Изобретение относится к электронной технике, а именно к способам изготовления волноводных узлов устройств СВЧ и КВЧ диапазонов.
Известен способ изготовления окна вывода энергии СВЧ и КВЧ электронных приборов, включающий изготовление диэлектрической пластины из слюды определенного размера с металлизационным покрытием, например, нанесением металлической краски, причем, конфигурацию окна в металлизационном покрытии задают механическим снятием краски с диэлектрической пластины. Диэлектрическую пластину спаивают с металлической мембраной посредством нанесения порошка из стекла "Corning" №7570 состава: 44% PbO, 11% В2O3, 29% Al2O3, 16% SiO2, с температурой размягчения 440°С.
Порошок из стекла смешивают с биндером, эту массу наносят на кромки диэлектрической пластины, затем пластину располагают в углубление металлической мембраны и помещают в печь, нагревают при этой температуре 0,5 часа, а затем охлаждают до комнатной температуры. Металлическую мембрану с диэлектрической пластиной размещают и закрепляют в специальном, предварительно выполненном углублении на фланце отрезка волновода [1].
Недостатком данного способа является высокая трудоемкость изготовления, обусловленная механическим выполнением как заданной конфигурации металлизационного покрытия диэлектрической пластины, так и углубления во фланце отрезка волновода.
Известен способ изготовления окна вывода энергии СВЧ и КВЧ электронных приборов в полом прямоугольном металлическом волноводе, включающий:
- изготовление диэлектрической пластины заданной конфигурации, определяющей резонансную частоту окна вывода энергии,
- изготовление металлической мембраны чашеобразной формы из двух частей: диска с отверстием в центре и круглого углового бортика, присоединенного к краям диска,
- изготовление чашеобразного фланца одного из отрезков волновода в виде диска с бортиком и соразмерного конфигурации металлической чашеобразной мембране и фланцу второго отрезка волновода, выполненного также в виде диска,
- изготовление углубления в чашеобразном фланце для размещения диэлектрической пластины,
- изготовление упругих элементов из проводящего материала, герметичное соединение пайкой стеклом металлической чашеобразной мембраны с диэлектрической пластиной,
- расположение диэлектрической пластины с металлической мембраной между фланцами двух отрезков металлического волновода и последующее вакуумно-плотное соединение фланцев за счет сжатия упругих элементов, расположенных с обеих сторон мембраны [2] - прототип.
Недостатком данного способа как и первого аналога является высокая трудоемкость изготовления, обусловленная сложным изготовлением мембраны, применением упругих элементов для вакуумно-плотного соединения фланцев, а также необходимостью изготовления углубления в чашеобразном фланце, а следовательно, более высокая стоимость и низкая надежность, обусловленная методом крепления диэлектрической пластины с металлической мембраной.
Техническим результатом изобретения является снижение трудоемкости и стоимости изготовления, а также повышение надежности.
Технический результат достигается тем, что в известном способе изготовления окна вывода энергии СВЧ и КВЧ электронных приборов в полом прямоугольном металлическом волноводе, включающем изготовление диэлектрической пластины заданной конфигурации, определяющей резонансную частоту окна вывода энергии, изготовление металлической мембраны заданной конфигурации, имеющей отверстие в центре, соединение диэлектрической пластины с металлической мембраной, расположение диэлектрической пластины с металлической мембраной между фланцами двух отрезков металлического волновода и последующее их вакуумно-плотное соединение посредством сжатия фланцев, заданную конфигурацию диэлектрической пластины задают вакуумным напылением металлизационного покрытия из двух слоев, адгезионного и проводящего, с суммарной толщиной 0,5-10 мкм с последующей фотолитографией и резкой, при этом диэлектрическую пластину изготавливают соразмерной внутренним размерам волноводного канала, а металлизационное покрытие с отверстием в центре, металлическую мембрану изготавливают толщиной 3-300 мкм гальваническим нанесением пластичного, коррозионно-устойчивого, обладающего паяемостью и свариваемостью металла на хорошо проводящий слой металла толщиной 0,5-100 мкм, а конфигурацию мембраны задают фотолитографией по проводящему слою металла, соединение диэлектрической пластины с мембраной осуществляют посредством металлизационного покрытия диэлектрической пластины, при этом совмещают отверстия в мембране и металлизационном покрытии диэлектрической пластины, а диэлектрическую пластину, соединенную с мембраной, располагают непосредственно в канале отрезка волновода с большим атмосферным давлением газа при последующей откачке СВЧ и КВЧ прибора или последующем заполнении его газом.
