Настоящее изобретение касается контейнера для медикамента и способа его изготовления, в частности контейнеров, вмещающих или служащих для размещения по меньшей мере одной индивидуальной дозы медикамента, и способов их изготовления.
В области выпуска сухих порошковых лекарств известно предварительное дозирование отдельных унифицированных доз медикамента в соответствующие отделения упаковки так, чтобы можно было открывать отдельные отделения для выдачи отдельных унифицированных доз медикамента.
Отделения можно выполнить в виде так называемых блистерных упаковок, в которых предварительно образованные гнезда или блистеры герметизированы закрывающей фольгой.
Для того, чтобы открыть эти отделения, закрывающую фольгу можно проколоть, используя для этого острый предмет, позволяя воздуху проходить в отделения и из них. При этой операции фольга вжимается в отделение, препятствуя при этом полному открыванию отделения, так что порошок высыпается неповторяемым образом или неполностью.
Также можно отслаивать фольгу от основания, чтобы открыть отделения. Однако используемые для этого выдачные устройства являются сложными, поскольку необходимо контролировать натяжение закрывающей фольги и точно контролировать размер неудаленной фольги так, чтобы за один раз открывалось только одно отделение. Помимо этого отделения должны быть разнесены так, чтобы упростить позиционный контроль. Это увеличивает размер блистерной упаковки и выдачного устройства.
Настоящее изобретение рассматривает использование по существу чашеобразных вкладышей внутри соответствующих гнезд блистерной упаковки. Каждый чашеобразный вкладыш содержит унифицированную дозу медикамента и может быть вдавлен с нижней стороны блистерной упаковки так, чтобы разорвать закрывающий лист наружу от блистерной упаковки и открыть медикамент для его выдачи.
Таким образом обеспечивается элемент, отдельный от основания и закрывающего листа, служащий для разрывания закрывающего листа наружу. При этом не требуется обеспечивать сложный отслаивающий механизм, и отделения упаковки могут быть расположены близко друг к другу. Кроме того, закрывающий лист может открываться наружу от углублений, так что углубления становятся полностью открытыми для воздушного потока и позволяют извлекать весь порошок из отделений. Благодаря обеспечению вкладыша в виде жесткого элемента внутри отделения для разрывания закрывающего листа, надавливание с нижней стороны, прикладываемое для разрывания закрывающего листа, не уплотняет и не агломерирует медикамент внутри упаковки. Ясно, что это является значительным преимуществом, когда медикамент находится в форме сухого порошка, например, для ингаляции в легкие или носовые полости.
К сожалению, обеспечение вкладышей в отдельных гнездах блистерной упаковки повышает сложность и стоимость изготовления. Кроме того, существуют естественные конструктивные ограничения, связанные с использованием традиционной блистерной упаковки, в которой гнезда образованы посредством глубокой вытяжки пленки или листа.
Задача настоящего изобретения состоит в создании контейнера для медикамента и способа его изготовления, обеспечивающих использование обсуждавшихся выше преимуществ, в то же время снижая сложность и стоимость изготовления.
Согласно изобретению предлагается способ изготовления контейнера для вмещения по меньшей мере одной отдельной дозы медикамента, используя подложку, имеющую первую и вторую противолежащие поверхности и сквозные стенки, ограничивающие сквозное отверстие, продолжающееся между первой и второй противолежащими поверхностями, предусматривающий:
введение подложки в форму, имеющую элемент для выступания в сквозное отверстие от первой поверхности так, чтобы образовать со сквозными стенками по существу чашеобразное пространство;
заполнение по существу чашеобразного пространства формовочным материалом, так чтобы образовать по существу чашеобразный вкладыш в сквозном отверстии; и
извлечение подложки и вкладыша из формы, причем можно поместить отдельную дозу медикамента в по существу чашеобразный вкладыш, и герметизировать медикамент и вкладыш в сквозном отверстии посредством первого и второго листов, запечатываемых, соответственно, с первой и второй поверхностями.
Согласно изобретению, также предлагается контейнер для вмещения по меньшей мере одной отдельной дозы медикамента, содержащий:
подложку, имеющую первую и вторую противолежащие поверхности и сквозные стенки, ограничивающие сквозное отверстие, продолжающееся между первой и второй противолежащими поверхностями; и
по существу чашеобразный вкладыш, образованный в сквозном отверстии посредством введения подложки в форму, имеющую элемент для выступания в сквозное отверстие от первой поверхности так, чтобы образовать со сквозными стенками по существу чашеобразное пространство, и заполнения по существу чашеобразного пространства формовочным материалом, так чтобы образовать по существу чашеобразный вкладыш в сквозном отверстии, причем можно поместить отдельную дозу в по существу чашеобразный вкладыш, и герметизировать медикамент и вкладыш в сквозном отверстии посредством запечатывания первого и второго листов соответственно с первой и второй поверхностями.
Это обеспечивает контейнер, который можно заполнять медикаментом в соответствии с потребностями поставщика медикаментов.
В этом отношении согласно изобретению, также предлагается способ обеспечения по меньшей мере одной отдельной дозы медикамента в контейнере, используя подложку, имеющую первую и вторую противолежащие поверхности и сквозные стенки, ограничивающие сквозное отверстие, продолжающееся между первой и второй противолежащими поверхностями, и по существу чашеобразный вкладыш, образованный в сквозном отверстии посредством введения подложки в форму, имеющую элемент для выступания в сквозное отверстие от первой поверхности так, чтобы образовать со сквозными стенками по существу чашеобразное пространство, и заполнения по существу чашеобразного пространства формовочным материалом, так чтобы образовать по существу чашеобразный вкладыш в сквозном отверстии, предусматривающий:
помещение отдельной дозы медикамента в по существу чашеобразный вкладыш; и
герметизацию медикамента и вкладыша в сквозном отверстии посредством запечатывания первого листа с первой поверхностью, причем второй лист запечатан со второй поверхностью.
В качестве части способа, второй лист может быть запечатан со второй поверхностью, или контейнер может быть обеспечен вторым листом, уже запечатанным со второй поверхностью так, что необходимо только выполнить стадии помещения отдельной дозы и запечатывания первого листа.
Согласно изобретению, также предлагается способ изготовления контейнера, вмещающего по меньшей мере одну отдельную дозу медикамента с использованием подложки, имеющей первую и вторую противолежащие поверхности и сквозные стенки, ограничивающие сквозное отверстие, продолжающееся между первой и второй противолежащими поверхностями, предусматривающий:
введение подложки в форму, имеющую элемент для выступания в сквозное отверстие от первой поверхности так, чтобы образовать со сквозными стенками по существу чашеобразного пространства;
заполнение по существу чашеобразного пространства формовочным материалом так, чтобы образовать в сквозном отверстии по существу чашеобразный вкладыш;
извлечение подложки и вкладыша из формы;
помещение отдельной дозы медикамента в по существу чашеобразный вкладыш; и
герметизацию медикамента и вкладыша в сквозном отверстии посредством запечатывания первого и второго листов соответственно с первой и второй поверхностями.
Согласно изобретению также предлагается контейнер, вмещающий по меньшей мере одну отдельную дозу медикамента, содержащий:
подложку, имеющую первую и вторую противолежащие поверхности и сквозные стенки, ограничивающие сквозное отверстие, продолжающееся между первой и второй противолежащими поверхностями;
по существу чашеобразный вкладыш, образованный в сквозном отверстии посредством введения подложки в форму, имеющую элемент для выступания в сквозное отверстие от первой поверхности так, чтобы образовать со сквозным отверстием по существу чашеобразное пространство и заполнение по существу чашеобразного пространства формовочным материалом так, чтобы образовать в сквозном отверстии по существу чашеобразный вкладыш;
отдельную дозу медикамента в по существу чашеобразном вкладыше; и
первый и второй листы, запечатанные соответственно с первой и второй поверхностями.
Понятно, что контейнеры, содержащие множество сквозных отверстий и вкладышей, можно изготавливать точно таким же способом, чтобы обеспечить множество отдельных доз медикамента.
