Данное изобретение относится преимущественно к клиновым соединениям полых трубчатых элементов конструкций машин, преимущественно секций башен башенных кранов. Оно также может быть использовано в машиностроении для соединения деталей, у которых возможна несоосность отверстий соединяемых проушин при их сборке, не создавая дополнительных напряжений в соединяемых частях металлоконструкции.
Известны клиновые соединения пространственных металлоконструкций, каждое из которых включает внутреннюю и внешнюю проушины элементов металлоконструкции, соединяемые друг с другом посредством клиньев, входящих в эти проушины [1-8].
К таким клиновым соединениям относятся, например, клиновое соединение с цилиндрическим клином [1], клиновое соединение с коническим клином [2], клиновое соединение с двумя коническими клиньями [3], клиновое соединение с двумя перекрещивающимися цилиндрическими клиньями, каждый из которых имеет конические пояски [4, 5] и клиновое соединение с одним клином, имеющим две конические рабочие поверхности.
Наиболее близким техническим решением по сущности и достигаемому эффекту является клин для соединения деталей, включающий трапециевидное основание, которое выполнено из пластины, выполненную на одной из большей сторон трапециевидного основания первую рабочую поверхность для взаимодействия с поверхностью проушины одной соединяемой детали, расположенную с противоположной стороны трапециевидного основания на ее второй большей стороне вторую рабочую поверхность для взаимодействия с поверхностью проушины другой соединяемой детали [2].
Существенным недостатком всех известных клиновых соединений, применяемых для соединения деталей машин и элементов пространственных металлоконструкций, является то, что из-за погрешностей изготовления соединяемых деталей или частей пространственных металлоконструкций бывает трудно соединить детали или части пространственной металлоконструкции в нескольких местах соединения, поскольку отверстия проушин в таких случаях из-за упомянутых погрешностей оказываются несоосными. Сложность точного изготовления как самих клиньев, так и отверстий в проушинах, с которыми взаимодействуют данные клинья, приводит к погрешностям в клиновых соединениях частей машин, поскольку поверхности отверстий проушин и поверхности клиньев обрабатываются разными инструментами с множественным позиционированием обрабатываемых частей соединения. Дополнительные затраты для обеспечения необходимого точного сопряжения соединяемых частей, в частности поверхностей клина с поверхностями проушин, приводят к увеличению трудоемкости изготовления клиновых соединений.
Данное обстоятельство снижает эффективность процесса соединения и при этом отрицательно влияет на надежность соединяемых деталей и частей, поскольку при соединении, например, пространственных металлоконструкций, таких как секции башни башенного крана, в упомянутых условиях соединения клинья забивают в проушины дополнительными усилиями, направленными на обеспечение соосности отверстий проушин, что создает большие концентрации напряжений в соединениях, изгибающие нагрузки на элементах соединения, ведет к пластическим деформациям рабочих поверхностей проушин и клиньев и, как правило, к снижению надежности соединений. Следует заметить, что обеспечение надежности соединений секций башни башенного крана обеспечивает устойчивость башни крана, уменьшает вероятность его падения из-за появления зазоров в соединениях секций или из-за упомянутых деформаций элементов соединения, которые появляются в случаях, когда отверстия проушин соединений оказываются несоосными.
Решаемой и достигаемой целью настоящего изобретения является повышение эффективности и надежности клинового соединения и сопрягаемых поверхностей проушин при уменьшении трудозатрат на изготовление соединения. Другой целью изобретения является повышение точности изготовления клина.
Поставленная задача достигается тем, что в конструкции клина для соединения деталей, включающего трапециевидное основание, которое выполнено из пластины, выполненную на одной из большей сторон трапециевидного основания первую рабочую поверхность для взаимодействия с поверхностью проушины одной соединяемой детали, расположенную с противоположной стороны трапециевидного основания на ее второй большей стороне вторую рабочую поверхность для взаимодействия с поверхностью проушины другой соединяемой детали, первая рабочая поверхность образована круглым в сечении стержнем, вторая рабочая поверхность выполнена плоской и прямолинейной и образована второй большей стороной трапециевидного основания, при этом диаметр D стержня больше толщины t пластины, из которой выполнено трапециевидное основание клина.