На металлизационное покрытие диэлектрической пластины дополнительно может быть нанесен слой золота.
Соединение диэлектрической пластины с мембраной может быть осуществлено пайкой или сваркой посредством металлизационного покрытия.
На металлизационное покрытие диэлектрической пластины может быть нанесен припой толщиной 2-20 мкм.
При изготовлении мембраны хорошо проводящий слой из металла изготавливают толщиной 0,5-5 мкм напылением на диэлектрическую подложку, которую удаляют, после гальванического нанесения металла, селективным травлением проводящего слоя и механическим снятием мембраны.
При изготовлении мембраны, перед напылением проводящего слоя, может быть нанесен адгезионный слой.
При изготовлении мембраны, при селективном стравливании проводящего слоя, может быть стравлен и адгезионный слой.
Перед механическим снятием мембраны с диэлектрической подложки ее смачивают многоатомным спиртом, например глицерином и нагревают до температуры 150±10°С.
Нагрев мембраны с диэлектрической подложкой осуществляют со скоростью менее или равной 30 град/мин.
При соединении диэлектрической пластины с мембраной посредством металлизационного покрытия пайкой, диэлектрическую платину располагают в специальной оправке горизонтально, неподвижно, при этом на нее накладывают мембрану и совмещают конфигурацию отверстия мембраны с конфигурацией металлизационного покрытия диэлектрической пластины.
Перед наложением мембраны на диэлектрическую пластину соединяемые поверхности могут быть облужены.
Выполнение конфигурации диэлектрической пластины вакуумным напылением металлизационного покрытия из двух слоев, адгезионного и проводящего с суммарной толщиной 0,5-10 мкм и конфигурацией, соразмерной внутренним размерам волноводного канала с последующей фотолитографией, позволит:
во-первых, использовать при изготовлении окна вывода энергии групповые методы, а следовательно, высокопроизводительное оборудование и тем самым снизить трудоемкость, а значить и стоимость изготовления;
во-вторых, наличие адгезионного слоя повышает сцепление металлизационного покрытия с диэлектрической пластиной и тем самым повышает надежность окна вывода энергии;
в-третьих, наличие проводящего слоя, указанной толщины, обеспечит возможность использования низкотемпературной пайки для соединения диэлектрической пластины с мембраной и тем самым снизить трудоемкость изготовления.
Выполнение металлизационного покрытия толщиной менее 0,5 мкм не желательно, так как проводящий слой может раствориться в припое в процессе пайки, а более 10 мкм не обеспечивает достаточную точность получения конфигурации, а также увеличивает трудоемкость изготовления.
Изготовление диэлектрической пластины, соразмерной внутренним размерам волноводного канала, а металлизационного покрытия с отверстием в центре позволит в последующем располагать диэлектрическую пластину непосредственно в отрезке канала волновода и исключить необходимость изготовления углубления во фланце и тем самым снизить трудоемкость изготовления окна вывода энергии.
Изготовление металлической мембраны заданной конфигурации гальваническим нанесением пластичного, коррозионно-устойчивого, обладающего паяемостью и свариваемостью металла толщиной 3-300 мкм на хорошо проводящий слой металла толщиной 0,5-100 мкм с последующей фотолитографией по проводящему слою позволит:
во-первых, использовать групповой метод при изготовлении мембраны и тем самым снизить трудоемкость изготовления мембраны;
во-вторых, указанная толщина и пластичность металла мембраны позволит исключить необходимость использования дополнительных упругих элементов при последующем вакуумно-плотном соединении фланцев сжатием;
в-третьих, паяемость и свариваемость материала обеспечит надежность соединения с металлизационным покрытием диэлектрической пластины.