Таким образом, вкладыш (вкладыши) можно сформировать и расположить в контейнере на одной стадии изготовления. Предлагаемый контейнер для медикамента имеет обсуждавшиеся выше преимущества в отношении упаковывания, содержит разрываемые наружу вкладыши и объединяет их не только с меньшей стоимостью и сложностью, но также и с улучшенными допустимыми отклонениями и надежностью. В частности, допустимое отклонение объема чашеобразного пространства может быть более точным, чем у прежних объемов пространств для содержания медикаментов.
Также можно обеспечить гнезда с отношениями глубины к ширине, значительно превышающими традиционное максимальное значение для блистерной упаковки глубокой вытяжки, составляющее приблизительно 2:5. Это позволяет значительно увеличить количество доз на данную площадь поверхности.
Кроме того, можно производить вкладыш в каждом сквозном отверстии, имеющем заданную форму и размер, так чтобы вкладыш достаточно близко прилегал к сквозным стенкам, чтобы предотвратить прохождение медикамента между ними, и все же не настолько плотно, чтобы препятствовать перемещению вкладыша при его выдавливании. Выступающий элемент позволяет легко выбирать и изменять размер и форму полости вкладыша.
Способ может дополнительно предусматривать стадию формирования подложки со сквозным отверстием. Подложку можно сформировать одним из: литья под давлением, отливки в форму, прессования, экструзии, литья, спекания, штамповки, вырубки и чеканки, и ее можно сформировать из одного из: полимеров, металлов, керамики и композитов. Подложка должна образовывать гидроизолирующий слой и, следовательно, быть полностью непроницаемой. Этого можно достичь, образуя подложку из металлизированного пластика или алюминия.
Алюминий является сравнительно дешевым и легким материалом, которому можно легко придавать любую соответствующую форму с требуемыми сквозными отверстиями.
Вкладыш можно сформировать из термопластического или термореактивного полимера, смолы или любого другого материала, который можно инжектировать как текучую среду, а затем преобразовывать в твердое вещество, когда он находится на месте. Например, вкладыш можно сформировать из одного из: полимера, эластомера и мономера.
Это позволяет легко образовать вкладыш внутри сквозного отверстия подложки.
Первый и второй листы предпочтительно формируют из алюминия. Они могут быть алюминиевыми композитами или ламинатами и обеспечивать хорошую влагонепроницаемость, и их легко запечатывать с подложкой, особенно когда она также является алюминиевой.
Для формирования подложки подходящими влагонепроницаемыми материалами также являются, например, Aclar, СТЕ, Barrex.
Aclar - PCTFE (полихлортрифторэтиленовая) пленка со сверхвысокими влагобарьерными свойствами (производится корпорацией Honeywell). Химический состав: сополимер полихлортрифторэтилена, хлортрифторэтена-1 и 1-дифторэтена.
СТЕ - (coal tar epoxy) влагобарьерные эпоксидные полимеры низкой стоимости. Производятся многими фирмами.
Barrex - высокопрозрачные влагобарьерные полиакрилонитриловые полимеры, производимые фирмой Mitsui Toatsu Kagaku KK (Япония).
Форму и размер элемента предпочтительно выбирают так, чтобы определять объем и форму пространства, образуемого внутри вкладыша.
Таким путем конфигурация формы может определять особенности внутренней поверхности вкладыша, включая объем, конфигурацию и т.д. Это позволяет формовать полость вкладыша с точным объемом, таким образом обеспечивая объем полости для дозирования порошка или жидкости, которые должны в нем содержаться. Кроме того, объем полости вкладыша можно легко изменять посредством изменения единственного компонента технологического оборудования, то есть элемента формы. Чашеобразный вкладыш, окружая помещенный медикамент, также обеспечивает теплоизоляцию медикаменту при термосваривании первого листа с первой поверхностью.
Посадку вкладыша в сквозном отверстии предпочтительно контролируют посредством управления по меньшей мере одним из: давление инжекции, температура инжекции, отделка поверхности сквозных стенок и угол протяжения сквозных стенок.
Это позволяет такую посадку вкладыша в сквозном отверстии, что медикамент не сможет проходить между вкладышем и сквозными стенками, но позволит выдавливать вкладыш вдоль его оси из сквозного отверстия. Кроме того, вкладыш может удерживаться на месте в сквозном отверстии за счет его контакта со сквозными стенками, не препятствуя при этом выталкиванию вкладыша из сквозного отверстия.
Прикрепление вкладыша в сквозном отверстии предпочтительно контролируют посредством управления по меньшей мере одним из: температура предварительного нагрева подложки, материал вкладыша и посадка вкладыша, например, как описано выше. Отделка поверхности сквозных стенок влияет на сопротивление вкладыша перемещению. Действительно, сквозные стенки можно формировать с особыми признаками, такими как выступы или выемки, относительно которых вкладыш должен отклоняться, когда его выталкивают вдоль оси из сквозного отверстия.
По существу чашеобразное пространство предпочтительно заполняют формовочным материалом от второй поверхности.
В качестве альтернативы чашеобразное пространство можно заполнять формовочным материалом от первой поверхности, например, через канал для заполнения в выступающем элементе. Таким образом, второй лист может уже быть запечатан со второй поверхностью до образования вкладыша. В качестве альтернативы второй лист можно помещать в форму с подложкой и запечатывать с подложкой на стадии образования вкладыша.
Таким образом, вкладыш можно заполнять на месте в подложке.
Форма на второй поверхности предпочтительно по существу выровнена и копланарна со второй поверхностью. Таким образом, закрытый конец чашеобразного вкладыша по существу выровнен и копланарен со второй поверхностью.
Хотя является предпочтительным, чтобы стенка вкладыша заканчивалась вблизи от верхнего края сквозного отверстия, форма может продолжаться в сквозное отверстие от второй поверхности так, чтобы вкладыш был углублен за вторую поверхность. Однако конструкция формы и обработка упрощаются, когда форма копланарна со второй поверхностью. Кроме того, это приводит к тому, что закрытый конец вкладыша является непосредственно доступным для выталкивания вкладыша сквозь первую лицевую поверхность. В этом отношении форму в качестве альтернативы можно выполнить такой, чтобы закрытый конец вкладыша выступал за вторую поверхность.
Вкладыш предпочтительно заполняет пространство сквозного отверстия. Это происходит в результате процесса формования вкладыша на месте и гарантирует, что вкладыш плотно сидит в сквозном отверстии, должным образом направляется при перемещении, чтобы разорвать первый лист, и при этом не теряется никакое пространство. В частности, вкладыш полностью заполняет пространство между сквозными стенками, чтобы эффективно, насколько позволяют частицы медикамента, уплотнять сквозное отверстие. Другими словами, периферия вкладыша пригнана к сквозным стенкам, чтобы предотвратить прохождение между ними частиц, обычно, например, частиц медикамента порядка одного микрона для использования в порошковом ингаляторе.
Медикамент предпочтительно находится в сухой порошкообразной форме, подходящей для ингаляции в носовые полости или легкие.
Контейнеры по изобретению особенно пригодны для такого использования.
В соответствии с изобретением также предлагается способ изготовления подложки, предусматривающий штампование сквозных отверстий. Предпочтительные способы для этого описаны ниже.
