Изобретение касается теплообменников, в частности теплообменников, предназначенных для обеспечения теплового обмена между двумя текучими средами, которые должны быть отделены друг от друга, в частности, теплообменников спирального типа, изготавливаемых путем сворачивания металлических листов.
В настоящее время известны теплообменники подобного типа (см. JP №55123993), изготовленные из согнутого соответствующим образом листового металлического материала, который сворачивается сам на себя вокруг места сгиба. В процессе осуществления этого сворачивания между различными витками теплообменника располагают разделительные элементы, предназначенные для формирования определенного расстояния, отделяющего один лист от другого, таким образом, чтобы обеспечить возможность протекания текучей среды между различными витками. Концевая часть такого теплообменника, а также кромки листов, образующих витки, должны быть, следовательно, перекрыты, что обычно осуществляется путем выполнения сварных швов. Таким образом, теплообменник подобного типа образован двумя независимыми друг от друга контурами, в которых могут циркулировать соответствующие текучие среды, в частности жидкости, а именно, с одной стороны, пространством, заключенным между различными витками, а с другой стороны, пространством, заключенным между двумя согнутыми стенками каждого из этих витков спирального теплообменника.
Такой теплообменник, если он оказывается вполне удовлетворительным в том, что касается его функционирования, обладает определенными недостатками в том, что касается способа его изготовления (см. US №2129300), и, говоря более конкретно, в том, что касается реализации двух сварных швов, предназначенных для соединения кромок двух листов, образующих витки. Действительно, форма этих сварных швов является чрезвычайно сложной, поскольку она должна отслеживать спиральную форму витков. Таким образом, операция сварки в данном случае представляет собой достаточно сложную технологическую операцию, которую приходится выполнять вручную.
Техническая задача данного изобретения состоит в том, чтобы устранить этот недостаток, предлагая новый тип металлического спирального теплообменника, который также формируется путем свертывания листового материала, но который обладает преимуществом, связанным с возможностью его изготовления с использованием автоматизированных средств в той мере, в которой требуемые технологические операции оказываются достаточно простыми.
Таким образом, объектом предлагаемого изобретения является теплообменник спирального типа, образованный совокупностью витков, отделенных друг от друга при помощи разъединительных элементов, в котором витки образованы сплющенным трубчатым элементом, который сворачивается и который образован по меньшей мере одним листом материала, кромки которого соединяются между собой герметичным образом при помощи средств соединения, проходящих параллельно продольной оси данного листа, в котором согласно изобретению сплющенный трубчатый элемент содержит на своих наружных сторонах элементы жесткости, имеющие наклон по отношению к его поперечной оси, причем элементы жесткости выполнены таким образом, что для двух находящихся в контакте друг с другом витков их соответствующие наклоны являются противоположными.
При этом трубчатый элемент формируется на основе листа, который сгибается вдоль своей продольной оси таким образом, чтобы его кромки были соединены между собой при помощи средств удержания и герметизации. Средства удержания и герметизации расположены вдоль центральной продольной оси данного листа.
Предпочтительно трубчатый элемент формируется на основе двух наложенных друг на друга листов, которые соединены друг с другом своими боковыми кромками при помощи средств удержания и герметизации.
Причем средства удержания и герметизации могут быть образованы сварным швом. Элементы жесткости сформированы на листе, образующем трубчатый элемент, путем способа деформирования этого листа, в частности, с использованием штамповки. А кромки листа, образующего сплющенный трубчатый элемент, соединены с противоположной стенкой этого трубчатого элемента на части длины данного элемента. При этом лист представляет собой металлический лист.
Технической задачей предлагаемого изобретения является также способ изготовления теплообменника спирального типа, образованного свертыванием по меньшей мере одного металлического листа, в соответствии с которым формируют сплющенный трубчатый элемент, выполненный на основе по меньшей мере одного листа, кромки которого соединяют герметичным образом при помощи средств соединения, которые проходят параллельно продольной оси листа, и этот трубчатый элемент сворачивают сам на себя с тем, чтобы сформировать совокупность витков, в котором согласно изобретению сплющенный трубчатый элемент выполняют из листа, снабженного элементами жесткости, наклоненными по отношению к поперечной оси листа.