Выполнение металлической мембраны менее 3 мкм не обеспечивает достаточную механическую прочность, а следовательно, надежность, а более 300 мкм увеличивает трудоемкость изготовления и стоимость за счет увеличения времени гальванического нанесения.
Выполнение проводящего слоя толщиной менее 0,5 мкм не обладает достаточной проводимостью и не позволит применять гальваническое наращивание для изготовления металлической мембраны, а более 100 мкм увеличивает трудоемкость изготовления и стоимость из-за усложнения технологического процесса.
Совмещение отверстий в мембране и металлизационном покрытии диэлектрической пластины при их соединении увеличивает площадь их соединения и тем самым повышает надежность.
Расположение диэлектрической пластины, соединенной с мембраной, непосредственно в отрезке канала волновода с большим атмосферным давлением газа при последующей откачке СВЧ и КВЧ прибора позволит снизить трудоемкость изготовления, так как исключается необходимость выполнения специального углубления во фланце, и повысить надежность, так как при таком расположении соединение диэлектрической пластины с мембраной испытывает сжимающее усилие.
Нанесение слоя золота толщиной 0,5-5 мкм на металлизационное покрытие диэлектрической пластины упростит соединение ее с мембраной за счет возможности применения низкотемператуной пайки или сварки, а также увеличит коррозионную стойкость металлизационного покрытия, а значит и надежность.
Нанесение слоя золота толщиной менее 0,5 мкм не обеспечивает надежного соединения из-за растворения в припое, а более 5 мкм увеличивает трудоемкость изготовления и стоимость.
Соединение диэлектрической пластины с металлической мембраной посредством металлизационного покрытия пайкой или сваркой позволит снизить трудоемкость изготовления за счет уменьшения температуры соединения.
Нанесение на металлизационное покрытие диэлектрической пластины припоя толщиной 2-20 мкм за счет упрощения процесса соединения позволит снизить трудоемкость изготовления.
Использование хорошо проводящего слоя при изготовлении мембраны из металла толщиной 0,5-5 мкм напылением на диэлектрическую подложку, которую удаляют, после гальванического нанесения металла, селективным травлением проводящего слоя снижает необходимую толщину проводящего слоя, а следовательно, сокращает процесс формирования мембраны и тем самым снижает трудоемкость изготовления.
Изготовление слоя хорошо проводящего металла толщиной менее 0,5 мкм повысит время стравливания, а более 5 мкм увеличит время напыления, а следовательно, и трудоемкость изготовления.
Нанесение адгезионного слоя перед напылением проводящего слоя при изготовлении мембраны позволит дополнительно повысить процент выхода годных на операции гальванического осаждения, а значит снизить трудоемкость изготовления.
Стравливание адгезионного слоя при селективном стравливании проводящего слоя упрощает контроль полноты стравливания проводящего слоя и тем самым снижает трудоемкость изготовления.
Смачивание мембраны перед ее механическим снятием с диэлектрической подложки многоатомным спиртом, например глицерином, и нагрев до температуры 150±10°С, с одной стороны, облегчит процесс снятия мембраны с диэлектрической пластины, а с другой стороны, многоатомный спирт, являясь флюсом, улучшит качество пайки мембраны и тем самым повысит надежность.
Нагрев мембраны с указанной скоростью снижает напряжение мембраны и тем самым повысит надежность последующего соединения мембраны с диэлектрической пластиной.
Расположение диэлектрической пластины с металлизационным покрытием при их соединении в специальной оправке и указанным образом: во-первых, жестко фиксирует диэлектрическую пластину и предотвращает растекание припоя, улучшая качество пайки и тем самым повышает надежность;
во-вторых, упрощает их совмещение и тем самым снижает трудоемкость изготовления.
Изобретение поясняется чертежами.