Изобретение будет лучше понятно из последующего описания, приведенного только в качестве примера со ссылкой на прилагаемые чертежи, на которых:
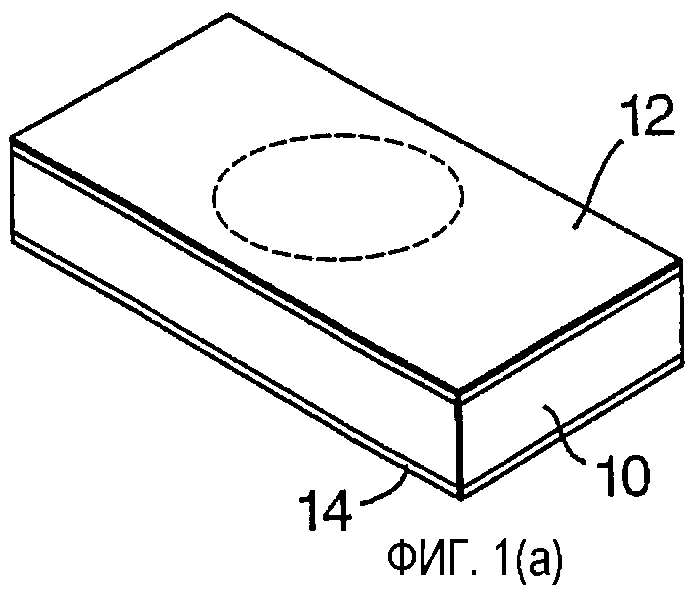
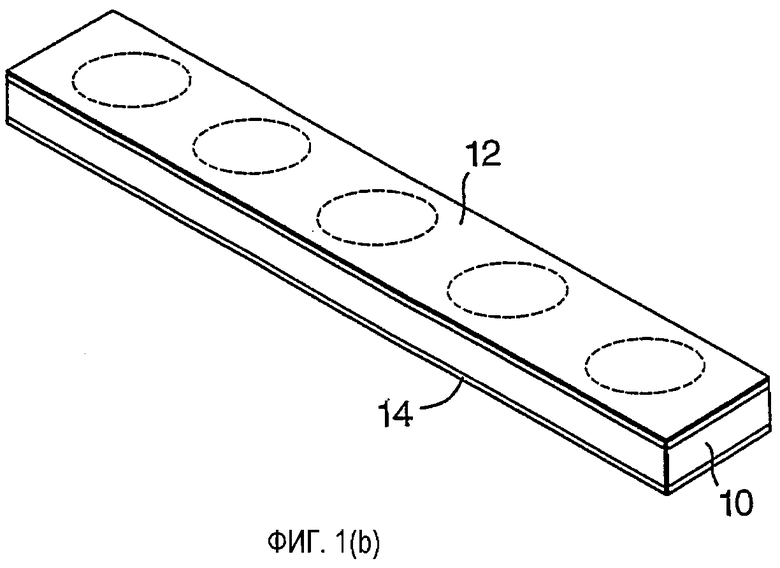
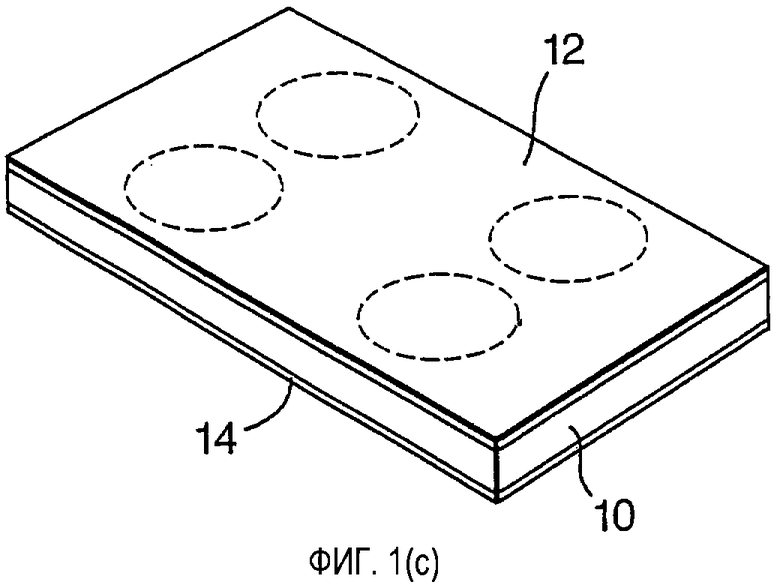
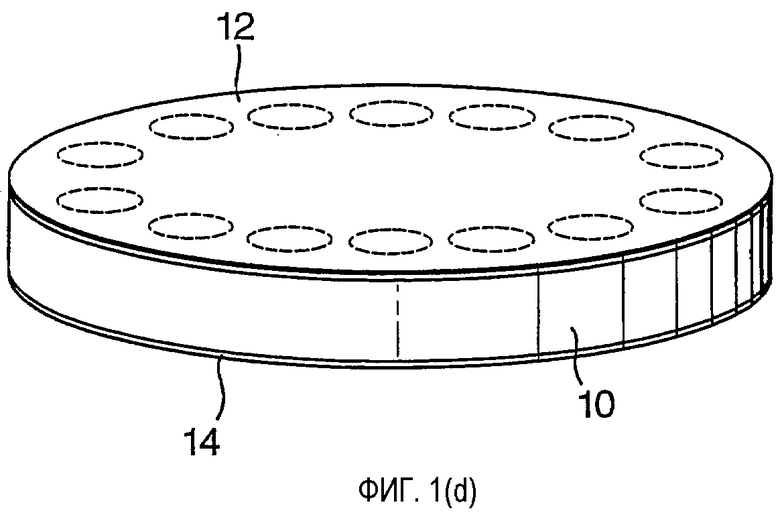
фиг. 1(a)-1(e) - виды контейнеров, выполненных в соответствии с настоящим изобретением;
фиг. 2 - вид в сечении гнезда, выполненного в соответствии с настоящим изобретением;
фиг. 3 - вид гнезда фиг. 2 с вкладышем, выдавливаемым сквозь лицевую поверхность;
фиг. 4 - вид подложки с выступающим вкладышем, выполненным в соответствии с настоящим изобретением;
фиг. 5 - вид подложки для использования с настоящим изобретением;
фиг. 6 - вид, иллюстрирующий процесс формования вкладыша с подложкой по настоящему изобретению;
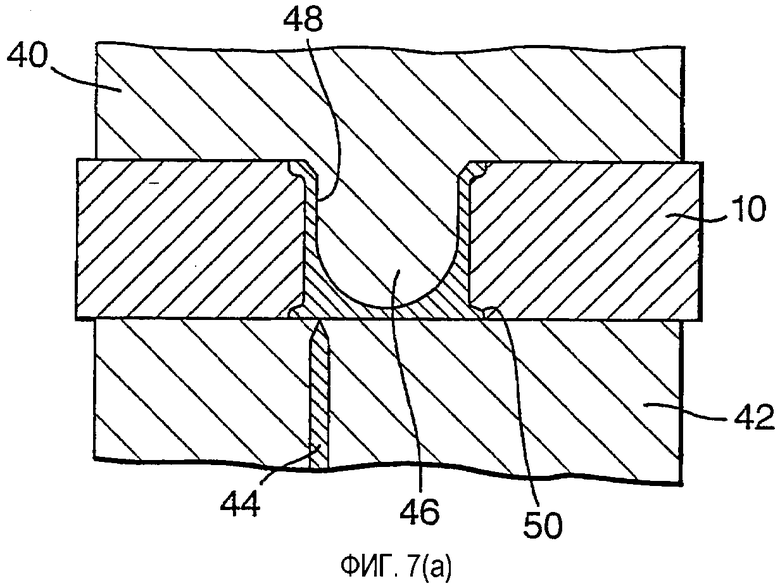
фиг. 7(a) и 7(b) - виды подложек со сквозными стенками разной конфигурации.
фиг. 8 - вид, подробно иллюстрирующий различные допустимые отклонения гнезда, подобного гнезду на фиг. 2;
фиг. 9 - вид вкладыша фиг. 8, выталкиваемого из его сквозного отверстия в поддерживающую упорную пластину;
фиг. 10(a)-10(c) иллюстрируют зачистку заусенцев, осуществляемую во время формования.
