с помощью сжимаемого элемента уплотнения 192. Степень сжатия сжимаемого элемента уплотнения 192 в уплотнительной системе 144 предпочтительно должна быть достаточно высокой, чтобы образовать радиальное уплотнение при усилии посадки не более 80 фунтов, обычно не более 50 фунтов, например примерно 20-40 фунтов, причем посадка должна быть достаточно свободной, чтобы обеспечивать удобство и простоту при замене вручную.
В предпочтительном варианте, показанном на фиг.25, чтобы обеспечить требуемую степень уплотнения, уплотнительный элемент 192 имеет ступенчатую конфигурацию с уменьшением внешних размеров в поперечном сечении (диаметра, если элемент имеет круглый профиль) по направлению от первого края 112 до второго края 113. Предпочтительные характеристики конструкции, показанной на фиг.25, перечислены ниже: пенополиуретан, содержащий несколько (предпочтительно по меньшей мере три) уступов с увеличивающимися размерами для сопряжения с внутренней боковой стенкой 110 и обеспечивающий непроницаемое для текучей среды уплотнение.
Сжимаемый уплотнительный элемент 192 характеризуется увеличение внутренних поверхностных диаметров для сопряжения с боковой стенкой 110. Более подробно, сжимаемый уплотнительный элемент 192 имеет три уступа 114, 115, 116, как показано на фиг.25. Поперечные размеры или ширина уступов 114, 115, 116 возрастают по мере удаления ступени 114, 115, 116 от второго края 113 сжимаемого уплотнительного элемента 192. Малый диаметр у второго края 113 обеспечивает простоту при введении в канал или корпус. Большой диаметр у первого края 112 обеспечивает плотность посадки.
В основном фильтрующий элемент 140 может быть установлен путем прессового соединения с боковой стенкой 110 корпуса 186 или канала. В варианте, показанном на фиг.24, сжимаемый уплотнительный элемент 192 зажат между боковой стенкой 110 и концевой частью 104 каркаса 190. После сжатия уплотнительный элемент 192 оказывает давление на боковую стенку 110 по мере того, как сжимаемый уплотнительный элемент 192 начинает расширяться во внешнюю сторону до своего исходного состояния, при этом образуется радиальное уплотнение 94 между концевой частью 104 и боковой стенкой 110.
С фильтрующим элементом 140 можно использовать различные корпуса. В варианте, показанном на фиг.24, корпус 186 включает в себя основной элемент или первое отделение 118 корпуса и съемную крышку или второе отделение 120 корпуса. В некоторых устройствах первое отделение 118 корпуса прикреплено к объекту, такому как грузовик. Второе отделение 120 корпуса является съемным и прикреплено к первому отделению 118 корпуса с помощью замкового устройства 122.
Как показано на фиг.24, второй торцовый срез 150 фильтрующего элемента 140, содержащий присоединенный каркас 190 и сжимаемый уплотнительный элемент 192, вставляется в первое отделение 118 корпуса. Фильтрующий элемент 140 соединен с первым отделением 118 корпуса в помощью прессового соединения таким образом, что сжимаемый уплотнительный элемент 192 зажат между концевой частью 104 каркаса 190 и боковой стенкой 110 первого отделения 118 корпуса, и при этом между ними образуется радиальное уплотнение 194.
При использовании устройства, показанного на фиг.24, текучая среда входит в узел корпуса 185 в зоне входного отверстия 124, расположенного во втором отделении 120 корпуса, в направлении стрелки 187. Поток проходит через фильтрующую конструкцию 146. При прохождении потока через фильтрующую конструкцию 146 из потока удаляются механические примеси. Поток выходит из узла корпуса 185 в зоне выходного отверстия 128 в направлении стрелки 188. Сжимаемый уплотнительный элемент 192 уплотнительной системы 144 образует радиальное уплотнение 194, которое не позволяет выходить из корпуса 185 потоку, не прошедшему через фильтрующую конструкцию 146.
На фиг.26 представлено объемное изображение другого варианта фильтрующего элемента 130. В указанной конструкции фильтрующий элемент 130 включает в себя фильтрующий материал 132 и уплотнительную систему 134. Фильтрующий материал 132 предназначен для улавливания механических примесей из текучей среды, такой как воздух, проходящий через фильтрующий материал 132. Уплотнительная система 134 предназначена для уплотнения фильтрующего материала 134 с корпусом или каналом.
Конструкция и конфигурация фильтрующего элемента 130, показанного на фиг.26-27, за исключением предпочтительных составов фильтрующего материала, указанных ниже, описаны в патенте США №6190432, который включен в данную заявку путем ссылки.
В некоторых предпочтительных вариантах фильтрующий материал 132 образует фильтрующую конструкцию 136, имеющую первый торцовый срез 138 и противоположный второй торцовый срез 140.
Фильтрующая конструкция 136 может иметь ряд конфигураций и форм поперечного сечения. В варианте, показанном на фиг.26, фильтрующая конструкция 136 имеет некруглое сечение. В частности, на фиг.26 показана фильтрующая конструкция 136 с округленной формой поперечного сечения или с формой типа "беговая дорожка". Характеристика сечения "беговая дорожка" означает, что контур сечения фильтрующей конструкции 136 имеет на концах два полуокружности 141, 142, соединенные двумя прямыми участками 143, 144.
На фиг.26 показан фрагмент 146 с гофрами, включая открытые и закрытые концы. Следует понимать, что этот фрагмент или секция 146 представляет целый торцовый срез 140 (а также первый торцовый срез 138). Для простоты и четкости описания на остальном фрагменте 149 торцового среза 140 гофры не показаны. Вид сверху и вид снизу, а также вид сбоку фильтрующего элемента 130, использованного в системах и устройствах, описанных в данной заявке, приведены в заявке на изобретение США №29/101193 "Фильтрующий элемент с уплотнительной системой", поданной 26 февраля 1999 года, относящейся к настоящему заявителю и находящейся в рассмотрении с настоящей заявкой, которая включена в данную заявку путем ссылки.
Аналогично представленному на фиг.22 варианту фильтрующий элемент 130 включает в себя уплотнительную систему 134. В предпочтительных конструкциях уплотнительная система 134 включает в себя каркас 148 и уплотнительный элемент 150.
Каркас 148 имеет некруглое сечение, например округлую форму, в частности форму "беговой дорожки", а также предназначен для соединения с концевой частью фильтрующего материала 132. В частности, каркас 148 включает в себя обод или юбку 151, которая в основном имеет форму "беговой дорожки". Юбка 151 проходит вниз на расстояние от поперечин 152 и используется для крепления каркаса 148 на фильтрующем элементе 130.
При использовании устройства к полуокружностям каркаса 148 приложены направленные внутрь силы. Эти силы, оказывая давление на полуокружности 141, 142, могут вызвать изгибание или искривление прямых участков 143,144. Поперечины 152 предназначены для обеспечения структурной жесткости и опоры для прямых участков 143, 144. Как показано на фиг.26, указанные поперечины 152 образуют решетку 154 между противоположными прямыми участками 143, 144. Решетка 154 из поперечин включает в себя несколько жестких поперечин 156, которые предпочтительно составляют единую структуру с остальными фрагментами каркаса 148.
Конструкция каркаса 148 аналогична конструкции каркаса 190. Каркас 148 включает в себя также концевую часть 158 (фиг.27). В предпочтительных устройствах концевая часть 158 является кольцевой опорой для уплотнения. В предпочтительных системах сжимаемый уплотнительный элемент 150 имеет структуру, аналогичную уплотнительному элементу 192, показанному на фиг.25.
Фильтрующий элемент 130 предпочтительно установлен в канале или корпусе воздухоочистителя. На фиг.27 указанный корпус представляет собой двухблочный корпус, включающий крышку 160 и основной блок 162. Крышка 160 имеет входное отверстие 164 для потока воздуха. Основной блок 162 имеет выходное отверстие 166 для потока воздуха. Кроме того, корпус включает в себя устройство для предварительной очистки 167, расположенное во входной части фильтрующего элемента 130, как описано в патентах США №2887177 и 4162906, включенных в данную заявку путем ссылки. В указанной системе устройство для предварительной очистки 167 расположено в крышке 160. Крышка 160 включает в себя эжектор пыли 168, который отбрасывает пыль и твердые частицы, собранные в устройстве для предварительной очистки 167.
Сжимаемый уплотнительный элемент 150 зажат между боковой стенкой 170 и концевой частью 158 каркаса 150. Так как фильтрующий элемент 130 установлен запрессованным (посажен с натягом), сжимаемый уплотнительный элемент 150 зажат между каркасом 148 (то есть в показанном варианте, между концевой частью 158) и боковой стенкой 170. После сжатия сжимаемый уплотнительный элемент 150 оказывает давление на боковую стенку 170, так как стремится расшириться наружу до своего исходного состояния, при этом образуется радиальное уплотнение 171 с боковой стенкой 170.
Предпочтительные составы фильтрующего материала 132 описаны ниже в разделе Н.
Другое устройство фильтра показано на фиг.28 и обозначено номером 174. За исключением предпочтительных составов фильтрующего материала, описанных в разделе Н ниже, устройство фильтра 174 описано в патенте США №5820646, включенном в данную заявку путем ссылки.
Устройство фильтра 174 включает в себя фильтрующую конструкцию 176, вмонтированную в панельную конструкцию 178, которая удерживает фильтрующую конструкцию. Устройство фильтра 174 включает в себя также корпус 180, который включает в себя основной блок 181 и съемный элемент крышки 182. Панельная конструкция 178, удерживающая фильтрующую конструкцию 176, имеет уплотнение с корпусом 180 и может быть снята и заменена.
Фильтрующая конструкция 176 включает в себя гофрированный фильтрующий материал 184, выполненный в соответствии с описанием, приведенным выше в отношении фиг.23.
Е. Типичные системы, воздухозаборник для газовых турбин
На фиг.29 показана система воздухозаборника газотурбинной установки, обозначенная номером 200. Поток воздух всасывается в систему воздухозаборника 200 по направлению стрелок 201. Система воздухозаборника 200 включает в себя группу фильтрующих устройств 202, в основном установленных на трубной решетке 203. В предпочтительных системах трубная решетка 203 предназначена для удерживания фильтрующих устройств 202 под углом относительно вертикальной оси. Предпочтительная величина угла составляет от 5° до 25°, например примерно 7°. Такая конструкция позволяет жидкости стекать из фильтрующих устройств 202 при неработающей установке 200.
Воздух очищается в фильтрующих устройствах 202, затем проходит по направлению стрелок 204 в газогенератор 205, где используется для выработки энергии.
На фиг.33 показан пример воздухозаборника для микротурбины, обозначенный номером 210. Микротурбины являются в целом уменьшенной версией газовых турбин, которые обычно используются в качестве резервных энергоузлов. В некоторых случаях размер таких микротурбин составляет примерно 24 на 18 дюймов (60 на 45 см), а выходная электрическая мощность обычно составляет от 30 кВт до 100 кВт. Расход воздуха в таких системах обычно составляет 1000 -10000 фут3мин (28-280 м3/мин).
На фиг.33 показано, что поток воздуха поступает в систему воздухозаборника 211 по направлению стрелок 212. Система воздухозаборника 211 включает в себя фильтрующее устройство 213. При прохождении воздуха через фильтрующее устройство 213 воздух очищается в фильтрующем устройстве 213, а затем поступает далее по направлению стрелок 214 в газовую турбину 215. Газовая турбина обычно приводит в движение электрогенератор, компрессор или насос. Как поясняется ниже, выполнение фильтрующего устройства с применение композиционного фильтрующего материала, состоящего из фильтровальной перегородки и по меньшей мере одного слоя, а в некоторых случаях - нескольких слоев тонкого волокна, может повысить характеристики (в частности, эффективность) фильтрующего устройства по сравнению с известными фильтрами, в которых такие композиционные фильтрующие материалы не используются.
F. Пример фильтрующих установок для систем газовых турбин
Пример фильтрующего устройства 202 для очистки воздуха, использованного в системе 200 или системе 210, показан на фиг.30-32. Не считая предпочтительных составов фильтрующих материалов, описанных в разделе Н, фильтрующее устройство 202 для очистки воздуха описано в заявке США на изобретение №09/437867, относящейся к настоящему заявителю, поданной 10 ноября 1999 года, которая включена в данную заявку путем ссылки. В основном фильтрующее устройство 202 для очистки воздуха включает в себя первый или первичный фильтрующий элемент 220 (фиг.30 и 32) и второй фильтрующий элемент 222 (фиг.31 и 32), который действует в качестве префильтра. Термин "префильтр" означает сепаратор, расположенный перед основным первичным фильтрующим элементом 220 и предназначенный для улавливания из газообразного потока частиц большого размера. Первичный фильтрующий элемент 220 и префильтр 222 предпочтительно закреплены во втулке 224, которая с возможностью снятия установлена в отверстии 226 трубной решетки 203. В основном, поток воздуха поступает в систему 200 и сначала проходит через префильтр 222, а затем через первичный фильтрующий элемент 220. После выхода из первичного фильтрующего элемента 220 воздух поступает в генератор 205.
В основном, элемент 220 включает в себя гофрированный или зетобразный фильтрующий материал 230, как показано при описании фиг.2 и 3. Следует понимать, что на фиг.30 выходной срез 228 представлен схематически. Только часть среза 228 изображена в виде гофров. Следует также понимать, что в типичных системах весь срез 228 является гофрированным.
Фильтрующий элемент 220 включает в себя первый торец 232 и противоположный, второй торец 234. В устройстве, показанном на фиг.30, первый торец 232 соответствует входному торцовому срезу 227, в то время как второй торец 234 соответствует выходному торцовому срезу 228. Прямой свободный поток позволяет газу входить в первый торец 232 и выходить из второго торца 232 таким образом, что направление потока воздуха в первом торце 232 идентично направлению потока воздуха, выходящего из второго торца 234. Прямое направление потока может снизить степень турбулентности в потоке газа.
В качестве фильтрующего материала 230 можно использовать полиэфирный синтетический материал, материал, изготовленный из целлюлозы или смеси этих типов материалов, снабженные покрытием из тонкого волокна.
Префильтр 222 представляет собой гофрированную конструкцию 236, включающую отдельные гофры 237. Гофры 237 расположены зигзагообразно. Элементы префильтра 222 в основном имеют круглое сечение.
Префильтр 222 выполнен по прямоточной схеме. Иными словами, воздух проходит через префильтр 222 напрямую, входя через входной торцовый срез 238 и выходя через противоположный выходной торцовый срез 239, причем направление потока, входящего во входной торцовый срез 238 идентично направлению потока, выходящего из выходного торцового среза 239.
В некоторых предпочтительных вариантах число гофров 237 составляет по меньшей мере 15, не более 80 и обычно от 30 до 50. Гофрированная конструкция 236 выполнена из фильтрующего материала 240, которому придана складчатая форма с гофрами 237, расположенными вокруг центральной части 241. В качестве типов фильтрующего материала 240 используют стекловолокно или в другом варианте - материал, полученный аэродинамическим способом. Специфические свойства используемых фильтрующих материалов 240 включают: уложенный сухим способом фильтрующий материал, изготовленный из полиэфирных волокон, которые хаотично ориентированы с образованием нетканого полотна с массой 2,7-3,3 унций/ярд3 (92-112 г/м3), свободную толщину (то есть толщину при сжатии под давлением 0,002 фунтов/кв.дюйм) 0,25-0,40 дюймов (6,4-10,2 мм) и воздухопроницаемость по крайней мере 400 футов/мин (122 м/мин).
Префильтр 222 в целом установлен во втулке 224 с возможностью снятия и замены. Втулка 224 описана более подробно ниже. В некоторых системах префильтр 222 закрепляют во втулке 224 путем сжатия или впрессовывания торцов фильтрующего материала 240 вдоль внутренней стенки втулки 224.
Предпочтительные фильтрующие устройства 202 изготовлены в соответствии с принципами, описанными в данной заявке, и включают в себя втулку 224, закрепленную по окружности на первичном фильтрующем элементе 220. В основном, втулка 224 предназначена для крепления первичного фильтрующего элемента 220 в системе 200. В предпочтительных вариантах втулки 224 также фиксируют префильтр 222 перед первичным элементом 220.
Как показано на фиг.30 и 31, поперечное сечение втулки 224 предпочтительно соответствует поперечному сечению элемента первичного фильтрующего элемента. Втулка 224 включает в себя стенку 244, которая имеет форму кольца 245. Втулка 224 предпочтительно ориентирована по длине первичного фильтрующего элемента 220 и имеет длину, равную по меньшей мере 30% от длины первичного фильтрующего элемента 220 в осевом направлении. В различных типичных устройствах длина втулки 224 составляет более 50% от длины первичного фильтрующего элемента 220 в осевом направлении. В большинстве же предпочтительных устройств длина втулки 224 равна по меньшей мере всей осевой длине (то есть составляет 100%) первичного фильтрующего элемента 220. Во многих типичных вариантах установок радиус втулки 224 составляет по меньшей мере 10 дюймов (25 см), обычно 15-30 дюймов и в некоторых случаях не более 50 дюймов (125 см).
Втулка 224 предпочтительно выполнена и установлена с уплотнительной системой, чтобы обеспечить крепление первичного фильтрующего элемента 220 на трубной решетке 203 и исключить прохождение потока воздуха в обход первичного элемента 220. Как показано на фигуре, втулка 224 включает в себя упорный фланец 246 уплотнительного элемента. Фланец 246 по меньшей мере частично, а во многих вариантах воплощения изобретения - полностью, окружает стенке 244 втулки 224. Фланец 246 уплотнительного элемента является опорой уплотнительного элемента 248, что позволяет обеспечить уплотнение 250 между фланцем 246 и трубной решеткой 203. Фланец 246 расположен радиально по отношению к стенке 244 втулки 224 и полностью прилегает к уплотнительному элементу 224. Фланец 246 расположен радиально по отношению к стенке 244 и на расстоянии, достаточном для опоры уплотнительного элемента 248.
Накладка или фиксирующий хомут 252 (фиг.30) расположен поверх соединения 254 для закрепления втулки 224 в собранном виде. Фиксирующий хомут 252 предпочтительно соединен с элементом втулки 224 постоянно, например, методом ультразвуковой сварки.
Рассмотрим фиг.32, на которой показано, что фланец 246 удерживает уплотнительный элемент 248 по осевой стороне 256. Уплотнительный элемент 248 в основном содержит круглую прокладку 258. Прокладка 258 предпочтительно закреплена на фланце 246 с помощью адгезива между прокладкой 258 и боковой стороной 256 фланца 246. Прокладка 258 расположена на фланце 246 таким образом, что прокладка 258 полностью прилегает к стенке 244 и первичному элементу 220.
Указанное устройство включает в себя также систему для закрепления втулки 224 на трубной решетке 203. В показанном варианте воплощения изобретения система крепления включает в себя множество зажимов или хомутов 260. Требуется достаточное число зажимов или хомутов 260 для образования надежного, прочного уплотнения 250 между фланцем 246 и трубной решеткой 203, если втулка в рабочем состоянии установлен в трубной решетке 203, например, как показано на иллюстрации, система включает в себя 4 зажима 260. На фиг.32 зажим 260 показан в поперечном сечении. Каждый зажим 260 включает в себя рычаг 261, выступ 262 и пластину 263. Пластина 263 включает в себя отверстие для установки зажима, такого как болт 264, для закрепления зажима 260 на трубной решетке 203. Выступ 262 предназначен для приложения давления на фланец 246 и для уплотнения уплотнительного элемента 248 к трубчатой решетке 203. Рычаг 261 предназначен для отдельного перемещения выступа 262 по направлению к трубной решетке 203 и от нее. В другом варианте воплощения изобретения зажимы 260 могут быть затянуты вручную, например с использованием барашковых гаек.
При эксплуатации в типичных условиях наблюдается общий перепад давления на фильтрующем устройстве 202, который составляет примерно 0,6-1,6 дюймов водяного столба (0,15-0,4 кПа), с учетом первичного фильтрующего элемента 220 и префильтра 222. Обычно перепад давления на одном префильтре 222 составляет примерно 0,2-0,6 дюймов водяного столба (0,05-0,15 кПа), а перепад давления на одном первичном элементе 220 составляет примерно 0,4-1 дюйм водяного столба (1,0-2,49 кПа).
Другой пример фильтрующего устройства 213 для очистки воздуха, используемого в системе 304 или системе 302, показан на фиг.34-36. За исключением составов фильтрующих материалов, которые описаны ниже в разделе Н, фильтрующее устройство для очистки воздуха описано в заявке на изобретение США №09/593257, поданной 13 июня 2000 года, относящейся к настоящему заявителю и включенной в данную заявку путем ссылки.
На фиг.35 показано фильтрующее устройство 213 в разобранном виде, а на фиг.14, устройство 213 показано в собранном виде для использования. В основном, фильтрующее устройство 213 включает в себя влагоотделитель 270, фильтрующий элемент 272 и корпус фильтра 274. В собранном виде корпус фильтра 274 обычно закреплен на трубной решетке 276. Корпус фильтра 274 предпочтительно закреплен на трубной решетке 276 посредством сварки или болтового соединения.
Эксплуатационная створка 278 обеспечивает доступ к фильтрующему устройству 213 в собранном виде и открывает/закрывает систему 302 для поступления воздуха. В основном, створка 278 сконструирована в соответствии с конкретным корпусом системы, такой как система 302 на фиг.33, установлена в корпусе и обеспечивает доступ к фильтрующему устройству 213 в собранном виде. Створка 278 обеспечивает также поступление воздуха в систему 210, фиг.33.
Створка 278 предпочтительно включает в себя устройство 280 для направления потока воздуха. В основном, устройство 280 для направления потока воздуха направляет поток воздуха в устройство фильтра 213 в конкретном направлении, чтобы снизить сопротивление вдоль системы 302. Устройство 280 для направления потока воздуха способствует также снижению уровня шума. В варианте воплощения изобретения, показанном на фиг.34, устройство для направления потока воздуха представлено в виде множества элементов жалюзи 282. Жалюзи 282 обеспечивают также защиту системы 210 от попадания крупных объектов и влаги в систему 302, фиг.33. Кроме того, жалюзи 282 способствуют также снижению шума.
Влага, содержащаяся в поступающем потоке воздуха, может разрушить фильтрующий элемент 272 и из-за коррозии привести к разрушению внутренних механизмов системы 302. В связи с этим фильтрующее устройство включает в себя влагоотделитель 270. В основном, влагоотделитель 270 отделяет и собирает влагу из поступающего потока воздуха перед тем, как он достигает фильтрующего элемента 272. В одном из вариантов воплощения изобретения влагоотделитель 270 включает в себя множество плоских сит, например проволочных сеток.
В основном, фильтрующий элемент 272 удаляет механические примеси из поступающего потока воздуха 212, фиг.33 до того, как он поступает во внутренние механизмы системы 302. Фильтрующий элемент 272 предпочтительно сконструирован таким образом, что поток напрямую проходит через фильтрующий элемент 272, причем поток входит во входной срез 284 и выходит через противоположный выходной срез 285, при этом направление потока воздуха, входящего через входной срез 284, идентично направлению потока воздуха, выходящего через выходной срез 285.