На фиг.1 представлено изготовление диэлектрической пластины с металлизационным покрытием:
а) диэлектрическая пластина в разрезе;
б) диэлектрическая пластина с металлизациооным покрытием и фотолитографией;
в) изготовление диэлектрической пластины групповым методом, где
- диэлектрическая пластина - 1,
- металлизационное покрытие - 2,
- адгезионный слой - 3,
- проводящий слой - 4,
- отверстие в металлизационном покрытии - 5.
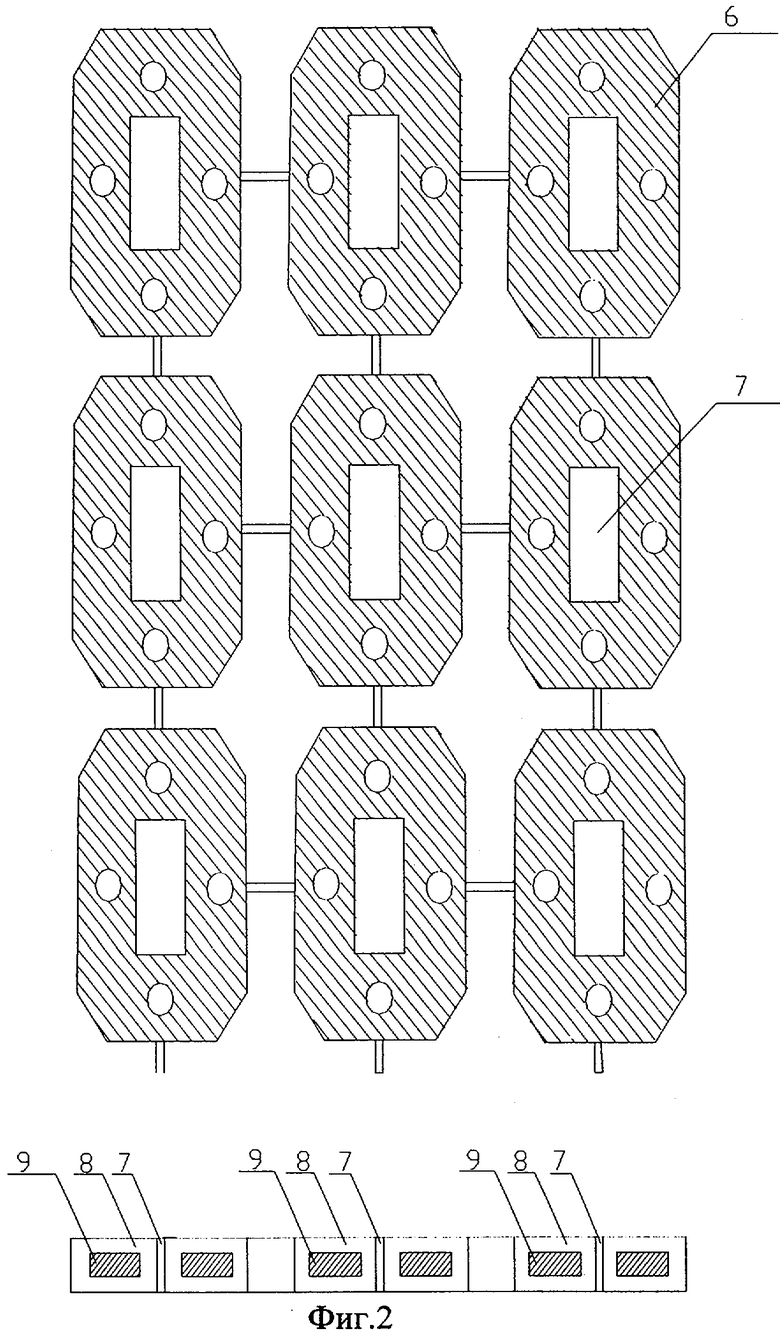
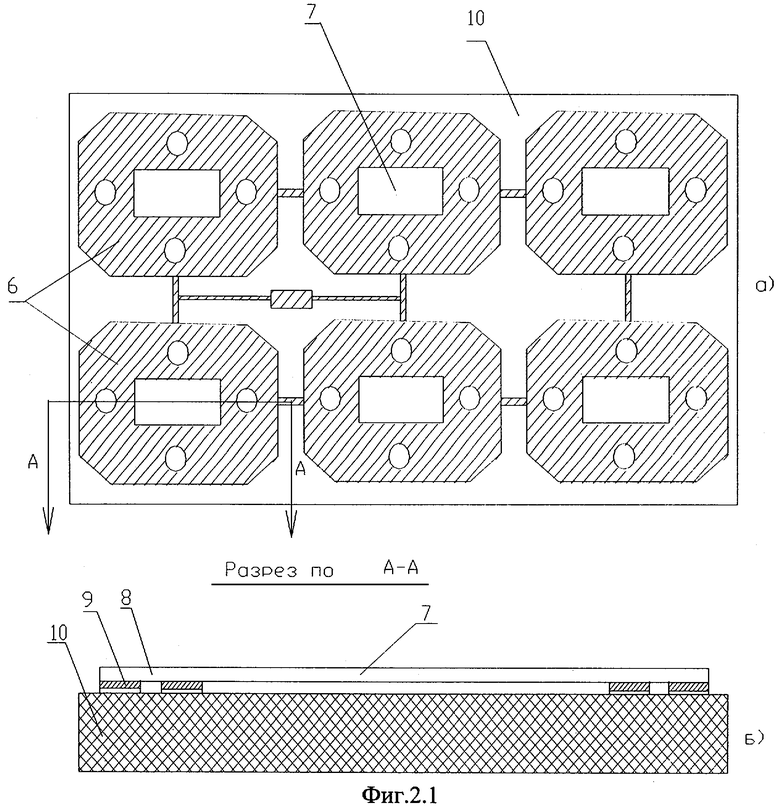
На фиг.2 и 2.1 представлены варианты изготовления металлической мембраны заданной конфигурации:
2а, б - вид сверху и разрез соответственно варианта изготовления по п.1,
2.1а, б - вид сверху и разрез соответственно варианта изготовления по п.п.1-5, где
- металлическая мембрана - 6,
- отверстие в металлической мембране - 7,
- пластичный, коррозионно-устойчивый, обладающий паяемостью и свариваемостью металл, нанесенный гальванически - 8,
- хорошо проводящий слой металла - 9,
- диэлектрическая подложка - 10.
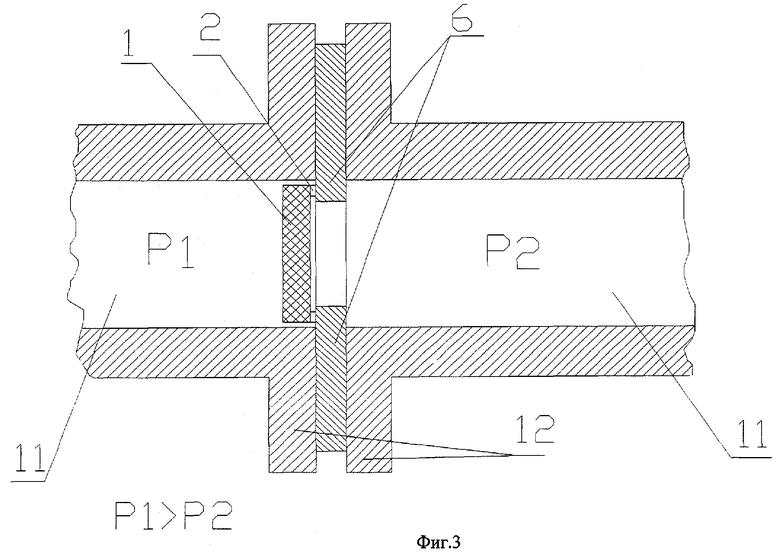
На фиг.3 представлено расположение диэлектрической пластины, соединенной с металлической мембраной между фланцами отрезков волновода, где
- канал отрезков металлического волновода - 11,
- фланцевое соединение - 12.