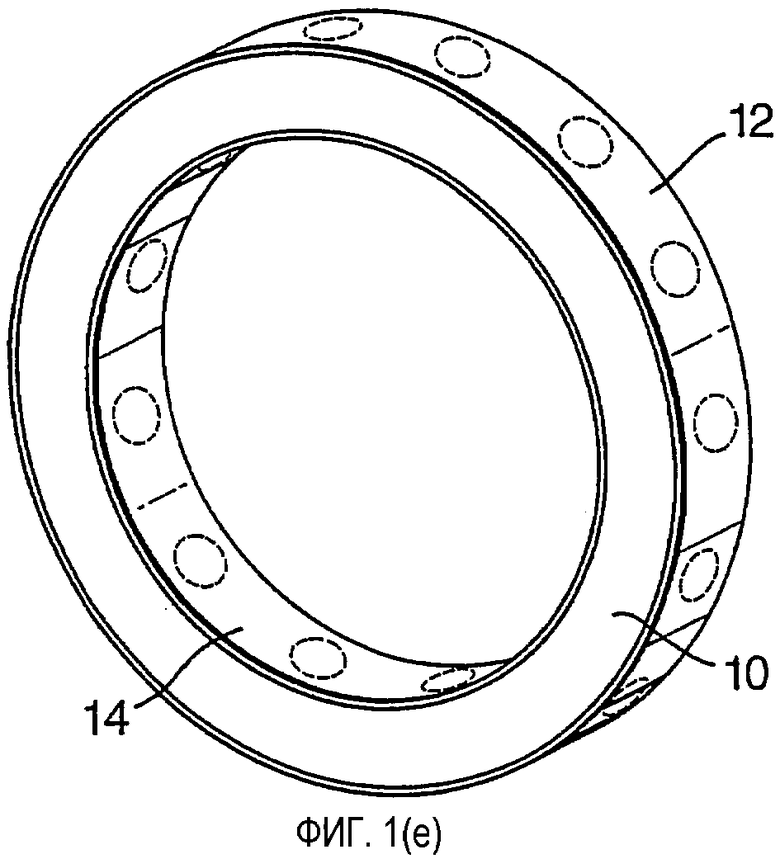
Контейнеры, выполненные по изобретению, могут принимать множество различных форм. В частности, они могут содержать одно или множество гнезд для соответствующих доз медикамента. Эти гнезда могут быть расположены в группах любой желательной конфигурации, и они могут быть образованы в подложках любой требуемой формы.
Фиг. 1(a)-1(e) иллюстрируют различные примеры.
Во всех случаях подложка 10 обеспечена закрывающим листом 12 на первой поверхности и закрывающим листом 14 на второй поверхности. Листы 12 и 14 герметизируют одно или более сквозные отверстия в подложке 10. После герметизации листами 12 и 14 сквозные отверстия не будут видны. Однако для упрощения сквозные отверстия обозначены на чертежах пунктирными линиями. Таким образом, контейнер на фиг. 1(a) включает в себя единственное гнездо, контейнер на фиг. 1(b) имеет форму, подобную полосе или ленте, с продольным рядом гнезд, контейнер на фиг. 1(c) является планарным, с двухмерным расположением гнезд, контейнер на фиг. 1(d) - дискообразный, с круговым расположением гнезд, а контейнер на фиг. 1(e) имеет форму барабана, с периферийным расположением гнезд.
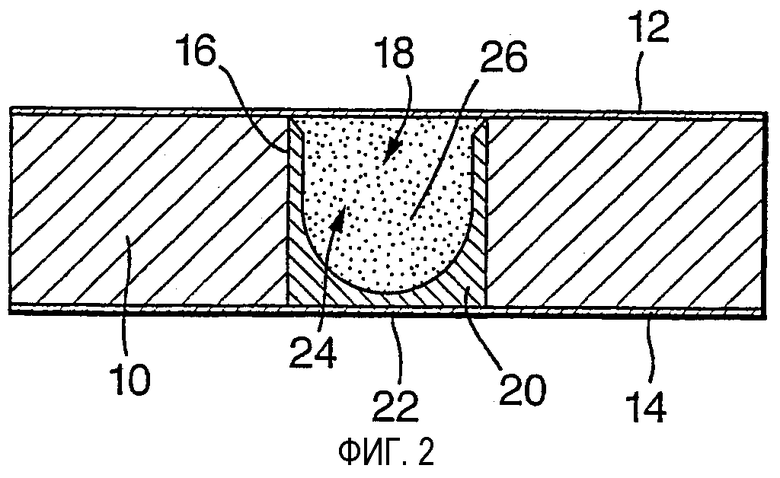
На фиг. 2 показано сечение подложки через одно гнездо. Сквозные стенки 16 в подложке 10 ограничивают сквозное отверстие 18. Внутри сквозного отверстия 18 образован по существу чашеобразный вкладыш 20. Как показано, внешний объем чашеобразного вкладыша 20 в общем заполняет сквозное отверстие 18. Действительно, закрытый конец 22 вкладыша 20 по существу копланарен и выровнен со второй поверхностью подложки 10.
Как показано, по существу чашеобразный вкладыш 20 имеет углубленный внутренний объем 24, образующий пространство для помещения медикамента, такого как порошок 26. Открытый конец 28 вкладыша 20 образует в общем периферийную стенку, смежную закрывающему листу 12.
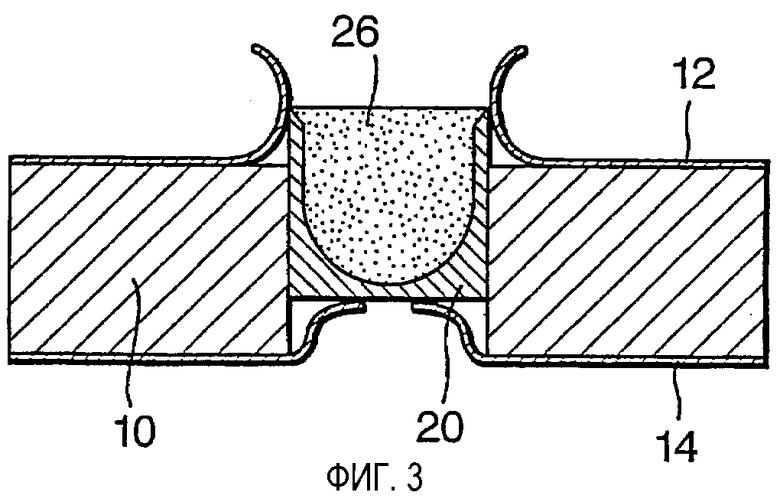
Как показано на фиг. 3, при использовании к закрытому концу 22 вкладыша 20 прикладывают давление от второй поверхности подложки 10 через лист 14. Таким путем вкладыш 20 перемещают вверх по сквозному отверстию 18 так, что стенки открытого конца 28 разрывают лист 12. Таким образом обеспечивается доступ к медикаменту внутри пространства 24 вкладыша 20 так, что оно может быть выдано как требуется.
На фиг. 4 показан вкладыш 20, выступающий от первой поверхности подложки 10. Для простоты он показан без листов 12 и 14.
Как будет понятно из последующего описания, конструкция вкладыша 20 в сквозном отверстии 18 особенно выгодна в отношении способа его изготовления. В частности, вкладыш 20 формуют на месте в подложке 10.
