Изобретение относится к области контрольно-измерительной техники, в частности к рентгеновским средствам измерения толщины слоев триплексной металлической ленты, то есть выполненной из трехслойного материала, например, типа латунь-сталь-латунь, используемой при изготовлении гильз для патронов и снарядов, и может применяться в военной технике, атомной энергетике и других отраслях.
Известны способы рентгеновского контроля толщины металлической ленты, реализованные в устройствах контроля, заключающиеся в просвечивании контролируемой ленты прямым потоком источника рентгеновского излучения, в первичном детектировании прямого потока излучения после просвечивания им ленты, а затем во вторичном детектировании потока излучения, но отраженного от структуры материала ленты, в обработке продетектированных сигналов и их визуальном воспроизведении [см. например, описание к патенту RU №2221220, опубликовано 10.01.2004].
Недостатком известных способов рентгеновского контроля толщины являются ограниченные функциональные возможности, заключающиеся в контроле эквивалентной толщины ленты, и не обеспечивают достоверное измерение толщины ленты послойно из-за низкой точности измерения и разрешающей способности.
Также известен способ рентгеновского контроля толщины многослойных покрытий цилиндрической формы, заключающийся в просвечивании прямым потоком излучения контролируемой ленты, в первичном детектировании прямого потока излучения и вторичном детектировании отраженного от структуры материала ленты потока рентгеновского излучения, в обработке продетектированных сигналов и их визуальном воспроизведении [описание к патенту RU №2253837, опубликовано 10.06.2005].
Это техническое решение позволяет измерять толщину слоев покрытий удовлетворительно, однако разрешающая способность при этом недостаточная, поскольку прямой поток излучения в зоне контакта с контролируемой лентой имеет большую "размытую" площадь просвечивания, а детектируемый отраженный поток еще более увеличивается в своем сечении, поэтому на вторичное детектирование попадает только часть отраженного потока. Очевидно, что остальная информационная часть потока теряется и поэтому метрологические показатели способа и его разрешающая способность недостаточные.
Техническим результатом от реализации предложенного изобретения являются широкие функциональные возможности, высокая точность и разрешающая способность измерения послойной толщины триплексной металлической ленты за счет квазиполного использования энергии рентгеновского потока, достигаемого тем, что прямой и отраженный потоки рентгеновского излучения перед детектированием локализуют в узкий пучок вдоль поперечного сечения исследуемой ленты и сканируют отраженный локальный пучок излучения.
Сущность заявляемого технического решения заключается в том, что контролируемую триплексную (трехслойную) ленту просвечивают излучаемыми в противофазе коллимированными первым и дополнительным прямыми потоками импульсного рентгеновского излучения с противоположных поверхностей ленты навстречу друг другу, оба потока детектируют дважды - до просвечивания и после просвечивания ленты, при этом коллимирование данных потоков осуществляют с формой в виде щелей, ориентированных параллельно друг другу вдоль поперечного сечения ленты, дополнительно коллимируют и детектируют отраженные потоки импульсного рентгеновского излучения от материала ленты, при этом коллимирование данных потоков, также как и коллимирование прямых потоков осуществляют с формой в виде щелей, ориентированных параллельно друг другу вдоль поперечного сечения ленты, а детектирование выполняют синхронным сканированием отраженного излучения на угол, перекрывающий апертуру коллимированных прямых потоков, по продетектированным сигналам от первого и дополнительного прямых потоков импульсного рентгеновского излучения судят о совокупной толщине ленты, по продетектированным сигналам от первого и дополнительного отраженных потоков импульсного рентгеновского излучения судят соответственно о толщине верхнего и нижнего слоев ленты, а толщину среднего слоя определяют на основании совокупной толщины ленты и толщины ее верхнего и нижнего слоев.
На чертеже приведена блок-схема, иллюстрирующая способ рентгеновского контроля толщины слоев триплексной металлической ленты.
Предложенный способ заключается в том, что прямой поток импульсного рентгеновского излучения излучателем 1 коллимируют коллиматором 2, детектируют детектором 5, затем продетектированным потоком просвечивают триплексную (трехслойную) ленту в направлении, нормальном к ней, и просветивший ленту прямой поток, вновь детектируют в детекторе 6. Новизна способа состоит в том, что осуществляют дополнительное просвечивание трехслойной ленты прямым потоком импульсного рентгеновского излучения излучателем 3 через коллиматор 4 в противофазе с первым прямым потоком, излучаемым излучателем 1, но с противоположной стороны ленты строго навстречу первому потоку. Отраженные потоки излучения от структуры материалов ленты с обеих ее сторон коллимируют и детектируют в коллиматорах 7, 9 и детекторах 8, 10 соответственно. Коллимирование прямых и отраженных потоков импульсного излучения выполняют тонкоплоской формы в виде щели, направление каждой из которых ориентируют параллельно друг другу вдоль поперечного сечения ленты. Операции коллимирования и детектирования отраженных потоков выполняют синхронным сканированием относительно точки пересечения прямых потоков и плоскости ленты на угол, перекрывающий апертуру коллимированных прямых потоков.