Пример 1. Изготавливают окно вывода энергии СВЧ и КВЧ электронных приборов в полом прямоугольном металлическом волноводе следующим образом:
1) изготавливают диэлектрическую пластину - 1 из стекла кварцевого KB ГОСТ 15130-86, заданной конфигурации, например прямоугольной, размером 7,1×3,3×0,2 мм, для чего на подложку размером 24×30×0,2 мм наносят вакуумным напылением металлизационное покрытие - 2 из двух слоев, адгезионного - 3 из хрома с поверхностным сопротивлением 100 Ом/мм2, соответствующим толщине 0,02 мкм, и проводящего - 4 из меди толщиной 2 мкм, с суммарной толщиной 2,02 мкм, далее проводят фотолитографию по напыленным слоям хрома и меди, с использованием фоторезиста ФП-383 и установки совмещения ЭМ-576А, при этом в процессе фотолитографии выполняют отверстие в центре металлизационного покрытия - 5, проводят групповым методом резку диэлектрической подложки на отдельные диэлектрические пластины - 1;
2) изготавливают металлическую мембрану - 6 заданной конфигурации, для чего гальванически наносят пластичный, коррозионноустойчивый, обладающий паяемостью и свариваемостью металл - 8, например, золото толщиной 3 мкм на хорошо проводящий слой - 7, например, лист ковара 29 ПК толщиной 30 мкм, задают конфигурацию мембраны, для чего проводят процесс фотолитографии по листу ковара с двух сторон, используя фоторезист ФП-25 и установку двухстороннего совмещения ЭМ-586, в процессе фотолитографии проводят сквозное травление коворового листа и удаление фоторезиста в смеси ацетона и моноэтаноламина с наложением ультразвуковых колебаний;
3) соединяют диэлектрическую пластину - 1 с металлической мембраной - 6, для чего диэлектрическую пластину - 1 располагают в специальной оправке горизонтально и неподвижно, облуживают припоем металлизационное покрытие - 2 диэлектрической пластины - 1, на нее накладывают металлическую мембрану, совмещают конфигурацию отверстия металлической мембраны - 7 с конфигурацией отверстия металлизационного покрытия - 5 диэлектрической пластины - 1 и проводят пайку припоем ПОИН-50 при температуре 150°С;
4) располагают диэлектрическую пластину - 1, соединенную с металлической мембраной - 6 непосредственно в канале отрезка волновода - 11 с большим атмосферным давлением газа, имеющим размер сечения 7,2×3,4 мм, между фланцами - 12 и вакуумно-плотно соединяют их посредством сжатия фланцев.
Примеры 2-3. Изготавливают окно вывода энергии СВЧ и КВЧ электронных приборов как в примере 1, но при других значениях:
а) суммарной толщины металлизационного покрытия,
б) толщины металлической мембраны,
в) толщины проводящего слоя металла, минимальных и максимальных, указанных в формуле изобретения.
Пример 4. Изготавливают окно вывода энергии СВЧ и КВЧ электронных приборов как в примере 1, но мембрану - 6 изготавливают толщиной 10 мкм, например, из гальванически нанесенного золота, для чего на диэлектрическую подложку - 10 из поликора размером 48×60×0,5 мм напыляют адгезионный слой хрома с удельным сопротивлением 100 Ом/мм2 и проводящий слой меди - 9 толщиной 1 мкм, проводят фотолитографию по напыленным слоям хрома и меди, далее гальванически наносят слой золота - 8 толщиной 10 мкм, проводят боковое селективное стравливание напыленных слоев проводящего - 9 и адагезионного и механически снимают металлическую мембрану - 6 из золота с диэлектрической подложки - 10 из поликора пинцетом или лезвием, отделяя от других металлических мембран и разрывая технологические проводники.
Предлагаемый способ изготовления окна вывода энергии СВЧ и КВЧ электронных приборов позволит:
во-первых, благодаря возможности использования, при изготовлении диэлектрической пластины и металлической мембраны заданных конфигураций, групповых методов, и при этом высокопроизводительного оборудования, а также исключения некоторых механических действий как при соединении диэлектрической пластины с металлической мембраной, так и при вакуумно-плотном их соединении между фланцами отрезков металлического волновода посредством сжатия фланцев, снизить трудоемкость, а следовательно, и стоимость изготовления;
во-вторых, благодаря возможности использования низкотемпературной пайки при соединении диэлектрической пластины и металлической мембраны, а также предложенному варианту их размещения и вакуумно-плотного соединения посредством сжатия фланцев, также снизить трудоемкость изготовления и повысить надежность.