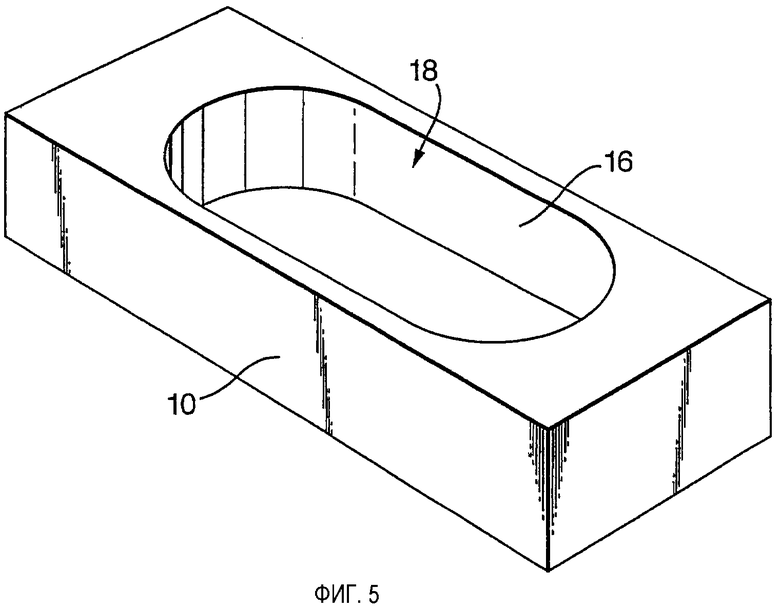
Во-первых, обеспечена подложка 10, имеющая одно или более сквозных отверстий 18. На фиг. 5 для простоты показана подложка 10, имеющая только одно сквозное отверстие. Однако понятно, что также могут быть обеспечены другие подложки, например такие, как показаны на фиг. 1(a)-1(e). Подложку 10 можно изготавливать из любого подходящего материала, такого как полимеры, металлы, керамика, композиты и т.д. Выбор материала будет зависеть от заданных свойств влагонепроницаемости, гибкости, веса, стоимости и т.д. Поскольку, как будет описано ниже, подложка 10 также должна быть обеспечена внутри формы, чтобы сформировать вкладыш 20 на месте, также важно, чтобы выбранный материал подложки 10 позволял провести этот процесс.
В предпочтительном варианте подложку 10 образуют из пластика с низкой влагопроницаемостью или из композитного пластика или алюминия.
Подложку 10 можно изготавливать с помощью любого соответствующего процесса, такого как литье под давлением, отливка в форму, прессование, экструзия, литье, спекание, штампование, вырубка и чеканка. В частности, в зависимости от материала, выбранного для подложки 10, можно выбрать процесс, при котором можно сформировать сквозные отверстия 18, подходящие для приема вкладышей 20.
Подложку 10 можно сформировать со сквозными отверстиями любого заданного контура и необязательно круглой формы, как показано на чертежах. Действительно, для варианта на фиг. 1(d) является предпочтительным, чтобы отверстия были вытянутыми в радиальном направлении. Для лучшей влагонепроницаемости при этом нужен минимальный интервал между соседними отверстиями, но получают более эффективную упаковку, если протяженность отверстий по окружности уменьшена, а их радиальная протяженность увеличена.
Требуется, чтобы вкладыш 20 мог скользить вдоль своей оси внутри сквозного отверстия 16 и за первую лицевую поверхность. Однако в ином отношении форму сквозного отверстия 16 можно выбирать свободно и соответствующим образом выбирать процесс для изготовления подложки 10.
Вкладыш 20 образуют в процессе формования, предпочтительно в процессе литья под давлением.
Подложку 10 вставляют в форму для формирования вкладыша 20. Как показано на фиг. 6, подложку 10 располагают между первым формовочным инструментом 40 и вторым формовочным инструментом 42. Первый формовочный инструмент 40 в общем уплотнен с первой поверхностью подложки 10, а второй формовочный инструмент 42 в общем уплотнен со второй поверхностью подложки 10. Таким образом, внутри сквозного отверстия 18 образуется формующая полость.
Во втором формовочном инструменте 42 выполнен подающий канал 44. Он позволяет вводить формовочный материал в полость, образованную сквозным отверстием 18.
Как показано, первый формовочный инструмент 40 выполнен с выступающим элементом 46, который продолжается от первой поверхности подложки 10 в сквозное отверстие 18. Наружная поверхность 48 выступающего элемента 46 определяет внутреннюю поверхность вкладыша 20, подлежащего образованию с помощью формы. С другой стороны, сквозные стенки 16 ограничивают внешние периферийные стенки вкладыша 20, а поверхность формовочного инструмента 42 ограничивает закрытый конец вкладыша 20. Как показано, получаемый в результате вкладыш имеет чашеобразное пространство 24 для помещения в него медикамента и внешние периферийные стенки 28 для разрывания первого листа.
Понятно, что благодаря этому способу посадка вкладыша 20 в подложке 10 не зависит от формы и размера полости 24 вкладыша, сформированной выступающим элементом 46. Точно также полость 24 вкладыша можно конструировать свободно и независимо от посадки вкладыша 20 в подложке 10.
Подложку помещают в инструмент для литья под давлением так, что подложка сама образует часть формующей полости. Конфигурация формовочного инструмента, в частности выступающего элемента 46, может определять особенности внутренней поверхности вкладыша 20, включая объем, форму и т.д. Это позволяет выполнять полость 24 вкладыша с точным объемом. Это особенно выгодно, когда объем полости используется для измерения требуемого количества медикамента, например порошка или жидкости, которые должны в ней содержаться. В частности, полость 24 вкладыша может быть полностью заполнена медикаментом, так что объем полости 24 вкладыша выбирают равным объему, требуемому для одной дозы медикамента.
Также понятно, что при использовании этого способа изготовления объем полости 24 вкладыша можно легко изменять посредством изменения небольшой части формовочного инструмента, то есть выступающего элемента 46. Действительно, становится легко обеспечивать ряд различных объемов полости вкладыша, даже внутри одного и того же контейнера.
Как обсуждается более подробно ниже, посадку вкладыша 20 в подложке 10 контролируют посредством изменения ряда параметров, включающих давление и температуру инжекции, отделку внутренней поверхности, то есть сквозных стенок 16, сквозного отверстия 18 или угла протяжения в сквозном отверстии 18. Кроме того, сквозные стенки можно формировать с особыми признаками, такими как выемки 50 или выступы 52, как показано на фиг. 7(a) и 7(b), для препятствования перемещению вкладыша.
Таким образом, для достижения хорошей производительности с конкретными вариантами выполнения желательно рассмотреть требования в отношении формы отверстий в пластине подложки.
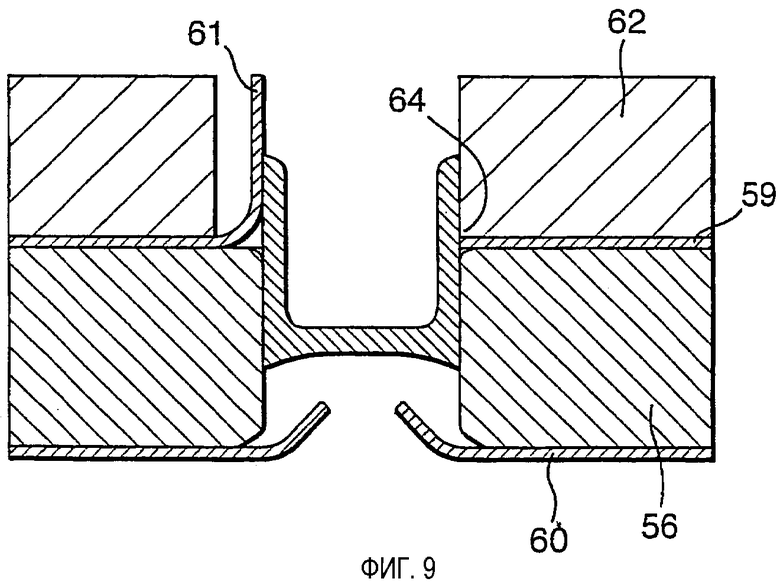
Для варианта, показанного на фиг. 2 и 3, где вкладыш 20 следует проталкивать сквозь фольгу 12 на первой лицевой поверхности так, чтобы он чисто разрывал фольгу, требования относительно отверстия в пластине подложки будут описаны со ссылкой на фиг. 8 и 9, где на фиг. 8 показаны особые требования к отверстиям, а на фиг. 9 показан вкладыш, выталкиваемый в упорную пластину 62, которая контролирует разрывание фольги. Упорная пластина 62 поддерживает и удерживает фольгу на верхней поверхности, чтобы обеспечить контролируемый разрыв фольги.
