Изобретение относится к области контрольно-измерительной техники, в частности к рентгеновским средствам динамического измерения толщины слоев триплексной металлической ленты, то есть выполненной из трехслойного материала, например, типа латунь-сталь-латунь, используемой при изготовлении гильз для патронов и снарядов, и может применяться в военной технике, атомной энергетике и других отраслях.
Известны устройства для рентгеновского контроля толщины металлической ленты, содержащие источник высоковольтного электрического напряжения, источник рентгеновского излучения в виде рентгеновской трубки, анод которой подключен к источнику напряжения, контролируемую ленту, детектор прямого потока излучения, схему обработки продетектированных сигналов и их визуальном воспроизведении [патент RU №2221220, БИ, 2004, №1].
Недостатком известных устройств рентгеновского контроля толщины является ограниченные функциональные возможности, заключающиеся в контроле эквивалентной толщины ленты и не обеспечивают достоверное измерение толщины ленты послойно из-за низкой точности измерения и разрешающей способности.
Наиболее близким техническим решением к заявляемому представляется устройство рентгеновского контроля толщины многослойных покрытий плоской или цилиндрической ленты, реализованное в способе, содержащее источник электрического напряжения и источник рентгеновского излучения, соединенные электрически между собой, контролируемую ленту, первый и второй детекторы прямого и отраженного потоков рентгеновского излучения, схему обработки и видеорегистратора [Решение ФИПС от 21.01.2005 года о выдаче патента на изобретение по заявке №2004114035/28 (015474)].
Это техническое решение позволяет измерять толщину слоев покрытий удовлетворительно, однако разрешающая способность при этом недостаточная, а следовательно, низкая точность, поскольку прямой поток излучения в зоне контакта с контролируемой лентой имеет большую «размытую» площадь просвечивания, а детектируемый отраженный поток еще более увеличивается в своем сечении, поэтому на вторичное детектирование попадает только часть отраженного потока. Очевидно, что остальная информационная часть потока теряется, и поэтому метрологические показатели способа низкие.
Сущность изобретения заключается в том, что в устройство для рентгеновского контроля толщины слоев трехслойной металлической ленты, содержащее источник высокого импульсного электрического напряжения, источник импульсного рентгеновского излучения, вход которого соединен с выходом источника напряжения, коллиматор, жестко присоединенный к окну излучателя рентгеновского источника излучения, контролируемую трехслойную ленту, первый и второй детекторы, размещенные по разные стороны ленты в прямом потоке излучения, направленным нормально к плоскости ленты, и схему обработки сигналов с детекторов, введены дополнительные источник импульсного рентгеновского излучения, вход которого соединен с другим выходом источника высокого напряжения, второй коллиматор, жестко присоединенный к окну излучателя дополнительного рентгеновского источника и третий и четвертый детекторы с третьим и четвертым коллиматорами также жестко присоединенными соответственно к третьему и четвертому детекторам, образуя преобразующие сборки, при этом дополнительный источник рентгеновского излучения со вторым коллиматором размещены по другую сторону ленты зеркально по нормали потоку первого рентгеновского источника излучения, а выходы источника высокого напряжения выполнены противофазными, причем третья и четвертая преобразующие сборки расположены по разные стороны поверхностей ленты нормально к отраженным от структуры материала ленты потокам прямого излучения первого и дополнительного рентгеновских источников и обращены к отраженным потокам коллиматорами, первый, второй, третий и четвертый коллиматоры выполнены тонкоплоской формы в виде щели, направление каждой из которых ориентировано параллельно друг другу вдоль поперечного сечения ленты, при этом преобразующие сборки снабжены возможностью сканирования относительно своих центров в плоскости, образованной совмещенной нормалью прямых потоков первого и дополнительного рентгеновских источников и продольной осью ленты, проходящей посредине внутреннего ее слоя на угол, перекрывающий ширину апертуры коллимированных прямых потоков.
Техническим результатом изобретения являются широкие функциональные возможности, высокая точность и разрешающая способность измерения толщины каждого металлического слоя трехслойной ленты за счет квазиполного использования энергии рентгеновского потока, достигаемого тем, что прямой и отраженный потоки рентгеновского излучения перед детектированием локализуют в узкий пучок вдоль поперечного сечения исследуемой ленты, а также сканирования детекторов, принимающих отраженный от структуры материала ленты локальный поток излучения.