Поставленная задача решается также способом изготовления клина, включающем изготовление клина из пластины с образованием его рабочих поверхностей, причем пластину изготавливают с параллельными сторонами в плане, затем к пластине в кондукторе с двух противоположным сторон прикрепляют круглые стержни, после чего пластину в том же кондукторе разрезают на две части по линии, обеспечивающей идентичность формы двух клиньев и идентичность каждого угла одного клина аналогичному углу другого клина.
На фиг.1 показан клин для соединения деталей,
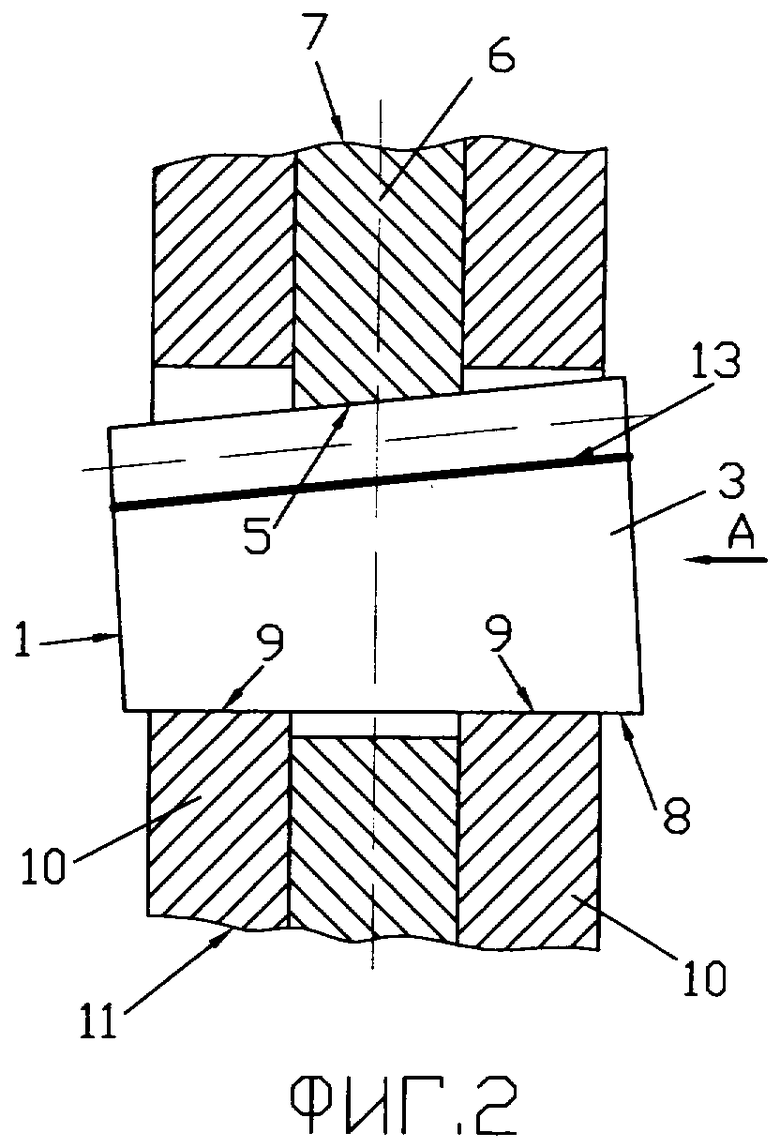
на фиг.2 - пример реализации изобретения в соединении двух поясов секции башенного крана,
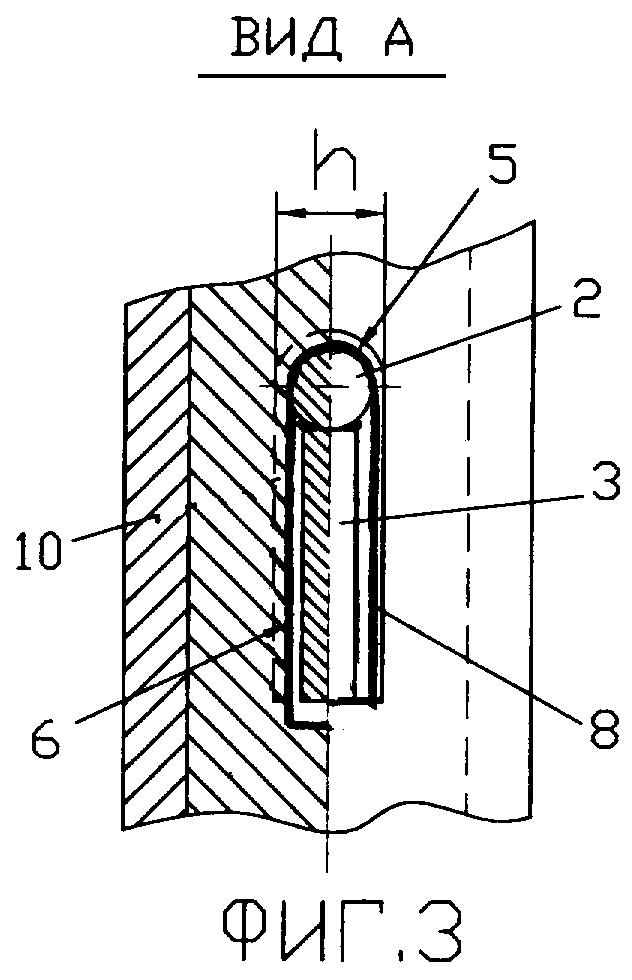
на фиг.3 - вид А на фиг.2,
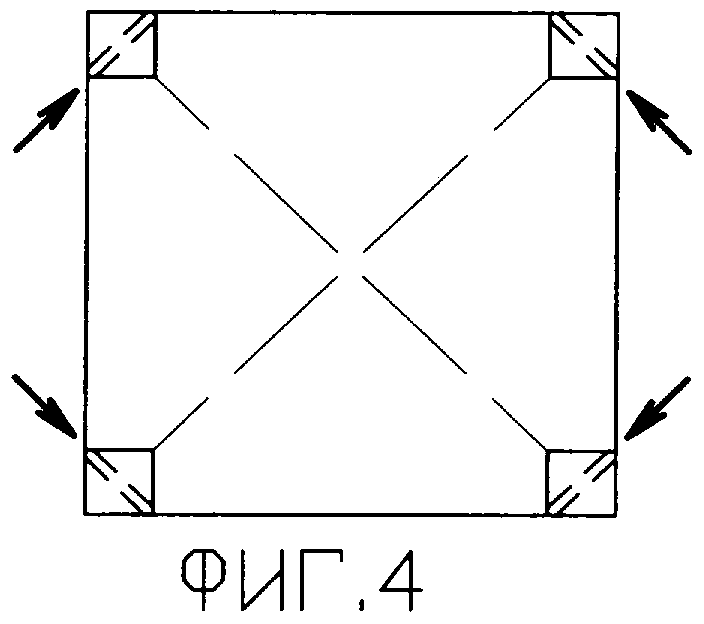
на фиг.4 - пример соединения клиньями секций башни башенного крана по четырем угловым точкам, вид на соединение секций в плане,