Периферийный радиус 57 сквозного отверстия пластины подложки 56 на верхней поверхности, сквозь которую вкладыш 55 должен выдвигаться, может влиять на производительность и применимость контейнера. Если радиус слишком маленький, а угол слишком острый, он может разрывать фольгу 59, когда ее прижимают для уплотнения с подложкой 56. Однако, если радиус слишком большой, а угол слишком закруглен, верх вкладыша 63 образует периферийный фланец, который будет зацепляться на угол 64 упорной пластины 62, препятствуя выдвижению вкладыша.
Радиус 57 предпочтительно должен быть больше 0,025 мм и меньше 0,10 мм для толщины стенки вкладыша, составляющей 0,3 мм (не превышающий 30% от толщины стенки).
Периферийный радиус 58 сквозного отверстия у нижней поверхности, от которой вкладыш должен выдвигаться, также может влиять на производительность и применимость контейнера. Если радиус слишком мал, а угол слишком острый, то он может повредить фольгу 60 при уплотнении. Однако, если радиус слишком большой, а угол слишком закруглен, основание стенки вкладыша формирует периферийный фланец, продолжающийся шире, чем ширина отверстия, и усилие, требуемое для выталкивания вкладыша, становится слишком большим.
Величина радиуса 58 предпочтительно должна находиться в том же диапазоне, как описано выше для радиуса 57. Действительно, радиус 58 может быть по существу таким же, как радиус 57.
Как правило, способы изготовления отверстий в пластине 56 подложки могут оставлять заусенцы, то есть острые зубцы материала, на углах 57 и 58. В частности, когда отверстия выполнены резанием, верхний и нижний углы 57, 58 могут иметь заусенцы, а когда отверстия прокалывают, пробивают, просверливают, выдавливают или штампуют, будет закругление входа и заусенцы на выходной стороне.
Заусенцы, которые выступают за пределы верхней или нижней поверхностей, нежелательны, поскольку они могут прокалывать фольгу 59 или 60.
Заусенцы, выступающие в отверстие, могут захватываться во вкладыше 55 во время процесса формования и препятствовать перемещению вкладыша при его выталкивании. Таким образом, полный производственный процесс предпочтительно включает в себя удаление или уменьшение любых заусенцев, образующихся при изготовлении сквозных отверстий. В частности, любые заусенцы, продолжающиеся за пределы верхней и нижней поверхностей, нужно уменьшать до уровня менее 25 мкм (предпочтительно менее 5 мкм), а любые заусенцы, проходящие в сквозные отверстия, нужно уменьшать до уровня менее 100 мкм (предпочтительно менее 50 мкм).
Шероховатость внутренней стенки 65 сквозного отверстия также влияет на посадку вкладыша 55 в подложке 56. Если стенка 55 является слишком шероховатой, то фрикционное сопротивление перемещению стенки вкладыша будет слишком высоким. С другой стороны, если стенка 65 будет слишком гладкой, вкладыши могут выпадать.
Способ изготовления отверстия будет влиять на форму шероховатости на стенках гнезда. Вырезание образует бороздки в плоскости угла, а штампование/пробивание образует бороздки, перпендикулярные плоскости подложки.
Штампованные отверстия являются предпочтительными, поскольку они могут обеспечить лучшую отделку. Бороздки поперек пластины обеспечивают некоторое трение, но позволяют плавное перемещение для выталкивания вкладыша.
Шероховатость в диапазоне от 0,03 до 0,3 от толщины стенки вкладыша является предпочтительной.
Может потребоваться осторожность при пробивании отверстий, чтобы избежать задиров материала по направлению к выходной поверхности. Это может создать гребень вокруг отверстия, который может оказывать чрезмерное сопротивление перемещению вкладыша.
Последующее описание касается предпочтительного производственного процесса пробивания алюминиевого листа. Например, подложку формы, показанной на фиг. 1(d), можно выполнить в виде диска с круговой группой отверстий по существу с параллельными сторонами, проходящими прямо сквозь диск.
Эту форму подложки можно делать посредством вырезания отверстий сверлением или фрезерованием. Возможно встречное фрезерование с использованием автоматизированной системы фрезерования с числовым программным управлением, но это может быть относительно дорогостоящей операцией. Сравнительно дешевле использовать сверление, но оно пригодно для круглых отверстий, а не для других конфигураций. Специальный станок, использующий множество фрезерных головок, может быть приемлем по стоимости для некоторых форм отверстий.
Настоящая заявка признает, что там, где материал и толщина пластины позволяют, отверстия можно пробивать сквозь материал. Алюминий является материалом, в котором отверстия можно пробивать при толщинах до 5 мм. Этот подход обеспечивает возможность пробивания любого количества отверстий одновременно с помощью соответствующей конструкции инструмента. Поэтому он представляет собой крайне выгодный и эффективный по стоимости способ изготовления. Он позволяет производить целую группу отверстий с продолжительностью цикла в диапазоне 1 сек-10 сек.
Пробивание отверстия в толстой пластине может создать отверстие, в котором материал, окружающий отверстие, деформирован. В частности, в нем может быть скругление входных краев, задиры материала вдоль стенок отверстия, заусенцы на выходном крае и/или углубление поверхностей, окружающих отверстие.
Настоящая заявка предлагает усовершенствование процесса пробивания для достижения высокого качества отверстия, требуемого для размещения вкладышей. Можно использовать несколько подходов, причем выбор зависит главным образом от материалов и требуемых размеров.
Один подход состоит в том, чтобы использовать то, что можно назвать точной вырубкой, и обеспечивать материал, подлежащий пробиванию, зажимом с жесткими допусками вокруг всего отверстия и использовать пресс и инструментальную оснастку, которая гарантирует точный контроль зазоров между инструментом для пробивания и окружающими зажимами. С таким уровнем точности возможно уменьшить закругление и задиры при использовании алюминиевого листового материала толщиной до 3 мм.
Там, где требуются более глубокие отверстия, может потребоваться расточка для контроля допустимого отклонения. Пробивают начальное отверстие, а затем его постепенно расширяют с помощью ряда фрез, каждая из которых лишь немного больше, чем предыдущая.
Независимо от того, какой подход пробивания используется, предпочтительно гарантировать, что никакие острые заусенцы на углах выхода не остаются. Поэтому желателен процесс отделки для гарантии, что не останется никаких заусенцев.
Для отделки можно использовать: галтовку с дробью, камнями или шариками; пескоструйную очистку или обдувку крошкой; электролитическое травление/зачистку заусенцев; и/или химическое удаление заусенцев. Выбираемый метод будет зависеть от требований к отделке поверхности на стенках и поверхностях пластины подложки. Например, галтовка с абразивным материалом может придать шероховатость всем поверхностям или образовать случайные царапины на поверхностях. Там, где фольга должна запечатываться с поверхностью для обеспечения барьера, любые царапины, более глубокие, чем образуемое позже соединение между фольгой и поверхностью, нарушит герметизацию. В качестве альтернативы, процесс отделки, который дает очень гладкую поверхность, может не обеспечить достаточного трения для хорошей адгезии фольги или удерживания вкладышей на месте до их покрытия фольгой.
Также можно пробивать лист из пластика. Производственный процесс, требуемый для пробивания пластика с заданным допустимым отклонением, отличается от производственного процесса, требуемого для металла. Возьмем в качестве примера полиэтилен высокой плотности толщиной 3 мм, который требуется пробить для получения подложки по фиг. 1(d), в котором пробивание может оставить нити материала вокруг выходного отверстия. Это происходит потому, что полиэтилен высокой плотности является значительно более мягким материалом, чем алюминий, и волна сжатия, создаваемая перед режущим инструментом, может выдавливать материал сквозь промежутки между штампом и опорной плитой.
Таким образом, при использовании пробивания для пластикового материала, для каждого материала и размера отверстия потребуются разные инструменты и условия.
Настоящая заявка рассматривает следующие подходы: охлаждение пластика для достаточного увеличения его жесткости, чтобы позволить простое пробивание; зенковка с последующей отделкой с использованием профильного ножа для срезания тонкого слоя со стенок; и/или нагретого лезвия ножа, чтобы локально расплавлять пластик у режущей кромки.