Фильтрующий элемент 272 включает в себя фильтрующую структуру 286, содержащую гофрированный фильтрующий материал 288, скрученный в цилиндр, как описано при обсуждении фиг.22 и 23. Фильтрующий материал 288 может быть получен из полиэфирного синтетического материала, из целлюлозы или смесей указанных типов материалов и имеет тонковолоконное покрытие или слой. Предпочтительные фильтрующие материалы представлены ниже в разделе Н.
Указанный фильтрующий элемент 272 включает в себя тяговый механизм 290. Тяговый механизм 290 предназначен для того, чтобы пользователь мог легко вынуть фильтрующий элемент 272 из корпуса фильтра 274. Как показано на фигуре, тяговый механизм 290 включает в себя ручку 292 и стопорный механизм 294 (фиг.34). Обычно ручкой 292 является стержневая рукоятка 296 с утолщением на конце. Стопорный механизм 294, показанный на фиг.34, включает в себя болт 298, прикрепленный к рукоятке 296, и гайку 299, расположенную с другой стороны болта. В другом варианте тяговый механизм и центральная часть фильтрующего материала составляют единый узел.
В основном, корпус фильтра 274 предназначен для размещения и фиксации фильтрующего элемента 272 и для уплотнения посадки фильтрующего элемента 272. Корпус фильтра 274, показанный на фиг.36, включает в себя переходный участок 302, расположенный под углом к внешней стенке 304, который составляет по крайней мере 10°, предпочтительно от 10 до 210° и наиболее предпочтительно примерно 15°. Переходный фрагмент 302 обеспечивает уплотнение фильтрующего элемента 272, как более подробно описано ниже.
Корпус фильтра 274 включает в себя крепежный фланец 306. Крепежный фланец 306 фиксирует корпус фильтра 274 на трубной решетке 276 с помощью крепежного устройства (например, болтов). Корпус 274 включает в себя также стопорное устройство 308. Стопорное устройство 308 обеспечивает уплотнение фильтрующего элемента 272 с корпусом 274, чтобы предотвратить слишком глубокое продвижение фильтрующего элемента 272 в корпус 274. Стопорное устройство 308 обеспечивает также надежное уплотнение между фильтрующим элементом 272 и корпусом 274.
Стопорное устройство 308 включает в себя ограничитель 310. Ограничитель 310 предпочтительно отступает от внешней стенки 304 на достаточное расстояние, что исключает проскальзывание фильтрующего элемента 272 мимо ограничителя 310. В процессе использования фильтрующий элемент 272 удерживается на верхней поверхности 311 ограничителя 310.
Фильтрующий элемент включает в себя также уплотнительную прокладку 312, которая обеспечивает уплотнение фильтрующего элемента 272 с корпусом фильтра 274, что исключает прохождение воздуха в систему 302 между фильтрующим элементом 272 и корпусом фильтра 274 и предотвращает прохождение воздуха в обход фильтрующего элемента 272. При этом поток воздуха практически полностью проходит через фильтрующий элемент 272. Как показано на фигуре, уплотнительная прокладка 312 расположена по окружности верхней кромки фильтрующего элемента 272. В одном варианте воплощения изобретения уплотнительная прокладка 312 содержит пеноматериал с закрытыми порами, причем прокладка может включать и другой подходящий материал.
В процессе использования уплотнительная прокладка 312 уплотняет соединение 314 между фильтрующим элементом 272 и корпусом фильтра 274. При установке фильтрующего элемента 272 его вставляют в корпус 274 до упора его концевой части 315 в ограничитель 310. В это время уплотнительная прокладка 312 сжимается в переходном участке 302 между фильтрующим элементом 272 и корпусом 274, при этом происходит уплотнение соединения 314.
В процессе сборки корпус фильтра 274 плавно продвигают в трубную решетку 276 до упора крепежного фланца 306 корпуса фильтра 274 в трубную решетку 276. Затем фильтрующий элемент 272 устанавливают в корпус фильтра 274. Фильтрующий элемент 272 плавно продвигают в корпус фильтра 274 до упора концевой части 315 фильтрующего элемента 272 в ограничитель 310. Уплотнительная прокладка 312 частично сжимается и фильтрующий элемент 272 прочно удерживается в корпусе фильтра 274.
В процессе эксплуатации фильтрующее устройство 213 используют следующим образом: воздух, поступающий в систему 302, проходит по направлению стрелок 212 в систему воздухозаборника 211. Воздух проходит через фильтрующий элемент 272, при этом поступает на входной срез 284, проходит через гофрированный материал 288 и выходит через выходной срез 285. Затем воздух поступает в турбину или генератор 215.
G. Типичные системы, воздухозаборник топливного элемента
Воздухозаборник топливного элемента показан схематично на фиг.35 и обозначен номером 330. Как показано на фиг.37, атмосферный воздух или воздух из окружающей среды 331 поступает в фильтрующее устройство 332 через входное отверстие 333. До поступления в фильтрующее устройство 332 неочищенный атмосферный воздух 331 содержит различные физические (например, твердые частицы) и химические примеси. Фильтрующее устройство 332 предназначено для улавливания различных примесей из неочищенного воздуха, после чего очищенный воздух 334 выходит из фильтрующего устройства 332. Очищенный воздух 334 поступает в воздухозаборник топливного элемента 335 и используется для производства энергии.
Как показано на фиг.37, атмосферный воздух 331 поступает в фильтрующее устройство 332 в виде неочищенного воздуха через входное отверстие 333 в корпусе 336 и проходит через зону 337 для неочищенного воздуха фильтрующего элемента 338. По мере того как воздух проходит через фильтрующий элемент 338 в зону 339 для очищенного воздуха, примеси улавливаются фильтрующим элементом 338, из которого выходит очищенный воздух 334. Очищенный воздух 334 выходит из фильтрующего устройства 332 через выходное отверстие 340 в корпусе 336 и используется в оборудовании 341.
Фильтрующее устройство 332, как вариант, может также включать в себя шумоглушитель 342, снижающий уровень шума, исходящего из оборудования 341. Шумоглушитель 342 может быть расположен в корпусе 336, а в некоторых вариантах воплощения изобретения шумоглушитель 342 расположен в корпусе 336.
Оборудование 341 включает в себя компрессор 343, который нагнетает воздух в топливный элемент 335 для использования в каталитической реакции. Компрессор 343 создает шумы, обычно в диапазоне от 3 Гц до 30000 Гц, иногда более 50000 Гц, на уровне от 85 до 110 дБ на расстоянии 1 м. Шумоглушитель 342 снижает уровень шума, который наблюдается в зоне компрессора 343, по меньшей мере на 3 дБ, обычно по меньшей мере на 6 дБ и предпочтительно по меньшей мере на 25 дБ.
Топливный элемент 335 потребляет водородное топливо 345, при этом образуются побочные продукты вода и диоксид углерода 346, и происходит выработка электроэнергии 347. В основном, топливные элементы включают два электрода (анод и катод), между которыми расположен электролит. Топливо, содержащее водород, поступает к аноду, где из водорода высвобождаются свободные электроны и образуются положительно заряженные ионы. Электроны проходят через внешнюю цепь, в которой ионы диффундируют через электролит. На катоде электроны связываются с ионами водорода и кислородом с образованием побочных продуктов воды и оксида углерода. Традиционным источником кислорода является воздух. Часто для ускорения катодной реакции используют катализатор. Примеры катализаторов, которые часто используются в реакции в топливном элементе, включают никель, платину, палладий, кобальт, цезий, неодимий и другие редкоземельные металлы. Реагентами в топливном элементе являются водородное топливо и окислитель.
Типовые "низкотемпературные топливные элементы" работают при температуре обычно примерно от 70 до 100°С, иногда более 200°С. Высокотемпературные топливные элементы обычно не чувствительны к химическим примесям из-за их более высокой рабочей температуры. Однако высокотемпературные топливные элементы чувствительны к механическим примесям и некоторым формам химических примесей, таким образом, для таких высокотемпературных топливных элементов существует необходимость в использовании фильтрующих элементов, описанных в данной заявке. Одним из низкотемпературных топливных элементов обычно является элемент типа "РЕМ", называемый так в связи с использованием в нем протонообменной мембраны (proton exchange membrane). Примеры различных других типов топливных элементов, которые могут быть использованы в комбинации с фильтрующими элементами по настоящему изобретению, описаны, например, в патентах США №6110611, 6117579, 6103415 и 6083637, описания которых включены в данную заявку путем ссылки. Ряд топливных элементов производится различными фирмами:, например, Ballard Power Systems, Inc., Ванкувер, Канада; International Fuel Cells, Коннектикут; Proton Energy Systems, Inc. Роки Хилл, Коннектикут; American Fuel Cell Corp., Массачусетс; Siemens AG, Эрланген, Германия; Energy Partners, L.C., Флорида; General Motors, Детройт, Мичиган, и Toyota Motor Corporation, Япония.
Фильтрующие элементы, описанные ниже, удаляют примеси из атмосферного воздуха перед его использованием для эксплуатации топливных элементов. Как поясняется ниже, выполнение фильтра с применением композиционного материала, состоящего из фильтровальной перегородки и по меньшей мере одного слоя, а в некоторых случаях - нескольких слоев тонковолоконного материала, может повысить эффективность (в частности, рабочую эффективность очистки) фильтра. Использование тонкого волокна в фильтрующих конструкциях является предпочтительным для повышения эффективности фильтра для большинства вариантов конфигурации и свойств окружающей среды. В определенных жестких условиях при температуре фильтра выше 120°F (48,9°C), которые включают как низкотемпературные, так и высокотемпературные топливные элементы, тонкие волокна обычно устойчивы и обеспечивают фильтрацию с долговременным ресурсом.
Н. Пример выполнения фильтрующего устройства для топливных элементов
На фиг.38 представлено фильтрующее устройство 350, используемое в системе, показанной на фиг.37. Фильтрующее устройство 350 включает в себя корпус 352, в котором имеется входное отверстие 354 и выходное отверстие 356. Неочищенный воздух поступает в фильтрующее устройство 350 через входное отверстие 354, а очищенный воздух выходит через выходное отверстие 356.
В корпусе 352 расположены фильтрующий элемент 358 и шумоглушитель 360. Шумоглушитель 360 включает в себя первый резонатор 361 и второй резонатор 362. Конфигурация первого резонатора 361 обеспечивает подавление шума с максимумом примерно 900 Гц, а конфигурация второго резонатора 362 обеспечивает подавление шума с максимумом примерно 550 Гц.
Фильтрующий элемент 358, показанный на фиг.38, в основном, выполнен аналогично фильтрующему элементу 40 (фиг.22). Такой элемент включает в себя фильтрующую конструкцию 364 из гофрированного фильтрующего материала 366 (как описано при обсуждении фиг.3), в котором фильтрующий материал 366 свернут и установлен в фильтрующий элемент 358.
Когда фильтрующий элемент 358 используют в корпусе 352 проточного типа, воздух поступает через входное отверстие 354 корпуса 352 в одном направлении, входит в фильтрующий элемент 358 через первый торцовый срез 368 в том же направлении, выходит из фильтрующего элемента 358 в том же направлении из второго торцового среза 370 и выходит из корпуса 352 через выходное отверстие 356 в том же направлении.
Радиальное уплотнение 372, аналогично варианту воплощения изобретения, представленному на фиг.22 и 24, образуется при сжатии уплотнительной прокладки 374 между каркасом 376 и внутренней уплотнительной поверхностью 378 корпуса.
Фильтрующее устройство 350 предпочтительно включает в себя также элемент, предназначенный для улавливания примесей из атмосферного воздуха с помощью адсорбции или поглощения. Термины "адсорбировать", "адсорбция", "адсорбент" и т.п., использованные в данной заявке, означают механизм поглощения или адсорбции.
Элемент для улавливания химических примесей обычно включает в себя физически адсорбированный или химически адсорбированный адсорбент, такой как, например, влагопоглотители (то есть материалы, адсорбирующие или поглощающие воду и водяные пары) или материалы, которые адсорбируют или поглощают летучие органические соединения и/или кислотные газы и основные газы. Термин "материал адсорбента", "адсорбционный материал", "поглощающий материал", "материал поглотителя" и различные их варианты означают любой материал, который удаляет химические примеси по механизму поглощения или адсорбции. Подходящие адсорбционные материалы включают в себя, например, активированный уголь, активированное углеродное волокно, импрегнированный уголь, активированный оксид алюминия, молекулярные сита, ионообменные смолы, ионообменные волокна, силикагель, оксид алюминия и кремнезем. Любые из этих материалов могут быть смешаны, покрыты или пропитаны такими материалами, как перманганат калия, карбонат кальция, карбонат калия, карбонат натрия, сульфат кальция, лимонная кислота или их смеси. В некоторых вариантах воплощения изобретения адсорбционный материал может быть смешан со вторым материалом или пропитан (импрегнирован) им.
Адсорбционный материал обычно включает в себя твердые частицы или гранулированный материал и может быть получен в виде гранул, шариков, волокон, тонкоизмельченных порошков, наноструктур, нанотрубок, аэрогелей или может присутствовать в виде покрытия на основном материале, таком как керамические шарики, монолитные структуры, бумажный материал или металлическая поверхность. Обычно адсорбционные материалы, в частности, в виде частиц или гранул выпускают в виде слоя материала.
В другом варианте адсорбционный материал может быть получен в виде монолитной или единой матрицы, такой как таблетка, гранула, шарик, или гофрированная или сотовая структура, которой по выбору можно придать другую форму. По меньшей мере в некоторых случаях адсорбционной материал в основном сохраняет свою форму в течение нормального или предполагаемого ресурса узла фильтра. Адсорбционному материалу можно придать форму при смешивании сыпучего материала твердых частиц с твердым или жидким связующим, при этом получают несыпучую форму изделия. Форму адсорбционному материалу можно придать с помощью, например, процессов формования, прессования или экструзии. Формы для адсорбционных изделий описаны, например, в патентах США №5189092 (Koslow) и 5331037 (Koslow), которые включены в данную заявку путем ссылки.
Связующее, использованное для получения изделий определенной формы, может быть сухим, то есть в порошкообразной и/или гранулированной форме, или связующее может быть в жидкой, сольватированной или диспергированной форме. Некоторые связующие, такие как отверждаемые во влажных условиях уретаны и материалы, называемые обычно "термоклеями", могут быть нанесены непосредственно на адсорбционный материал в процессе распыления. В некоторых вариантах воплощения изобретения используют временно жидкое связующее, включая растворитель или диспергирующий агент, которые могут быть удалены в процессе формования. Подходящие связующие включают, например, латекс, микрокристаллическую целлюлозу, поливиниловый спирт, сополимер этилена и винилацетата, крахмал, карбоксиметилцеллюлозу, поливинилпирролидон, дигидрофосфат кальция и силикат натрия. Композиция материала для получения изделия определенной формы предпочтительно включает в себя по меньшей мере примерно 70 мас.% и обычно не более примерно 98 мас.% адсорбционного материала. В некоторых примерах адсорбент определенной формы включает в себя от 85 до 95%, предпочтительно примерно 90 мас.% адсорбционного материала. Адсорбент определенной формы обычно включает в себя примерно не менее 2 мас.% связующего и примерно не более 30 мас.% связующего.
В другом варианте подходящим адсорбционным материалом, использованным для химического улавливания примесей, является адсорбционный материал, включающий носитель. Например, может быть использовано сито или холст для удерживания адсорбционного материала и связующего. В качестве сита или холста могут быть использованы полиэфир и другие подходящие материалы. Обычно содержание любого носителя составляет не более примерно 50% в расчете на массу адсорбционного материала и часто примерно от 20 до 40% в расчете на массу адсорбционного материала. Содержание связующего в адсорбционном изделии с определенной формой, содержащем носитель, обычно составляет примерно от 10 до 50% в расчете на общую массу адсорбента, а содержание адсорбционного материала обычно изменяется в диапазоне примерно от 20 до 60% в расчете на общую массу адсорбента.
Адсорбент для химического улавливания примесей может включать сильно основные материалы для улавливания кислотных примесей из воздуха, или сильно кислотные материалы для улавливания основных примесей из воздуха, или могут быть использованы оба типа материалов. Основные материалы и кислотные материалы предпочтительно могут быть отделены друг от друга, чтобы не происходила нейтрализация друг другом. В некоторых вариантах воплощения изобретения сам адсорбционный материал может быть сильно кислотным или сильно основным материалом. Примеры таких материалов включают материалы, такие как полимерные частицы, активированный уголь, цеолиты, глины, силикагели и оксиды металлов. В другом варианте воплощения изобретения сильно кислотные и сильно основные материалы могут быть получены в виде поверхностных покрытий на носителях, таких как гранулированный материал, шарики, волокна, тонко измельченные порошки, нанотрубки и аэрогели. В другом варианте или кроме того кислотные и основные материалы, которые образуют кислотные и основные поверхности, могут присутствовать по крайней мере в части носителя, который может быть получен, например, путем покрытия или импрегнирования материала носителя кислотным или основным материалом.
Основный и кислотный материалы могут оба присутствовать в части фильтрующего элемента, предназначенного для химического улавливания примесей, Однако оба типа материала предпочтительно должны быть отделены друг от друга в пространстве таким образом, чтобы они не взаимодействовали друг с другом и не происходило нейтрализации друг другом. В некоторых вариантах воплощения изобретения основный материал, кислотный материал или оба материала могут быть отделены от адсорбционного материала, такого как активированный уголь.
Примеры кислотных соединений, которые обычно присутствуют в атмосферном воздухе и которые рассматриваются как примеси для топливных элементов, включают оксиды серы, оксиды азота, сероводород, хлористый водород и летучие органические кислоты и нелетучие органические кислоты. Примеры основных соединений, которые обычно присутствуют в атмосферном воздухе и которые рассматриваются как примеси для топливных элементов, включают аммиак, амины, амиды, гидроксид натрия, гидроксид лития, гидроксид калия, летучие органические основания и нелетучие органические основания.
В случае топливных элементов типа РЕМ катодная реакция происходит в кислотных условиях, и поэтому является нежелательным присутствие основных примесей. Примером предпочтительного материала для улавливания основных примесей, таких как аммиак, является слой гранул активированного угля, импрегнированного лимонной кислотой.
Второй пример узла фильтра, использованного в системе на фиг.37, показан в виде схемы узла фильтра 380 в поперечном сечении на фиг.39. Узел фильтра 380 включает в себя корпус 382, который имеет входное отверстие 384 и выходное отверстие 386. Неочищенный воздух поступает в узел фильтра 380 через входное отверстие 384, а очищенный воздух выходит через выходное отверстие 386. Шумоглушитель 388 включает в себя резонатор 390. Фильтрующий элемент 391 установлен в корпусе 382 и имеет конструкцию, аналогичную фильтрующему элементу 358.
Узел фильтра 380 включает в себя также адсорбирующий элемент 392. Адсорбирующий элемент 392 включает в себя загрузку угля 393 цилиндрической формы, расположенную между торцовыми поверхностями 394, 395. Как показано на фигуре, масса угля 393 представляет собой полое цилиндрическое пространство 397 активированного угля, зафиксированного термопластичным связующим. Уголь 393 может быть получен, например, согласно способам, описанным в патентах США №5189092 (Koslow) и 5331037 (Koslow). На первой торцовой поверхности 394 расположена уплотнительная система 396, а на второй торцовой поверхности 395 расположена крышка 398.
Уплотнительная система 396 обеспечивает воздухонепроницаемое уплотнение между адсорбирующим элементом 392 и перегородкой 401. Уплотнительная система 396 предназначена для уплотнения адсорбирующего элемента 392 к перегородке 401 и в нормальных условиях препятствует похождению воздуха через зону между адсорбирующим элементом 392 и боковой стенкой корпуса 382. Уплотнительная система 396 предотвращает прохождение потока воздуха в обход слоя угля 393 адсорбирующего элемента 392. Уплотнительная система 396 обычно изготовлена из гибкого сжимаемого материала, такого как полиуретан.
Крышка 398 отклоняет воздух, выходящий из фильтрующего элемента 358, таким образом, чтобы он входил в адсорбирующий элемент 392 и проходил через уголь 393, а не проходил вдоль цилиндрического элемента с углем 393. Воздух, выходящий из фильтрующего элемента 391, сталкивается с открытой поверхностью 402 крышки 398 и изменяет прямое направление на направление с радиальным компонентом. Крышка 398 включает в себя отверстия 404, через которые воздух проходит через крышку 398 и достигает слоя угля 393. Кроме управления потоком воздуха, крышка 398 обеспечивает соединение адсорбирующего элемента 392 с фильтрующим элементом 391.
Адсорбирующий элемент 392 предназначен для химического улавливания примесей и используется также в качестве детали элемента для шумоподавления 388. Другие устройства адсорбирующих элементов и адсорбционных материалов также могут также быть предназначены для химического улавливания примесей и шумоподавления.
I. Предпочтительная конструкция фильтрующих материалов для описанных выше фильтрующих элементов
Структура тонковолоконного фильтрующего материала является двухслойной или многослойной, при этом фильтр содержит один или несколько слоев тонкого волокна, соединенных с одним или несколькими синтетическими, целлюлозными или смешанными полотнами или подложками, или разделенных ими. Другим предпочтительным подходом является включение тонкого волокна в матрицу или смесь из других волокон.
Важные характеристики волокнистых и микроволоконных слоев в структуре фильтрующего материала связаны с термостойкостью, влагостойкостью и стойкостью к действию растворителей, особенно когда микроволокно работает в условиях повышенной влажности и контактирует с растворителями при повышенных температурах. Кроме того, второе важное качество предложенных материалов связано со склеиваемостью материала с подложкой. Липкость микроволоконного слоя является важной характеристикой фильтрующего материала, позволяющей избегать отслоения слоя микроволокна от подложки при изготовлении материала, изготавливать из подложки с уложенным на нее слоем микроволокна складчатые, свернутые в рулон или другие фильтрующие элементы без существенного расслоения. Установлено, что в процессе производства материала стадия нагрева, во время которой температуру поднимают примерно до уровня температуры плавления одного из полимерных материалов или до температуры, близкой к температуре плавления, но чуть ниже нее, и обычно - до температуры, меньшей низшей температуры плавления полимеров, существенно повышает склеиваемость волокон друг с другом и с подложкой. При температуре плавления или более высокой температуре тонкое волокно может потерять свою волокнистую структуру. Также очень важно контролировать скорость нагревания. Если волокно долгое время находится при температуре его кристаллизации, оно также может потерять свою волокнистую структуру. Бережная термообработка также улучшила свойства полимера, что обусловлено формированием внешних слоев добавок, которые мигрируют на поверхность волокна, выводя наружу гидрофобные и олеофобные группы.