Источники информации
1. Сазонов В.П., Терехина В.М., Лямзин В.М. Конструкция окон выходных устройств СВЧ приборов. ЦНИИ Электроника, вып.№3 (8), стр.26, 1972 г.
2. Тесленко Л.Ф., Иванова А.В., Светликина И.А. и др. Окна выводов энергии электронных СВЧ приборов. Обзоры по электронной технике, сер.1. Электроника СВЧ, ЦНИИ Электроника, вып. №10 (729), стр.27-28, 1980 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОКНО ВЫВОДА ЭНЕРГИИ СВЧ И КВЧ ЭЛЕКТРОННЫХ ПРИБОРОВ | 2003 |
|
RU2260881C2 |
| ОКНО ВВОДА И/ИЛИ ВЫВОДА ЭНЕРГИИ СВЧ | 2006 |
|
RU2313865C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНОЙ ИНТЕГРАЛЬНОЙ СХЕМЫ СВЧ-ДИАПАЗОНА | 2009 |
|
RU2417480C1 |
| ИНТЕГРАЛЬНАЯ СХЕМА СВЧ | 2020 |
|
RU2803110C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКНА ВЫВОДА ЭНЕРГИИ СВЧ | 2005 |
|
RU2300162C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОПОЛОСКОВЫХ ПЛАТ ДЛЯ ГИБРИДНЫХ ИНТЕГРАЛЬНЫХ СХЕМ | 2001 |
|
RU2206187C1 |
| ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА СВЧ-ДИАПАЗОНА | 2003 |
|
RU2235390C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ С ПОМОЩЬЮ МЕТАЛЛИЗИРОВАННОЙ ЛЕНТЫ | 2018 |
|
RU2711239C2 |
| МЕТАЛЛИЗИРОВАННАЯ КЕРАМИЧЕСКАЯ ПОДЛОЖКА ДЛЯ ЭЛЕКТРОННЫХ СИЛОВЫХ МОДУЛЕЙ И СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 2011 |
|
RU2490237C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ТОНКОПЛЕНОЧНОЙ СТРУКТУРЫ | 2007 |
|
RU2329622C1 |
Изобретение относится к способам изготовления волноводных узлов устройств СВЧ и КВЧ диапазонов. Техническим результатом является снижение трудоемкости и стоимости изготовления, а также повышение надежности. Заданную конфигурацию диэлектрической пластины