На чертеже приведена блок-схема устройства для рентгеновского контроля толщины слоев трехслойной металлической ленты.
Оно содержит источник 1 высокого импульсного электрического напряжения, первый и дополнительный источники 2 и 7 импульсного рентгеновского излучения, представляющие собой рентгеновские трубки, аноды которых являются входами источников 2, 7 и подключены к выходам источника 1 электрического напряжения, первый и второй коллиматоры 3 и 8, жестко присоединенные к окнам 14 излучателей рентгеновских источников 2 и 7, первый и второй детекторы 5 и 6, контролируемую трехслойную ленту 4, размещенную между первым и вторым детекторами 5, 6, третий и четвертый детекторы 9 и 10, третий и четвертый коллиматоры 11 и 12, жестко присоединенные соответственно к третьему и четвертому детекторам 9, 10, образуя преобразующие сборки. Дополнительный источник 7 рентгеновского излучения со вторым коллиматором 8 размещены по нормали навстречу потоку первого рентгеновского источника 2 излучения, но по другую сторону ленты 4 за вторым детектором 6. Выходы источника 1 высокого импульсного напряжения выполнены противофазными для обеспечения противофазного электрического возбуждения входов источников 2 и 7. На чертеже лента 4 показана в продольном разрезе, а ее направление движения обозначено стрелкой. Прямой рентгеновский поток показан также стрелками, но только от первого источника 2.
Третья и четвертая преобразующие сборки расположены по разные стороны поверхностей ленты 4 нормально к отраженным от структуры материала ленты 4 потокам прямого излучения первого и дополнительного рентгеновских источников 2, 7 и обращены к отраженным потокам коллиматорами 11, 12. Первый, второй, третий и четвертый коллиматоры 3, 8, 11 и 12 выполнены тонкоплоской формы в виде щели 15, направление каждой из которых ориентировано параллельно друг другу вдоль поперечного сечения ленты 4. Преобразующие сборки снабжены возможностью поворота относительно своих центров в плоскости, образованной совмещенной нормалью прямых потоков источников 2 и 7 и продольной осью ленты 4, проходящей посредине внутреннего слоя ленты 4 на угол, перекрывающий ширину апертуры коллимированных прямых потоков источников 2 и 7.
Первый и дополнительный рентгеновские источники 2 и 7 зеркально размещены по разные стороны ленты 4. Так как они включены противофазно, то, например, при положительной фазе одновременно работают первый источник 2, детекторы 5, 6 и 9 и отключены дополнительный источник 7 и детектор 10, при отрицательной фазе работают дополнительный источник 7, детекторы 5, 6 и 10 и отключены источник 2 и детектор 9. Детекторы 5 и 6 работают при обеих фазах только меняется их функциональное назначение.
Детекторы 5, 6, 9, 10 предназначены для преобразования рентгеновского излучения в электрический сигнал.
Сканирование преобразующих сборок обеспечивает контроль с высоким разрешением толщины верхнего (нижнего) слоев при соответствующих фазах. Скорость сканирования должна превышать скорость движения ленты не менее, чем в 5 раз. Если сканирование устранить, то преобразующие сборки будут измерять полную толщину ленты 4 вдоль оси отраженного рентгеновского излучения.
Работа устройства.
После прогрева аппаратуры устройства включают сканирование преобразующих сборок и рентгеновское излучение. Трехслойную ленту просвечивают рентгеновским излучением одновременно с обеих ее сторон по единой нормали к ленте, но в противофазе. Например, при положительной фазе работает первый рентгеновский источник 2, поток которого просвечивает первый детектор 5, затем трехслойную ленту 4 и далее второй детектор 6. Отраженный рентгеновский поток от структуры материала ленты 4 поступает в третий детектор 9. Электрические сигналы с этих детекторов поступают в схему обработки 13, в которой анализируются и по электрическим сигналам первого и второго детекторов 5 и 6 определяют совокупную толщину ленты 4, а по сигналу с третьего детектора 9 определяют толщину наружного слоя ленты 4, который сканировался детектором 9.
При отрицательной фазе работает дополнительный источник 7 рентгеновского излучения, поток которого просвечивает второй детектор 6, затем трехслойную ленту 4 и далее первый детектор 5. Отраженный рентгеновский поток от структуры материала ленты 4 поступает в четвертый детектор 10. Электрические сигналы с этих детекторов поступают в схему обработки 13, в которой по электрическим сигналам второго и первого детекторов 6 и 5 вновь определяется совокупная толщина ленты 4, а по сигналу с четвертого детектора 10 определяется толщина другого наружного слоя ленты 4, который сканировался детектором 10.