Критерием эффективности является выполнение условия, что материал должен без повреждения выдерживать различные рабочие температуры волокон или фильтров, т.е. 140°F (60°C), 160°F (71°С), 270°F (132°C), 300°F (149°С) в течение 1-3 часов, в зависимости от варианта применения, с сохранением эффективности фильтра на уровне 30%, 50%, 80% или 90%. Другим критерием эффективности является выполнение условия, что материал должен без повреждения выдерживать различные рабочие температуры, т.е. 140°F (60°C), 160°F (71°C), 270°F (132°C), 300°F (149°C) в течение 1-3 часов, в зависимости от варианта применения, с сохранением 30%, 50%, 80% или 90% работоспособного волокна в слое фильтра, в зависимости от варианта применения. Часто, пока фильтруемый воздух проходит через фильтр с нормальной скоростью, температура волокна остается примерно на уровне температуры окружающего воздуха. В то же время, волокна или фильтр могут испытывать воздействие повышенных температур в случае повышения гидравлического сопротивления фильтра, высокой температуры окружающего воздуха, когда оборудование работает ненормально или остается нагретым после прекращения фильтрации. Сохранение работоспособности при таких температурах имеет большое значение при низкой влажности, высокой влажности и в водонасыщенном воздухе. Предложенное микроволокно и фильтрующий материал считаются влагоустойчивыми, когда материал выдерживает испытание погружением при температуре, превышающей 160°F (71°С), при этом сохраняя эффективность в течение примерно более 5 минут. Аналогичным образом, предложенный микроволоконный или фильтрующий материал обладает стойкостью к растворителям, если он выдерживает контакт с таким растворителем как этанол, углеводород, гидравлическая жидкость или ароматический растворитель, при температуре 70°F (21°С) в течение примерно более 5 минут с сохранением эффективности на уровне 50%.
Предложенные тонковолоконные материалы могут применяться для выполнения разнообразных функций, связанных с фильтрацией, в том числе в пылеулавливающих фильтрах с обратной продувкой импульсами сжатого воздуха и без таковой, в воздухоприемных системах двигателей и газовых турбин, в воздухоприемных системах высокомощных двигателей, в воздухоприемных системах двигателей легких транспортных средств, в зетобразные фильтры, в системах кондиционирования воздуха кабин и салонов транспортных средств, в системах кондиционирования воздуха салонов внедорожных транспортных средств, в системах охлаждения компьютерных дисковых приводов, в системах извлечения тонеров фотокопировальных аппаратов, в фильтрах систем отопления, вентиляции и кондиционирования воздуха деловых и жилых зданий. Широко используемой формой листовых фильтрующих перегородок являются бумажные фильтрующие элементы. В основном, бумажные элементы включают в себя плотные плоские фильтры из целлюлозы, синтетических или других волокон, ориентированных перпендикулярно потоку газа, содержащего твердые частицы. В основном, бумага предназначена для пропускания газового потока и имеет поры достаточно малого размера и соответствующую пористость, чтобы исключить прохождение твердых частиц с размером больше определенной величины. Когда газы (текучая среда) проходят через фильтровальную бумагу, верхняя сторона фильтровальной бумаги задерживает и удаляет твердые частицы определенного размера из газового потока (текучей среды) благодаря диффузии и создания препятствия. Твердые частицы собираются в виде осаждения пыли на верхней стороне фильтровальной бумаги. Через некоторое время осаждение пыли также начинает действовать в качестве фильтра, что повышает эффективность очистки. Это явление иногда называют "созреванием", то есть увеличением эффективности очистки по сравнению с начальной эффективностью.
Простая фильтрующая конструкция, описанная выше, вызывает по крайней мере два типа проблем. Во-первых, относительно простой дефект, то есть разрыв бумаги, приводит к повреждению всей системы. Во-вторых, твердые частицы быстро скапливаются на верхней поверхности и образуют тонкое осаждение или слой пыли, который увеличивает перепад давления. Для увеличения "ресурса" систем фильтров типа фильтровальных перегородок, таких как бумажные фильтры, используют множество методов. Одним из способов является создание материала в виде гофрированной конструкции, таким образом площадь фильтрующей поверхности, на которую подается поток газообразной текучей среды, увеличивается по сравнению с плоской негофрированной конструкцией. Несмотря на увеличение ресурса такого фильтра, их использование является все еще ограниченным. По этой причине фильтрующие материалы типа фильтровальных перегородок, в частности, используют в тех случаях, когда требуются относительно низкие скорости фильтрования через фильтрующий материал, в основном, примерно не более 20-30 футов в мин (0,1-0,15 м/с) и обычно порядка примерно 10 футов в мин (0,05 м/с) или менее. Термин "скорость" означает в данном контексте среднюю скорость через фильтрующий материал (то есть объемный расход через единицу площади).
В основном, в то время как скорость потока воздуха через гофрированный бумажный фильтрующий материал увеличивается, ресурс фильтра снижается пропорционально квадрату скорости. Таким образом, если используют систему фильтра из гофрированной бумаги типа фильтровальной перегородки в качестве фильтра для удаления твердых частиц для системы, которая требует значительных потоков воздуха, то требуются относительно большие поверхности фильтрации. Например, размеры типичного цилиндрического фильтровального элемента из гофрированной бумаги для магистрального дизельного грузовика составляют примерно 9-15 дюймов в диаметре, примерно 12-24 дюйма по длине, и глубина гофров (складок) составляет примерно 1-2 дюйма. Таким образом, поверхность фильтрации материала (одна сторона) обычно составляет 30-300 кв.футов.
Во многих областях применения, в частности, в случае относительно высоких расходов фильтруемой среды используют фильтрующие материалы другого типа, которые иногда называют "объемными" фильтрующими материалами. Типичные объемные фильтрующие материалы включают относительно толстый слой волоконного материала. Объемные фильтрующие материалы обычно характеризуют их пористостью, плотностью или процентным содержанием твердых веществ. Например, фильтрующие материалы, содержащие 2-3% твердых веществ, представляют собой волоконное полотно из объемного фильтрующего материала, сконструированное таким образом, что примерно 2-3% общего объема составляют волоконные материалы (твердые вещества), остальное пространство занимает воздух или газ.
Другим параметром, используемым для определения объемных фильтрующих материалов, является диаметр волокна. Если процентное содержание твердых веществ остается постоянным, то диаметр (размер) волокон уменьшается, размер пор или межволоконное пространство уменьшается, то есть фильтр становится более эффективным и более эффективно задерживает твердые частицы малого размера.
Типичный распространенный фильтр из объемного фильтрующего материала представляет собой материал с относительно постоянной (или равномерной) плотностью, то есть систему, в которой содержание твердых веществ в объемном фильтрующем материале остается в значительной степени постоянным вдоль толщины материала. Термин "в значительной степени постоянное содержание", использованный в данной заявке, означает, что в объемном фильтрующем материале наблюдаются только относительно незначительные отклонения от плотности, если они существуют, вдоль толщины материала. Такие отклонения, например, могут происходить в результате незначительного сжатия внешней рабочей поверхности контейнером, в котором расположен фильтрующий материал.
Разработаны устройства из объемных фильтрующих материалов с градиентной плотностью. Некоторые такие устройства описаны, например, в патентах США №4082476, 5238474 и 5364456. В основном, устройство из объемных фильтрующих материалов предназначено для "поглощения" твердых частиц в значительной степени в объеме или глубине фильтрующего материала. Таким образом, такие устройства предназначены для поглощения большого количества твердых частиц по сравнению с системами типа фильтровальной перегородки, когда исчерпан весь ресурс фильтра. Однако в таких системах приходится жертвовать эффективностью очистки, так как для значительного поглощения требуется материал с относительно низкой плотностью. Системы с градиентной плотностью, аналогичные системам, описанным в вышеуказанных патентах, обеспечивают эффективность и долговременный ресурс. В некоторых примерах, в таких устройств материалы типа фильтровальной перегородки используют для окончательной очистки.
Фильтрующая конструкция по настоящему изобретению включает первый проницаемый слой из грубых волокон или подложку, содержащую первую поверхность. К первой поверхности первого слоя проницаемого материала из грубых волокон прикреплен первый слой тонковолоконного фильтрующего материала. Первый слой проницаемого материала из грубых волокон предпочтительно включает волокна со средним диаметром по крайней мере 10 мкм, обычно и предпочтительно примерно от 12 (или 14) до 30 мкм. Первый слой проницаемого материала из грубых волокон предпочтительно включает также материал с поверхностной плотностью не более примерно 200 г/м2, предпочтительно примерно от 0,50 до 150 г/м2 и наиболее предпочтительно по меньшей мере 8 г/м2. Толщина первого слоя проницаемого материала из грубых волокон предпочтительно составляет по крайней мере 0,0005 дюймов (12 мкм), обычно от 0,0006 до 0,02 дюймов (от 15 до 500 мкм) и более предпочтительно примерно от 0,001 до 0,030 дюймов (от 25 до 800 мкм).
В предпочтительных устройствах первый слой проницаемого материала из грубых волокон включает материал, который при отделении от остальной конструкции в ходе испытаний на воздухопроницаемость по Фразиеру (Frazier) проявляет воздухопроницаемость, равную по меньшей мере 1 м/мин, и обычно и предпочтительно примерно 2-900 м/мин. Термин "эффективность", использованный в данной заявке, если не указано особо, означает эффективность, измеренную согласно методике ASTM-1215-89 с использованием сферических монодисперсных полистирольных частиц размером 0,78 мкм при расходе 20 футов/мин (6,1 м/мин), как описано в данной заявке.
Слой тонковолоконного материала предпочтительно прикреплен к первой поверхности проницаемого материала из грубых волокон и представляет собой слой нано- и микроволоконного материала, причем средний диаметр волокон составляет не более 2 мкм, в основном и предпочтительно не более примерно 1 мкм и обычно и предпочтительно менее 0,5 мкм в диапазоне примерно от 0,05 до 0,5 мкм. Первый слой тонковолоконного материала предпочтительно прикреплен к первой поверхности первого слоя проницаемого материала из грубых волокон и имеет общую толщину не более примерно 30 мкм, более предпочтительно не более 20 мкм, наиболее предпочтительно не более примерно 10 мкм и обычно и предпочтительно в диапазоне толщины, которая примерно в 1-8 раз (и предпочтительно не более, чем в 5 раз) больше среднего диаметра тонкого волокна в слое.
Некоторые предпочтительные устройства по настоящему изобретению включают фильтрующий материал в общей фильтрующей конструкции, как описано в общем виде. Некоторые предпочтительные устройства для такого использования включают фильтрующий материал, расположенный в виде цилиндрической гофрированной конфигурации, причем гофры в основном расположены в продольном направлении, то есть вдоль продольной оси цилиндрического тела. В таких устройствах фильтрующий материал может быть заделан в торцовые крышки, как в обычных фильтрах. При необходимости такие устройства могут содержать входной и выходной наружные слои, используемые для типовых обычных задач.
В некоторых вариантах применения предложенный фильтрующий материал может быть использован в сочетании с другими типами материалов, например обычными материалами, для повышения общей эффективности фильтрации или ресурса. Например, фильтрующие материалы по настоящему изобретению могут быть нанесены в виде слоя на обычный материал, использованы в секционных установках или встроены (как одно целое) в структуры фильтрующего материала, включающего один или несколько участков обычного материала. Указанные фильтры могут быть установлены перед такими материалами, чтобы обеспечить высокую емкость, и/или могут быть использованы после обычного материала в качестве фильтра высокой эффективности для окончательной очистки.
Определенные устройства по настоящему изобретению могут быть также использованы в фильтрующих системах для жидкостей, то есть в которых твердые частицы, предназначенные для отделения фильтрацией, содержатся в жидкости. Определенные устройства по настоящему изобретению могут быть также использованы для сбора тумана, например, в устройствах для удаления мелкодисперсного тумана из воздуха.
В настоящем изобретении разработаны способы фильтрации. В основном, способы включают использование фильтрующих материалов, преимущества которых описаны в данной заявке. Как показано в описании и следующих примерах, фильтрующие материалы по настоящему изобретению могут быть специально изготовлены и выгодно сконструированы для обеспечения относительно долгосрочного ресурса в относительно эффективных системах.
Различные конструкции фильтров представлены в патентах, в которых описаны и заявлены различные аспекты структуры фильтров структуры, использованные с фильтрующими материалами. В патенте США №4720292 (Engel и соавт.) описан радиальный уплотнительный элемент для узла фильтра, включающий, в основном, цилиндрическую конструкцию фильтрующего элемента, причем фильтрующий элемент уплотнен относительно мягкой резиноподобной торцовой крышкой, имеющей цилиндрическую внутреннюю поверхность. В патенте США №5082476 (Kahlbaugh и соавт.) описана фильтрующая конструкция с использованием объемного фильтрующего материала, включающего пенопластовую основу с гофрированными компонентами, смешанными с микроволоконными материалами по настоящему изобретению. В патенте США №5104537 (Stifeiman и соавт.) описана структура фильтра, использованная для фильтрации жидких сред. Жидкость поступает в корпус фильтра, проходит через внешнее пространство фильтра в кольцевое внутреннее пространство, а затем возвращается для активного использования в структуре. Такие фильтры являются пригодными для фильтрования гидравлических жидкостей. В патенте США №5613992 (Engel и соавт.) представлена структура типичного фильтра для воздухозаборника дизельного двигателя. В описанной конструкции воздух поступает из внешнего пространства корпуса, который может содержать или не содержать захваченную влагу. Воздух проходит через фильтр, в то время как влага может быть направлена в нижнюю часть корпуса и может быть удалена из корпуса. В патенте США №5820646 (Gillingham и соавт.) описана зетобразная структура фильтра, в которой использована специфическая конструкция гофрированного фильтра, включающая закрытые каналы, обеспечивающие прохождение жидкого потока через по меньшей мере один слой фильтрующего материала по зетобразному пути, что позволяет получить соответствующую эффективность фильтрации. Фильтрующие материалы, упакованные в зетобразную форму, могут содержать тонковолоконные фильтрующие материалы по настоящему изобретению. В патенте США №5853442 (Glen и соавт.) описана структура пылеуловительной камеры с рукавными фильтрами, содержащую фильтрующие элементы, которые могут содержать тонковолоконные структуры по настоящему изобретению. В патенте США №5954849 (Berkhoel и соавт.) описана конструкция пылесборника, используемого для очистки сильно запыленного воздуха из места механической обработки деталей, то есть процесса, сопровождающегося значительным выбросом пыли в окружающий воздух. Наконец, в патенте США на промышленный образец №425189 (Gillingham) описан панельный фильтр с использованием зетобразной конструкции.
Следующие материалы получают с использованием следующих условий электроформования.
Следующие материалы получали формованием с использованием системы эмиттера ротационного типа или капиллярно-игольчатой системы. Показано, что при использовании обоих способов получают в значительной степени идентичные волоконные материалы.
Волокна получают с использованием указанного устройства. Скорость потока в эмиттере составляет 1,5 мил/мин, расстояние до мишени 8 дюймов, напряжение в эмиттере 88 кВ, относительная влажность 45% и скорость вращения эмиттера 35 об/мин.
Пример 1. Влияние размеров волокна
Образцы тонкого волокна были получены из сополимера на основе нейлонов 6, 66, 610 (SVP-651) и исследованы для установления молекулярной массы титрованием концевых групп (J.E. Waltz и G.B. Taylor, Determination of molecular weight of nylon, Anal. Chem. Vol. 19, Number 7, pp 448-450 (1947)). Среднечисленная молекулярная масса (Wn) находилась между 21500 и 24800. Состав композиции оценивался по фазовой диаграмме температуры плавления трехкомпонентного нейлона, содержащего нейлон, нейлон-6 (около 45%), нейлон-66 (около 20%) и нейлон-610 (около 25%) (Page 286, Nylon Plastics Handbook, Mevin Kohan ed. Hanser Publisher, New York (1995)).
Для материала CVP-651 приведены следующие физические характеристики:
Из смолы с представленными выше физическими свойствами были получены волокна с диаметром 0,23 и 0,45 мкм. Образцы выдержали в воде при комнатной температуре, высушили на воздухе и определили эффективность очистки. Для разрушения волокон большего размера требуется более длительный период времени, при этом степень разрушения составляет меньшую величину, как показано на фиг.12. Не вдаваясь в теоретические аспекты, можно предположить, что волокна с меньшим диаметром, которые характеризуются более высоким отношением поверхность/объем, являются более чувствительными к разрушению под действием окружающей среды. Однако из волокон с большим диаметром нельзя получить фильтрующий материал с такой же эффективности очистки.
Пример 2. Получение сшитых волокон на основе нейлона с использованием фенольных и эпоксидных смол
С целью повышения химической стойкости волокон была предпринята попытка химического сшивания волокна на основе нейлона. Сополиамид (нейлон 6, 66, 610), описанный выше, смешали с фенольной смолой Georgia Pacific 5137, и из этой смеси получили волокна. Отношение нейлон:фенольная смола и температуры плавления их смесей приведены ниже:
Из данных смесей мы смогли получить сопоставимые волокна. Из смеси состава 50:50 не удалось получить сшитые волокна путем нагревания - вследствие разрушения волокнистой структуры. Нагревание смеси состава 65:35 при температуре менее 90°С в течение 12 ч привело к увеличению химической стойкости полученных волокон, т.е. способных выдерживать воздействие спирта как растворителя. Можно также использовать смеси полиамида с эпоксидной смолой, такой как Epon 828 фирмы Shell и Epi-Rez 510.
Пример 3. Модификация поверхности с использованием фторсодержащей гидрофобизирующей добавки (Scotchgard®)
Смешиваемые со спиртом добавки Scotchgard® FC-430 и 431 фирмы 3М Company добавляли к полиамиду перед формованием полиамидного волокна. Количество добавки составляло 10% от массы твердых веществ. Включение добавки Scotchgard не препятствовало образованию волокон. Тест ТНС показал, что гидрофобизирующая высокомолекулярная добавка типа Scotchgard не привела к повышению водостойкости. Образцы, содержащие Scotchgard, выдержали при температуре 300°F (148,9°С) в течение 10 мин, как рекомендовано фирмой-производителем.
Пример 4. Модификация с использованием конденсирующих агентов
Полимерные пленки формовали литьем из полиамидов в присутствии конденсирующих агентов на основе титаната фирмы Kenrich Petrochemicals, Inc. Они включают изопропил-триизостеароилтитанат (KR TTS), неопентил(диаллил)окситри(диоктил)фосфатотитанат (LICA12), неопентил(диаллил)окси,три(N-этилендиамино)этилцирконат (NZ44). Полученные пленки выдерживали в кипящей воде. Контрольный образец, не содержащий конденсирующего агента, немедленно теряет свою форму, в то время как образцы, содержащие конденсирующие агенты, сохраняют свою форму вплоть до 10 мин. Такие образцы, содержащие конденсирующие агенты, формуют в волокна (диаметр волокна 0,2 мкм).
Пример 5. Модификация с использованием низкомолекулярного поли-пара-третичного бутилфенола
Олигомеры пара-третичного бутилфенола с молекулярной массой 400-1100 были приобретены у фирмы Enzymol International, Колумбус, Огайо. Такие низкомолекулярные полимеры растворимы в низших спиртах, таких как этанол, изопропанол и бутанол. Указанные полимеры добавляли к сополиамиду, описанному выше, и сформовали в волокна диаметром 0,2 мкм с помощью электроформования, без каких-либо отрицательных последствий. Некоторые полимеры и добавки препятствуют формованию волокон электроформованием. Было показано, что в отличие от обычной фенольной смолы, описанной в примере 2, такой тип полимеров не влияет на процесс формования волокон.
Показано также, что указанный тип добавок защищает тонкое волокно от воздействия влажной окружающей среды, как показано на графике. На фиг.13-16 показано, что олигомеры обеспечивают чрезвычайно высокую защиту при 140°F (60°C), влажности 100%, но при 160°F (71,1°C) наблюдается не очень высокие характеристики. Указанную добавку добавляют в интервале от 5 до 15% от массы используемого полимера. Показано, что такие добавки в равной степени обеспечивают защиту волокон от воздействия высокой влажности при 140°F (60°C). Показано также, что характеристики волокна повышаются при выдерживании волокон при 150°С в течение короткого периода времени.
В таблице 1 показано влияние температуры и времени выдерживания на эффективность полиамидных волокон, содержащих 10% добавки.
98,8
98,9
98,8
96,7
98,6
99,6
86,2
90,9
85,7
Полученные результаты оказались неожиданными. Наблюдалось значительное увеличение водостойкости для данного типа добавок. Для понимания принципа действия данного типа добавок тонковолоконное плоское полотно было исследовано методами поверхностного анализа с использованием ЭСХА. Анализ образцов, содержащих 10% добавок и описанных в таблице 1, проводился методом ЭСХА в университете Миннесоты; результаты представлены в таблице 2.
Сначала полученные результаты казались необъяснимыми, т.к. поверхностная концентрация добавки более чем в два раза превышает концентрацию в объеме. Однако такие результаты можно объяснить с помощью молекулярной массы добавок. Молекулярная масса добавки - 600, гораздо меньше молекулярной массы полимера, образующего волокно. Т.к. молекулярные добавки значительно меньше по размеру, они могут двигаться вдоль молекул, из которых испаряется растворитель. Таким образом, достигается высокая поверхностная концентрация добавок. Дополнительная обработка приводит к увеличению поверхностной концентрации защитной добавки. Однако выдерживание в течение 10 мин при 150°С не приводит к увеличению концентрации. Этот факт может указывать на то, что смешивание двух компонентов, сополиамида и молекул олигомера, происходит, если имеется достаточно времени для продвижения длиноцепного полимера. Полученные результаты анализа свидетельствуют о том, что при соответствующем выборе времени и температуры последующей обработки полимера можно получить высокую эффективность, в то время как слишком долгое выдерживание может привести к отрицательному воздействию.
Поверхность таких микроволокон, содержащих на поверхности добавки, была дополнительно исследована с помощью метода МС вторичных ионов (Time of Flight SIMS). Данная методика включает бомбардировку объекта электронами с последующим наблюдением за поверхностью. Оказалось, что из образцов, не содержащих добавки, после бомбардировки электронами выделяются органические азотсодержащие соединения. Это свидетельствует о разрушении полиамида, а также о незначительном количестве примесей, таких как натрий и кремний. В образцах, содержащих добавки, но не обработанных нагреванием (концентрация добавки на поверхности 23%), преобладают фрагменты третичного бутила и небольшое, но четко прослеживаемое количество полиамида (четкие пики). Обнаружено также присутствие пиков с разницей по атомной массе 148, которые соответствуют третичному бутилфенолу. Из образца, обработанного в течение 10 мин при 150°С (поверхностная концентрация добавки, определенная методом ЭСХА, составляет 50%), в основном, выделяются фрагменты третичного бутила и малые количества (если они присутствуют) полиамида. Пики, соответствующие целой молекуле третичного бутилфенола и его полимерам, не наблюдаются. Наблюдается также пик, соответствующий фрагментам С2Н3О.
