Изобретение относится к области контрольно-измерительной техники, в частности к рентгеновским средствам измерения толщины слоев биметаллической ленты, используемой в термометрах, терморегуляторах, и может применяться в машиностроении, энергетике и других отраслях.
Известен способ рентгеновского контроля, реализованный в рентгеновском измерителе толщины, заключающийся в облучении контролируемого изделия, детектировании отраженного потока и обработке полученных сигналов [авторское свидетельство SU 1355866 от 30.11.1987].
Это техническое решение позволяет измерять толщины покрытий удовлетворительно, однако точность измерений при этом недостаточная.
Наиболее близким техническим решением к заявляемому представляется способ рентгеновского контроля толщины металлической ленты, реализованный в устройствах контроля, заключающийся в просвечивании контролируемой ленты прямым потоком источника рентгеновского излучения, в первичном детектировании прямого потока излучения после просвечивания им ленты, а затем во вторичном детектировании потока излучения, но отраженного от структуры материала ленты, в обработке продетектированных сигналов и их визуальном воспроизведении [патент RU №2221220, БИ, 2004, №1].
Недостатком способа являются ограниченные функциональные возможности, заключающиеся в контроле эквивалентной толщины ленты, и не обеспечивают достоверное измерение толщины ленты послойно из-за низкой точности измерения.
Сущность заявленного технического решения, заключающаяся в просвечивании исследуемой биметаллической ленты прямым коллимированным потоком источника рентгеновского излучения, в первичном детектировании прямого потока излучения после просвечивания им ленты, а затем во вторичном детектировании потока излучения, но отраженного от структуры материала биметаллической ленты, в обработке продетектированных сигналов и их визуальном воспроизведении, причем коллимирование прямого потока излучения выполняют в виде тонкоплоской формы по ширине не менее ширины ленты и ориентируют полученный узкоколлимированный пучок прямого потока вдоль поперечного сечения ленты и перпендикулярно продольной ее оси симметрии, а перед вторичным детектированием отраженный поток излучения вновь коллимируют в форму, аналогичную форме прямого потока, при этом полученный узкоколлимированный пучок отраженного потока сканируют со скоростью сканирования в 5...10 раз больше линейной скорости движения ленты.
Техническим результатом изобретения является высокая точность и разрешающая способность измерения послойной толщины биметаллической ленты за счет квазиполного использования энергии рентгеновского потока, достигаемого тем, что прямой и отраженный потоки рентгеновского излучения перед детектированием локализуют в узкий пучок вдоль поперечного сечения исследуемой ленты и, кроме того, сканируют отраженный локальный пучок излучения.
На чертеже приведена блок-схема, иллюстрирующая способ рентгеновского контроля толщины биметаллической ленты.
Способ, заключающийся в том, что прямым рентгеновским потоком, излучаемым излучателем 1 через щелевой коллиматор 2, просвечивают толщину контролируемой ленты 4 нормально ее поверхности, а затем после просвечивания ленты 4 осуществляют первичное детектирование прямого потока в детекторе 3 и вторичное детектирование отраженного потока от структуры материала ленты 4 в детекторе 5. При этом перед вторичным детектированием отраженный поток вновь коллимируют в коллиматоре 6. Коллимирование прямого и отраженного от структуры материала ленты 4 потоков излучения выполняют в виде тонкоплоской формы по ширине не менее ширины ленты и ориентируют полученные узкие и плоские пучки прямого и отраженного потоков параллельно друг другу так, чтобы они были совмещены на поверхности контролируемой ленты 4 вдоль ее поперечного сечения. Полученный узкий пучок отраженного потока сканируют со скоростью сканирования в 5...10 раз больше линейной скорости перемещения ленты 4 вдоль ее продольной оси симметрии. Выходные сигналы после детектирования рентгеновского излучения обрабатывают в процессоре 7 и полученные значения после обработки наблюдают на регистраторе 8.
Сканирование коллимированного узкоплоского пучка отраженного потока излучения обеспечивает последовательное пересечение этим узкоплоским пучком границ раздела (верхнюю и нижнюю поверхности ленты и промежуточную контактную поверхность) структуры материалов биметаллической ленты 4.