Предпочтительно формируют трубчатый элемент на основе одного листа, который сгибают вдоль его продольной оси таким образом, чтобы его кромки были соединены между собой при помощи средств удержания и герметизации.
Возможно формирование трубчатого элемента из двух листов, которые укладывают один на другой и которые затем соединяют их боковыми кромками при помощи средств удержания и герметизации.
При этом элементы жесткости формируют при помощи технологии деформирования, в частности, при помощи штамповки, на листе перед его сгибанием.
Предлагаемое изобретение особенно интересно в том смысле, что оно позволяет заменить два сварных шва, которые в соответствии с существующим уровнем техники в данной области имеют спиральную форму, одним или двумя совершенно прямолинейными сварными швами, что позволяет существенным образом упростить последовательность выполняемых технологических операций изготовления данного теплообменника, допуская, в частности, возможность его изготовления при помощи автоматизированных средств.
Здесь следует отметить, что в соответствии с предлагаемым изобретением факт придания выступающим элементам жесткости некоторого наклона по отношению к поперечной оси данного трубчатого элемента позволяет быть уверенным, что в процессе свертывания различные сформированные таким образом витки не будут входить в контакт друг с другом. Действительно, этот наклон обеспечивает возможность того, что для двух находящихся в контакте друг с другом витков упомянутый наклон оказывается противоположным, и действительно обеспечивается надежное разведение. Таким образом обеспечивается высокая равномерность поперечного сечения для прохождения текучей среды, которое можно надежно контролировать в процессе изготовления, изменяя соответствующим образом высоту этих элементов жесткости.
Наклон этих выступающих элементов жесткости также позволяет повысить собственную жесткость конструкции теплообменника после его сворачивания.
И, наконец, в плане функционирования теплообменника наклон выступающих элементов жесткости также имеет благоприятный эффект в том смысле, что он позволяет повысить степень турбулентности в процессе протекания текучей среды и улучшает, таким образом, контакт этой текучей среды со стенкой. Условия теплообмена оказываются, таким образом, существенно улучшенными.
В то же время известно, что для некоторых специфических условий применения оказывается полезным иметь возможность контролировать фактическое проходное сечение теплообменника, которое имеет место в двух контурах, сквозь которые проходят соответствующие потоки текучей среды данного теплообменника. Предлагаемое изобретение оказывается особенно интересным в том смысле, что оно позволяет реализовать два контура, проходные сечения которых одновременно являются различными и удовлетворительно контролируются.
Другие особенности и преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже описания не являющихся ограничительными примеров его реализации, где даются ссылки на приведенные в приложении чертежи, среди которых:
- Фиг.1 представляет собой частичный схематический вид в плане металлического листа, предназначенного для формирования теплообменника в соответствии с предлагаемым изобретением, который представлен здесь перед сгибанием, предшествующим его сворачиванию.
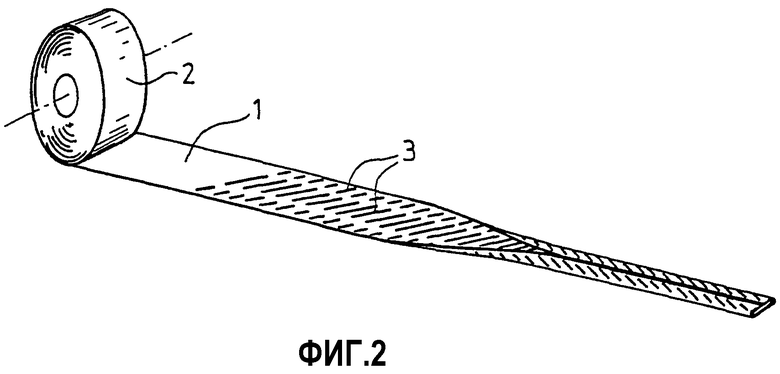
- Фиг.2 представляет собой схематический перспективный вид, демонстрирующий различные фазы сгибания, реализуемые на металлической ленте перед операцией сворачивания этой ленты.