Данные анализа метода МС вторичных ионов (ToF SIMS) свидетельствуют о том, что при бомбардировке поверхности ионами из чистых полиамидных волокон выделяются азотсодержащие продукты распада полимерной цепи и примеси. Анализ полимера, содержащего добавку, но не обработанного нагреванием, свидетельствует о том, что наблюдается не полное покрытие поверхности полимера, т.е. добавка отсутствует на отдельных участках поверхности. Трет-бутиловые олигомеры имеют свободную ориентацию на поверхности. Когда пучок ионов соударяется с поверхностью, целые молекулы могут высвобождаться вместе с подвижным трет-бутильным фрагментом. Включение добавки с последующей обработкой нагреванием позволяет получить полностью покрытую поверхность. Молекулы расположены очень плотно таким образом, что только подвижные фрагменты, такие как третичный бутил и, возможно, группы СН=СН-ОН, могут высвобождаться, а целые молекулы третичного бутилфенила не выделяются. Методы ЭСХА и ToF SIMS позволяют анализировать поверхности на различную глубину. Метод ЭСХА позволяет анализировать поверхность на глубину вплоть до 100 , в то время как анализ ToF SIMS позволяет анализировать глубину до 10. Данные, полученные с помощью этих методов, хорошо согласуются друг с другом.
, в то время как анализ ToF SIMS позволяет анализировать глубину до 10. Данные, полученные с помощью этих методов, хорошо согласуются друг с другом.
Пример 6. Получение сополимера с поверхностным покрытием
Нейлон 8 был изначально разработан для получения растворимой и сшиваемой смолы для применения в качестве покрытий и адгезивов. Такой полимер получают при взаимодействии полиамида 66 с формальдегидом и спиртом в присутствии кислоты (см. статью Cairns T.L, Foster H.D., Larcher A.W., Schneider A.K., Schreiber R.S., J. Am. Chem. Soc. 1949, 71, 651), Такой полимер может быть сформован в волокна электроформованием и может быть получен в виде сшитого производного. Однако формование волокна из такого полимера представляет более сложный процесс по сравнению с сополиамидами, а в процессе сшивания могут возникнуть проблемы.
Для получения нейлона 8 в реактор высокого давления объемом 10 галлонов загрузили следующие соединения в следующем соотношении:
Затем реактор продули азотом и нагрели по меньшей мере до 135°С под давлением. После достижения требуемой температуры добавили небольшое количество кислоты в качестве катализатора. Кислотные катализаторы включают трифторуксусную кислоту, муравьиную кислоту, толуолсульфоновую кислоту, малеиновую кислоту, малеиновый ангидрид, фталевую кислоту, фталевый ангидрид, фосфорную кислоту, лимонную кислоту и их смеси. В качестве катализатора можно также использовать полимер Nafion®. После добавления катализатора реакция продолжается до 30 мин. На этой стадии образуется вязкий гомогенный раствор полимера. После инкубирования в течение определенного периода времени содержимое из реактора высокого давления для остановки реакции переносят в сосуд, содержащий метанол, воду и основание, такое как гидроксид аммония или натрия. После остановки реакции полимер высаживают в деионизированной воде. Образуются объемные гранулы полимера. Затем гранулы полимера центрифугируют и сушат в вакууме. Полученный полимер растворим в метаноле, этаноле, пропаноле, бутаноле и их смесях с водой при различных соотношениях. Он растворим также в смесях различных спиртов.
Полученный таким образом алкоксиалкилпроизводное полиамида 8 растворяют в смеси этанола и воды. Раствор полимера формуют электроформованием, как описано в патенте США №4650516 (Barris). Вязкость раствора полимера со временем увеличивается. Общеизвестно, что вязкость полимера значительно влияет на размер волокон. Таким образом, трудно контролировать параметры процесса в промышленном масштабе в условиях непрерывного производства. Более того, в идентичных условиях не образуется микроволокон из полиамида 8 с такой же эффективностью, как это происходит при формовании сополиамидов. Однако, когда раствор получают в присутствии кислотного катализатора такого, как толуолсульфоновая кислота, малеиновый ангидрид, трифторметансульфоновая кислота, лимонная кислота, аскорбиновая кислота и т.п., и плоские волоконные полотна после формования волокон осторожно нагревают, при этом полученные волокна обладают чрезвычайно высокой химической стойкостью (фиг.13). Следует проявлять осторожность на стадии сшивания, чтобы исключить разрушение структуры волокон.
При смешивании полиамида 8 (полимер В) с растворимыми в спирте сополиамидами получены неожиданные результаты. При замене 30 мас.% алкоксиалкилпроизводного полиамида 66 на растворимый в спирте сополиамид, такой как SVP 637 или 651 (полимер A), Elvamide 8061, наблюдаются синергические эффекты. Формование волокон из смеси оказывается более эффективным по сравнению с использованием отдельных компонентов смеси. После вымачивания в этаноле определение эффективности очистки (фильтрации) свидетельствует о сохранении эффективности фильтрации на уровне более чем 98%. При этом результаты, полученные испытание методом ТНС, сопоставимы с результатами, полученными при использовании только полиамида 8. Таким образом, смесь указанного типа характеризуется следующими преимуществами: эффективное формование волокон и чрезвычайно высокие параметры фильтрации, свойственные полиамиду, а также чрезвычайно высокая химическая стойкость сшитого полиамида 8. Испытания вымачиванием в спирте однозначно свидетельствуют о том, что несшивающийся сополиамид вносит вклад в сшивание, что обеспечивает остаточную эффективность фильтрации на уровне 98%.
Термограммы, полученные методом дифференциальной калориметрии (ДСК) (см. фиг.17-20) для смесей полимера А и В после их нагревания до температуры 250°С (полное сшивание), становятся идентичны термограммам полимера А при отсутствии четкой температуры плавления. Это однозначно свидетельствует о том, что смеси полимера А и В представляют собой полностью единый полимер, причем полимер В сшит с полимером А. Такой полимер представляет собой совершенно новый класс полиамидов.
Аналогичным образом, расплав-смесь поли(этилентерефталата) (ПЭТФ)с поли(бутилентерефталатом) (ПБТФ) может обладать сходными свойствами. В процессе плавления при температурах выше температуры плавления каждого компонента происходит обмен сложноэфирными группами и образуется единый полимер ПЭТФ и ПБТФ. Кроме того, температуре сшивания у нас ниже температуры плавления каждого из двух компонентов. Нельзя было ожидать, что такой обмен группами будет происходить при такой низкой температуре. Следовательно, можно заключить, что получено новое семейство полиамидов путем смешивания растворов полиамидов А и В и сшиванием их при более низкой температуре по сравнению с температурой плавления каждого компонента.
При добавлении 10 мас.% олигомера третичного бутилфенола (добавка 7) и нагревании при температуре, необходимой для сшивания, были получены еще более высокие характеристики. Предполагалось, что гидроксильная функциональная группа олигомеров третичного бутилфенола взаимодействует с функциональной группой нейлонов 8. Система таких компонентов обеспечивает высокую эффективность формования волокон, повышение стойкости при высоких температурах и влажности, а также повышение гидрофобности поверхности тонковолоконных слоев.
Были приготовлены образцы, содержащие смеси полимеров А и В (образец 6А) и другой образец, содержащий смесь полимера А, В и добавки (образец 6В). Затем методом электроформования были получены волокна, полученное плоское волоконное полотно выдерживали при 300°F (148,9°C) в течение 10 мин, и поверхностный состав проанализировали методом ЭСХА.
В таблице приведены результаты анализа ЭСХА образцов 6А и 6В.
Анализ метода ЭСХА позволяет получить информацию о составе поверхности за исключением концентрации атомов водорода. Указанным методом определяют содержание углерода, азота и кислорода. Поскольку добавка 7 не содержит азота, можно оценить соотношение азотсодержащих полиамидов и добавки, которая не содержит азота, путем сравнения концентрации азота. Дополнительные количественные данные получают при исследовании спектра О 1s на участке, в котором энергия связывания составляет от 535 до 537 эВ. Связь С=O характеризуется энергией связывания при 531 эВ и связь С-О энергией связывания при 533 эВ. При сравнении высот этих двух пиков можно оценить относительную концентрацию полиамида с преобладающей С=О связью и добавки с незначительным содержанием С-О связи. Полимер В содержит связь С-О вследствие модификации, а после сшивания концентрация связи С-О уменьшается. Данные анализа ЭСХА подтверждают, что такая реакция действительно происходит и сопровождается относительным уменьшением содержания С-О связей. (На фиг.4 приведены данные анализа волокон, полученных из смеси полимеров А и В без нагревания, на фиг.5 приведен данный анализ волокон, полученных из смеси полимеров А и В при нагревании.) Когда молекулы добавки 7 находятся на поверхности, можно ожидать увеличение количества связей С-О. Это на самом деле так, как видно на фиг.6 и 7. (На фиг.6 приведены данные анализа волокон, полученных из смеси полимеров А, В и добавки 7 непосредственно после формования, на фиг.7 приведены данные анализа волокон, полученных из полимеров А, В и добавки 7 при нагревании.) На фиг.6 показано увеличение концентрации связей С-O (пример 7). Полученные данные согласуются с поверхностной концентрацией, определенной с использованием мультиплексного спектра XPS, приведенного на фиг.8-11.
Молекулы трет-бутилового олигомера мигрируют к поверхности тонких волокон и образуют гидрофобное покрытие толщиной примерно 50 А. Нейлон 8 содержит функциональные группы, такие как -СН2ОН и -СН2ОСН3, которые, как предполагалось, взаимодействуют с -ОН группой третичного бутилфенола. Таким образом, мы ожидали увидеть меньшую концентрацию олигомерных молекул на поверхности волокон. Как оказалось, наша гипотеза была неверны и поверхность единого сополимера оказалась покрыта тонким покрытием.
Образцы 6А, 6В и образец, описанный в разделе 5, были испытаны методом ТНС при 160°F (71,1°C) и относительной влажности 100%. В предыдущем разделе образцы выдерживают при 140°F (60°C) и относительной влажности 100%. В указанных условиях третичный бутилфенол защищает сополиамид от разрушения. Однако, если температуру увеличивают до 160°F (71,1°С) при 100% относительной влажности, то олигомерный третичный бутилфенол не обеспечивает столь же хорошей защиты тройного полиамидного сополимера - материала волокна, на котором он расположен. Было проведено сравнение образцов при 160°F (71,1°С) и относительной влажности 100%.
Таблица: Остаточная эффективность тонковолоконных материалов после выдерживания при 160°F (71,1°С) и относительной влажности 100%.
Данные, приведенные в таблице, указывают, что образец 6В обладает более высокой стойкостью к высокой температуре и влажности.
Еще более разительное различие наблюдается при действии капель воды на плоское волоконное полотно. При попадании капли деионизированной воды на поверхность образца 6А, капли воды моментально растекаются по волокну и при этом увлажняют бумажную подложку. С другой стороны, при попадании капли воды на поверхность образца 6В, капля воды образует шарик и не растекается по поверхности полотна. Поверхность образца 6В после модификации приобретает гидрофобные свойства вследствие добавления олигомеров пара-трет-бутилфенолов. Продукт такого типа может быть использован для удаления водяных туманов, т.к. капли воды не проходят через поверхностный слой тонкого волокна образца 6В.
Образцы 6А, 6В и образец, описанный в разделе 5, помещались в печь при температуре 310°F (154,4°С). В таблице показано, что оба образца 6А и 6В остаются неповрежденными, в то время как образец, описанный в разделе 5, был значительно поврежден.
Таблица: Остаточная эффективность тонких волокон после выдерживания при 310°F (154,4°С)
Если добавление олигомера к полимеру А само по себе привело к повышению термостойкости слоя тонкого волокна, добавление добавки 7 не влияет на термостойкость.
Было четко показано, что смесь сополиамида алкоксиалкилпроизводного нейлона 66 и олигомеров третичного бутилфенола позволяет получить продукты с превосходными свойствами, т.е. с высокой стойкостью тонких волокон в жестких условиях окружающей среды, что позволяет увеличить производительность получения таких материалов по сравнению со смесью сополиамида и олигомеров третичного бутилфенола или по сравнению со смесью сополиамида и алкоксиалкилпроизводного нейлона 66. Такая двухкомпонентная смесь обладает улучшенными свойствами по сравнению с однокомпонентной системой.
Пример 7. Совместимая смесь полиамидов и полимеров на основе бисфенола А
Новое семейство полимеров может быть получено путем окислительной конденсации фенольного кольца (см. патент США №4900671 (1990) (Pecora A., Cyrus W.) и патент США №5153298 (1992) (Pecora A., Cyrus W, Johnson M.)). Особый интерес представляет полимер бисфенол А производства фирмы Enzymol Corp. Катализируемое пероксидазой из бобов сои окисление бисфенола А может начинаться с участием любой из двух ОН-групп бисфенола А. В отличии от поликарбоната на основе бисфенола А, который является линейным, указанный полимерный бисфенол А образует сверхразветвленные полимеры. Сверхразветвленная структура такого полимера обеспечивает снижение вязкости смеси полимеров.
Было установлено, что данный полимерный бисфенол А может быть смешан с растворами полиамидов. Опубликованный параметр растворимости по Хансону для нейлона составляет 18,6 (стр. 317, справочника Handbook of Solubility Parameters and Other Cohesion Parameters (Справочник параметров растворимости и других когезионных свойств), ред. A.Barton, CRC Press, Boca Raton Florida, 1985). Если рассчитать параметр растворимости (стр. 61, Handbook of Solubility Parameters), то он составит 28,0. Из-за различия в параметрах растворимости нельзя было предположить, что полимеры будут смешиваться друг с другом. Однако нами установлено, что они являются вполне смешиваемыми и обладают неожиданными свойствами.
Была приготовлена смесь состава 50:50 смолы бисфенола А с молекулярной массой 3000 и сополиамида в растворе этанола. Общая концентрация раствора была 10%. Из чистого сополиамида получали волокна с диаметром 0,2 мкм. Из смеси получали пушистый слой волокна размером примерно 1 мкм. Смесь бисфенола А с молекулярной массой 7000 с сополиамидом нестабильна и склонна к выпадению в осадок.
На термограммах ДСК смеси состава 50:50 отсутствует температура плавления. Сополиамид характеризуется температурой плавления примерно 150°С, а смола бисфенол А является стеклообразным полимером с Тст примерно 100. В смеси температура плавления не наблюдается. При воздействии на волоконное полотно температуры 100°С полотно исчезает. Данная смесь позволяет получить отличный фильтрующий материал, который используется при не высокой температуре, но для которого требуется низкая величина перепада давления. Из такой полимерной системы нельзя было получить сшитый полимер приемлемым способом
Пример 8. Двойная роль полимерного бисфенола А в качестве растворителя и твердого вещества в смеси
При использовании полимерного бисфенола А получены неожиданные результаты. Показано, что в растворенном виде полимерный бисфенол А действует в качестве растворителя, а в твердом виде полимер представляет твердое вещество. Двойная роль полимерного бисфенола А является уникальной.
Получают следующий состав:
Вязкость такой смеси, определенная с помощью вискозиметра Брукфильда, составляет 32,6 сП. Общая концентрация полимера составляет 19,2%. Вязкость полимера В при концентрации 19,2% составляет более 200 сП. Вязкость отдельного полимера В при концентрации 12% в аналогичном растворителе составляет примерно 60 сП. Полученные результаты однозначно свидетельствуют о том, что смола на основе бисфенола А действует в качестве растворителя, т.к. вязкость конечного раствора ниже ожидаемой. Диаметр полученных волокон составляет 0,157 мкм. Если бы волокно формовалось только из полимера В, ожидаемый размер волокон составил бы менее 0,1 мкм. Другими словами, полимер С участвует в формовании волокон. Другие случаи такой уникальной двойной роли компонента не известны. После вымачивания образца в этаноле измеряли эффективность фильтрации и размер волокон. После вымачивания в спирте сохранилось 85,6% эффективности очистки, а размер волокон не изменился. Такие результаты свидетельствуют об участии полимера С в процессе сшивания в качестве твердого полимерного вещества.
Другой раствор полимера получают следующим образом:
Вязкость такой смеси составляет 90,2 сП, что является достаточно низкой величиной для раствора с концентрацией 24% твердого вещества. Это также свидетельствует о действии полимера С в качестве растворителя в растворе. Однако после формования волокон методом электроформования диаметр волокна составляет 0,438 мкм. Из 15% раствора полимера В получают волокна диаметром примерно 0,2 мкм. На конечной стадии полимер С способствует в увеличению размеров волокон. Полученные данные еще раз свидетельствуют о том, что этот тип разветвленного полимера действует в качестве растворителя в растворе и твердого вещества на конечной стадии. После вымачивания в растворе этанола сохранилось 77,9% эффективности фильтрации, и размер волокон остался без изменений.
Пример 9. Получение смесей сшитые полиамиды/полимерный бисфенол А
Путем смешивания смол, спиртов и воды при перемешивании в течение 2 ч при 60°С были получены три различных образца. Раствор охладили до комнатной температуры, к раствору добавляют катализатор и смесь перемешивали в течение 15 мин, затем измеряли вязкость раствора, и из раствора сформовали волокна.
В следующей таблице приведены свойства трех образцов:
Было установлено, что из данной смеси получают волокна с высокой эффективностью, при этом масса волокон на 50% больше по сравнению с полимером А. Кроме того, полученные полимерные микроволокна обладают более высокой химической стойкостью. После вымачивания в спирте фильтр, изготовленный из этих волокон, сохраняет более 90% эффективности фильтрации и диаметр волокон не изменяется, даже при том, что доля сшитого полимера составляет только 44% по твердому веществу. Такая трехкомпонентная композиция, включающая три полимера: сополиамид, алкоксиалкилпроизводное нейлона 66 и бисфенол А, позволяет получить волоконный материал с чрезвычайно высокой химической стойкостью.
Пример 10. Алкоксиалкилпроизводное сополимера нейлона 66 и нейлона 46
В реакторе высокого давления объемом 10 галлонов проводили следующие реакции и анализировали полученные полимеры. После достижения температуры реакции добавили катализатор и продолжали реакцию в течение 15 мин. Затем реакцию остановили, раствор полимера охладили, полимер высадили, промыли и высушили.
На термограммах полимера, полученного из нейлона 46 и нейлона 66, наблюдается широкий единый пик плавления, который ниже температуры плавления модифицированного нейлона 46 (241°С) или модифицированного нейлона 66 (210°С). Полученные результаты свидетельствуют о том, что в процессе реакции оба компонента хаотически распределены вдоль полимерной цепи. Таким образом, получают статистический сополимер нейлона 46 и нейлона 66, содержащий с алкоксиалкильные группы. Эти полимеры растворимы в спиртах и смесях спирта и воды.
Оба полимера обладают высокой степенью кристалличности и не растворимы в обычных спиртах.
Источник: Modern Plastics Encyclopedia (Энциклопедия современных пластмасс), 1998.
Пример 11. Получение сополимера сополиамидов и алкоксиалкил-производного сополимера нейлона 46 и 66 и формование волокон электроформованием
Образцы 10В и 10D сформовали в волокна способом, описанным выше. Алкоксиалкилпроизводные нейлона 46/66 (полимер D) в чистом виде (в отдельности) успешно прошли электроформование. Смешивание полимера D с полимером А обеспечивает еще более эффективное формование волокон, при этом образуются волокна большего размера, не ухудшая сшиваемости полимера D, как представлено в следующей таблице:
Массовое отношение волокна рассчитывают следующим образом: общую длину волокна умножают на площадь поперечного сечения. Остаточную эффективность фильтрации измеряют после вымачивания фильтра в этаноле. При вымачивании в спирте размер волокна не изменился.
Пример 12. Сшитые поливиниловые спирты, полученные методом электроформования
Применялся порошкообразный поливиниловый спирт фирмы Aldrich Chemicals. Он растворим как в воде, так и в смеси этанола и воды 50:50. Перед электроформованием его смешали со сшивающим агентом и катализатором - толуолсульфоновой кислотой. Полученное волоконное полотно сшивали в термостате при 150°С в течение 10 мин, после чего испытали методом ТНС.
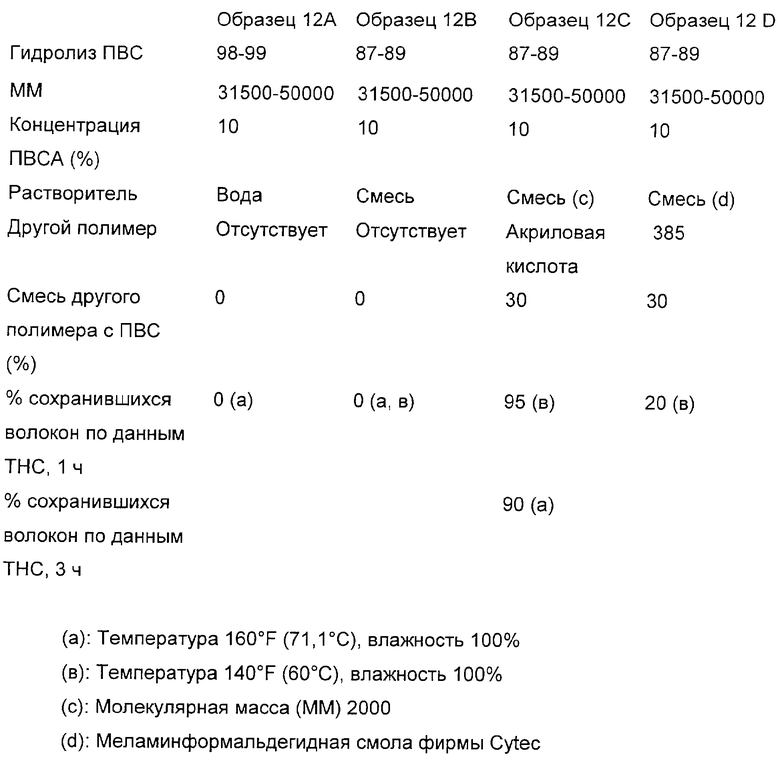
Пример 13
В качестве подложки использовался обычный целлюлозный фильтр для очистки воздуха. Эта подложка характеризуется поверхностной плотностью 67 фунтов на 3000 квадратных футов, воздухопроницаемостью по Фразиеру 16 футов в минуту при перепаде давления 0,5 дюйма водяного столба (0,12 кПа), толщиной 0,012 дюймов и эффективностью LEFS 41,6%. Слой тонкого волокна, описанный в примере 1, нанесли на поверхность с использованием процесса, описанного для формования номинального волокна с диаметром 0,2 мкм. Полученный образец композиционного фильтрующего материала обладал эффективностью LEFS 63,7%. После выдерживания при 140°F (60°C) и относительной влажности 100% в течение 1 ч, образец подложки охладили и высушили, при этом его эффективность LEFS составила 36,5%. После выдерживания при 140Т (60°С) и влажности 100% в течение 1 ч, образец композиционного фильтрующего материала охладили и высушили, и его эффективность LEFS составляла 39,7%. С использованием вышеописанных математических уравнений эффективность слоя тонкого волокна после выдерживания в течение 1 ч составила 13%, число сохранившихся эффективных волокон составило 11%.