По известным значениям совокупной толщины ленты 4 и ее наружных слоев вычисляют толщину среднего слоя ленты 4.
Техническим результатом изобретения являются широкие функциональные возможности, высокая точность и разрешающая способность измерения толщины каждого металлического слоя трехслойной ленты, за счет квазиполного использования энергии рентгеновского потока, достигаемого тем, что прямой и отраженный потоки рентгеновского излучения перед детектированием локализованы в узкий пучок вдоль поперечного сечения исследуемой ленты, и сканирования детекторов, принимающих отраженный от структуры материала ленты поток излучения с обеих сторон ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ ТРИПЛЕКСНОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2285236C1 |
| РЕНТГЕНОВСКОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2281458C1 |
| УСТРОЙСТВО ДЛЯ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2289097C1 |
| СПОСОБ РЕНТГЕНОВСКОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2281459C1 |
| РЕНТГЕНОВСКОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ И ХИМИЧЕСКОГО СОСТАВА МАТЕРИАЛА ПРОКАТА | 2005 |
|
RU2297595C1 |
| Устройство для измерения рельефа поверхности сыпучего материала | 1987 |
|
SU1719913A1 |
| РЕНТГЕНОФЛУОРЕСЦЕНТНЫЙ АНАЛИЗАТОР КОМПОНЕНТНОГО СОСТАВА И ПОКОМПОНЕНТНОГО РАСХОДА ГАЗОЖИДКОСТНОГО ПОТОКА | 2008 |
|
RU2379657C1 |
| РЕНТГЕНОФЛУОРЕСЦЕНТНЫЙ АНАЛИЗАТОР РАСХОДА И СОСТАВА КОМПОНЕНТОВ ГАЗОЖИДКОСТНОГО ПОТОКА | 2008 |
|
RU2379661C1 |
| РЕНТГЕНОФЛУОРЕСЦЕНТНЫЙ АНАЛИЗАТОР КОМПОНЕНТНОГО СОСТАВА И ПОКОМПОНЕНТНОГО РАСХОДА ТРЕХКОМПОНЕНТНОГО ПОТОКА | 2008 |
|
RU2379662C1 |
| РЕНТГЕНОФЛУОРЕСЦЕНТНЫЙ АНАЛИЗАТОР РАСХОДА И СОСТАВА КОМПОНЕНТОВ ТРЕХКОМПОНЕНТНОГО ПОТОКА | 2008 |
|
RU2379660C1 |
Использование: для рентгеновского контроля толщины слоев трехслойной металлической ленты. Сущность: заключается в том, что введены дополнительные источник импульсного рентгеновского излучения, второй коллиматор, жестко присоединенный к окну излучателя дополнительного рентгеновского источника и третий и четвертый детекторы с третьим и четвертым коллиматорами, также жестко присоединенными соответственно к третьему и четвертому детекторам, образуя преобразующие сборки, при этом дополнительный источник рентгеновского излучения со вторым коллиматором размещены по другую сторону ленты зеркально по нормали потоку первого рентгеновского источника излучения, а выходы источника высокого напряжения выполнены противофазными, причем третья и четвертая преобразующие сборки расположены по разные стороны поверхностей ленты нормально к отраженным от структуры материала ленты потокам прямого излучения первого и дополнительного рентгеновских источников и обращены к отраженным потокам коллиматорами, первый, второй, третий и четвертый коллиматоры выполнены тонкоплоской формы в виде щели, направление каждой из которых ориентировано параллельно друг другу вдоль поперечного сечения ленты, при этом преобразующие сборки снабжены возможностью сканирования