Выбранная скорость сканирования коллимированным пучком отраженного потока обеспечивает квазисплошной контроль толщины слоев вдоль продольной оси ленты 4.
Работает способ следующим образом.
Прямой рентгеновский поток, коллимируют в форму тонкой, но широкой плоскости, направляют его нормально к поверхности контролируемой ленты, просвечивают им ленту вдоль ее поперечного сечения и осуществляют первичное детектирование. По изменению сигнала от первичного детектирования судят об эквивалентной суммарной толщине биметаллической ленты.
Одновременно с первичным детектированием прямого коллимированного тонкоплоского пучка, прошедшего толщину ленты, выполняют вторичное детектирование, но отраженного от структуры материала ленты. При этом отраженный поток излучения перед вторичным детектированием вновь коллимируют поток в форму, аналогичную форме коллимированного прямого потока излучения. Причем тонкоплоские пучки прямого и отраженного потоков излучения ориентированы параллельно друг другу и совмещены на поверхности ленты в поперечном ее сечении.
Кроме того, коллимированный пучок отраженного потока излучения сканируют, со скоростью в 5...10 раз больше линейной скорости движения ленты, вдоль ее продольной оси симметрии.
Сигналы, полученные от первичного детектирования, несущего информацию в виде электрического сигнала о суммарной толщине ленты, и вторичного детектирования, несущего информацию в отдельности о наличии границ раздела в виде электрических импульсов в соответствии с количеством слоев ленты (для биметаллической ленты это три слоя - два наружных и внутренний) сравниваются в реальный момент времени и одновременно с этим вычисляются по времени промежутков между импульсами продетектированного отраженного сигнала с продетектированным сигналом прямого излучения, несущим информацию о эквивалентной толщине от первичного преобразования толщина ленты. По вычисленным значениям определяют толщину каждого слоя ленты в отдельности.
Техническим результатом изобретения является высокая точность и разрешающая способность измерения послойной толщины биметаллической ленты за счет квазиполного использования энергии рентгеновского потока, достигаемого тем, что прямой и отраженный потоки рентгеновского излучения перед детектированием локализуют в узкий пучок вдоль поперечного сечения исследуемой ленты и, кроме того, сканируют отраженный локальный пучок излучения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ ТРИПЛЕКСНОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2285236C1 |
| УСТРОЙСТВО ДЛЯ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ ТРЕХСЛОЙНОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2288448C1 |
| РЕНТГЕНОВСКОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2281458C1 |
| УСТРОЙСТВО ДЛЯ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2289097C1 |
| КОЛЛИМАТОР РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 1992 |
|
RU2122756C1 |