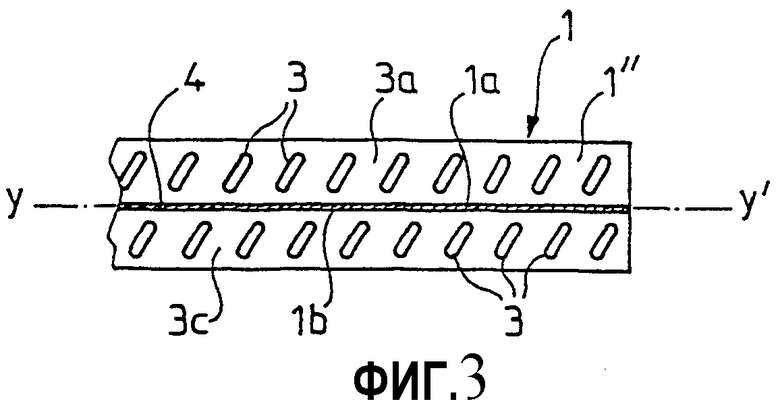
- Фиг.3 представляет собой частичный схематический вид в плане металлического листа, показанного на фиг.1, после выполнения сгибания.
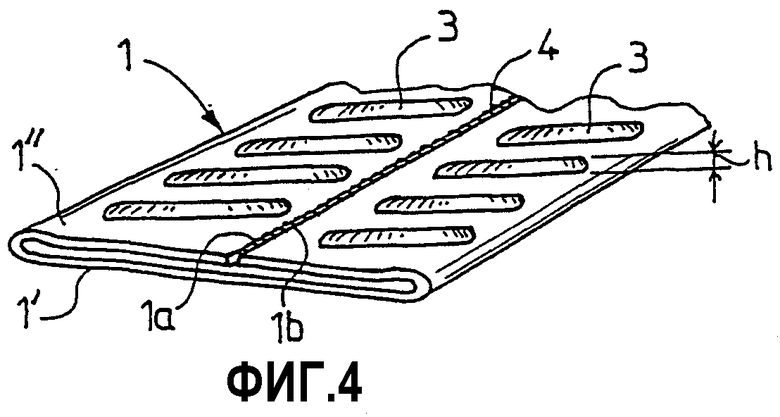
- Фиг.4 представляет собой частичный перспективный вид согнутого листа, показанного на фиг.3.
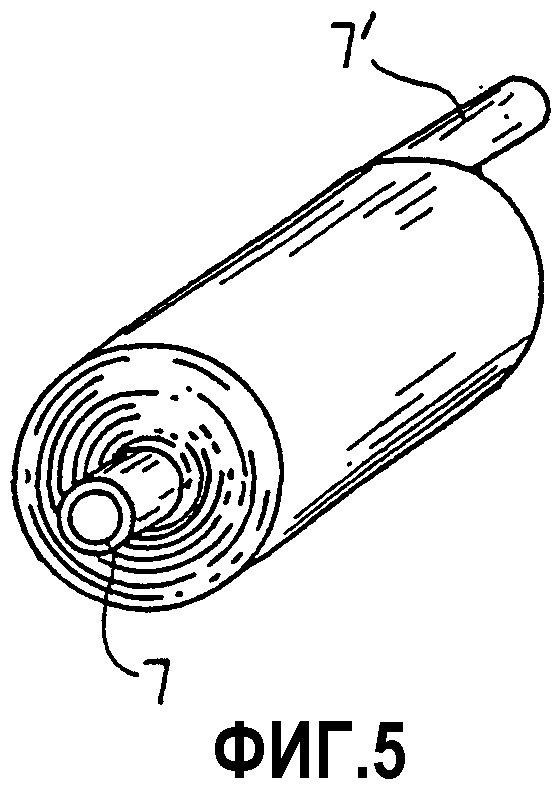
- Фиг.5 представляет собой схематический перспективный вид системы, образованной согнутым и затем свернутым металлическим листом и двумя патрубками входа и выхода теплообменника в соответствии с предлагаемым изобретением.