Пример 14
В качестве подложки использовали обычный целлюлозный фильтр. Эта подложка характеризуется поверхностной плотностью 67 фунтов на 3000 квадратных футов, воздухопроницаемостью по Фразиеру 16 футов в минуту при перепаде давления 0,5 дюйма водяного столба (0,12 кПа), толщиной 0,012 дюймов и эффективностью LEFS 41,6%. Тонковолоконный слой, описанный в примере 5, нанесли на поверхность с использованием процесса, описанного для формования номинального волокна с диаметром 0,2 микрона. Полученный состав обладает эффективностью LEFS 96,0%. После выдерживания при 160°F (71,1°С) и относительной влажности 100% в течение 3 ч, образец подложки охладили и высушили, и его эффективность LEFS составила 35,3%. После выдерживания при 160°F (71,1°C) и относительной влажности 100% в течение 3 ч, образец композиционного фильтрующего материала охладили и высушили, и его эффективность LEFS составила 68,0%. С использованием вышеописанных математических уравнений эффективность слоя тонкого волокна после выдерживания в течение 3 ч составила 58%, число сохранившихся эффективных волокон составило 29%.
Пример 15
В качестве подложки использовали обычный целлюлозный фильтр. Эта подложка характеризуется поверхностной плотностью 67 фунтов на 3000 квадратных футов, воздухопроницаемостью по Фразиеру 16 футов в минуту при перепаде давления 0,5 дюйма водяного столба (0,12 кПа), толщиной 0,012 дюймов и эффективностью LEFS 41,6%. Слой тонкого волокна из смеси полимеров А и В, описанной в примере 6, нанесли на поверхность с использованием процесса, описанного для формования номинального волокна с диаметром 0,2 мкм. Полученный состав обладает эффективностью LEFS 92,9%. После выдерживания при 160°F (71,1°C) и относительной влажности 100% в течение 3 ч, образец подложки охладили и высушили, и его эффективность LEFS составляет 35,3%. После выдерживания при 160°F (71,1°С) и относительной влажности 100% в течение 3 ч, образец композиционного фильтрующего материала охладили и высушили, и его эффективность LEFS составила 86,0%. С использованием вышеописанных математических уравнений эффективность слоя тонкого волокна после выдерживания в течение 3 ч составила 96%, число сохранившихся эффективных волокон составило 89%.
Пример 16
В качестве подложки использовали обычный целлюлозный фильтр. Эта подложка характеризуется поверхностной плотностью 67 фунтов на 3000 квадратных футов, воздухопроницаемостью по Фразиеру 16 футов в минуту при перепаде давления 0,5 дюйма водяного столба (0,12 кПа), толщиной 0,012 дюймов и эффективностью LEFS 41,6%. Слой тонкого волокна из смеси полимеров А, В и олигомера третичного бутилфенола, описанной в примере 6, нанесли на поверхность с использованием процесса, описанного для формования номинального волокна с диаметром 0,2 мкм. Полученный состав обладает эффективностью LEFS 90,4%. После выдерживания при 160°F (71,1°С) и относительной влажности 100% в течение 3 ч, образец подложки охладили и высушили, и его эффективность LEFS составила 35,3%. После выдерживания при 160°F (71,1°С) и относительной влажности 100% в течение 3 ч, образец композиционного фильтрующего материала охладили и высушили, и его эффективность LEFS составила 87,3%. С использованием вышеописанных математических уравнений эффективность слоя тонкого волокна после выдерживания в течение 3 ч составила 97%, число сохранившихся эффективных волокон составило 92%.
Пример 17
В качестве подложки использовали обычный целлюлозный фильтр. Эта подложка характеризуется основной массой 67 фунтов на 3000 квадратных футов, воздухопроницаемостью по Фразиеру 16 футов в минуту при перепаде давления 0,5 дюйма водяного столба (0,12 кПа), толщиной 0,012 дюймов и эффективностью LEFS 41,6%. Слой тонкого волокна из ПВС, сшитого с использованием с полиакриловой кислоты и описанного в примере 12, нанесли на поверхность с использованием процесса, описанного для формования номинального волокна с диаметром 0,2 мкм. Полученный состав обладает эффективностью LEFS 92,9%. После выдерживания при 160°F (71,1°C) и относительной влажности 100% в течение 2 ч, образец подложки охладили и высушили, и его эффективность LEFS составила 35,3%. После выдерживания при 160°F (71,1°С) и относительной влажности 100% в течение 2 ч, образец композиционного фильтрующего материала охладили и высушили, а его эффективность LEFS составила 83,1%. С использованием вышеописанных математических уравнений эффективность слоя тонкого волокна после выдерживания в течение 2 ч составила 89%, число сохранившихся эффективных волокон составило 76%.
Пример 18
С помощью способов, описанных в примерах 1-17, были получены следующие фильтрующие материалы:
Примеры фильтрующих материалов
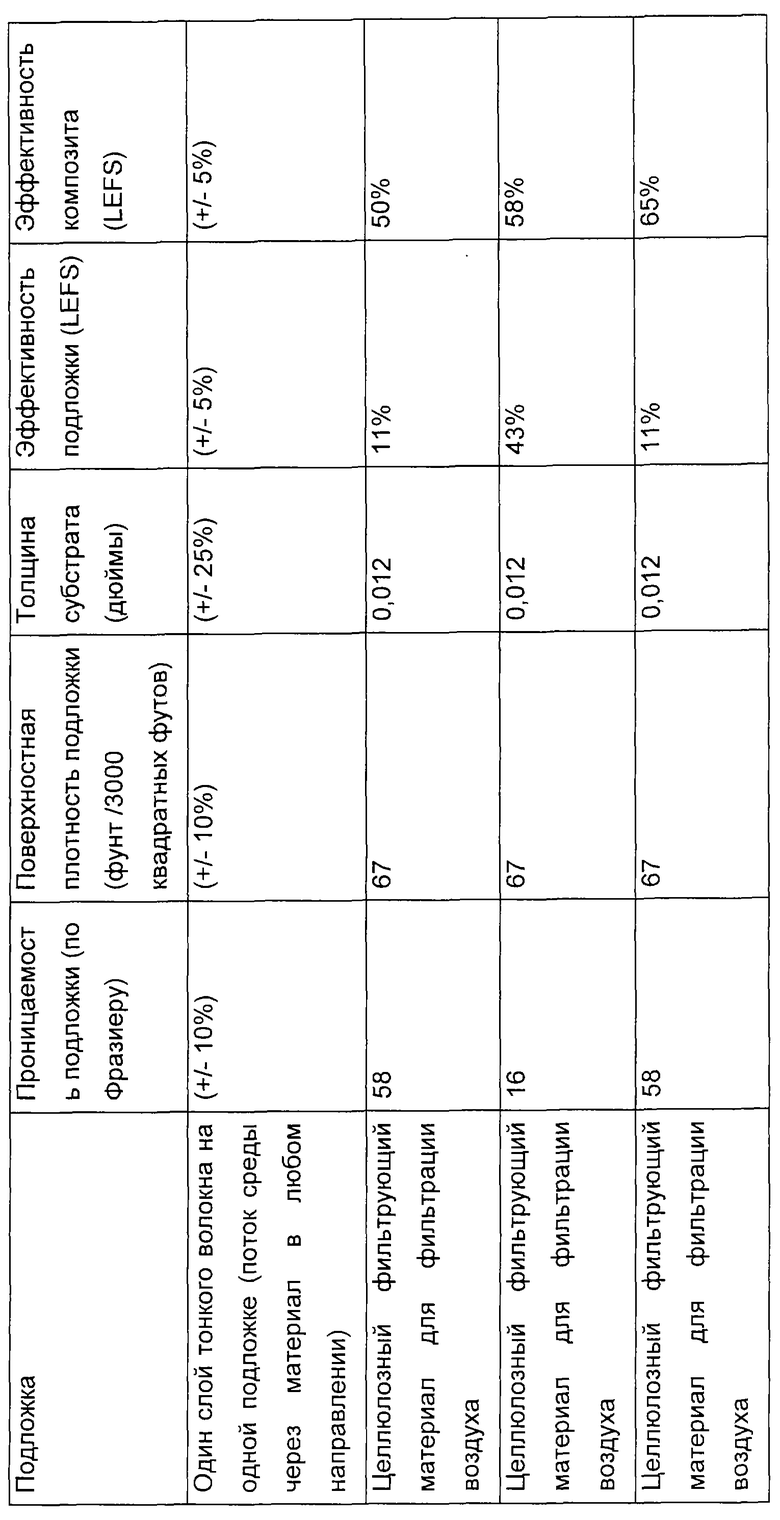
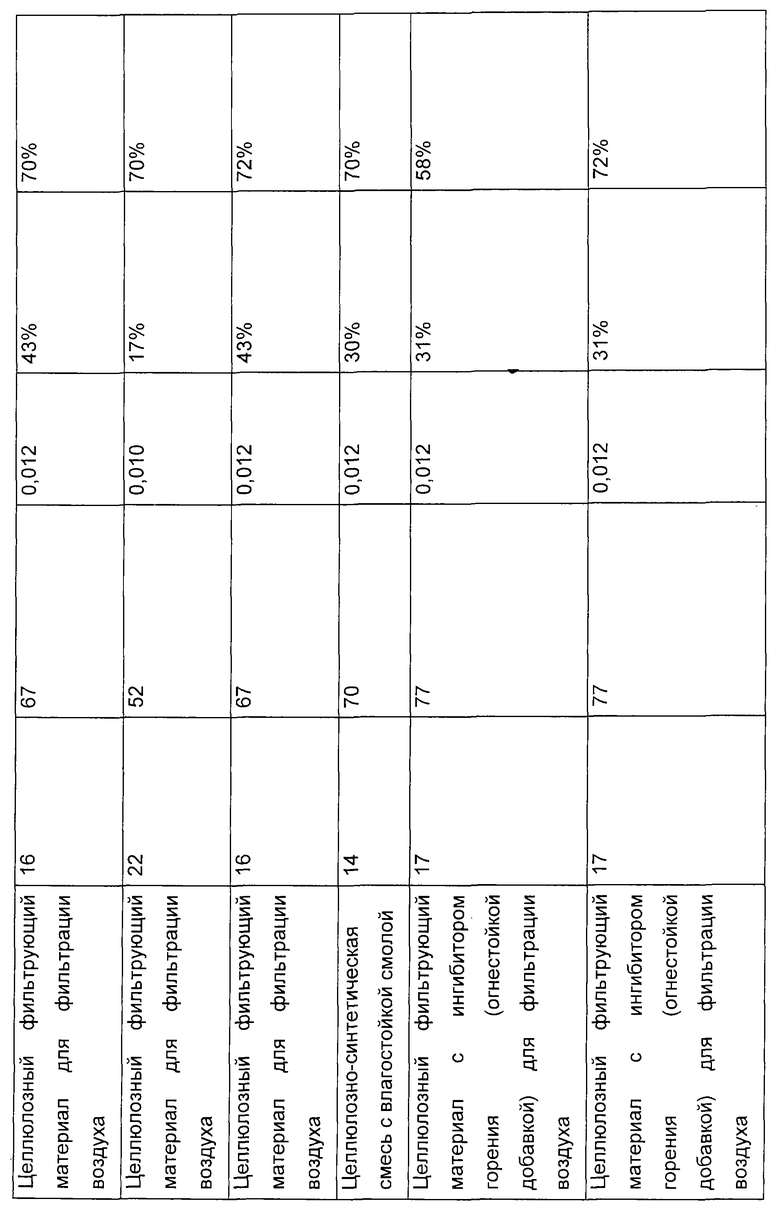
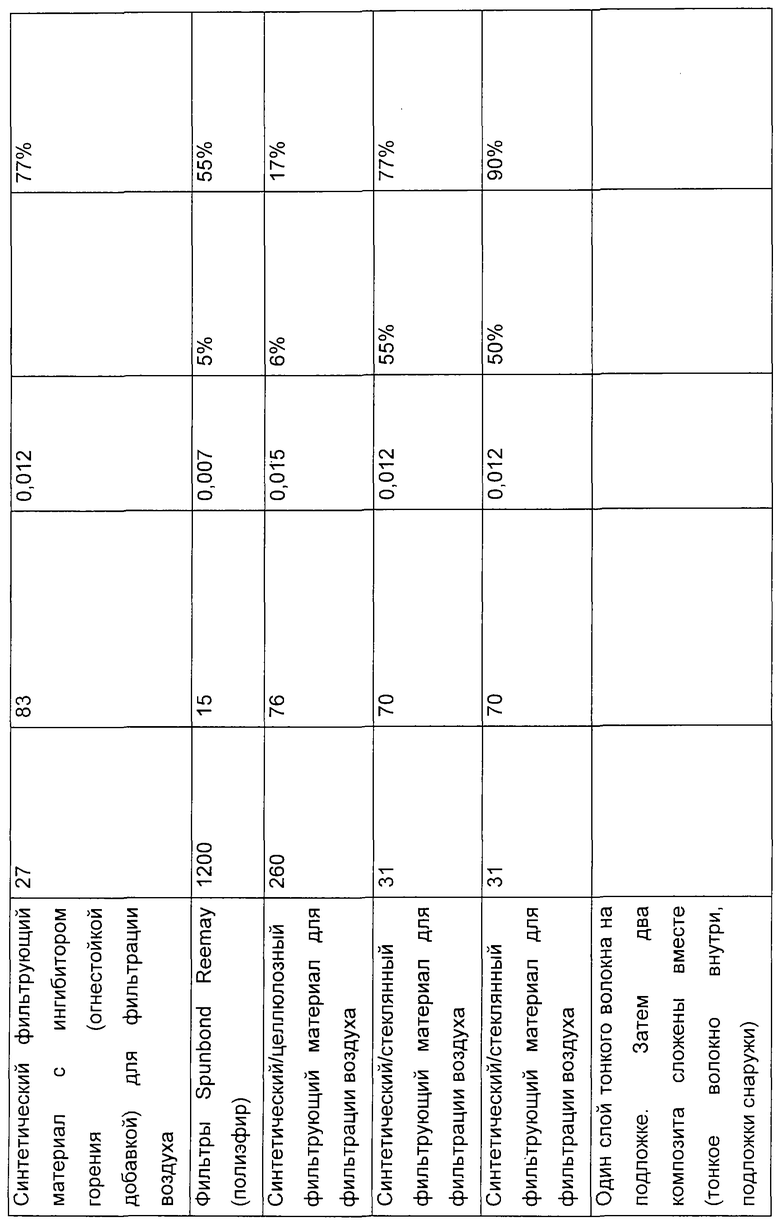

В качестве фильтрующих материалов использовались плоские, гофрированные, складчатые и гофрированные материалы, плоские листы, гофрированные плоские фильтры, гофрированные круглые фильтры и зетобразные фильтры.
Методы испытаний
Испытание вымачиванием в горячей воде
Использование эффективности фильтрации в качестве меры количества тонких волокон, сохранивших эффективность и функциональность, имеет ряд преимуществ по сравнению другими возможными методами, такими как использование сканирующего электронного микроскопа (СЭМ). При измерении эффективности фильтрации исследуют несколько квадратных дюймов фильтрующего материала, что позволяет получать более точные средние значения по сравнению с небольшими областями, которые исследуют с помощью микрофотографий СЭМ (обычно менее 0,0001 квадратного дюйма). Измерение эффективности фильтрации позволяет определить число волокон, сохранивших свою функциональность в структуре. Те волокна, которые сохранились как таковые, но слиплись или другим образом изменили структуру, учитываются только по признаку измеренных эффективности и функциональности.
Тем не менее, для анализа волоконных структур, для которых трудно определить эффективность фильтрации, могут быть использованы другие методы для измерения сохранившихся волокон в % и сравнения полученных данных с 50%-ным уровнем.
Описание: Данное испытание является ускоренным методом определения влагостойкости фильтрующего материала. В данном исследовании используют метод LEFS для измерения изменений эффективности фильтра после погружения его в воду. Температура воды является критическим параметром, и эту величину выбирают исходя из данных о долговечности исследуемого фильтрующего материала, чтобы свести к минимуму время испытаний и обеспечить возможность различать типы фильтрующих материалов. Обычно используют следующие температуры: 70°F (21,1°C), 140T (60°С) или 160°F (71,1°С).
Методика:
Из фильтрующего материала вырезают образец диаметром 4 дюйма. Эффективность задерживания частиц на исследуемом образце рассчитывают с использованием сферических латексных частиц диаметром 0,8 мкм, которые рекомендуют использовать в качестве модели механических примесей в методе LEFS (описание испытаний LEFS приведено в стандарте ASTM F1215-89), скорость потока составляет 20 футов в мин. Затем образец погружают (обычно при 140°F (60°C)) в дистиллированную воду в течение 5 мин. Образец помещают на подставку для высушивания и сушат (обычно в течение ночи) при комнатной температуре. После высушивания образца его эффективность определяют повторно с использованием метода LEFS в условиях, аналогичных исходным. Предыдущие стадии повторяют для подложки без слоя тонкого волокна.
Из приведенной выше информации можно рассчитать ту составляющую эффективности, которая относится только к слою тонкого волокна, и уменьшение эффективности как следствие вымачивания в воде. После определения величины потери эффективности, относящейся к слою тонкого волокна, можно рассчитать остаточную эффективность.
Расчеты:
Эффективность слоя тонкого волокна:
Еi = Начальная эффективность композиционного материала;
Es = Начальная эффективность подложки;
Fe = Слой тонкого волокна;
Fe=1-EXP(Ln(1-Ei)-Ln(1-Ex))
Остаточная эффективность слоя тонкого волокна:
Fi = Начальная эффективность слоя тонкого волокна;
Fx = Эффективность слоя тонкого волокна после вымачивания;
Fr = Сохранившиеся тонкие волокна
Fr=Fx/Fi
Процентное содержание сохранившихся тонких волокон с эффективной функциональностью можно также определить следующим образом:
%=log(1-Fx)/log(1-Fi)
Критерий уд./неуд.: остаточная эффективность должна быть больше 50%.
В большинстве случаев применения в промышленных условиях фильтров с обратной импульсной продувкой фильтрующий материал можно использовать с высокой эффективностью, если остается по меньшей мере 50% эффективности слоя тонкого волокна.
Испытания в условиях высоких температур и влажности (испытания ТНС)
Описание: Целью данных испытаний является оценка стойкости фильтрующего материала к влиянию повышенной температуры и высокой влажности в условиях прохождения потока фильтруемой среды. Испытания предназначены для воспроизведения экстремальных рабочих условий применения фильтров в промышленном масштабе, для воздухозаборника газовых турбин или воздухозаборников мощных двигателей. Образцы вынимают, высушивают и исследуют методом LEFS через определенные интервалы. Такую систему в большинстве случаев используют для воспроизведения условий высоких температур и влажности, но можно использовать для воспроизведенных условий высоких/низких температур и засухи.
Методика: Из фильтрующего материала вырезают образец диаметром 4 дюйма. Эффективность задерживания частиц исследуемым образом рассчитывают с использованием сферических латексных частиц диаметром 0,8 мкм, которые используют в качестве модели механических примесей в методе LEFS, скорость потока 20 футов в минуту. Затем образец помещают в зажимное устройство ТНС. Время испытания может составлять от нескольких минут до нескольких дней в зависимости от условий испытания. Затем образец помещают на подставку для высушивания и высушивают при комнатной температуре (обычно в течение ночи). После высушивания образца его подвергают повторному испытанию на эффективность методом LEFS, в аналогичных условиях.
Предыдущие стадии повторяют для подложки без слоя тонкого волокна.
Из приведенной выше информации можно рассчитать ту составляющую эффективности, которая относится только к слою тонкого волокна, и уменьшение эффективности как следствие вымачивания в спирте. После определения величины потери эффективности, относящейся к слою тонкого волокна, можно рассчитать остаточную эффективность.
Критерий уд./неуд.: остаточная эффективность должна быть больше 50%.
В большинстве случаев применения в промышленных условиях фильтров с обратной импульсной продувкой фильтрующий материал можно использовать с высокой эффективностью, если остается по меньшей мере 50% эффективности слоя тонкого волокна.
Испытание вымачиванием в спирте (этаноле)
Описание: В данном испытании используют метод LEFS для определения изменения эффективности фильтрующего материала при погружении его в этанол при комнатной температуре.
Методика: Из фильтрующего материала вырезают образец диаметром 4 дюйма. Эффективность задерживания частиц исследуемым образом рассчитывают с использованием сферических латексных частиц диаметром 0,8 мкм, которые используют в качестве модели механических примесей в методе LEFS, скорость потока 20 футов в минуту. Образец погружают в спирт в течение 1 мин. Затем образец помещают на подставку для высушивания и высушивают при комнатной температуре (обычно в течение ночи). После высушивания образца его подвергают повторному испытанию на эффективность методом LEFS, в аналогичных условиях.
Предыдущие стадии повторяют для подложки без слоя тонкого волокна.
Из приведенной выше информации можно рассчитать ту составляющую эффективности, которая относится только к слою тонкого волокна, и уменьшение эффективности как следствие вымачивания в спирте. После определения величины потери эффективности, относящейся к слою тонкого волокна, можно рассчитать остаточную эффективность.
Критерий уд./неуд.: остаточная эффективность должна быть больше 50%.