задают вакуумным напылением металлизационного покрытия из двух слоев, адгезионного и проводящего, с суммарной толщиной 0.5-10 мкм с последующей фотолитографией и резкой. Диэлектрическую пластину изготавливают соразмерной внутренним размерам канала металлического волновода, а металлизационное покрытие изготавливают с отверстием в центре. Металлическую мембрану изготавливают толщиной 3-300 мкм гальваническим нанесением пластичного, коррозионноустойчивого, обладающего паяемостью и свариваемостью металла на хорошо проводящий слой металла толщиной 0,5-100 мкм, а конфигурацию задают фотолитографией по проводящему слою металла. Соединение диэлектрической пластины с мембраной осуществляют посредством металлизационного покрытия диэлектрической пластины, при этом совмещают отверстия в мембране и металлизационном покрытии диэлектрической пластины, а диэлектрическую пластину, соединенную с мембраной, располагают непосредственно в канале отрезка металлического волновода с большим атмосферным давлением газа при последующей откачке СВЧ и КВЧ прибора. 10 з.п. ф-лы. 4 ил.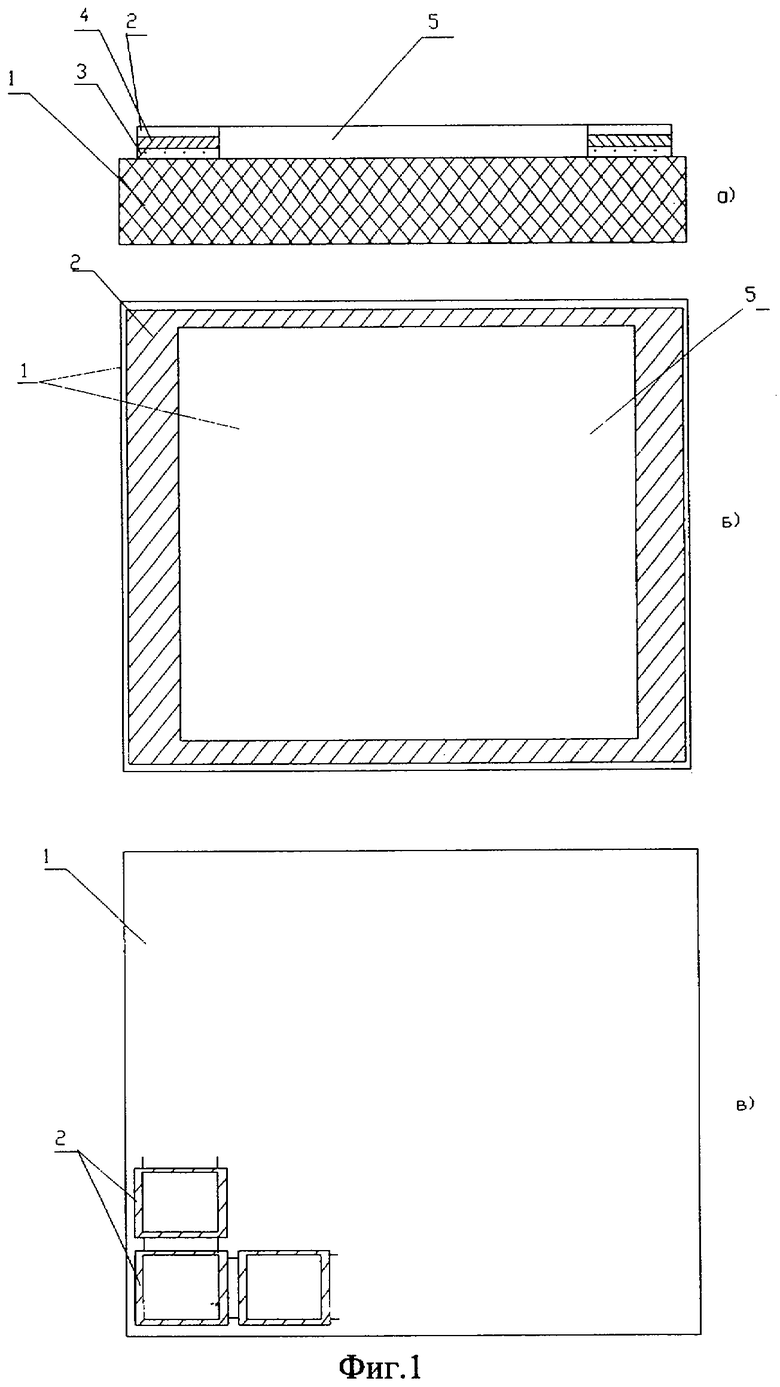
| ОБЗОРЫ ПО ЭЛЕКТРОННОЙ ТЕХНИКЕ | |||
| Серия "Электроника СВЧ" | |||
| М., 1980, ЦНИИ Электроника, вып | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВВОДА/ВЫВОДА ЭНЕРГИИ СВЧ-ПРИБОРА С БАНОЧНЫМ ОКНОМ | 2001 |
|
RU2185679C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНОГО ВЫВОДА ЭНЕРГИИ | 1991 |
|
SU1826821A1 |
| US 4458744 A, 09.11.1982 | |||
| US 5200722 A, 06.04.1993 | |||
| КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ ЭМУЛЬСИОННОГО ЛИКЕРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2134720C1 |