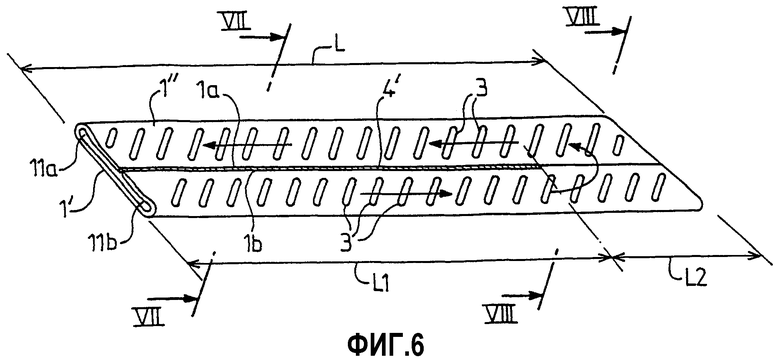
- Фиг.6 представляет собой схематический перспективный вид варианта реализации металлического листа, предназначенного для формирования теплообменника в соответствии с предлагаемым изобретением после операции сгибания и сварки.
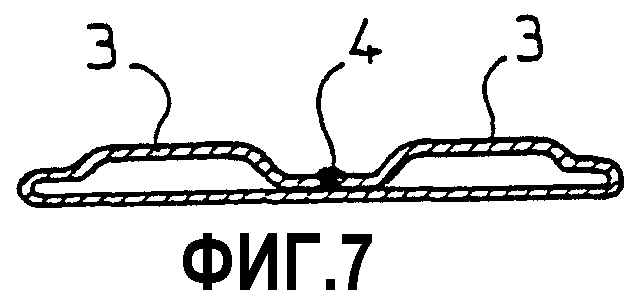
- Фиг.7 представляет собой схематический вид согнутого металлического листа, показанного на фиг.6, в поперечном разрезе по оси VII-VII, также показанной на фиг.6.
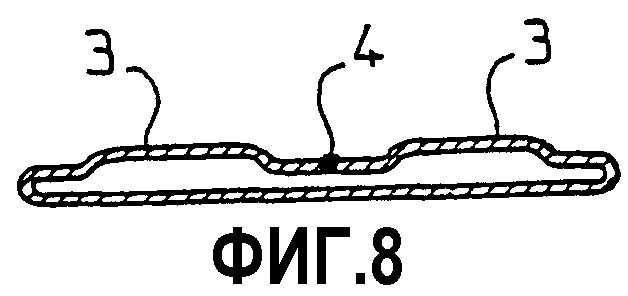
- Фиг.8 представляет собой схематический вид согнутого металлического листа, показанного на фиг.6, в поперечном разрезе по оси VIII-VIII, также показанной на фиг.6.
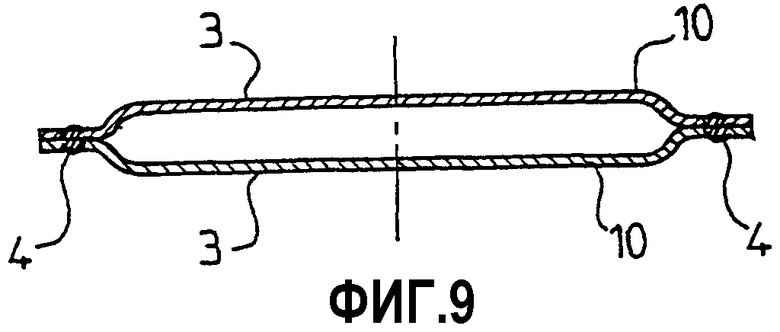
- Фиг.9 представляет собой схематический вид в поперечном сечении варианта реализации предлагаемого изобретения, демонстрирующий два соединенных друг с другом металлических листа перед выполнением операции сворачивания.