Противофазное просвечивание ленты потоками импульсного рентгеновского излучения обеспечивает попеременное измерение толщины, например, сначала верхнего слоя ленты по отраженному первому прямому потоку, а затем нижнего слоя ленты по отраженному дополнительному потоку излучения, причем в обоих случаях измеряется совокупная толщина ленты.
Работает способ следующим образом.
Контролируемую трехслойную ленту просвечивают в противофазе коллимированными первым и дополнительным потоками рентгеновского излучения с противоположных поверхностей (верхней и нижней) ленты навстречу друг другу. Коллимирование прямых первого и дополнительного потоков осуществляют в форму тонкой (узкой), но продольной линии, ориентированной вдоль поперечного сечения ленты. Оба потока дважды детектируют до просвечивания и после просвечивания ленты. По изменению продетектированных первичного и вторичного сигналов первого и дополнительного прямых потоков судят о совокупной (эквивалентной) толщине ленты, при этом измеренная толщина должна быть в обоих случаях равной.
Кроме того, прямой и дополнительный отраженные потоки от структуры материала ленты коллимируют и детектируют. Причем коллимирование отраженных потоков от структуры материала ленты выполняют одинаковым по форме и размерам с коллимированными прямыми потоками, а формы коллимирования ориентируют параллельно друг другу вдоль поперечного сечения ленты как прямых, так и отраженных потоков. Операции коллимирования и детектирования отраженных потоков выполняют синхронным сканированием относительно точки пересечения данных потоков и плоскости ленты на угол, перекрывающий апертуру коллимированных прямых потоков.
Толщину, например, верхнего слоя ленты определяют по продетектированному сигналу отраженного первого потока излучения, а толщину нижнего слоя ленты - по продетектированному сигналу отраженного дополнительного потока. Толщину среднего слоя ленты вычисляют, исходя из найденных значений крайних толщин слоев ленты и совокупной ее толщины.
Техническим результатом изобретения являются широкие функциональные возможности, высокая точность и разрешающая способность измерения послойной толщины триплексной металлической ленты за счет квазиполного использования энергии рентгеновского потока, достигаемого тем, что прямой и отраженный потоки рентгеновского излучения перед детектированием локализуют в узкий пучок вдоль поперечного сечения исследуемой ленты и, кроме того, сканируют отраженный локальный пучок излучения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2281459C1 |
| УСТРОЙСТВО ДЛЯ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ ТРЕХСЛОЙНОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2288448C1 |
| РЕНТГЕНОВСКИЙ СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ЛИСТОВЫХ ИЗДЕЛИЙ | 2002 |
|
RU2234677C2 |
| УСТРОЙСТВО ДЛЯ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2289097C1 |
| РЕНТГЕНОВСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ИЗДЕЛИЯ | 2006 |
|
RU2312306C1 |
| РАДИАЦИОННЫЙ СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ ПРОКАТА | 2004 |
|
RU2262663C1 |
| РЕНТГЕНОВСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ЛИСТОВОГО ПРОКАТА ИЗ МОНЕТНОГО СПЛАВА | 2005 |
|
RU2280239C1 |
| СПОСОБ РАДИАЦИОННОГО ИССЛЕДОВАНИЯ ВНУТРЕННЕЙ СТРУКТУРЫ ОБЪЕКТОВ | 1992 |
|
RU2069853C1 |
| ОПТИЧЕСКИЙ ДАТЧИК (ВАРИАНТЫ), ОБЪЕКТИВ (ВАРИАНТЫ) И ОПТИЧЕСКИЙ АДАПТЕРНЫЙ ПРИБОР (ВАРИАНТЫ) | 1998 |
|
RU2155389C2 |
| СКВАЖИННЫЙ ПРИБОР | 2011 |
|
RU2577255C2 |