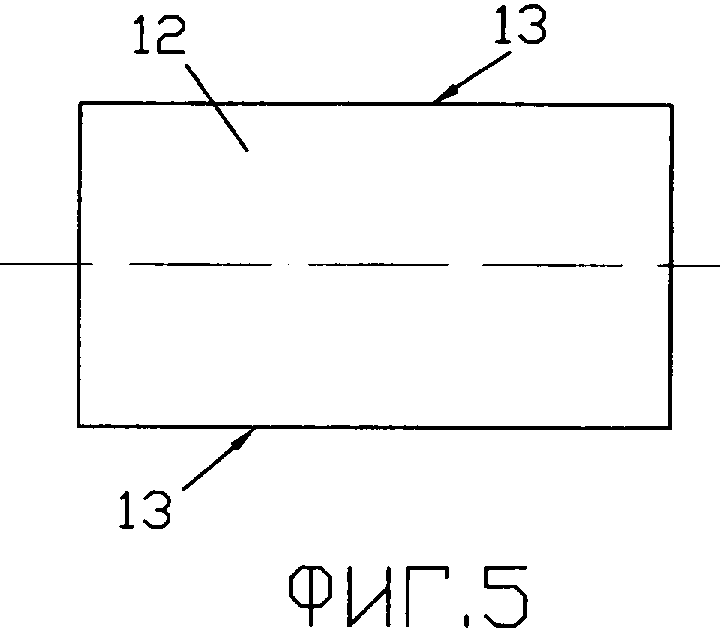
на фиг.5 показана заготовка пластины для изготовления клина, имеющая параллельные стороны,
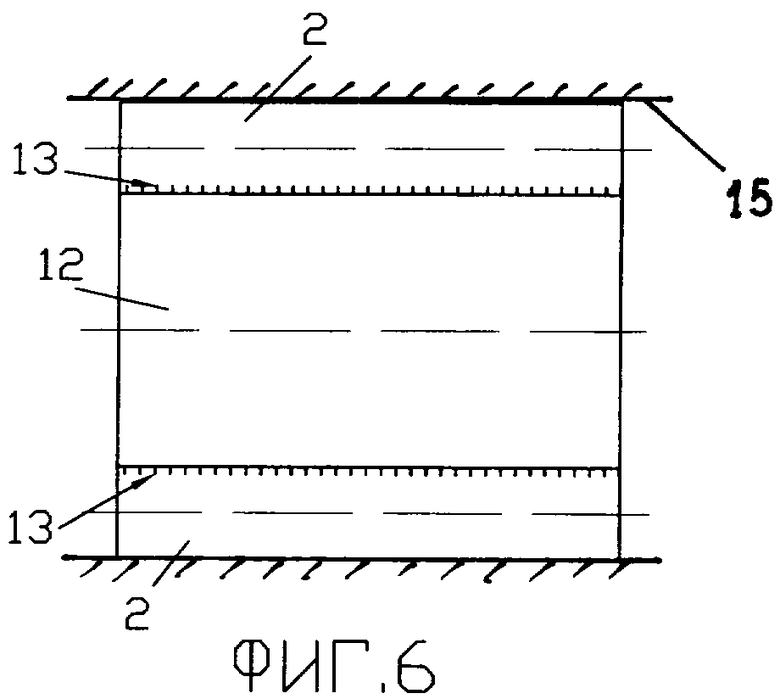
на фиг.6 - схема операции крепления круглого стержня к пластине заготовки в кондукторе,
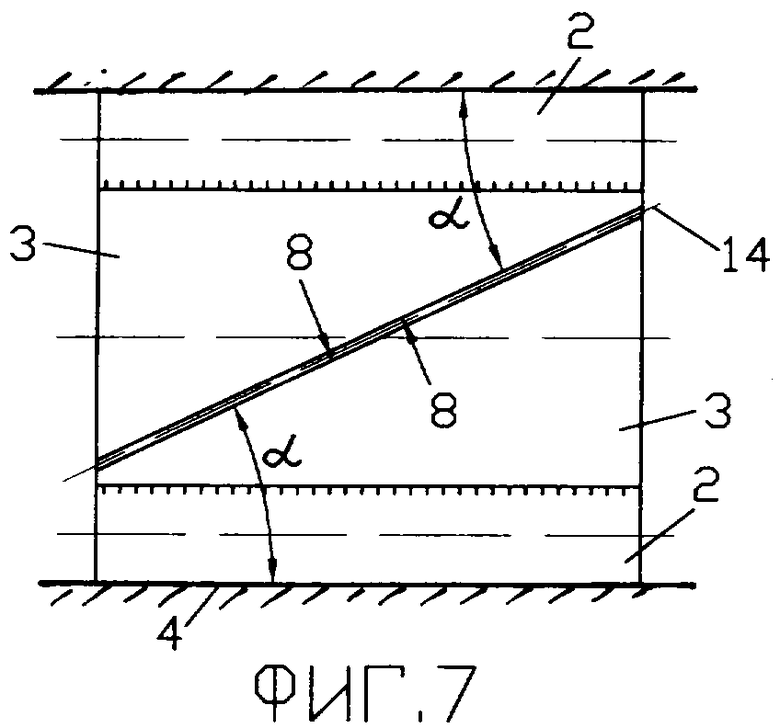
на фиг.7 - схема операции разрезания пластины на две части в кондукторе.