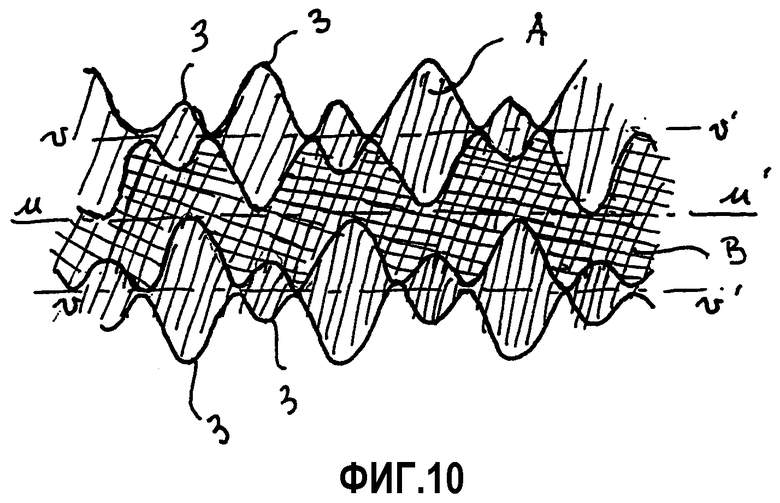
- Фиг.10 представляет собой схематический вид варианта реализации теплообменника в соответствии с данным изобретением.
Металлический спиральный теплообменник в соответствии с предлагаемым изобретением изготовлен из металлического листа 1, в частности листа нержавеющей стали, который представляется пользователю в виде рулона 2. На этом листе 1 выполняют элементы жесткости 3, которые формируются путем штамповки. Эти элементы жесткости 3 образуют некоторый угол наклона i с поперечной осью хх' листа 1, который в представленном здесь варианте реализации имеет величину порядка 45°. Элементы жесткости 3 распределяются на трех поперечных зонах, а именно на первой боковой зоне 3а, длина которой по существу равна четверти ширины е листа 1, на центральной зоне 3b, длина которой по существу равна половине упомянутой ширины, и, наконец, на третьей боковой зоне 3с, длина которой по существу равна четверти упомянутой ширины. Высота h этих элементов жесткости 3 равна половине расстояния, которое в данном случае желательно предусмотреть между витками после завершения операции сворачивания. Действительно, наклон i элементов жесткости по отношению к поперечной оси хх' листа 1 позволяет обеспечить возможность того, чтобы в процессе сворачивания выступающие элементы жесткости 3 на внутренней поверхности витка входили в упор в выступающие элементы жесткости 3 на наружной поверхности предшествующего витка, поскольку эти элементы жесткости соответственно перекрещиваются в процессе сворачивания. Такой способ реализации оказывается выгодным в том смысле, что он позволяет обеспечить в процессе сгибания сложение высот h элементов жесткости, выполненных соответственно на слое основания 1' и на загибах 1", без необходимости рассчитывать и определять для этого специфическое удаление вдоль продольной оси уу' металлического листа 1.
Таким образом, как это можно видеть на фиг.1 и 2, лист 1 складывается вдоль двух своих продольных осей соответственно аа' и bb', которые располагаются соответственно на расстоянии е/4 от боковых кромок 1а и 1b листа 1. После сгибания, как это можно видеть на фиг.3 и 4, соответствующие боковые кромки 1а и 1b оказываются расположенными друг против друга и ориентированными вдоль центральной продольной оси уу' листа 1. Таким образом, после такого сгибания лист 1 формирует три участка, как это можно видеть на фиг.4, а именно участок основания 1' и два верхних загиба 1". Эти верхние загибы 1" оказываются отстоящими от участка основания 1′ таким образом, чтобы создать между внутренними поверхностями этих загибов и основания проход, в который будет подана одна из текучих сред, используемых в данном теплообменнике. Затем боковые кромки 1а и 1b двух верхних загибов соединяются друг с другом при помощи прямолинейного сварного шва 4, что представляет собой технологическую операцию, которая легко может быть выполнена при помощи даже упрощенных автоматизированных средств.
Сложенный таким образом металлический лист затем сворачивается сам на себя в таком направлении, что сварной шов 4 оказывается внутри этой свертки. После осуществления такого сворачивания получают элемент, который способен, после выполнения различных операций адаптации, образовать теплообменник.
Эти операции, как известно в области изделий подобного типа, состоят в создании ввода и вывода для каждого из двух независимых контуров. Так, первый контур, который образован пространством, существующим между загибами 1' и 1", формирующими каждый виток, снабжен, как это можно видеть на фиг.5, первым вводом/выводом, который образован трубкой 7, присоединенной к центру теплообменника, и второй ввод/вывод, образованный трубкой 7', которая присоединена к периферийной части этого теплообменника. Что касается второго контура, то он образован пространствами, заключенными между различными витками.