| СПОСОБ РАДИАЦИОННОГО ИССЛЕДОВАНИЯ ВНУТРЕННЕЙ СТРУКТУРЫ ОБЪЕКТОВ | 1992 |
|
RU2069853C1 |
| УСТРОЙСТВО ДЛЯ МАЛОУГЛОВОЙ РЕНТГЕНОВСКОЙ ТОМОГРАФИИ | 1999 |
|
RU2164081C2 |
| Способ формирования изображения удаленного малоразмерного объекта | 1990 |
|
SU1764011A1 |
| УСТРОЙСТВО ДЛЯ ВОЛНОВОДНО-РЕЗОНАНСНОГО РЕНТГЕНОФЛУОРЕСЦЕНТНОГО ЭЛЕМЕНТНОГО АНАЛИЗА | 2019 |
|
RU2706445C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СКАНИРОВАНИЯ ТЕЛА | 1993 |
|
RU2126550C1 |
Изобретение относится к области неразрушающего контроля объектов с использованием рентгеновского излучения. Способ заключается в просвечивании исследуемой биметаллической ленты прямым коллимированным потоком источника рентгеновского излучения, в первичном детектировании прямого потока излучения после просвечивания им ленты, а затем во вторичном детектировании потока излучения, но отраженного от структуры материала биметаллической ленты, в обработке продетектированных сигналов и их визуальном воспроизведении. Отличительная особенность состоит в том, что коллимирование прямого потока излучения выполняют в виде тонкоплоской формы по ширине не менее ширины ленты и ориентируют полученный узкий пучок прямого потока вдоль поперечного сечения ленты и перпендикулярно продольной ее оси симметрии, а перед вторичным детектированием, отраженный поток излучения вновь коллимируют в форму, аналогичную форме прямого потока, при этом полученный узкий пучок отраженного потока сканируют, со скоростью в 5...10 раз больше линейной скорости движения ленты, вдоль ее продольной оси симметрии. Техническим результатом изобретения является повышение разрешающей способности и точности измерений. 1 ил.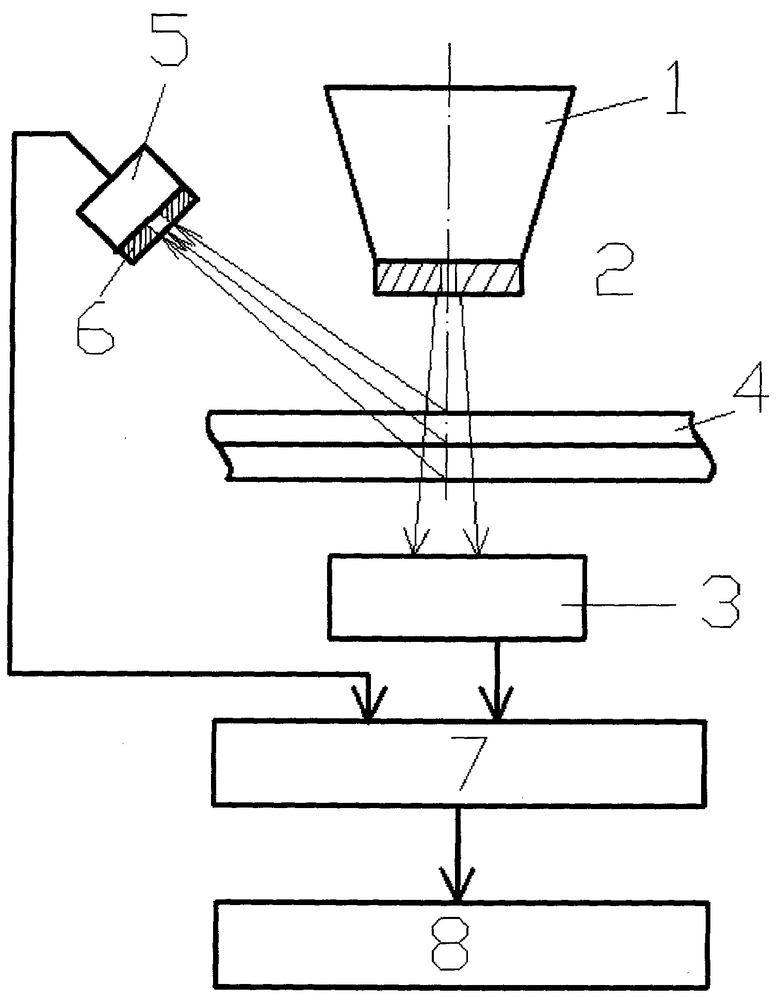
Способ рентгеновского контроля толщины слоев биметаллической ленты, заключающийся в просвечивании исследуемой биметаллической ленты прямым коллимированным потоком источника рентгеновского излучения, в первичном детектировании прямого потока излучения после просвечивания им ленты, а затем во вторичном детектировании потока излучения, но отраженного от структуры материала биметаллической ленты, в обработке продетектированных сигналов и их визуальном воспроизведении, отличающийся тем, что коллимирование прямого потока излучения выполняют в виде тонкоплоской формы по ширине не менее ширины ленты и ориентируют полученный узкий пучок прямого потока вдоль поперечного сечения ленты и перпендикулярно продольной ее оси симметрии, а перед вторичным детектированием, отраженный поток излучения вновь коллимируют в форму, аналогичную форме прямого потока, при этом полученный узкий пучок отраженного потока сканируют со скоростью в 5...10 раз больше линейной скорости движения ленты вдоль ее продольной оси симметрии.
| РЕНТГЕНОВСКИЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ПРОКАТА | 2002 |
|
RU2221220C1 |
| Устройство для измерения толщины покрытия | 1986 |
|
SU1355866A1 |
| US 5666394 A, 09.09.1997 | |||
| JP 2003064474, 05.03.2003. | |||