Изобретение относится к области контрольно-измерительной техники, в частности к рентгеновским средствам измерения толщины слоев триплексной (трехслойной) металлической ленты, используемой при изготовлении гильз для патронов и снарядов и т.д. Способ рентгеновского контроля толщины слоев триплексной металлической ленты заключается в том, что контролируемую триплексную ленту просвечивают излучаемыми в противофазе коллимированными первым и дополнительным прямыми потоками импульсного рентгеновского излучения с противоположных поверхностей ленты навстречу друг другу, оба потока детектируют дважды - до просвечивания и после просвечивания ленты, при этом коллимирование данных потоков осуществляют с формой в виде щелей, ориентированных параллельно друг другу вдоль поперечного сечения ленты, дополнительно коллимируют и детектируют отраженные потоки импульсного рентгеновского излучения от материала ленты, при этом коллимирование данных потоков осуществляют с формой в виде щелей, ориентированных параллельно друг другу вдоль поперечного сечения ленты, а детектирование выполняют синхронным сканированием отраженного излучения на угол, перекрывающий апертуру коллимированных прямых потоков, по продетектированным сигналам судят о толщине каждого из слоев ленты. Техническим результатом от реализации изобретения являются широкие функциональные возможности, высокая точность и разрешающая способность измерения послойной толщины триплексной металлической ленты. 1 ил.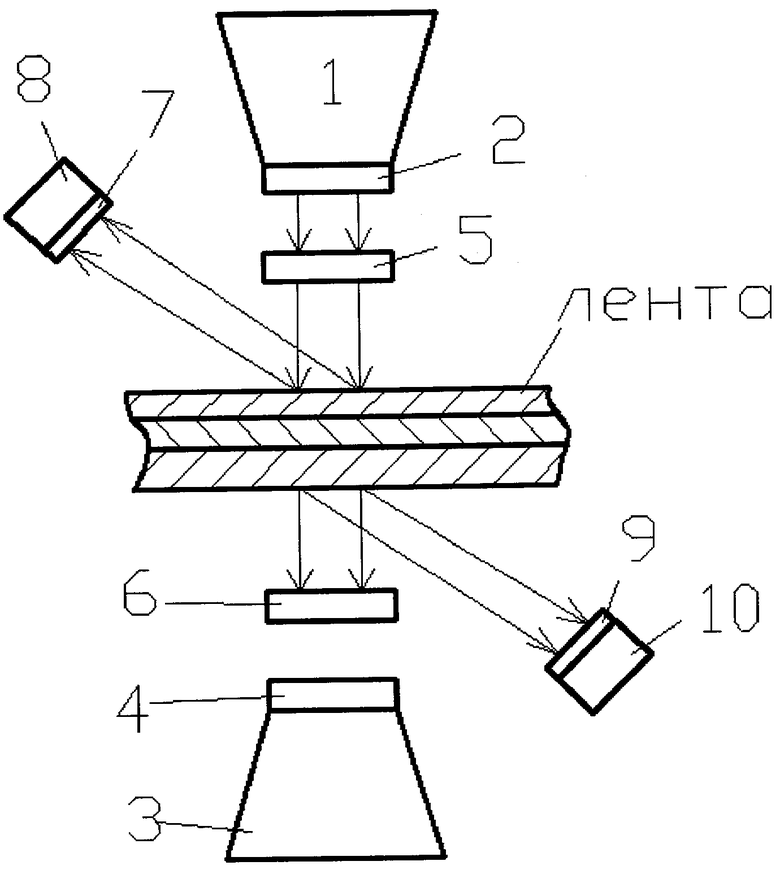
Способ рентгеновского контроля толщины слоев триплексной металлической ленты, заключающийся в том, что контролируемую триплексную (трехслойную) ленту просвечивают излучаемыми в противофазе коллимированными первым и дополнительным прямыми потоками импульсного рентгеновского излучения с противоположных поверхностей ленты навстречу друг другу, оба потока детектируют дважды - до просвечивания и после просвечивания ленты, при этом коллимирование данных потоков осуществляют с формой в виде щелей, ориентированных параллельно друг другу вдоль поперечного сечения ленты, дополнительно коллимируют и детектируют отраженные потоки импульсного рентгеновского излучения от материала ленты, при этом коллимирование данных потоков, также как и коллимирование прямых потоков, осуществляют с формой в виде щелей, ориентированных параллельно друг другу вдоль поперечного сечения ленты, а детектирование выполняют синхронным сканированием отраженного излучения на угол, перекрывающий апертуру коллимированных прямых потоков, по продетектированным сигналам от первого и дополнительного прямых потоков импульсного рентгеновского излучения судят о совокупной толщине ленты, по продетектированным сигналам от первого и дополнительного отраженных потоков импульсного рентгеновского излучения судят соответственно о толщине верхнего и нижнего слоев ленты, а толщину среднего слоя определяют на основании совокупной толщины ленты и толщины ее верхнего и нижнего слоев.
| РЕНТГЕНОВСКОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ МНОГОСЛОЙНЫХ ПОКРЫТИЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2253837C1 |
| РЕНТГЕНОВСКИЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ПРОКАТА | 2002 |
|
RU2221220C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ МЕТАЛЛИЧЕСКОГО ЛИСТА | 1991 |
|
RU2062979C1 |
| РЕНТГЕНОВСКИЙ ТОЛЩИНОМЕР | 2000 |
|
RU2189008C1 |
| Способ измерения толщины покрытия | 1985 |
|
SU1245881A1 |
| Устройство для измерения толщины антенных обтекателей на свч | 1972 |
|
SU444052A1 |
| US 4803715 А, 07.02.1989 | |||
| US 5204889 А, 20.04.1993. | |||