относительно своих центров в плоскости, образованной совмещенной нормалью прямых потоков первого и дополнительного рентгеновских источников и продольной осью ленты, проходящей посредине внутреннего ее слоя на угол, перекрывающий ширину апертуры коллимированных прямых потоков. Технический результат: расширение функциональных возможностей, повышение точности и разрешающей способности при измерении толщины каждого металлического слоя трехслойной ленты. 1 ил.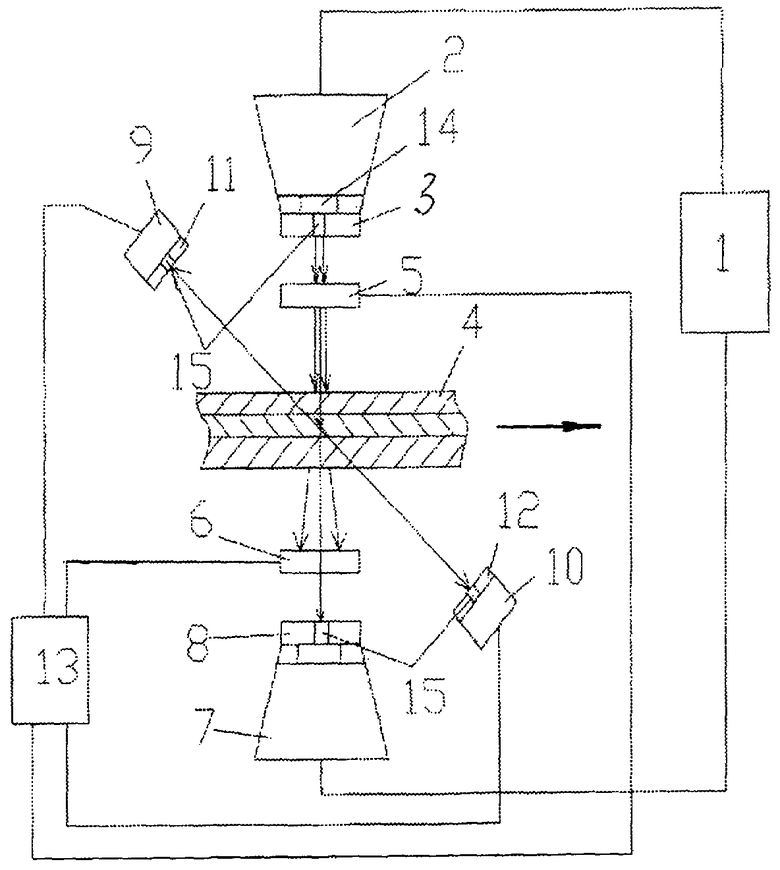
Устройство для рентгеновского контроля толщины слоев трехслойной металлической ленты, содержащее источник высокого импульсного электрического напряжения, источник импульсного рентгеновского излучения, вход которого соединен с выходом источника напряжения, коллиматор, жестко присоединенный к окну излучателя рентгеновского источника излучения, контролируемую трехслойную ленту, первый и второй детекторы, размещенные по разные стороны ленты в прямом потоке излучения, направленные нормально к плоскости ленты, и схему обработки сигналов с детекторов, отличающееся тем, что введены дополнительные источник импульсного рентгеновского излучения, вход которого соединен с другим выходом источника высокого напряжения, второй коллиматор, жестко присоединенный к окну излучателя дополнительного рентгеновского источника и третий и четвертый детекторы с третьим и четвертым коллиматорами, также жестко присоединенными соответственно к третьему и четвертому детекторам, образуя преобразующие сборки, при этом дополнительный источник рентгеновского излучения со вторым коллиматором размещены по другую сторону ленты относительно потока первого рентгеновского источника по нормали и зеркально к нему, а выходы источника высокого напряжения выполнены противофазными, причем третья и четвертая преобразующие сборки расположены по разные стороны поверхностей ленты нормально к отраженным от структуры материала ленты потокам прямого излучения первого и дополнительного рентгеновских источников и обращены к отраженным потокам коллиматорами, первый, второй, третий и четвертый коллиматоры выполнены тонкоплоской формы в виде щели, направление каждой из которых ориентировано параллельно друг другу вдоль поперечного сечения ленты, при этом преобразующие сборки снабжены возможностью сканирования относительно своих центров в плоскости, образованной совмещенной нормалью прямых потоков первого и дополнительного рентгеновских источников и продольной осью ленты, проходящей по средине внутреннего ее слоя, на угол, перекрывающий ширину апертуры коллимированных прямых потоков.
| РЕНТГЕНОВСКОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ МНОГОСЛОЙНЫХ ПОКРЫТИЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2253837C1 |
| РЕНТГЕНОВСКИЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ПРОКАТА | 2002 |
|
RU2221220C1 |
| Рентгеновский измеритель толщины полосы проката | 1987 |
|
SU1469350A1 |
| US 4803715 A, 07.02.1989 | |||
| Теплообменная поверхность | 1983 |
|
SU1079999A1 |