Клин 1 (фиг.1) для соединения деталей включает стержень 2 круглого сечения, который прикреплен к пластине 3 трапециевидной формы. Стержень 2 имеет в сечении круглую рабочую поверхность 4 для взаимодействия с соответствующими поверхностями 5 (фиг.3) одной проушины 6 соединяемой детали 7. Пластина 3 имеет плоскую рабочую поверхность 8 (фиг.2) для взаимодействия с соответствующими поверхностями 9 отверстий проушины 10 другой соединяемой детали 11.
В представленном примере реализации изобретения (в соединении секций башенного крана) ширина h отверстия проушины 10 (фиг.3) больше диаметра D стержня 2 клина, при этом диаметр D больше толщины t пластины 3.
Поставленная задача решается также способом изготовления клина, включающем изготовление клина из пластины 12 (фиг.5) с образованием его рабочих поверхностей, причем пластину изготавливают с параллельными сторонами 13 в плане, затем к пластине 12, к двум ее противоположным сторонам 13, прикрепляют круглые стержни 2 (фиг.6), после чего пластину 12 разрезают на две части по линии 14 (фиг.7), обеспечивающей идентичность формы двух клиньев и идентичность каждого угла одного клина аналогичному углу другого клина. В частности, обеспечивается точная идентичность углов α клиньев. Операции соединения круглых стержней 2 с пластиной 12 (фиг.6 и 7) и разрезания последней на две идентичные части проводят в одном и том же кондукторе 15 при одном позиционировании пластины 12 и стержней 2, не изменяя их положений во время всего процесса изготовления клиньев.
Работает клин на примере соединения секций башни башенного крана следующим образом. После совмещения отверстий проушин 6 и 10 (фиг.3 и 4) каждый клин 1 сначала вводят в проушины 10 (фиг.2) в направлении стрелок, показанных на фиг.4, затем каждый клин 1 перемещают в проушине 10 (фиг.2), которая имеет большие размеры, чем клин 1, после чего клин 1 перемещают в проушину 6, в которой клин 1 центрируется. В случае, если оси отверстий проушин 6 и 10 не совмещены, клин 1 незначительно поворачивают в отверстии проушины 10 относительно центральной оси проушины 6 в горизонтальной плоскости и вводят передний конец клина 1 в отверстие проушины 6, в которой затем клин центрируется. Поворот клина в горизонтальной плоскости в отверстии проушины 10 возможен благодаря тому, что проушина 10 имеет большие размеры, чем клин 1. Это обеспечивает возможность введения клина в проушину 6 без дополнительных ударных усилий, исключить забивку клина 4 в проушины соединения не регламентированными условиями безопасности ударами и исключить опасные ударные нагрузки на соединяемых деталях. В условиях обеспечения повышенной надежности соединений деталей, например поясов секций башни башенного крана, являющегося машиной повышенной опасности, исключение ударных нагрузок на соединяемых поясах башни является актуальной задачей, которую решает данное изобретение.
При этом предложенный способ изготовления клиньев обеспечивает их изготовление с максимально возможной точностью, что положительно влияет на надежность соединения металлоконструкции машин и сокращает затраты на изготовление клиньев.
Источники информации
1. SU 341746, 14.06.1972. ВНИИСТРОЙДОРМАШ.
2. SU 887440, 07.12.1981. Механический завод Управления капитального ремонта Ленгорисполкома (прототип).
3. SU 1079600, 15.03.1984. Центральное конструкторское бюро "Строймаш" научно-проризводственного объединения "Ленстроймаш".
4. ЕР 0530114 В1, 31.01.1996. Potain.