Представленные выше описание изобретения, примеры и данные приведены для лучшего понимания изобретения. Однако возможны различные модификации и варианты воплощения настоящего изобретения. Сущность изобретения выражена в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИЛЬТРУЮЩИЙ МАТЕРИАЛ, СПОСОБ ФИЛЬТРАЦИИ И ФИЛЬТРОВАЛЬНАЯ ПЕРЕГОРОДКА | 2001 |
|
RU2280491C2 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ (ВАРИАНТЫ), ФИЛЬТРУЮЩАЯ СИСТЕМА (ВАРИАНТЫ) И СПОСОБ ФИЛЬТРАЦИИ (ВАРИАНТЫ) | 2001 |
|
RU2278722C2 |
| КОНСТРУКЦИЯ ФИЛЬТРА И СПОСОБ ФИЛЬТРАЦИИ (ВАРИАНТЫ) | 2001 |
|
RU2301105C2 |
| СОСТАВЫ ТОНКОГО ВОЛОКНА, СПОСОБЫ ИХ ПОЛУЧЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОВОЛОКНИСТОГО МАТЕРИАЛА | 2001 |
|
RU2300543C2 |
| ФИЛЬТРУЮЩИЕ МАТЕРИАЛЫ, ЭЛЕМЕНТЫ И СПОСОБЫ | 2017 |
|
RU2737910C2 |
| УЗЕЛ ВОЗДУШНОГО ФИЛЬТРА И СПОСОБ ФИЛЬТРАЦИИ | 2001 |
|
RU2274482C2 |
| ТОНКИЕ ВОЛОКНА, ПОЛУЧЕННЫЕ ПУТЕМ СШИВАНИЯ ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ | 2017 |
|
RU2749977C2 |
| КОНСТРУКЦИЯ ФИЛЬТРА (ВАРИАНТЫ) И СПОСОБ ФИЛЬТРАЦИИ | 1997 |
|
RU2182509C2 |
| БЕЗМЕМБРАННЫЙ ФИЛЬТР И/ИЛИ НЕРАЗЪЕМНАЯ РАМКА ДЛЯ ФИЛЬТРА | 2010 |
|
RU2537619C2 |
| СИСТЕМА ВОЗДУШНОГО ОХЛАЖДЕНИЯ СО ВСТРОЕННЫМ БЕЗМЕМБРАННЫМ ФИЛЬТРОМ И/ИЛИ НЕРАЗЪЕМНОЙ РАМКОЙ ДЛЯ ФИЛЬТРА | 2010 |
|
RU2537617C2 |
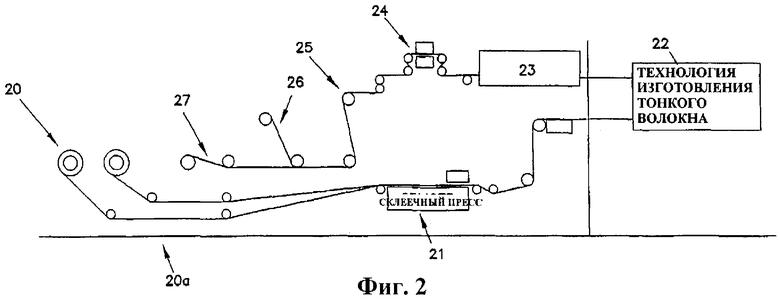
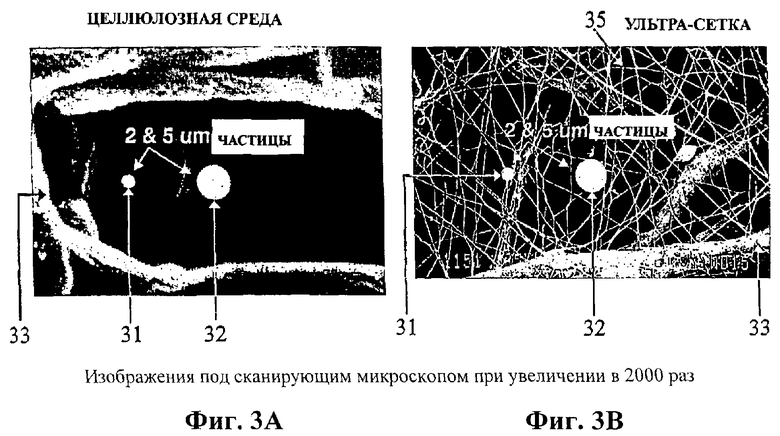
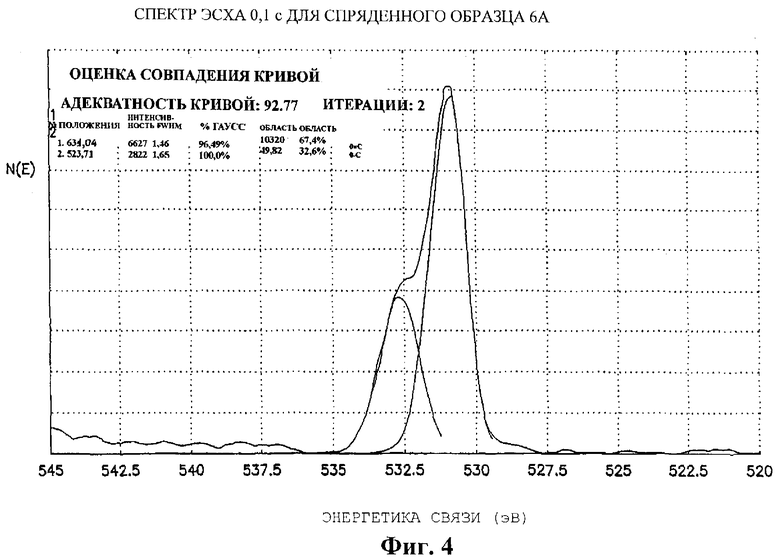
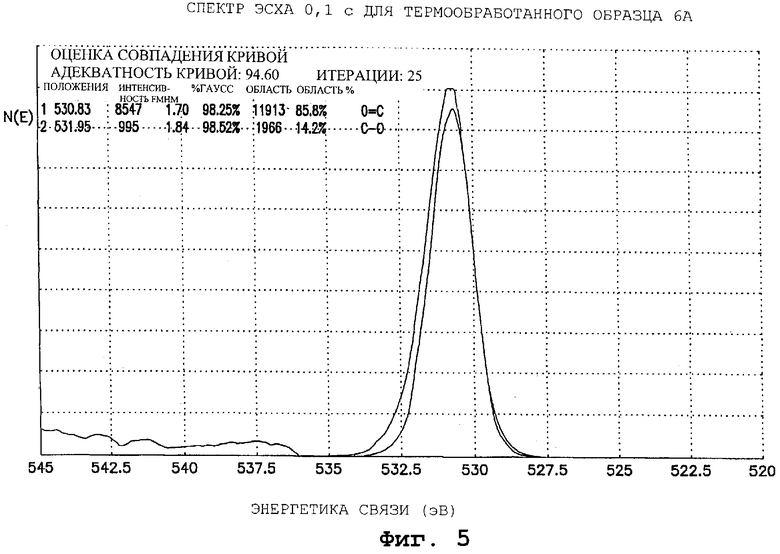
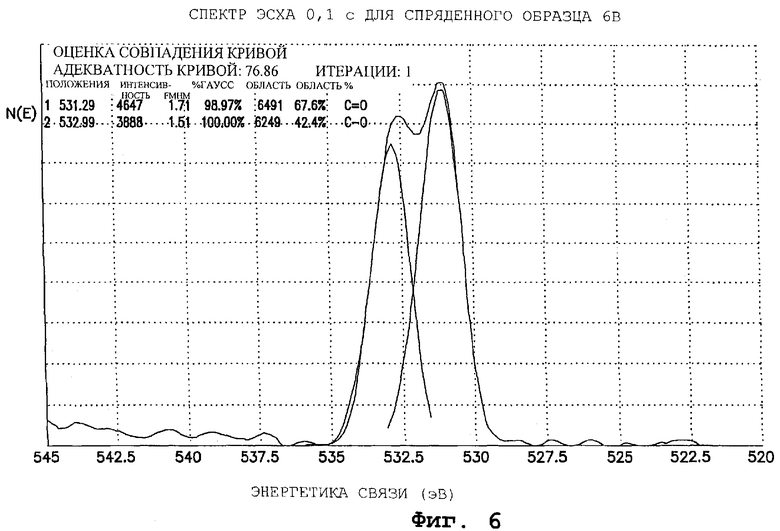
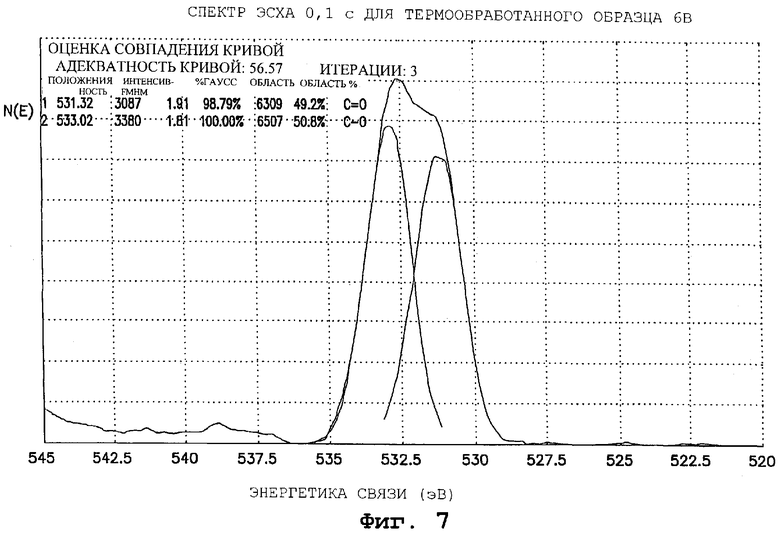
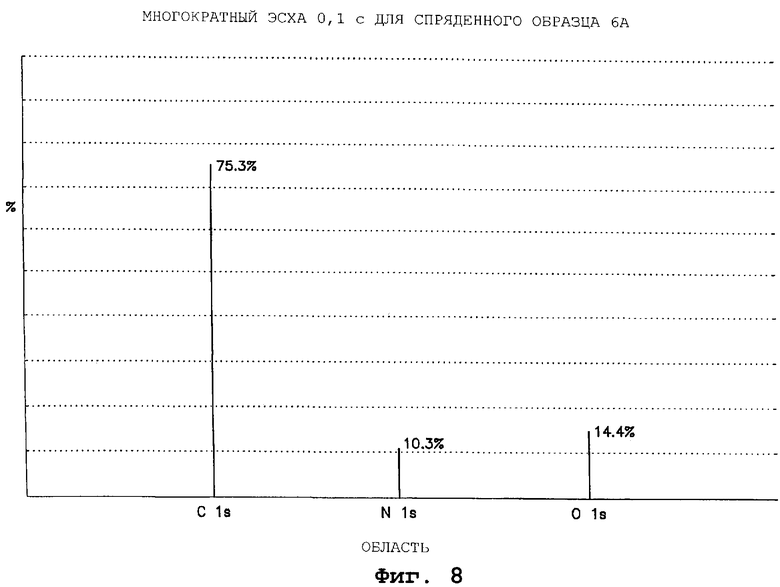
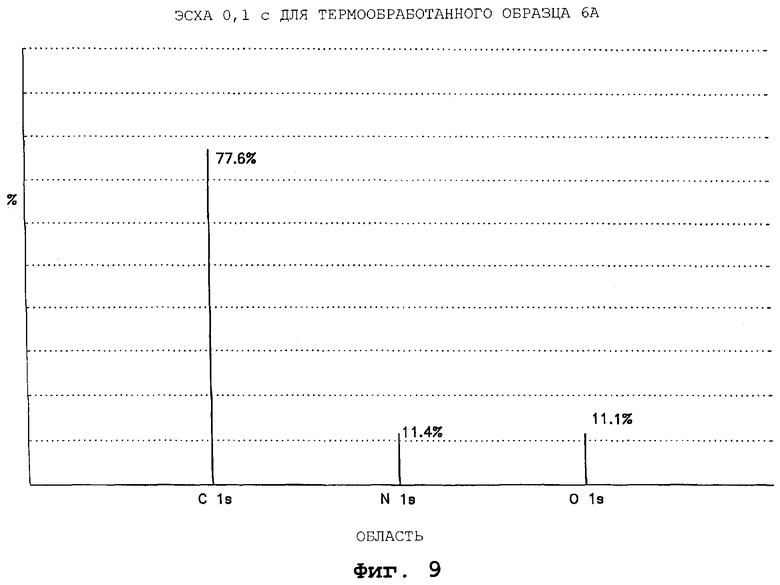
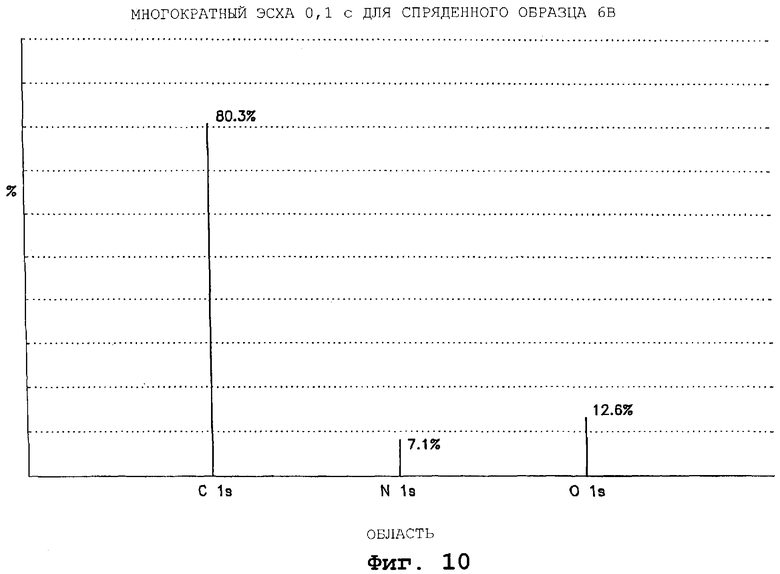
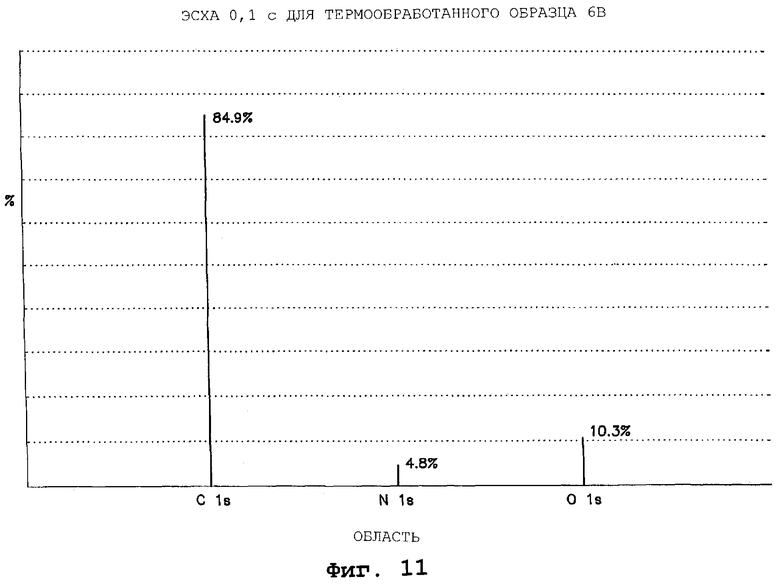
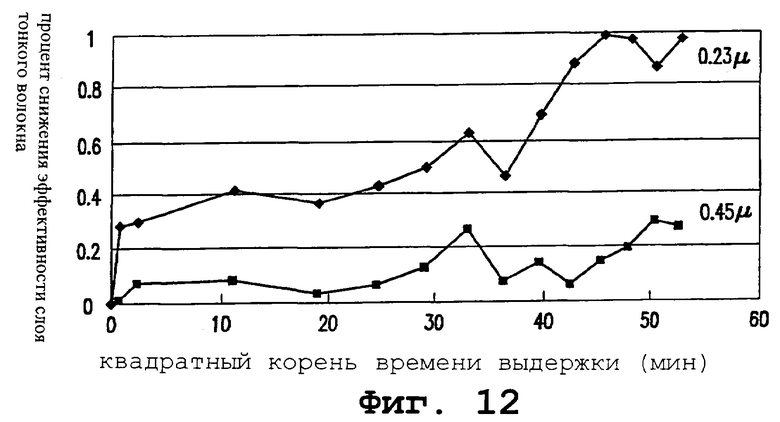
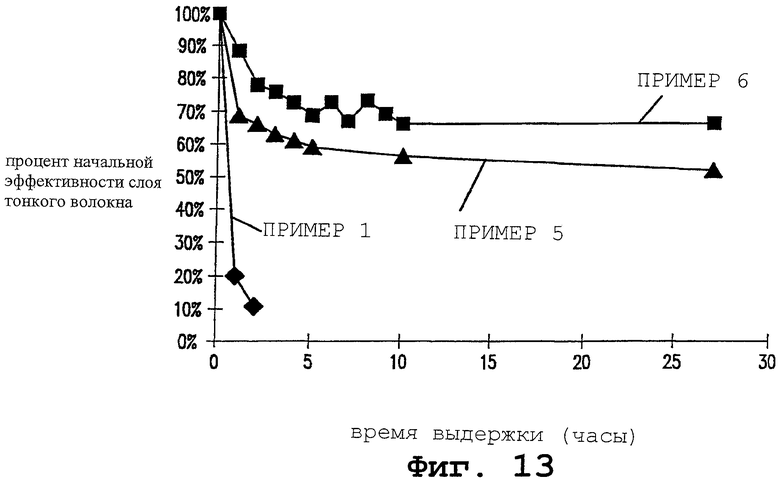
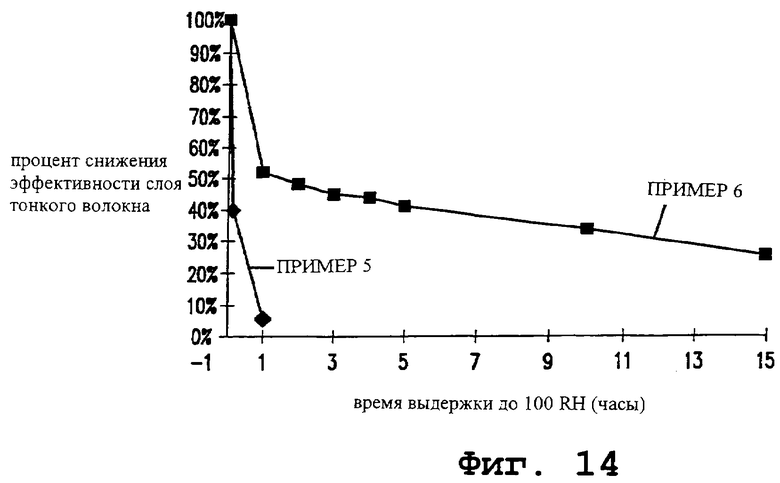
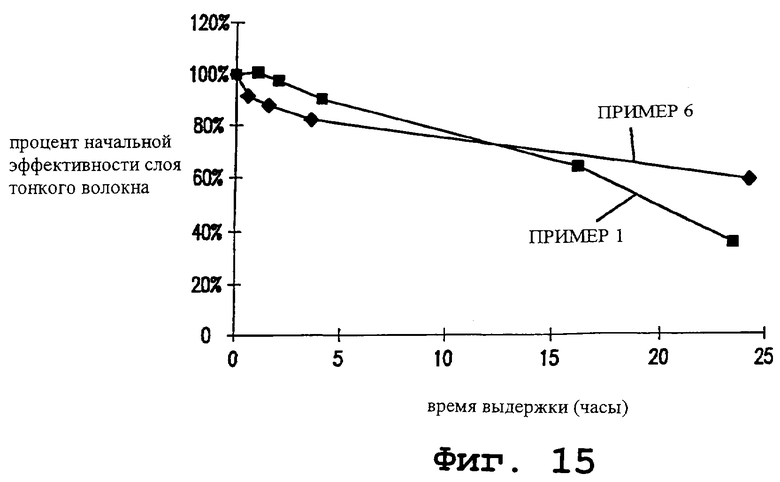
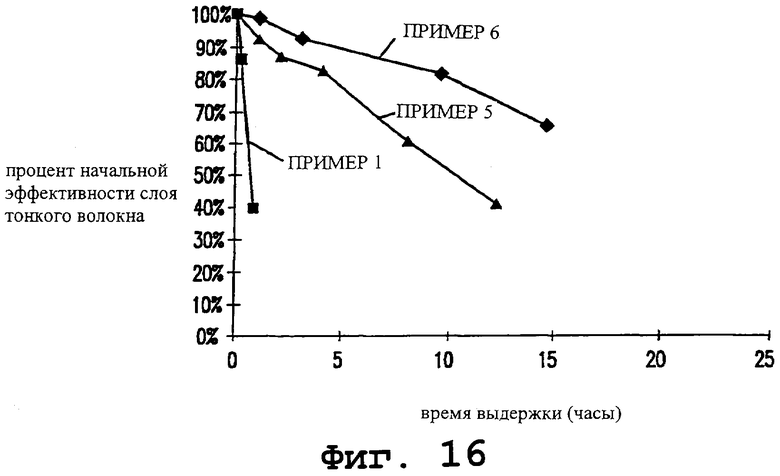
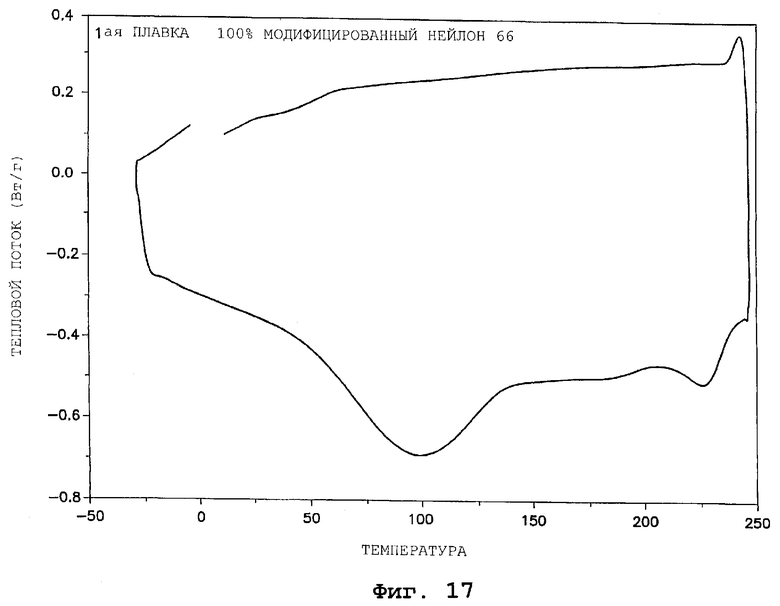
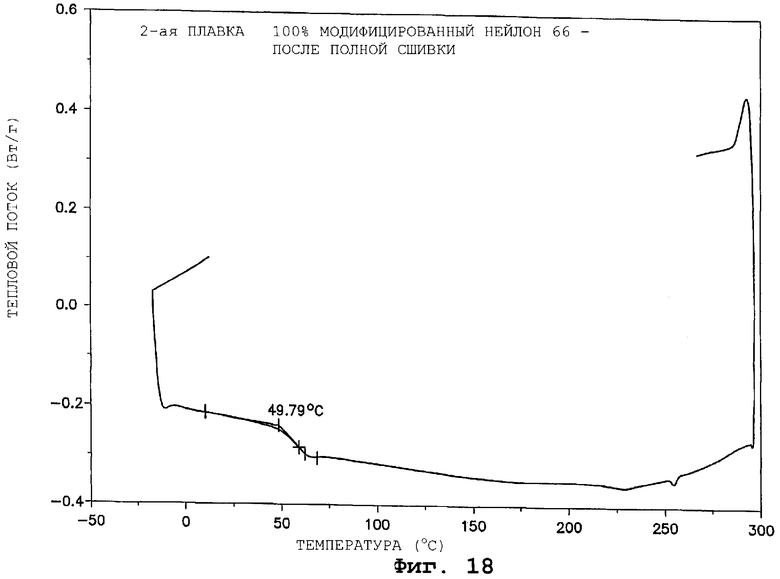
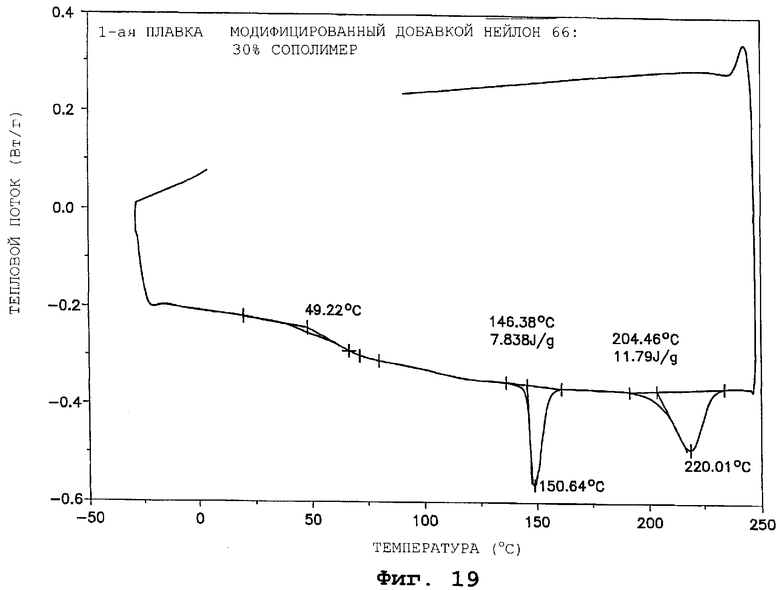
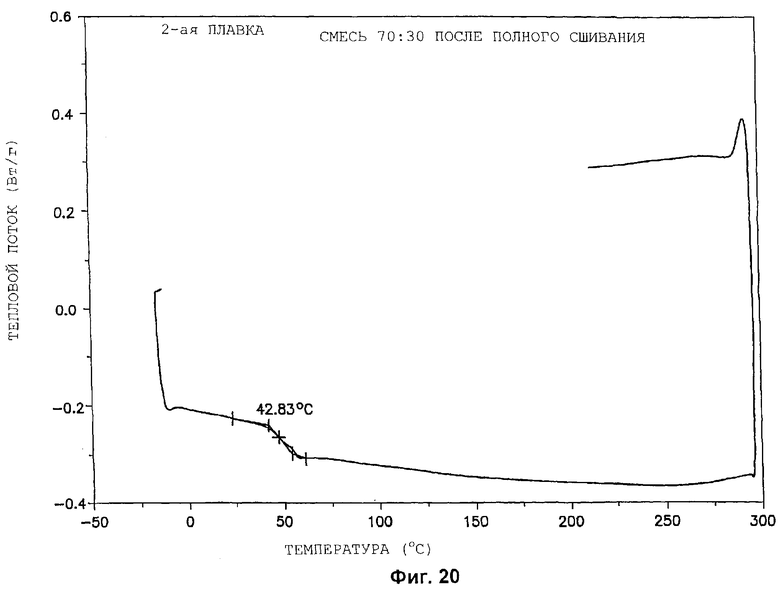
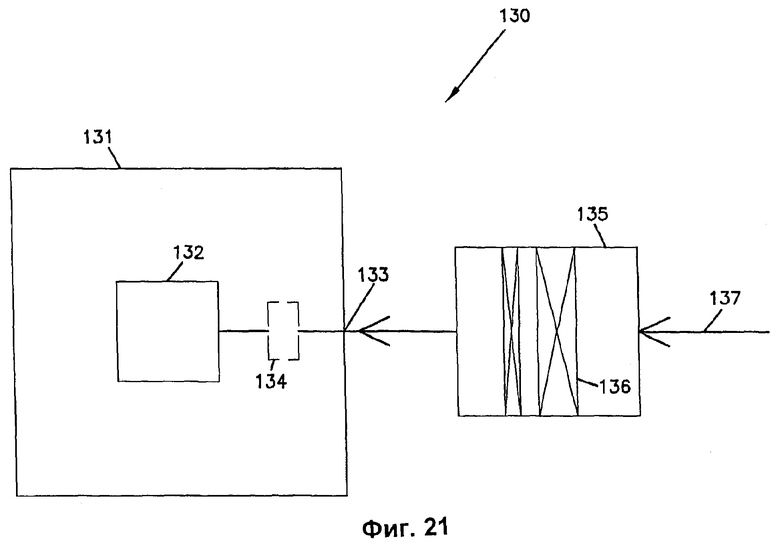
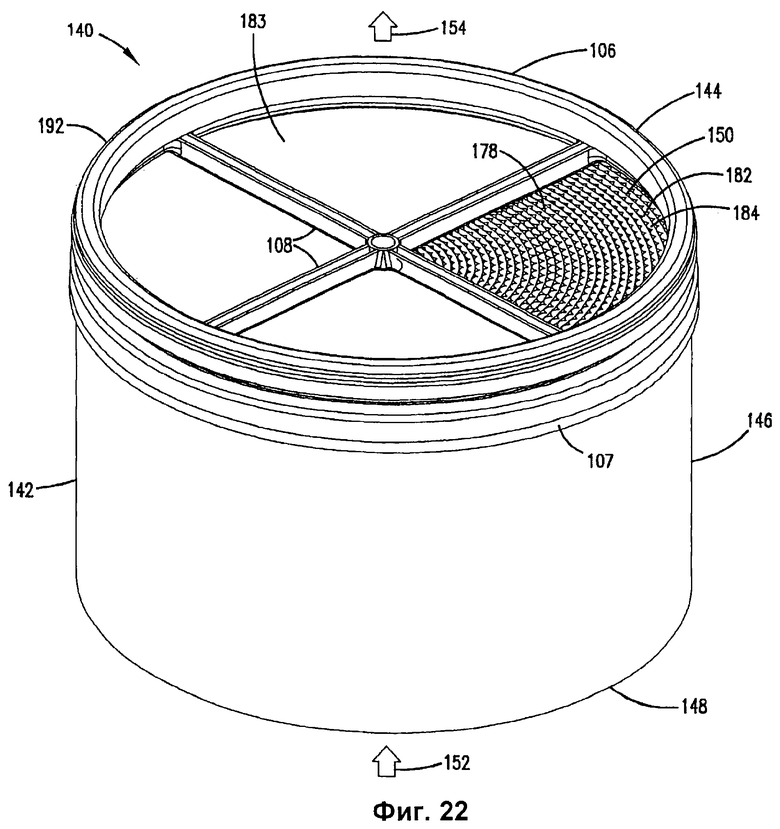
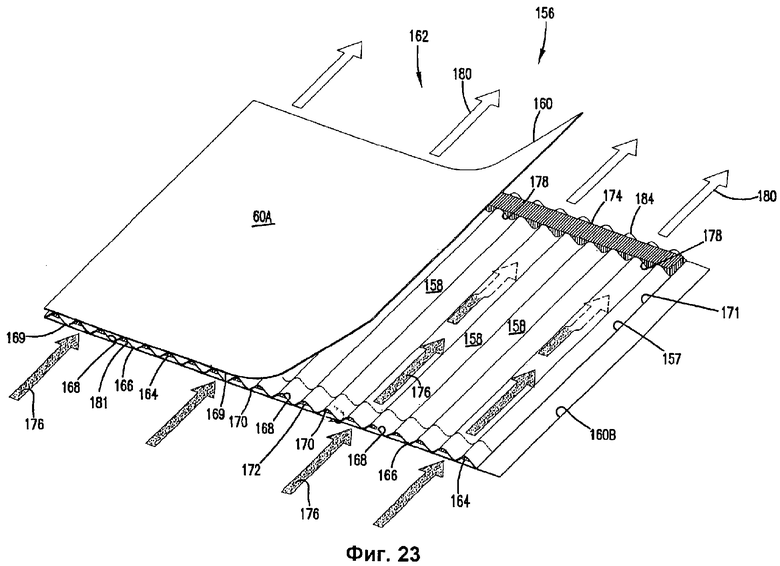
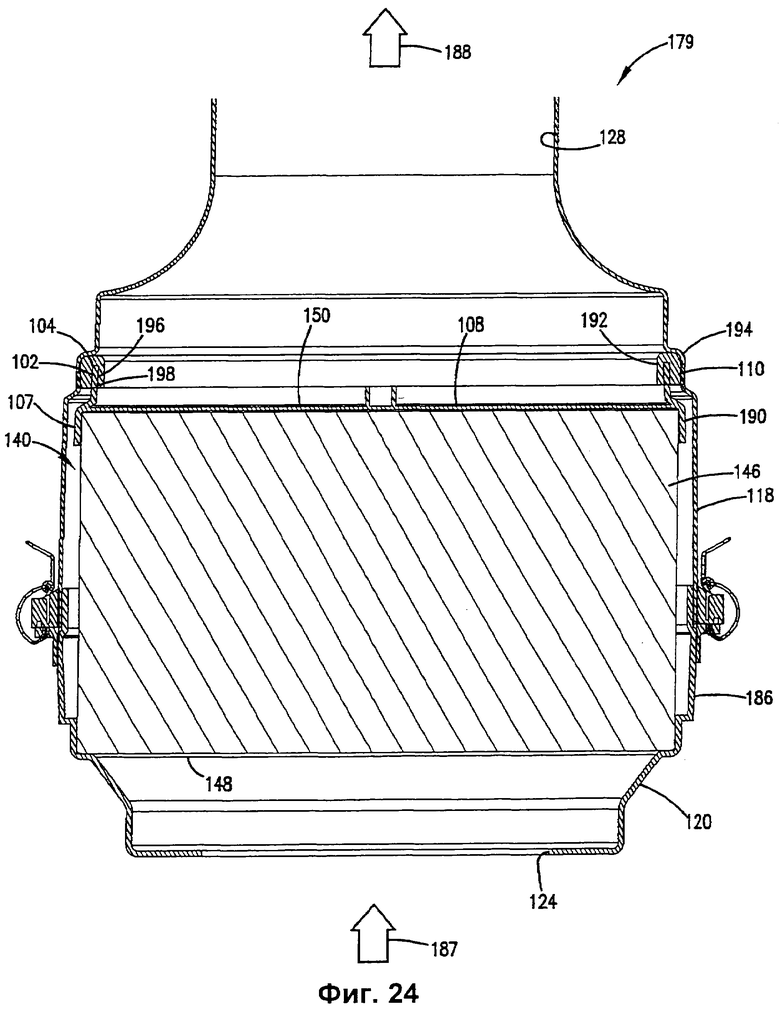
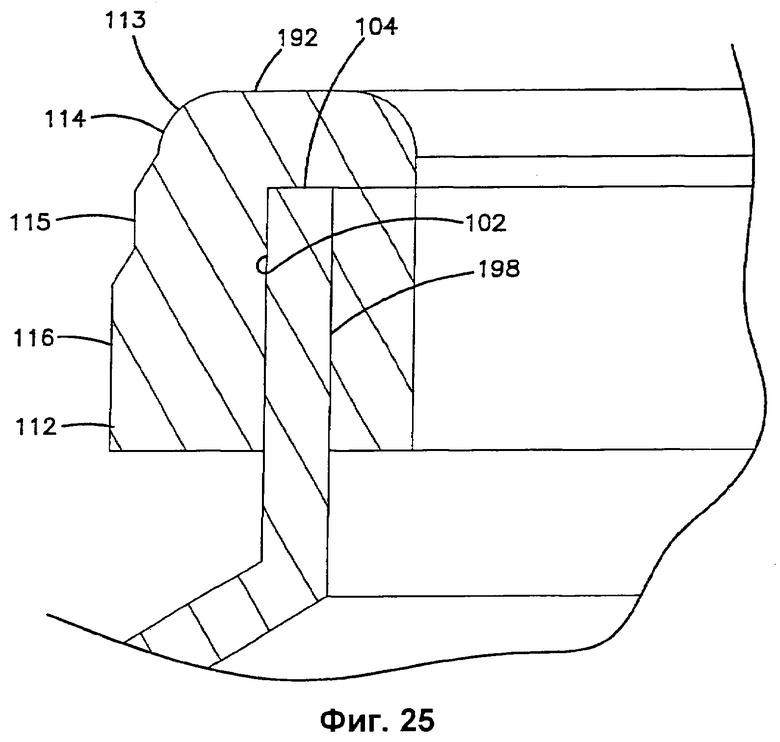
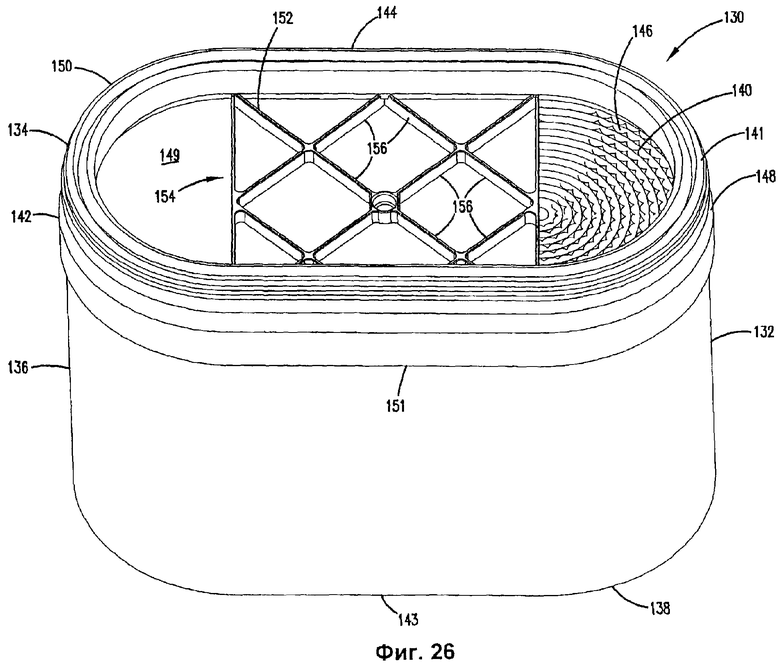
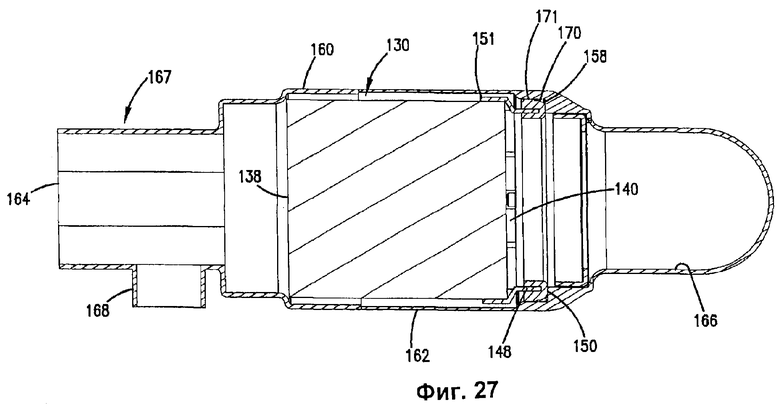
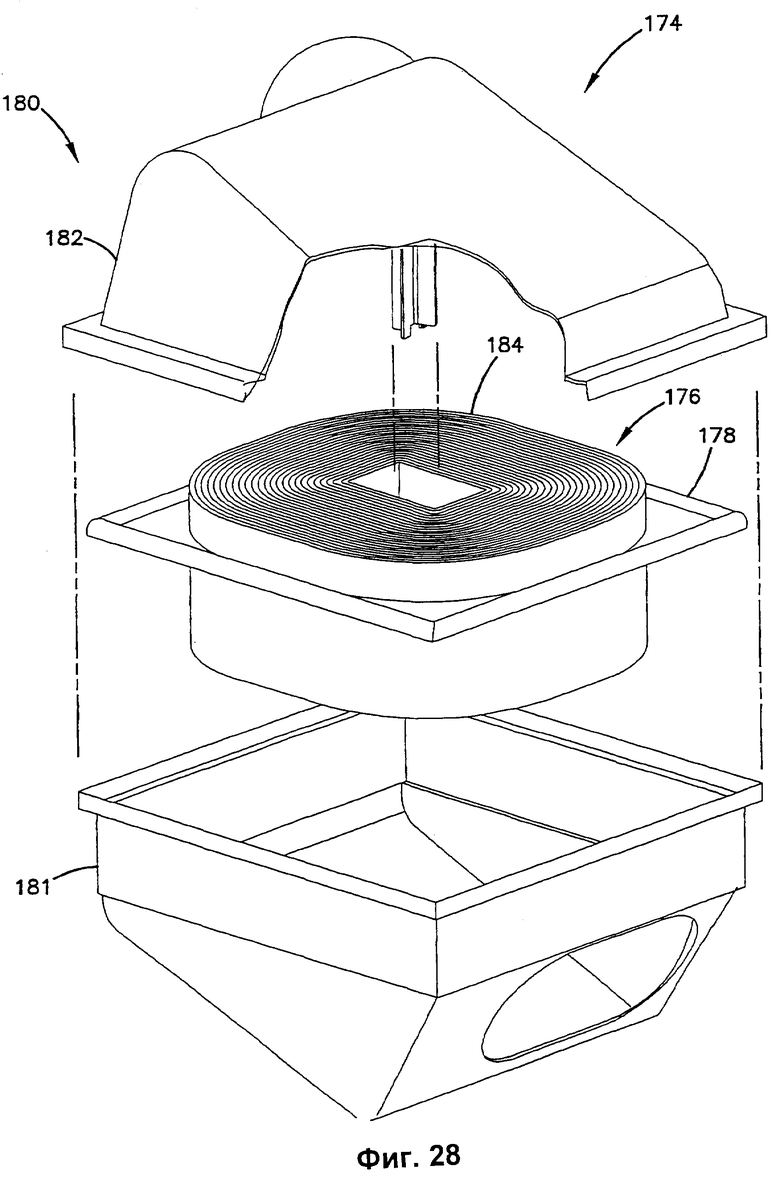
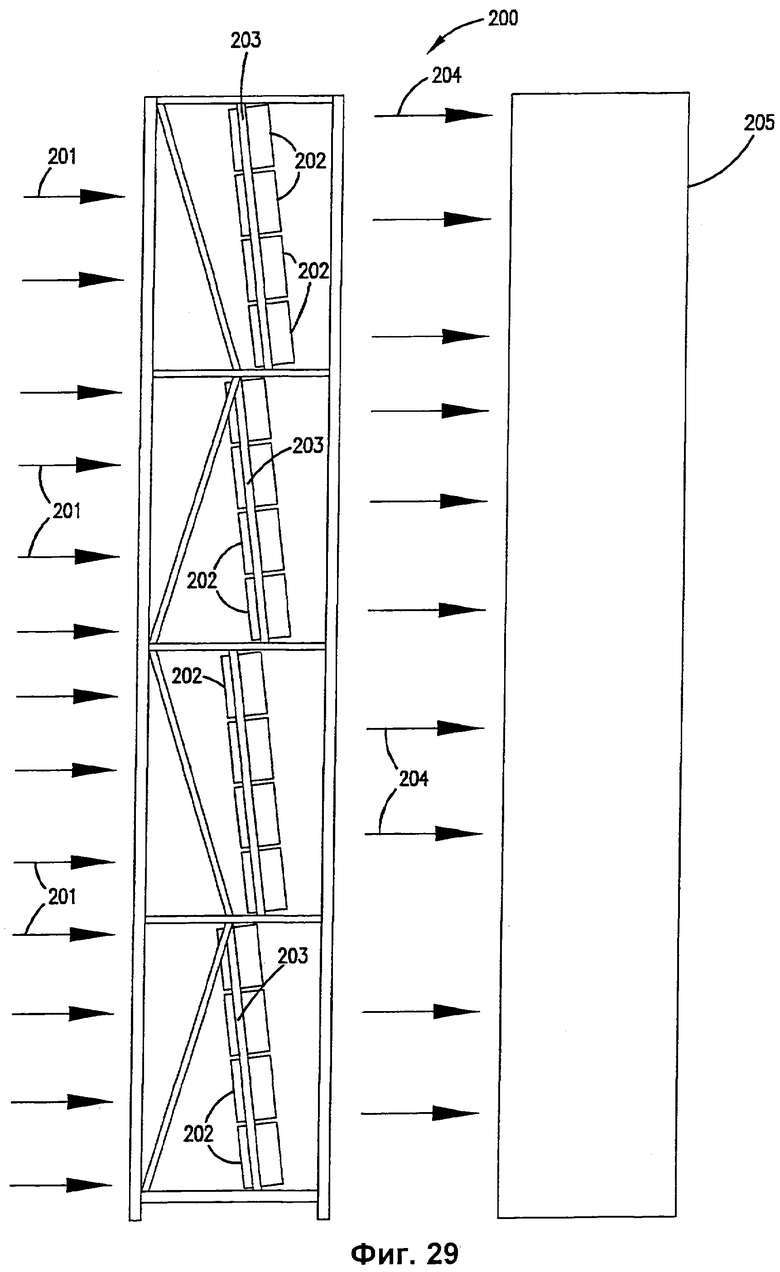
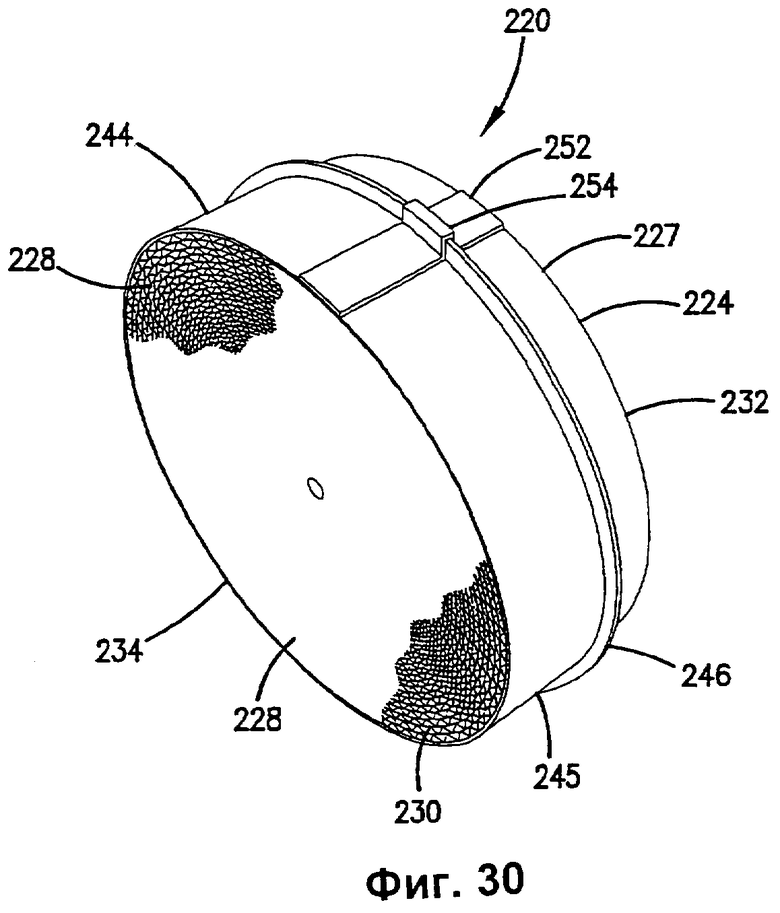
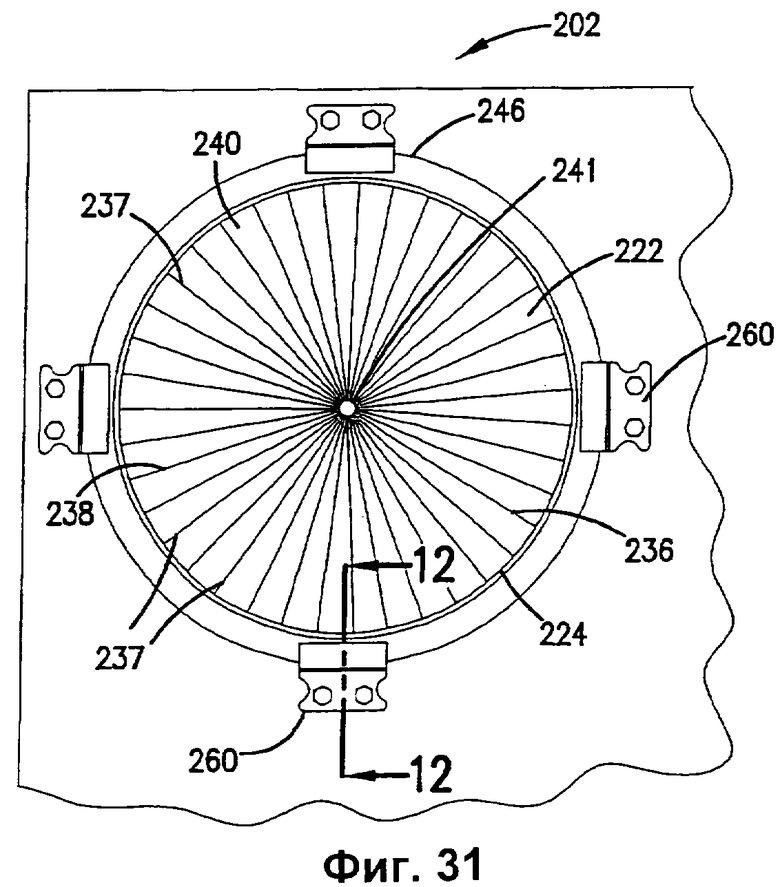
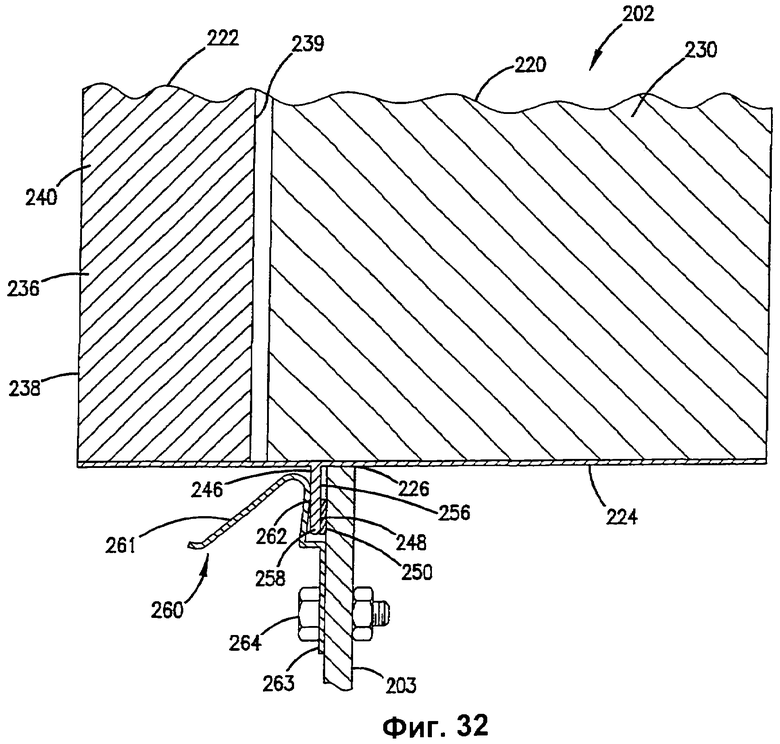