Для производства закругленных удлиненных отверстий шириной 2,5 мм и длиной 8,0 мм в 3-миллиметровом полиэтилене высокой плотности предпочтительным является двухступенчатый процесс. Первоначально пробивают закругленное отверстие шириной 1,9 мм и длиной 7,4 мм. За этим следует удаление остающихся 0,3 мм стенки, используя лезвие, имеющее форму желательной формы отверстия. Чтобы предотвратить образование нитей в выходном отверстии, 3-миллиметровый лист полиэтилена высокой плотности зажимают между жесткими пластинами с дополнительным листом из пластика на выходной поверхности. Лезвие перемещают сквозь лист полиэтилена высокой плотности, чтобы оно проникло в пластиковый лист снизу.
Как правило, толщина листа составляет между 0,25 мм и 1,0 мм, а лезвие проникает в него минимум на 0,2 мм.
Режущая кромка лезвия предпочтительно проходит под углом на стороне отверстия и плоско на внешней стороне. Центр режущего лезвия является предпочтительно полым, чтобы обеспечить пространство для отрезаемого материала, который может занимать его во время процесса резания, не создавая боковое усилие на лезвие. Полученная мелкая стружка может быть удалена после резания.
Кроме пробивания подложку из пластикового материала также можно формовать.
Возьмем в качестве примера пластину подложки по фиг. 1(d), которую можно изготовить литьем под давлением в качестве альтернативы пробиванию, описанному выше. Имеются преимущества в отношении упрощения процесса запечатывания фольги, если поверхности, с которыми фольга должна быть запечатана, плоские. Поэтому желательно, чтобы при образовании таких пластин в процессе формования снижались до минимума любые отметины от опоры эжектора, усадочные отметки или заусенцы литника, которые препятствуют тому, чтобы эти поверхности были плоскими. Для описанного примера предпочтительно иметь плоскостность 50 мкм или меньше, еще предпочтительнее 10 мкм.
Чтобы достичь этого, режимы литья под давлением должны быть оптимизированы для конкретного инструмента, подлежащего использованию, и должны использоваться поверхности эжекторов больших площадей и распределенные литниковые системы для снижения до минимума дальностей потоков.
Угол внутренней стенки 65 также можно учитывать.
Отверстия могут быть изготовлены с углом стенок 65 отверстия с любым заданным значением. Пробивание производит стенки, которые являются по существу перпендикулярными поверхностям подложки 56, и это является предпочтительным в большинстве случаев.
Однако отверстия, которые слегка больше на поверхности, из которой будет выталкиваться вкладыш, обеспечивают меньшее сопротивление, в то же время сохраняя способность направлять движение вкладыша.
Это может быть желательным для некоторых вариантов осуществления.
Там, где это требуется, такие отверстия могут быть обработаны на станке или при подходящих условиях и материалах достаточный угол может быть получен даже с помощью способа изготовления пробиванием.
Предпочтительный угол стенок для рассматриваемого варианта осуществления находится между прямым углом (90 градусов к поверхности) и 3 градусами от прямого угла, более предпочтительно 1 градус.
Процесс формования вкладышей требует помещать пластину подложки внутрь формовочного инструмента, предназначенного для придания пластику заданной формы вкладыша.
Когда пластина подложки изготовлена из несжимаемого материала и формовочный инструмент закрывается на себе, тогда, если толщина пластины подложки меньше пространства, отпущенного для нее, то останется зазор, в который может затекать пластик, образующий заусенцы.
Если контейнер используется для вдыхаемого материала, заусенцы могут отрываться во время использования и вдыхаться. Это является неприемлемым.
Для предотвращения этого допустимое отклонение толщины пластины подложки должно быть достаточно малым, чтобы не допускать образования зазора, в который во время формовки может вытечь пластик.
Предпочтительно этот зазор (отклонение) составляет менее 0,1 мм, еще предпочтительнее 0,05 мм или менее, в тех случаях, когда такое допустимое отклонение недостижимо, формовочный инструмент можно сконструировать для обеспечения уплотнения против поверхности пластины подложки, а не другой части формовочного инструмента.
Хотя способ изготовления, как он описан выше, можно применять к отверстиям любой формы, форма также может оказывать влияние, которое следует учитывать в общей конструкции.
Формовочный материал вкладыша полностью заполняет оставленный для него объем во время введения пластмассы. Однако, когда материал охлаждается и затвердевает, вкладыш может расширяться или сжиматься. Величиной этого изменения можно управлять с помощью материала и условий обработки.
Если происходит слишком большое сжатие, то посадка вкладышей может стать свободной и вкладыши могут выпадать. Также могут образовываться зазоры между стенкой вкладыша и стенкой отверстия, и содержащийся материал, такой как порошок, может проникать в эти зазоры.
Если происходит слишком большое расширение, то любые прямые стенки согнутся внутрь, уменьшая объем гнезда. Точно также вкладыш может застрять на месте.
Стенки, которые имеют выпуклую форму, будут более приемлемы при любом расширении, потому что они не будут сгибаться внутрь при небольшом сжатии материала. Это отличает их от прямых или вогнутых стенок.
Однако в варианте, показанном на фиг. 9, форма гнезда и упорная пластина 62 предназначены для разрывания фольги с трех сторон, заставляя кусок фольги 61 поворачиваться вверх с четвертой стороны. Этого достигают, обеспечивая промежуток между краем упорной пластины и краем гнезда на четвертой стороне, где фольга будет поворачиваться.
Однако эта операция становится более надежной, если поворачивающаяся сторона по существу прямая. Таким образом, для этого варианта материал и процесс формирования гнезд предпочтительно выбирают таким образом, чтобы избежать какого-либо существенного расширения при охлаждении.
В предпочтительном способе изготовления пластину подложки помещают в формовочный инструмент так, чтобы часть стенки формовочного инструмента располагалась в центре отверстия с промежутком вокруг него, который заполняют пластмассой для формирования вкладыша. Однако, если выступ не точно центрирован в отверстии, то одна стенка будет более толстая, чем противолежащая стенка. В некоторой точке толщина тонкой стенки не будет отвечать требованиям механической прочности или даже может быть недостаточной толщины, чтобы позволить полностью заполнить ее пластмассой во время процесса формования.
Поэтому существуют допустимые отклонения для размера и положения отверстия относительно выступа в формовочном инструменте.
Обнаружено, что становится трудно формовать стенки тоньше 0,2 мм. Таким образом, для толщины стенки, составляющей 0,3 мм, позиционное допустимое отклонение должно быть ±0,1 мм.
Точные допустимые отклонения для конкретных вариантов осуществления можно определить в соответствии с общими механическими требованиями.
Когда формование вкладышей выполняют в единственных отверстиях, требования к допустимым отклонениям легко могут быть выполнены. Однако в случае, когда группа отверстий на общей пластине подложки должна подвергаться формованию за один цикл, обеспечение такого допустимого отклонения может быть затруднено. Например, квадратная группа с длиной стороны 100 мм и с квадратными вкладышами со стенками 0,3 мм предпочтительно имеет допуск выравнивания положения ±0,05 мм и угловой допуск выравнивания 2 дуговые минуты (0,03 градуса).
Требования к выравниванию можно снизить посредством изменения рисунка расположения группы. Например, круговая группа диаметром 100 мм с вкладышами, которые являются более длинными в радиальном направлении, чем в направлении по окружности, значительно менее чувствительна к угловому смещению, чем квадратная группа. Кроме того, механически легче центрировать формовочные инструменты для двух круговых групп, чем для квадратных.
Прикрепление вкладыша 20 в сквозном отверстии 18 будет дополнительно зависеть от ряда параметров, включающих температуру предварительного нагревания подложки 10 и материалов, выбранных для вкладыша 20 и подложки 10, а также параметров, воздействующих на описанную выше посадку. Вкладыш 20 предпочтительно изготавливают из термопластичного или термореактивного полимера, смолы или любого материала, который можно инжектировать как текучую среду, а затем преобразовывать в твердый материал, когда он находится на месте, например, из полимера, эластомера или мономера.