В варианте реализации предлагаемого изобретения можно удвоить расстояние, проходимое текучей средой в первом контуре, то есть в контуре, заключенном между загибами 1' и 1". На фиг.6-8 представлен схематическим образом металлический лист, предназначенный для формирования теплообменника, после его сгибания и перед сворачиванием. В соответствии с этим вариантом реализации соединяют на большей части L1 длины L согнутого металлического листа оба конца 1а и 1b верхних загибов 1" с нижним основанием 1' таким образом, чтобы сформировать два канала, которые располагаются параллельно друг другу. На оставшейся длине L2 кромки 1а и 1b будут соединены только между собой таким образом, чтобы сформировать проход между двумя каналами. В этих условиях, в том, что касается этого второго контура, подача текучей среды будет осуществляться через одну из его сторон ввода/вывода 11а и выход этой текучей среды будет осуществляться через другую сторону ввода/вывода 11b. Такое конструктивное решение позволяет удвоить протяженность траектории прохождения текучей среды в этом контуре, что обеспечивает улучшение теплообмена. В то же время это позволяет также реализовать подачу и вывод текучей среды из центра теплообменника, причем в этом способе реализации трубка 7' оказывается коаксиальной с вводом/выводом 7.
В соответствии с вариантом этого способа реализации предлагаемого изобретения можно заменить сварное соединение двух боковых сторон 1а и 1b на изгиб основания 1' при помощи эластичного стыка, который будет располагаться между двумя боковыми кромками 1а и 1b на упомянутой выше длине L1.
Предлагаемое изобретение особенно выгодно в том отношении, что выступающие элементы жесткости 3, которые предназначены для реализации заданного определенного пространства между различными витками данного теплообменника, обеспечивают способность относительно возможности деформирования, которые они позволяют допустить в продольном направлении на двух загибах нижнего и верхнего листов, деформироваться относительно друг друга, что требует увеличения радиуса кривизны двух этих соответствующих загибов, который получается в процессе сворачивания данного теплообменника.
В соответствии с другим вариантом реализации предлагаемого изобретения, который схематически представлен на фиг.9, используют не один металлический лист, а два различных листа 10, которые после формирования выступающих элементов жесткости 3 соединяются друг с другом, в частности, при помощи сварного шва 4, который располагается в продольном направлении вдоль каждой из поперечных кромок 1a, 1b.
Разумеется, можно также получить такой элемент на основе трубчатого элемента, который должен быть деформирован соответствующим образом.
Предлагаемое изобретение, как уже было сказано выше, позволяет получить два контура циркуляции текучих сред, проходные поперечные сечения которых будут отличаться друг от друга, что является выгодным при определенных применениях данного теплообменника.
На фиг.10 схематическим образом представлен такой способ реализации предлагаемого изобретения. На этой фигуре соответственно позицией А (обычная штриховка) и позицией В (перекрещивающаяся штриховка) обозначены два контура циркуляции текучей среды в теплообменнике.
При помощи линии uu' представлена плоскость контакта вершин двух последовательно расположенных витков и при помощи линии vv' представлена плоскость контакта двух сварных элементов, образующих один виток. На фиг.10 представлена совокупность элементов перед выполнением операции сворачивания.
В соответствии с этим способом реализации высота двух последовательно расположенных элементов жесткости hB1 и hB2 является различной. Из этого следует, что, как это можно видеть на фиг.10, проходное сечение контура В превышает проходное сечение контура А. Изменяя величину разности между высотами hB1 и hB2 элементов жесткости 3, можно таким образом контролировать это различие проходных сечений теплообменника и потерю давления в текучих средах, соответствующих двум контурам.