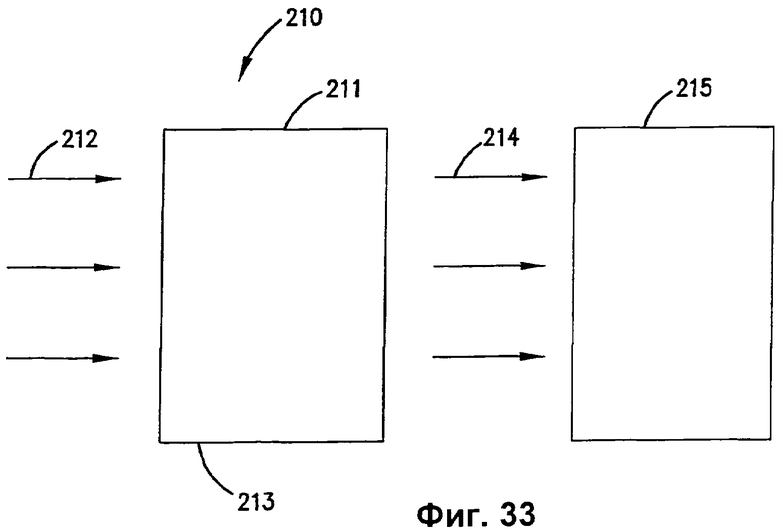
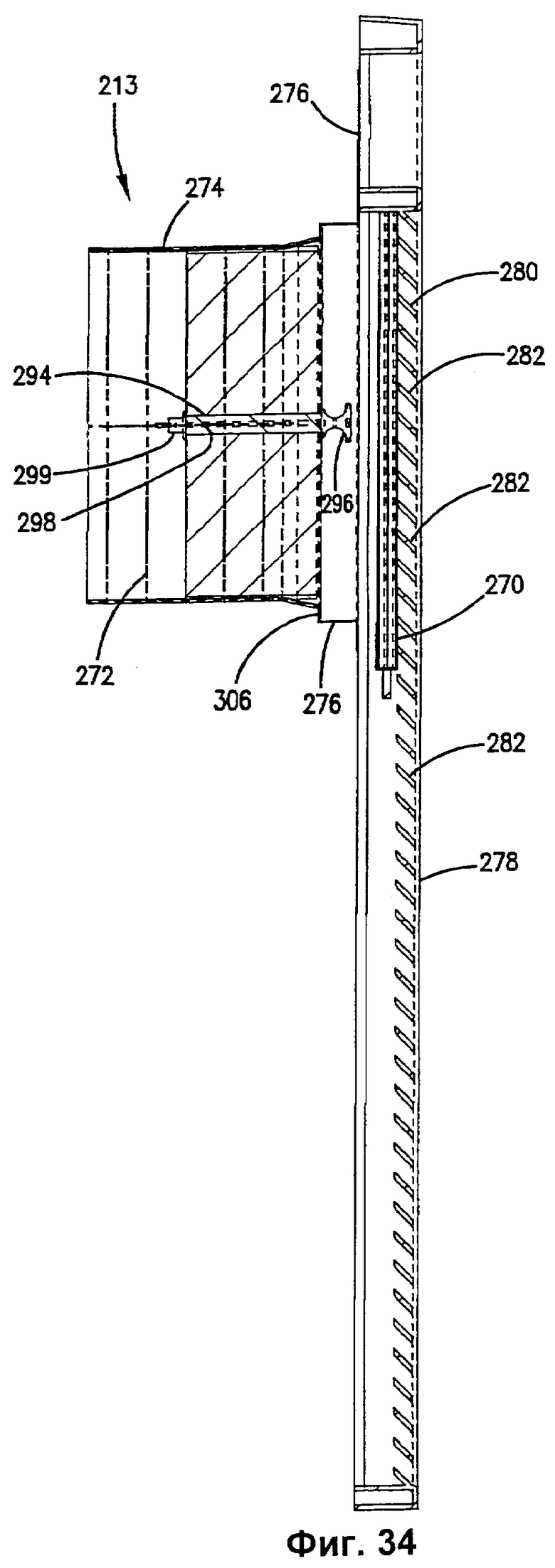
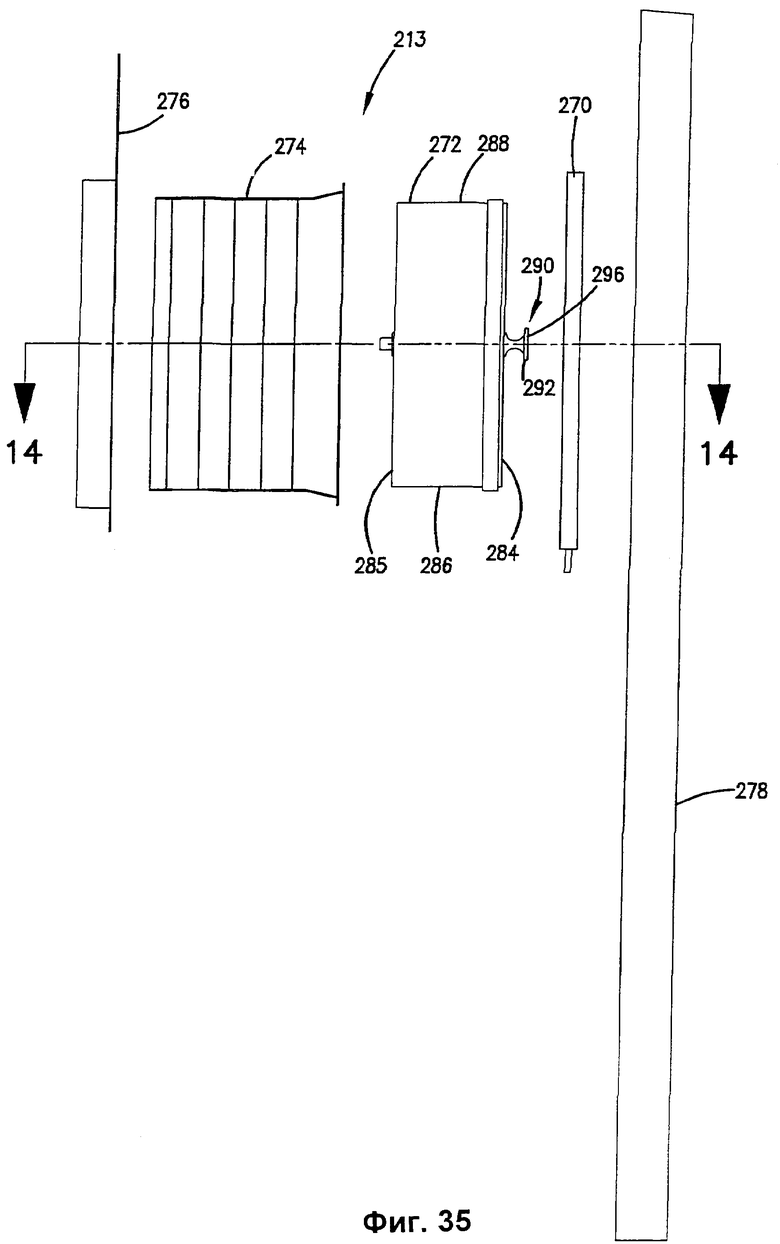
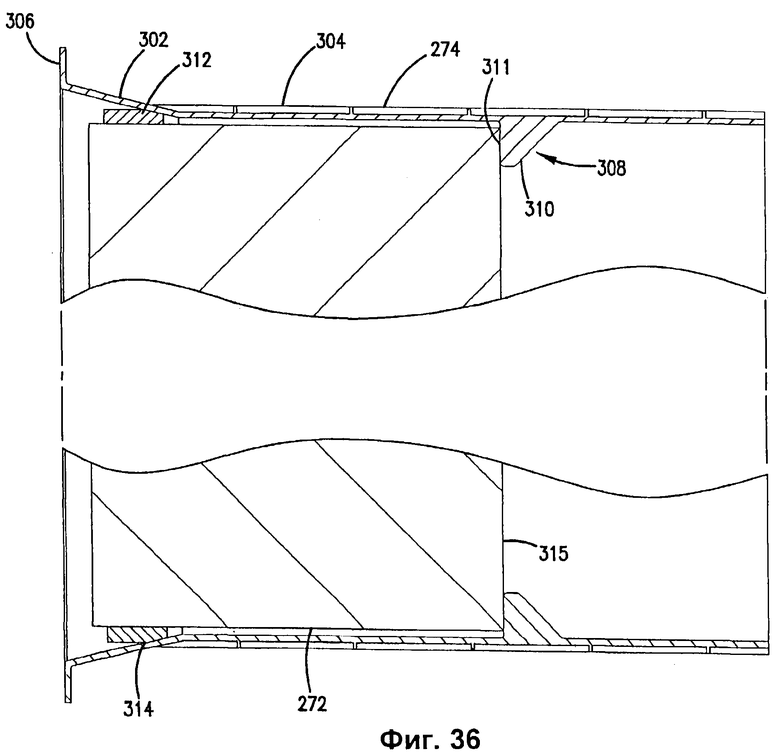
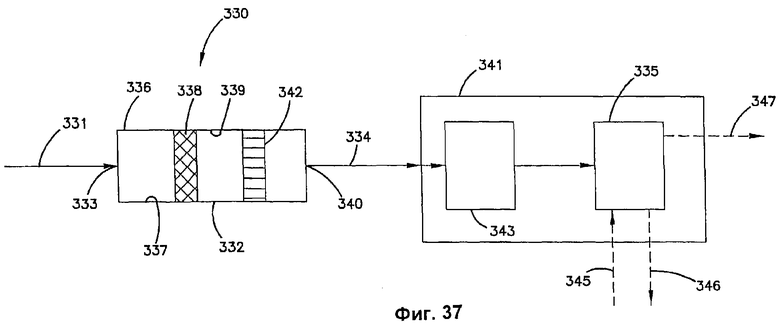
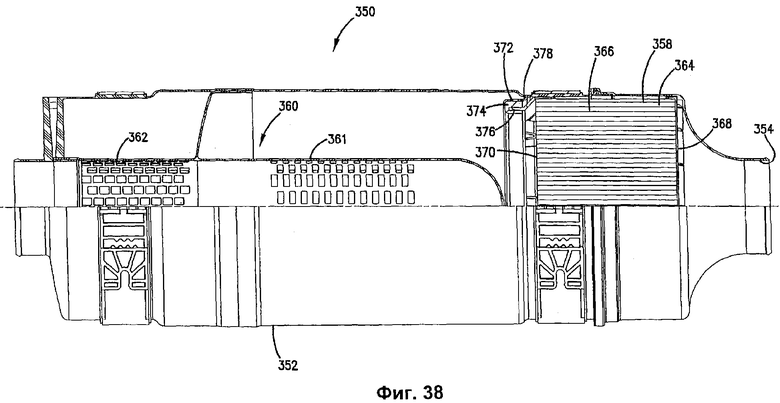
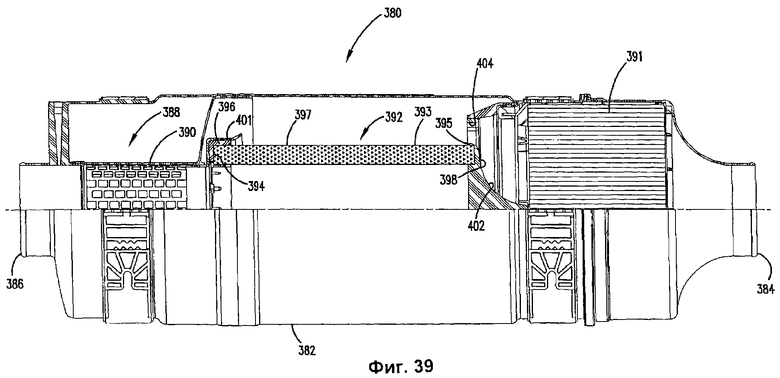
Изобретение предназначено для фильтрования. Фильтрующий элемент включает фильтрующую конструкцию, имеющую первый и второй противоположные торцовые срезы и содержащую подложку с гофрами. Каждый из гофров имеет первую концевую часть, расположенную у первого торцового среза, и вторую концевую часть, расположенную у второго торцового среза. Одни гофры открыты в первой концевой части и закрыты во второй концевой части, а другие гофры - наоборот. Подложка имеет эффективность фильтрации, измеренную по стандарту ASTM 1215-89, при использовании монодисперсных сферических полистироловых частиц размером 0,78 мкм при скорости потока 6,1 м/мин и поверхностную плотность не более примерно 200 г/м2. Поверхность подложки, по меньшей мере, частично покрыта слоем, содержащим тонкое волокно, включающее нейлон, отличающийся от сополимера, сформированного из циклического лактама и мономера диамина С6-10 или двукислотного мономера С6-10. Волокно имеет диаметр примерно 0,01-0,5 мкм. После выдерживания волокна в условиях температуры воздуха 60°С при относительной влажности 100% в течение 16 часов остается более 30% волокна, сохранившего фильтрующую способность. Способ фильтрования осуществляется в описанном фильтрующем элементе. Технический результат: высокая эффективность фильтрации в условиях повышенной влажности и температуры. 2 н. и 10 з.п. ф-лы, 39 ил.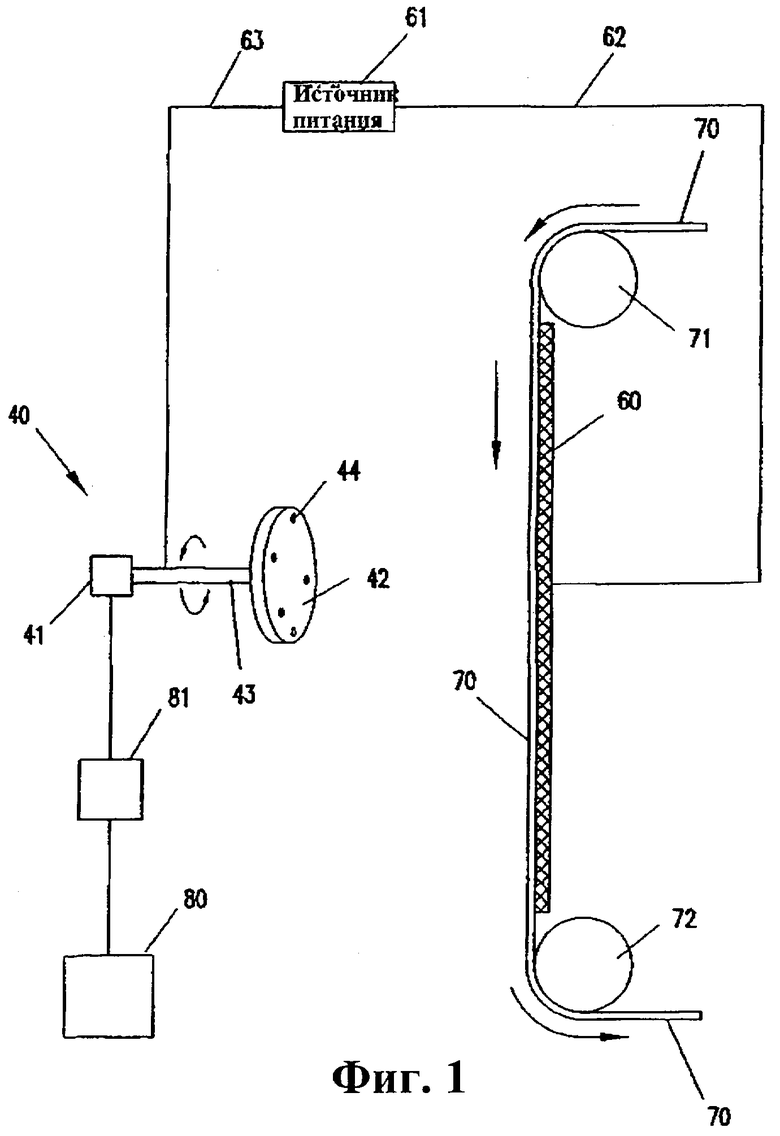
(i) каждый из гофров имеет первую концевую часть, расположенную у первого торцового среза, и вторую концевую часть, расположенную у второго торцового среза;
(ii) одни гофры открыты в первой концевой части и закрыты во второй концевой части, а другие гофры закрыты в первой концевой части и открыты во второй концевой части;
(iii) подложка имеет эффективность фильтрации, измеренную по стандарту ASTM 1215-89 при использовании монодисперсных сферических полистироловых частиц размером 0,78 мкм при скорости потока 6,1 м/мин и поверхностную плотность не более примерно 200 г/м2, при этом поверхность подложки, по меньшей мере, частично покрыта слоем, содержащим тонкое волокно, включающее нейлон, отличающийся от сополимера, полученного из мономеров циклического лактама и С6-10 диамина или двукислотного мономера С6-10, при этом волокно имеет диаметр примерно 0,01-0,5 мкм, причем после выдерживания волокна в условиях температуры воздуха 60°С при относительной влажности 100% в течение 16 ч остается более 30% волокна, сохранившего фильтрующую способность.