Когда пластина подложки выполнена из металла, она не будет подвергаться воздействию процесса формования вкладышей.
Однако также можно использовать пластины подложки из пластика. В этом случае необходимо учитывать взаимодействия, которые могут возникать в процессе формования вкладышей.
Если температура плавления листового материала подложки намного выше температуры пластмассы для вкладыша при ее инжектировании, тогда между ними будет слабое взаимодействие.
Однако в случае, когда температура плавления пластины подложки подобна или ниже температуры плавления материала вкладыша, процесс должен управляться так, чтобы снизить до минимума плавление листового материала подложки вокруг гнезда.
Когда запечатывающая фольга должна быть приварена к пластине подложки, это требует плавления поверхности, находящейся в контакте с фольгой. Тогда требуется использовать листовой материал подложки с более низкой температурой плавления, чем у материала вкладыша, чтобы избежать повреждения вкладыша во время процесса запечатывания.
Неожиданно было обнаружено, что можно успешно формовать вкладыши из полипропилена в пластине подложки из полиэтилена даже при том, что температура плавления полипропилена намного выше, чем у полиэтилена.
Этого достигли благодаря оптимизированию времени, давления и температуры процесса для конкретной геометрии и используемых материалов. Для упомянутых выше материалов с вкладышами со стенками толщиной 0,3 мм в пластине подложки толщиной 3 мм ниже приведены параметры формовки, которые были найдены как предпочтительные:
давление - 100 бар;
температура - 215 градусов Цельсия;
время - 2 секунды.
Однако при таких условиях может происходить небольшое расплавление пластины подложки, и оно может привести к сцеплению между вкладышами и пластиной подложки. Установлено, что это сцепление можно нарушить без повреждения какого-либо компонента, но это требует более высокого усилия пользователя, чем желательно для обычного действия. Чтобы преодолеть это, каждый вкладыш можно частично выдавливать из его отверстия, чтобы нарушить это сцепление. Затем его можно возвратить в его первоначальное местоположение. Впоследствии пользователь сможет удалять его со значительно меньшим усилием.
Как правило, усилие, необходимое для первоначального высвобождения вкладыша с площадью 20 мм2 в пластине подложки из полиэтилена высокой плотности, толщиной 3 мм находится между 50 Н и 100 Н. После начального разрыва сцепления требуемая сила может быть менее 30 Н.
Тщательный выбор технологии литья поможет избегать образования литьевых заусенцев на вкладыше 20, а также отделять литниковый канал формы от компонентов.
Пластмасса протекает в форму во время формования вкладыша по одному или более каналам в стенках формовочного инструмента. Когда форма полная, один или более литников блокируют пластмассу в форме от еще расплавленной пластмассы в подающих каналах.
Трудно сделать поверхность вкладыша гладкой в месте литника, и в нем могут возникать заусенцы или выступы. В предпочтительном варианте область литника находится на основании вкладыша, поверх которого будет накладываться фольга для запечатывания отделения.
Заусенцы или острые выступы, продолжающиеся за поверхность, могут создавать риск пробивания фольги.
Поэтому является предпочтительным устройство зачистки заусенцев для предотвращения этого. Его пример показан на фиг. 10.
На фиг. 10(a) показан заусенец, который может встречаться, когда литник расположен у поверхности компонента.
На фиг. 10(b) показан вариант, в котором литник установлен слегка ниже поверхности так, чтобы образовывалась пустота, внутри которой заусенец может быть углублен. Этого может быть достаточно. Однако есть все еще вероятность, что острый край все же будет выступать над поверхностью.
На фиг. 10(c) показана ситуация, в которой выступающий материал сглажен и деформирован в углублении. Это можно обеспечить с помощью теплового, ультразвукового или другого средства локального плавления пластмассы и надавливания на нее ниже поверхности, используя жесткий плоский инструмент.
Таким путем можно обеспечить, что никакой острый край не будет выступать выше поверхности, повреждая фольгу.
Таким образом, можно производить вкладыш 20 в каждом сквозном отверстии 18 с заданной формой так, что вкладыш 20 будет плотно прилегать к стенкам 16 подложки 10. Это предотвращает проникновение медикамента за пределы вкладыша 20, но обеспечивает свободное перемещение вкладыша, когда его выталкивают снизу. Эта технология в общем подходит для изготовления сборок, которые содержат множество компонентов со скользящей или вращающейся посадками, которые иначе пришлось бы собирать по отдельности. Таким образом, она предоставляет возможность экономии при обработке и сборке.
Когда подложку 10 извлекают из формы 40, 42, она содержит вкладыш 20. В соответствии с параметрами, обсуждавшимися выше, в предпочтительном варианте вкладыш 20 упруго удерживается на месте внутри подложки 10. При этом для удерживания вкладыша 20 в этом положении никакие дополнительные стадии не требуются.
Вкладыш или вкладыши подложки 10 можно затем заполнять медикаментом. Медикамент можно обеспечивать в любой подходящей форме, например в виде таблетки, порошка или жидкости. Однако контейнер, сконструированный, как описано выше, особенно подходит для использования с сухим порошком.
Медикамент можно выдавать в полости 24 вкладышей 20 из устройства, которое выдает дозы заданной величины. Однако, как упомянуто выше, полость 24 вкладыша может быть выбрана с заданным объемом так, что заполнение полостей 24 вкладыша приведет к тому, что контейнер будет вмещать заданные дозы медикамента.
Затем к первой и второй поверхностям подложки 10 можно прикрепить закрывающие листы 12 и 14, чтобы запечатать вкладыши 20 и медикамент внутри сквозных отверстий 18. Листы предпочтительно герметично запечатывают. Это особенно важно для сухих порошков. Закрывающий лист может быть образован из алюминиевой фольги, хотя можно использовать любой другой подходящий материал, который обеспечивает требуемые барьерные свойства.
Также можно второй лист запечатывать со второй поверхностью перед стадией заполнения медикаментом.
Помимо этого в качестве альтернативного варианта обсуждавшегося выше способа чашеобразное пространство можно заполнять формовочным материалом с первой поверхности, например, через заполняющий канал в выступающем элементе. В этом случае можно запечатывать второй лист со второй поверхностью до или во время стадии формования. Если второй лист помещен между нижней формой и подложкой 10, то его можно запечатывать с подложкой в то же время, когда происходит заполнение чашеобразного пространства формовочным материалом, например, посредством нагревания.







Способ изготовления контейнера для размещения по меньшей мере одной отдельной дозы медикамента, с использованием подложки, имеющей первую и вторую противолежащие поверхности и сквозные стенки, ограничивающие сквозное отверстие, продолжающееся между первой и второй противолежащими поверхностями, предусматривающий: введение подложки в форму, имеющую элемент для выступания в сквозное отверстие от первой поверхности, так чтобы образовать со сквозными стенками по существу чашеобразное пространство, заполнение по существу чашеобразного пространства формовочным материалом так, чтобы образовать в сквозном отверстии по существу чашеобразный вкладыш, и извлечение подложки и вкладыша из формы, при этом можно поместить отдельную дозу медикамента в по существу чашеобразный вкладыш, и медикамент, и вкладыш герметизированы в сквозном отверстии посредством первого и второго листов, запечатываемых соответственно с первой и второй поверхностями. Использование данного способа изготовления контейнера и контейнер, изготовленный таким способом, позволяют снизить стоимость и сложность его изготовления. 5 н. и 59 з.п. ф-лы, 10 ил.
| Устройство для слива металлическогоРАСплАВА из ВАКууМНыХ АппАРАТОВ | 1979 |
|
SU836170A1 |
| US 3657855 А, 21.05.1974 | |||
| US 3921805 А, 18.12.1986 | |||
| DE 3521281 А, 18.12.1986 | |||
| DE 3711256 А1, 13.10.1988 | |||
| ИНГАЛЯТОР ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 1993 |
|
RU2105573C1 |