Хотя в описанных выше различных способах реализации предлагаемого изобретения применяются металлические листы, для некоторых видов применений возможно также использование листов других материалов, в частности, листов, изготовленных из синтетического материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПИРАЛЬНЫЙ ТЕПЛООБМЕННИК | 2008 |
|
RU2451890C2 |
| Спиральный теплообменник | 2021 |
|
RU2775331C1 |
| СПИРАЛЬНЫЙ ГИБРИДНЫЙ СТЕНТ | 2010 |
|
RU2545751C2 |
| СПИРАЛЬНЫЙ ГИБРИДНЫЙ СТЕНТ | 2010 |
|
RU2683206C2 |
| СПОСОБ И ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ШНЕКОВОГО ТРУБЧАТОГО ТРАНСПОРТЕРА | 2007 |
|
RU2433878C2 |
| ГИБКИЙ ТРУБЧАТЫЙ КАРКАС | 1991 |
|
RU2072060C1 |
| СПИРАЛЬНЫЙ ТЕПЛООБМЕННИК | 2019 |
|
RU2786019C1 |
| ТЕПЛООБМЕННИК С ВТОРИЧНОЙ СКЛАДЧАТОСТЬЮ | 2011 |
|
RU2635673C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ | 1992 |
|
RU2074075C1 |
| Многоходовый спиральный теплообменник | 2021 |
|
RU2771848C1 |
Изобретение предназначено для применения в теплообменниках, предназначенных для обеспечения теплового обмена между текучими средами, которые должны быть отделены друг от друга, в частности теплообменниках спирального типа. Теплообменник спирального типа образован совокупностью витков, отделенных друг от друга при помощи разъединительных элементов, в котором витки образованы сплющенным трубчатым элементом, который сворачивается и который образован, по меньшей мере, одним листом материала, кромки которого соединяются между собой герметичным образом при помощи средств соединения, проходящих параллельно продольной оси данного листа, причем сплющенный трубчатый элемент содержит на своих наружных сторонах элементы жесткости, имеющие наклон по отношению к его поперечной оси (хх′), кроме того, элементы жесткости выполнены таким образом, что для двух находящихся в контакте друг с другом витков их соответствующие наклоны являются противоположными. Способ изготовления теплообменника спирального типа, образованного путем свертывания, по меньшей мере, одного листа, в соответствии с которым формируют сплющенный трубчатый элемент, выполненный на основе, по меньшей мере, одного листа, кромки которого соединяются герметичным образом при помощи средств соединения, которые проходят параллельно продольной оси (уу′) данного листа, и этот трубчатый элемент сворачивают сам на себя с тем, чтобы сформировать совокупность витков, причем сплющенный трубчатый элемент выполняют из листа, снабженного элементами жесткости, наклоненными по отношению к поперечной оси листа. Изобретение позволяет предложить новый тип металлического спирального теплообменника, в котором упрощаются требуемые технологические операции. 10 з.п. ф-лы, 10 ил. 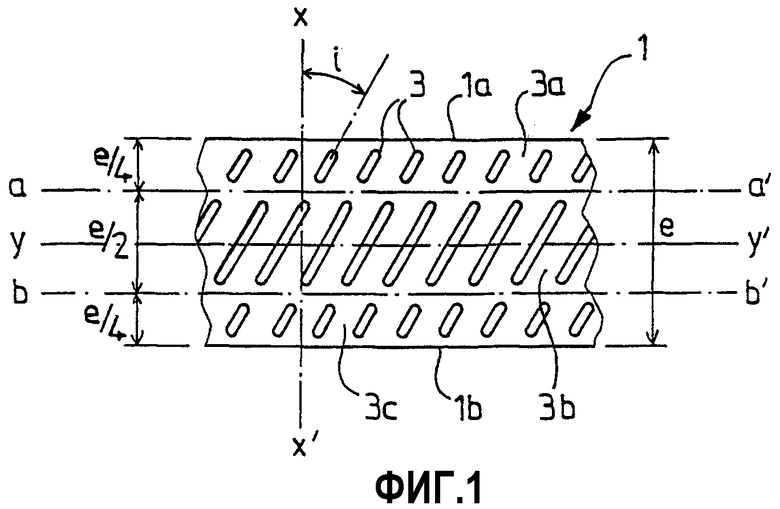
| JP 55123993 А, 24.09.1980 | |||
| МИКРОЭВМ | 1994 |
|
RU2129300C1 |
| Способ обезжелезивания растворов азотнокислого алюминия | 1973 |
|
SU489717A1 |
| Спиральный теплообменник | 1946 |
|
SU69335A1 |
| Способ изготовления спиральных теплообменников | 1990 |
|
SU1772570A1 |