5. SU 935454, 15.06.1982. Центральное конструкторское бюро «Строймаш».
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛИНОВОЕ СОЕДИНЕНИЕ СЕКЦИЙ БАШНИ | 2005 |
|
RU2328440C2 |
| КЛИНОВОЕ СОЕДИНЕНИЕ ПОЯСОВ СЕКЦИЙ БАШНИ БАШЕННОГО КРАНА | 2003 |
|
RU2257335C1 |
| СОЕДИНЕНИЕ СЕКЦИЙ БАШНИ | 2003 |
|
RU2260559C2 |
| УСТРОЙСТВО ДЛЯ НАРАЩИВАНИЯ БАШНИ КРАНА | 2002 |
|
RU2225348C1 |
| УСТРОЙСТВО ДЛЯ НАРАЩИВАНИЯ БАШНИ | 2002 |
|
RU2225349C1 |
| СОЕДИНЕНИЕ ПОЯСОВ СЕКЦИЙ БАШНИ БАШЕННОГО КРАНА | 2003 |
|
RU2257334C1 |
| СПОСОБ НАРАЩИВАНИЯ БАШНИ | 2002 |
|
RU2225347C1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ МЕТАЛЛОКОНСТРУКЦИИ, В ЧАСТНОСТИ СЕКЦИЙ БАШНИ БАШЕННОГО КРАНА | 2001 |
|
RU2212374C2 |
| СПОСОБ ПОДРАЩИВАНИЯ БАШНИ БАШЕННОГО КРАНА | 2008 |
|
RU2375296C1 |
| СПОСОБ НАРАЩИВАНИЯ БАШНИ БАШЕННОГО КРАНА | 2005 |
|
RU2291101C1 |
Изобретение относится к клиновым соединениям полых трубчатых элементов конструкций машин, преимущественно секций башен башенных кранов. Клин для соединения деталей включает трапециевидное основание, которое выполнено из пластины, выполненную на одной из больших сторон трапециевидного основания первую рабочую поверхность для взаимодействия с поверхностью проушины одной соединяемой детали, расположенную с противоположной стороны трапециевидного основания, на его второй большей стороне вторую рабочую поверхность для взаимодействия с поверхностью проушины другой соединяемой детали. Первая рабочая поверхность образована круглым в сечении стержнем. Вторая рабочая поверхность выполнена плоской и прямолинейной и образована второй большей стороной трапециевидного основания. Технический результат - повышение эффективности и надежности клинового соединения и сопрягаемых поверхностей проушин при уменьшении трудозатрат на изготовление соединения. 1 з.п. ф-лы, 7 ил.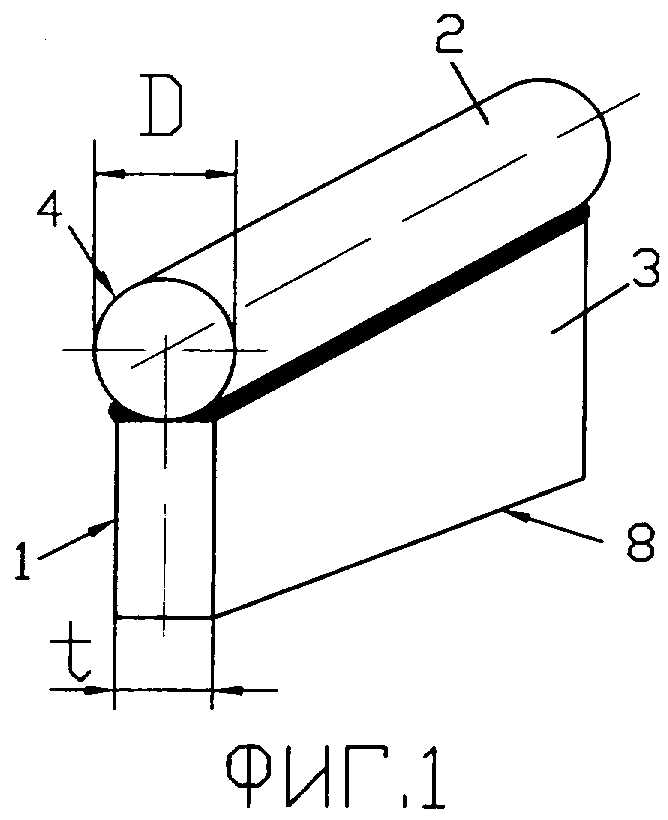
| Устройство для стыковки пространственных секций башенного крана | 1979 |
|
SU887440A1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ МЕТАЛЛОКОНСТРУКЦИИ, В ЧАСТНОСТИ СЕКЦИЙ БАШНИ БАШЕННОГО КРАНА | 2001 |
|
RU2212374C2 |
| СПОСОБ МОНТАЖА ТЕЛЕСКОПА И КУПОЛЬНОЕ ПОКРЫТИЕ ТЕЛЕСКОПОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2003 |
|
RU2247417C9 |
| Многоступенчатый центробежный насос | 1973 |
|
SU530114A1 |