(i) каркас имеет выступ, выступающий вдоль оси элемента от одного из первого и второго торцовых срезов и выполненный в виде обода с внешней радиальной поверхностью;
(ii) уплотнительный элемент установлен на указанном выступе каркаса, содержит вспененный материал и расположен примыкающим по меньшей мере к указанной внешней радиальной поверхности.
(i) гофры имеют первую концевую часть, расположенную у первого торцового среза, и вторую концевую часть, расположенную у второго торцового среза;
(ii) одни гофры открыты в первой концевой части и закрыты во второй концевой части, а другие гофры закрыты в первой концевой части и открыты во второй концевой части;
(iii) подложка имеет эффективность фильтрации, измеренную по стандарту ASTM 1215-89 при использовании монодисперсных сферических полистироловых частиц размером 0,78 мкм при скорости потока 6,1 м/мин и поверхностную плотность не более примерно 200 г/м2, при этом поверхность подложки, по меньшей мере, частично покрыта слоем, содержащим тонкое волокно, включающее в себя нейлон, отличающийся от сополимера, полученного из мономеров циклического лактама и С6-10 диамина или двукислотного мономера С6-10, при этом волокно имеет диаметр примерно 0,01-0,5 мкм, причем после выдерживания волокна в условиях температуры воздуха 60°С при относительной влажности 100% в течение 16 ч остается более 30% волокна, сохранившего фильтрующую способность.
(i) корпус с входным отверстием, через которое к фильтрующему устройству подводят неочищенный атмосферный воздух, и выходным отверстием, через которое отводят очищенный воздух, причем фильтрующая конструкция установлена в корпусе;
(ii) установленный в корпусе шумоглушитель, выполненный и установленный с обеспечением снижения уровня шума, по меньшей мере, на 6 дБ,
причем топливный элемент имеет входное отверстие для воздуха, а фильтрующее устройство выполнено и установлено с возможностью направления очищенного воздуха из своего выходного отверстия во входное отверстие топливного элемента.
| US 5820646 А, 13.10.1998 | |||
| US 5672399 А, 30.09.1997 | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| RU 94019986 A1, 27.04.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО МЕМБРАННОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ПАТРОННОГО ТИПА | 1998 |
|
RU2135259C1 |
| ФИЛАТОВ Ю.Н | |||
| Электроформование волокнистых материалов (ЭФВ - процесс) | |||
| - М.: Нефть и газ, 1997, с.152-154, 163-164. | |||

